國立交通大學
工業工程與管理學系
博士論文
多次投料問題在中斷式幾何分配下之研究
Multiple Lot Sizing Decisions with
Interrupted Geometric Yield
研 究 生:蘇泰盛
指導教授:許錫美 博士
多次投料問題在中斷式幾何分配下之研究
Multiple Lot Sizing Decisions with Interrupted Geometric Yield
研 究 生 :蘇泰盛 Student:Tai-Sheng Su
指導教授 :許錫美 Advisor:Dr. Hsi-Mei Hsu
國 立 交 通 大 學
工 業 工 程 與 管 理 學 系
博 士 論 文
A Dissertation
Submitted to Departmant of Industrial Engineering and Management
College of Management
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Doctor of Philosophy
in
Industrial Engineering and Management
March 2009
Hsin-Chu, Taiwan, Republic of China
中華民國九十八年三月
多次投料問題在中斷式幾何分配下之研究
學生:蘇泰盛 指導教授:許錫美 博士
國立交通大學工業工程與管理學系 博士班
摘 要
本論文探討有交期限制的多次投料問題:首先探討生產週期時間具不確定性,單 階段生產系統的多次投料問題;隨之探討二階段生產系統的多次投料問題。二階段生 產系統在每個生產階段之後,皆設有檢驗站,在每個投料時點,藉由每個階段的良品 在製品數量與未滿足的需求量,須同時決定各階段的投料量。本研究假設各階段產出 的良品個數服從中斷式幾何分配,成本函數考慮設置成本、變動成本、成品存貨持有 成本及缺貨成本四項。以最小生產成本為目標,提出最佳投料量的特性,基於此特性, 來設計動態規劃演算法,以求解各階段的最佳投料量。針對二階段生產系統的多次投 料問題,在需求量較大時,我們提出一個啟發式演算法,可以有效地求得滿意解。最 後,藉由數值範例來觀察決策參數的特性與最佳投料量的特性。 關鍵詞:批量、中斷式幾何分配、動態規劃、生產/存貨系統Multiple Lot Sizing Decisions with Interrupted Geometric Yield
Student:Tai-Sheng Su Advisor:Dr. Hsi-Mei Hsu
Department of Industrial Engineering and Management
National Chiao Tung University
ABSTRACT
In this study, we examine two issues of multiple lot-sizing problem with interrupted geometric yield and non-rigid demand. Firstly, we investigate a single-stage multiple lot-sizing problem with variable production lead-time. Secnodly, we investigate a two-stage multiple lot-sizing problem with simultaneously determining the optimal lot sizes for the two production stages in each period. The following cost items are considered in these problems: setup cost, variable production cost, inventory holding cost, and shortage cost. These problems are formulated as a dynamic program (DP), respectively, and some lemmas are proposed to confine their solution spaces. We propose a heuristic solution method to solve the two-stage multiple lot-sizing problem for reducing the computational time. Finally, numerical examples are illustrated to shown the efficiences of the proposed heuristic method.
Keywords: Lot-sizing; Interrupted geometric distribution; Dynamic programming;
致 謝
本論文能夠順利完成,首先感謝我的兩位恩師 許錫美教授和 巫木誠教授悉心指 導。在這六年的研究訓練過程中,承蒙兩位恩師不斷地給予教導,使我在學術研究及 論文寫作方面獲益良多,培養我俱備獨立研究的能力。從兩位恩師的身上學習到,如 何做研究、研究的嚴謹、做事的信念及做人的誠信,在此致上衷心的感謝。 論文口試期間,感謝 王貳瑞教授、 彭德保教授及 陳振東教授等三位委員提供 寶貴的意見,使本論文得以更臻完善。在等待paper 審查期間,非常感謝 王貳瑞教授 提供一個工作機會,讓我回到南部工作就近照顧家庭。 做研究期間,感謝學弟亮銓、政翰和振富,在撰寫程式的幫忙,尤其是亮銓在研 究的後期,投入相當多的時間,使得研究得以順利進行。感謝楊康學長、志文兄,適 時提供寶貴的意見。感謝昌甫在生活和研究中,陪伴我一起成長和相互扶持。感謝學 弟英森、廷勳、景閎和智偉,在研究有困惑時,可以一起討論,在英文寫作不懂的地 方,很感謝廷勳的教導。 修課期間,感謝同窗好友敬森兄、屏國、建和、俊穎、誠佑、景如、姈娟和明輝 等人的協助,得以順利完成修課。在空閒時,很感謝屏國開車帶我出去走走,減少一 些壓力。 最後要感謝我的母親和家人,對我的照顧和關心,由於你們的支持才能讓我專心 於研究,特別要感謝我的老婆靖純,有她的鼓勵、支持和體恤,才能堅持到最後。僅 以本論文感謝大家。目 錄
摘 要...i ABSTRACT...ii 致 謝...iii 目 錄...iv 表目錄...vi 圖目錄...vii 第一章 緒論...1 1.1 研究背景與目的...1 1.2 研究假設與限制...2 1.3 研究流程與論文章節...3 第二章 文獻探討...5 2.1 單階段生產系統...5 2.1.1 訂單需求量與交貨要求...5 2.1.2 生產特性...5 2.1.3 成本項目...7 2.1.4 求解方法...8 2.2 多階段生產系統...10 2.2.1 交貨要求...10 2.2.2 生產特性...10 2.2.3 成本項目... 11 2.2.4 決策變數... 11 2.2.5 求解方法... 11 第三章 生產週期時間具不確定性的多次投料問題 ...19 符號定義...19 3.1 問題描述...20 3.2 建構動態規劃問題...22 3.2.1 研究假設...223.2.2 動態規劃問題的決策結果...23 3.2.3 成本遞迴式...24 3.2.4 邊界條件...25 3.3 求解動態規劃問題...27 3.3.1 縮小求解空間...27 3.3.2 動態規劃問題的演算法...31 3.3.3 數值範例...34 3.4 本章結論...39 第四章 二階段生產系統的多次投料問題 ...40 符號定義...40 4.1 問題描述...41 4.2 建構動態規劃問題...45 4.2.1 研究假設...45 4.2.2 動態規劃問題的決策結果...45 4.2.3 成本遞迴式...46 4.2.4 邊界條件...48 4.3 求解動態規劃問題...49 4.3.1 縮小求解空間...49 4.3.2 動態規劃問題的演算法(OPS 演算法)...53 4.3.3 啟發式演算法(Huristic Method)...57 4.3.4 數值範例...60 4.4 本章結論...72 第五章 結論與建議...73 5.1 結論...73 5.2 未來研究建議...74 參考文獻...75 附錄 A...79 附錄 B...83
表目錄
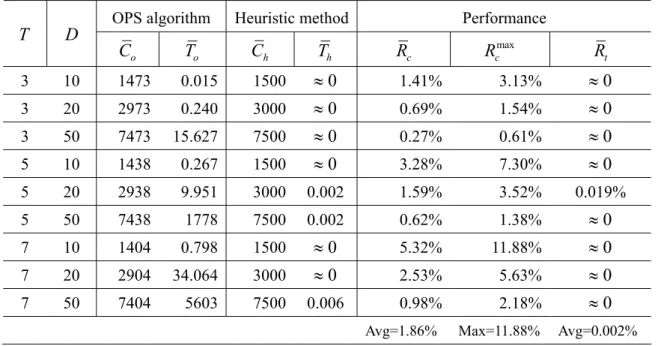
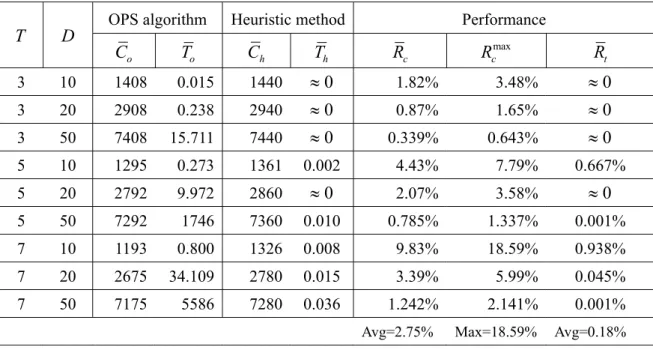
表2.1 單階段多次投料問題的相關文獻整理...16 表2.2 多階段多次投料問題的相關文獻整理...17 表4.1 當(θ θ(1), (2)) (0.6,0.6)= 時,比較啟發式演算法和OPS 演算法的績效 ...61 表4.2 當(θ θ(1), (2)) (0.6,0.8)= 時,比較啟發式演算法和OPS 演算法的績效 ...61 表4.3 當(θ θ(1), (2)) (0.8,0.6)= 時,比較啟發式演算法和OPS 演算法的績效 ...62 表4.4 當(θ θ(1), (2)) (0.8,0.8)= 時,比較啟發式演算法和OPS 演算法的績效 ...62 表4.5 在不同的( , )T D 情境下R 的結果 ...64 c 表4.6 在不同的( , )T D 情境下,OPS 演算法所需的計算時間...64 表4.7 t=1的最佳投料量...66 表4.8 t=2的最佳投料量...67 表4.9 t=3的最佳投料量...68 表4.10 t=4的最佳投料量...69 表4.11 t =5的最佳投料量...69圖目錄
圖1.1 研究流程...4 圖3.1 生產週期時間為一期產或二期產出的多次投料決策...21 圖3.2 第t 期與t−1期的關係...23 圖3.3 根據二個邊界條件,設定各種狀態的最佳成本與投料量...32 圖3.4 當Dt = 時,設定各種狀態的最佳成本與投料量 ...32 1 圖3.5 Dt =2,3,...,D,計算各期、各種狀態的最佳成本與投料量...33 圖3.6 p 和期望總生產成本的關係 ...35 圖3.7 T 和期望總生產成本的關係 ...36 圖3.8 D 和期望總生產成本的關係...36 圖3.9 在不同的p 下,最佳投料量不會隨著 D 增加而嚴格遞增...37 圖3.10IG 分配(θ =0.7)的平均良率...38 圖4.1 二階段生產系統...42 圖4.2 二階段生產系統的投料情境...42 圖4.3 二階段生產系統的多次投料決策...43 圖4.4 第t
期與t−1期的關係...46 圖4.5 根據二個邊界條件,設定各種狀態的最佳成本與最佳投料量...54 圖4.6 當t=1時,計算最佳成本與最佳投料量...55 圖4.7 當2≤ ≤ − 時,計算最佳成本與最佳投料量...55 t T 2 圖4.8 當t T= − 時,計算最佳成本與最佳投料量 ...56 1 圖4.9 當t T= 時,計算最佳成本與最佳投料量 ...56 圖4.10OPS 演算法和啟發式演算法的比較 ...58 圖4.11IG 分配投料量和期望產出良品個數的關係...70 圖4.12 最佳投料量的特性...71第一章 緒論
1.1 研究背景與目的
客製化產品的需求,與日遽增,廠商接到訂單後,一般皆有多個或無限多個投料 時點可以投料,如何決定每個投料時點的投料量,以最小化生產成本,滿足訂單的需 求,是一個非常重要的課題。此種決定每個投料時點最佳投料量的問題稱為『多次投 料問題』[14]。 多次投料問題可分為無交期限制及有交期限制兩類。無交期限制的多次投料問 題,是指訂單數量須全數滿足(rigid demand),不容許缺貨。因此投料時點有無限多次, 直到產出的良品個數,大於或等於需求量時才停止投料。有交期限制的多次投料問題, 是指接到訂單後,已知需求量為D,從接單後到交期前有 T 個投料時點,分別為 T、 T-1、、、1,到交期日時,若產出的良品個數少於訂單需求量(non-rigid demand),則 須付出缺貨成本。多次投料問題一般皆假設在某個投料時點t,投料 k 個單位,在第 k 個單位產出後,才整批檢驗,此時才得知產出的良品個數,該良品數為一隨機變數, k Y ,服從某一機率分配。 探 討 單 階 段 生 產 系 統 有 交 期 限 制 的 多 次 投 料 問 題 , 相 關 研 究 有 Guu 和 Zhang[20]、Pentico[25]、Sepehri 等學者[27],及 Wang 和 Gerchak[28]。其中 Wang 和 Gerchak [28]假設生產週期時間大於一個週期且為已知常數。然而,在現實的生產情境 中,因為供應商的供貨不可靠、搬運時間的不穩定、等候加工、機器故障及重工等不 可預期因素,使得生產週期時間常具有不確定性[31]。當生產週期時間具不確定性, 該如何決定最佳投料量,以最小化生產成本,是一值得研究的課題。因此,本論文的 主題一是探討生產週期時間具不確定性,單階段生產系統有交期限制的多次投料問題。 探討多階段生產系統有交期限制的多次投料問題,相關研究有Barad 和 Braha[3] 及 Braha[7]。他們是探討多階段流線型的生產系統,並考慮容許外購或重工在製品的 生產情境,每個生產階段之後,皆設有檢驗站,上一階段的良品產出,為下一階段的投料來源。若上一階段的良品產出短缺時,可藉由外購或重工來補足,因此每個投料 時點,僅決定下一階段的最佳投料量。然而,這樣的生產模式,僅有單一階段在生產, 而其他各階段都在閒置。為了改善此生產模式,本論文的主題二是探討多階段流線型 生產系統的多次投料問題,每個投料時點須同時決定各階段的投料量。 探討多階段流線型生產系統的多次投料問題,過去相關研究大都是利用動態規劃 的手法來求解,但是當面對訂單需求量很大的情況下,動態規劃的網路規模變得相當 的龐大,需耗費很長的計算時間才能求得最佳解。為了縮短計算時間,本論文提出一 個啟發式演算法,可以有效地求得滿意解。 上述二研究主題是假設各階段產出的良品個數服從中斷式幾何分配,成本函數含 設置成本、變動成本、成品存貨持有成本及缺貨成本四項。以最小生產成本為目標, 分別探討上述兩個研究問題最佳投料量的特性,基於這些特性,利用動態規劃的手法, 發展求解演算法,求解每個投料時點各階段的最佳投料量。對二階段生產系統的多次 投料問題,為了解決需求量較大時,求解時間很長的缺點,我們提出一個啟發式演算 法,以便於實務上的應用。
1.2 研究假設與限制
本論文的基本假設如下: 1. 訂單的需求量及交期為已知 2. 每一階段產出的良品個數服從中斷式幾何分配 3. 投料時點已知 在交期前可投料的時點為T、T-1、、、1,共有 T 個投料時點,每個投料 時點只允許一次投料 4. 生產成本為設置成本、變動成本、成品存貨持有成本及缺貨成本 5. 完成品有存貨持有成本,在製品沒有存貨持有成本 6. 每個生產階段整批產出後,隨即整批檢驗7. 超過需求的良品與不良品都沒有殘值 8. 產能足夠
1.3 研究流程與論文章節
本論文的研究流程(參見圖 1.1),首先針對多次投料問題的相關文獻,進行文獻回 顧與整理,我們發現兩個研究主題,再將這兩個研究主題,分別建構成動態規劃問題。 由於動態規劃搜尋解的範圍很大,為了縮小搜尋解的範圍,我們證明最佳投料量有上 界。根據最佳投料量的特性,發展動態規劃問題的演算法,也利用數值範例觀察決策 參數的特性和最佳投料量的特性。最後,提出具體的結論和未來研究的建議。圖1.1 研究流程
本論文其他章節的安排如下。第二章為多次投料問題相關的文獻探討;第三章是 探討生產週期時間具不確定性,單階段生產系統有交期限制的多次投料問題;第四章 是探討二階段生產系統有交期限制的多次投料問題,並提出二個求解方法;第五章則 是結論與建議。
第二章 文獻探討
已有二篇論文針對多次投料問題做系統性的回顧[16, 30],本章是根據這二篇論文 的分類方式,分別探討單階段生產系統及多階段生產系統的相關文獻。2.1 單階段生產系統
單階段生產系統的多次投料問題之相關文獻,我們從訂單需求量與交貨要求、生 產特性、成本項目及求解方法等四個觀點來探討。 2.1.1 訂單需求量與交貨要求 在訂單需求量方面,除Gerchak 和 Grosfeld-Nir[9]探討訂單需求量具不確定性外, 其餘都是探討訂單需求量為確定性[1, 2, 4, 8, 12, 14, 19-22, 25, 27, 28, 32, 33]。在交貨要 求方面,可分為無交期限制及有交期限制。無交期限制是指投料時點有無限多次,直 到產出的良品個數大於或等於需求量後,才停止生產活動,也就是訂單數量須全數滿 足(rigid demand),不容許缺貨,因此不考慮缺貨成本,探討無交期限制的相關文獻有 [1, 2, 4, 8, 12, 14, 19, 21, 22, 27, 32, 33]。有交期限制是指投料時點為有限多次,直到交 期日,若產出的良品個數無法滿足訂單需求量(non-rigid demand),則須付出缺貨成本, 探討有交期限制的相關文獻包括[20, 25, 27, 28]。 2.1.2 生產特性 在生產特性方面,我們將從良品個數的分配、生產週期時間及多種等級產品等角 度來探討。 1.良品個數的分配 在良品個數的分配方面,過去文獻假設產出的良品個數,可歸類為以下六種良率 分配。(1)中斷式幾何(Interrupted Geometric, IG)分配,以下簡稱 IG 分配,如[2, 9, 14, 19-22, 32, 33]。生產製造系統的作業程序是一個接著一個加工,製程可能會 產 生 二 種 狀 態 : 一 種 是 控 制 狀 態(in-control) ; 另 一 種 是 失 控 狀 態 (out-of-control)。當製程發生失控狀態後,所生產的產品都是不良品,失控 狀態前的產出皆為良品,此種良品個數的分配適用 IG 分配來表示,其數學 式如下。 ⎪⎩ ⎪ ⎨ ⎧ − = = k y k y Y P θ θ θ) 1 ( ) ( k y k y = − =0,1,2,..., 1 其中,θ是 IG 分配的參數。在實際的生產情況中,許多的生產系統都是利 用模具加工成型,該系統產出的良品個數是服從IG 分配,例如:軋延線材、 抽線、沖壓成型等,這些生產系統因為模具使用一段時間會磨耗或損壞,一 旦模具磨耗的程度超出標準,或是模具損壞,後續產出的產品都是不良品。 (2)離散型均等(Discrete Uniform, DU)分配,如[1, 9, 14, 19, 32]。離散型均等分
配的數學式如下。 1 ( ) 1 k P Y y k = = + , 0,1,...,y= k ( k ) P Y = y 表示投料k 個,產出 y 個良品的機率。 (3)二項(Binomail)分配,如[4, 9, 14, 19, 25, 27, 32]。二項分配的數學式如下。 ( ) y(1 )k y k k P Y y y θ θ − ⎛ ⎞ = =⎜ ⎟ − ⎝ ⎠ 其中,θ 是二項分配的參數。 (4)全為良品或全無良品(All-or-Nothing)分配,如[9, 32]。全為良品或全無良品 分配的數學式如下。 (1 ) ( k ) P Y y θ θ − ⎧ = = ⎨ ⎩ 0 y y k = = 其中,θ是全為良品或全無良品分配的參數。 (5)三項式(Trinomial)分配,如[8]。三項式分配的數學式如下。
1 2 1 2 1 2 1 2 1 2 1 2 1 2 ! ( , ) (1 ) ! !( )! y y k y y k k P Y y y y y k y y θ θ θ θ − − = = − − − − 1 2 ( k , ) P Y = y y 表示投料k 個,分別產出y 個高級品與1 y 個低級品的機率,其2 中θ1與θ2是三項分配的參數。 (6)隨機比例模式,如[12, 14, 28]。所謂隨機比例(Stochastically Proportional)模 式是指假設投料k個,產出良品個數為Y ,k Yk =k⋅X ,其中X 服從某一連 續型機率分配的隨機變數,X 與k互相獨立。 2.生產週期時間 在生產週期時間方面,多數的研究是假設生產週期時間為一個週期,也就是說, 期初投入生產,期末就全部產出。過去研究只有Wang 和 Gerchak[28]是探討生產週期 時間大於一個週期,且生產週期時間大於投料間隔時間的多次投料問題。舉例來說, 從投料到產出的生產週期時間是3 天,兩個投料時點的間隔時間是 1 天,因此從投料 到產出之間還有2 次的投料機會。 3.多種等級產品 在多種等級產品方面,多數的研究是假設產出的良品只有二種可能性,不是良品 就是不良品。Gerchak 和 Grosfeld-Nir[8]探討一張訂單有多種等級產品的多次投料問 題。他們假設產出的良品個數服從三項式分配,產品等級分為高級品、低級品及不良 品三種,高級品可供低級品使用,低級品不能供高級品使用,每一種等級的數量須全 部滿足訂單需求。 2.1.3 成本項目 從成本項目的角度來看,大部分的研究考慮設置成本、變動成本、成品存貨持有 成本及缺貨成本[1, 2, 4, 8, 9, 12, 14, 19-22, 25, 27, 28, 32, 33],只有少數研究除考慮設置 成本和變動成本外,另考慮檢驗成本[19]及生產過剩的處置成本和缺貨成本[28]。除
Gerchak 和 Grosfeld-Nir[9]以總利潤最大化為目標外,其餘都以最小生產成本為目標。 此外,Grosfeld-Nir 和 Gerchak [14]提出計算成本變異的方法,來評估投料決策風險。 2.1.4 求解方法 單階段生產系統的多次投料問題,其求解方法可分為二大類:(1)動態規劃求解;(2) 非動態規劃求解。利用動態規劃求解的文獻有[1, 2, 4, 8, 9, 12, 14, 19-22, 28, 32, 33];利 用非動態規劃求解的文獻有[2, 25, 27]。 1.動態規劃求解 大部分的研究是利用動態規劃的手法求解,然而當需求量很大時,利用動態規劃 求解相當耗時,因此一些學者證明最佳投料量的特性,來縮小搜尋解空間[1, 2, 4, 9, 12, 14, 19, 20, 22, 28, 32, 33]。 Anily[1]和 Beja[4]探討當產出的良品個數分別服從離散型均等分與二項分配時, Grosfeld-Nir 和 Gerchak[12]及 Wang 和 Gerchak[28]探討產出的良品個數服從隨機比例 模式,Grosfeld-Nir 和 Gerchak 假設產出的良率是服從 Beta 分配,Wang 和 Gerchak 假 設產出的良率是服從某一連續型的機率分配。他們都證明最佳投料量須大於或等於未 滿足的需求量。
Grosfeld-Nir 和 Gerchak[14]探討產出的良品個數服從 IG 分配,證明最佳投料量 不會超過未滿足的需求量。Zhang 和 Guu[32, 33]、Guu 和 Zhang[20] 及 Guu[22]探討 產出的良品個數服從IG 分配,證明當需求量為 D 及 D-1 的最佳投料量,分別為ND及 1 − D N 時,ND及ND−1滿足以下的關係式,ND ≤ ND−1 +1。此外,並定義兩條線性函數 以決定任一需求量D 的最佳投料量的上下界。該研究基於上述特性,設計求解動態規
劃問題的演算法,求得最佳投料量。Guu 和 Liou[21]改良 Zhang 和 Guu[33]的演算法,
簡述如下:當需求量小於或等於4 時,提出最佳投料量的判別準則;當需求量 D 大於
4 時,投料量N 從N =1開始,提出每增加一個投料量的邊際成本的計算公式,該公式
別是否為最佳投料量,此演算法的求解時間優於Zhang 和 Guu[33]的演算法。 Gerchak 和 Grosfeld-Nir[9]建構訂單需求量為不確定時的期望總成本遞迴式。在給 定需求量的機率分配下,證明成品存貨量存在一個上界值。若當產出的成品庫存量超 過上界值時,則即停止生產活動,否則就繼續投料生產。 Grosfeld-Nir 等學者[19]將檢驗成本加入成本函數,建構需求量 D 時的期望總成 本遞迴式,期望總成本遞迴式包括期望生產成本與期望檢驗成本二項加總。作者提出 如何找到最佳投料量的條件式。在給定一個投料量下,代回成本遞迴式即可求得期望 總成本。投料量在一個有限的範圍內搜尋,滿足條件式的投料量可能不只一個,在從 中選擇最小的為最佳投料量。 Gerchak 和 Grosfeld-Nir[8]建構一張訂單須滿足多種等級產品的成本遞迴式,以動 態規劃的手法,求得最佳投料量。另外,作者也提出一張訂單須滿足二種等級產品時, 求期望檢驗個數的關係式。 2.非動態規劃求解 在非動態規劃求解方面,Pentico[25]與 Sepheri 等學者[27]探討產出的良品個數服 從二項分配,發展啟發式演算法,取代動態規劃求解,求得近似最佳投料量。Sepehri 等學者[27]提出每增加一單位投料的邊際成本公式,利用二項分配轉換成常態分配的 近似表示法,發展啟發式演算法,求得近似最佳投料量。Pentico[25]以 360 個案例驗 證Sepehri 等學者[27]的演算法發現,當訂單需求量很大及產出良品的機率值很低時, 近似解與最佳解之間誤差較大。誤差的主因是Sepehri 等學者[27]將二項分配轉換成標 準常態分配時,不論z值為正數或負數,都用同一演算公式求解。因此,Pentico 修正 Sepehri 的演算法,依 z 值為正數或負數給予不同的演算公式求解。Pentico 驗證修正 後的演算法優於Sepehri 的演算法。 Anily 等學者[2]探討產出的良品個數服從 IG 分配,證明當需求量小於某一值時, 最佳投料量等於需求量;當需求量很大時,可將原來動態規劃問題,轉換成簡單的非 動態規劃問題,來求得近似解。
本研究將上述單階段生產系統多次投料問題的相關文獻,分類整理在表2.1。
2.2 多階段生產系統
多階段生產系統的多次投料問題之相關文獻,我們從交貨要求、生產特性、成本 項目、決策變數及求解方法等,這五個觀點來探討。 2.2.1 交貨要求 在交貨要求方面,交貨要求可分為無交期限制及有交期限制兩大類。探討無交期 限制的相關文獻有[5, 10, 11, 13, 15, 17, 18, 26, 29];探討有交期限制的相關文獻有[3, 7, 23]。 2.2.2 生產特性 在生產特性方面,我們將從生產系統與良品個數的分配等角度來探討。 1.生產系統 從生產系統的角度來看,除 Grosfeld-Nir 等學者[18]探討二階層生產系統外,其 餘的研究都是探討多階段流線型(序列式)生產系統。Barad 和 Braha[3]、Braha[7]及 Lee 和Yano[23]探討多階段流線型生產系統,Grosfeld-Nir 和 Robinson[11]探討二階段流線 型生產系統,Grosfeld-Nir 和 Ronen[10]及 Grosfeld-Nir[17]探討單一瓶頸機台流線型生 產系統,Grosfeld-Nir[15]探討兩個瓶頸機台流線型生產系統,Wein[29]及 Grosfeld-Nir 和Gerchak[13]探討可重工流線型生產系統。Grosfeld-Nir 等學者[18]探討二階層生產系 統,第一階層有 S 部(M ,i i=1,2,...,S)不同的機台,生產不同的零件,第二階層僅有 一部組裝機台(MS+1)。 2.良品個數的分配 在良品個數的分配方面,過去文獻假設產出的良品個數,可歸類為以下五種良率分配。 (1) IG 分配,如[5, 11, 13, 18]。 (2)離散型均等分配,如[11, 13, 17, 18]。 (3)二項分配,如[3, 7, 5, 10, 11, 13, 15, 17, 18, 26]。 (4)全為良品或全無良品分配,如[5, 11, 13, 17, 18]。 (5)隨機比例模式,如[17, 23, 29]。 2.2.3 成本項目 在成本項目方面,多數的文獻僅考慮設置成本及變動成本[5, 10, 11, 15, 17, 18, 26]。只有少數的研究除考慮設置成本及變動成本外,另考慮重工成本[13]。Wein[29] 僅考慮變動成本及重工成本。Lee 和 Yano[23]考慮變動成本、缺貨成本及生產過剩的 處置成本。Barad 和 Braha[3]及 Braha[7]考慮變動成本、缺貨成本、生產過剩的處置成 本及外購成本(重工成本)。除 Pentico[26]、Lee 和 Yano[23]、Barad 和 Braha[3]及 Braha[7] 有考慮成品殘值外,其餘則不考慮成品殘值。
2.2.4 決策變數
在決策變數方面,大多數的研究僅選定某一生產階段並決定投料量,未被選定的 其他各階段,則閒置不投料生產。Ben-Zvi 和 Grosfeld-Nir[5]及 Pentico[26]僅決定初始 階段的投料量,Grosfeld-Nir 和 Ronen[10]決定瓶頸機台的投料量。Barad 和 Braha[3]、 Braha[7] 、 Lee 和 Yano[23] 及 Wein[29] 決 定 下 一 階 段 的 投 料 量 。 Grosfeld-Nir 和 Robinson[11] 、 Grosfeld-Nir 和 Gerchak[13] 、 Grosfeld-Nir[15] 、 Grosfeld-Nir[17] 及 Grosfeld-Nir 等學者[18]是從所有階段中選定某一生產階段並決定投料量。
2.2.5 求解方法
多階段生產系統的多次投料問題,其求解方法可分為二大類:(1)動態規劃求解;(2)
有[3, 7, 11, 15, 17, 18, 23, 26, 29]。 1.動態規劃求解 Grosfeld-Nir 和 Ronen[10]將多階段單一瓶頸機台系統合併成單一階段求解。首先計 算從起始階段投一單位到瓶頸機台,瓶頸機台(含)前的合併變動成本為βˆ1,合併良率 為θˆ1(θˆ1等於瓶頸機台的良率),再計算投一單位到瓶頸機台的下一階段,瓶頸機台後 的合併變動成本為βˆ2,合併良率為θˆ2(θˆ2等於瓶頸機台後的每個非瓶頸機台良率相 乘)。其次利用βˆ1、θˆ1、βˆ2及θˆ2,導出期望總變動成本的函數,再將期望總變動成本 函數代入成本遞迴式。求解瓶頸機台的最佳投料量,ND,是從需求量 D 開始搜尋, 每次增加一單位投料量,直到增加一單位投料量無法降低成本。在瓶頸機台後產出的 良品在製品,每次僅投料一個到非瓶頸機台,直到產出達到需求量D,才停止投料。 Ben-Zvi 和 Grosfeld-Nir[5]建立需求量為 D,起始階段投入 N 個的期望總成本遞 迴式,各階段的期望總成本分為設置成本及變動成本,以產出大於零的機率設為設置 成本發生的機率,變動成本以上一階段的期望產出為下一階段投入的數量計算,由此 構建需求量為 D 的成本遞迴式,以該總成本函數最小為目標,搜尋起始階段的最佳 投料量 N。為了求得需求量 D 的最佳成本,必須利用成本遞迴式,先求得需求量等 於1 到 D-1 的最佳成本。 Grosfeld-Nir 和 Gerchak[13]將不良品可重工加入單階段系統、多階段單一瓶頸機 台系統及多瓶頸機台系統,修改原本的期望總成本遞迴式。 2.非動態規劃求解 Wein[29]建立各階段的期望總成本遞迴式,作者證明各階段的成本函數為凸函數 (convex function),各階段要決定投料量的控制水準上下界(L,U),作為下一階段的投料 量依據。決定上下界的作法為:(1)在低良率下,找到該階段的最佳投料量,與需求量
D 比較,二者取較大者,再與上一階段的投料量比較,取較小者為下界(L)。(2)在高良
率下,找到該階段的最佳投料量,與需求量 D 比較,二者取較大者為上界(U)。利用
各階段投料量的上下界,作為下一階段投料決策判斷的準則,令各階段的良品在製品 以WIP 表示。當WIP L< 時,投L 個到下一階段去生產,L 個是包括所有的 WIP,不 足的部分由不良品加以重工來補足;當L WIP U≤ < 時,將所有的 WIP 投到下一階段 去生產;當WIP U≥ 時,僅投U 個到下一階段去生產,並移除多餘的在製品。 Pentico[26]建立各階段的期望總成本遞迴式,共有M 、、、N M1個階段,其中MN 是初始階段,各階段的良率分別為θN、、、θ1,作者提出二個啟發式解法,來取代動 態規劃求解:(1)將需求量 D 逐一往前一階段回推,計算初始階段的需求量D ,可表N 示成 1 2 1θ ...θ θ − − = N N N D D 。因此,多階段系統可簡化成決定起始階段,在需求量D 下的N 最佳投料量問題;(2)將多階段合併成單一階段求解,合併後的良率為θˆ=θNθN−1...θ1, 合 併 後 的 設 置 成 本 為 αˆ =αN +αN−1+...+α1 , 合 併 後 的 變 動 成 本 為 1 1 ... ˆ β β β β = N + N− + + 。 Grosfeld-Nir[17]將瓶頸機台(含)前合併成單一約當機台,捨棄瓶頸機台後的非瓶 頸機台進行求解。針對產出的良品個數服從A-N 分配時,提出二種投料決策:(1)非瓶 頸機台每次投需求量D,瓶頸機台投 D 的倍數;(2)當WIP=0,投料量至少須大於D, 且 投 到 瓶 頸 機 台 去 生 產 ; 當WIP>0, 須 決 定 一 個 投 料 量 的 控 制 水 準(CLT)。若 CLT WIP> 或WIP 不是需求量 D 的倍數時,則每次只投一個到非瓶頸機台去生產,否 則每次投D 個到非瓶頸機台去生產。 Grosfeld-Nir 和 Robinson[11]首先建構一系列的線性規劃模式,來求解二階段生產 系統,目標式是使二階段的期望總成本最小,其次將原始問題轉換成對偶問題來求解, 最後針對產出的良品個數服從二項分配,發展一啟發式演算法,求得一個近似解。 Grosfeld-Nir[15]建構二瓶頸機台的期望總成本遞迴式。期望總成本遞迴式包括投 到第一階段的期望總成本與第二階段的期望總成本,比較這兩個階段的期望總成本, 取成本最低者作為投料階段,並決定最佳投料量。作者提出三種啟發式演算法:(1)固
定的投料策略(Fixed policy):根據在製品庫存水準,給定一個固定的投料策略,該投 料策略已事先決定要投到那一部機台及其投料量,並估算此投料策略的近似期望總成 本;(2)改進固定投料策略(Policy improvement):在給定一個固定的投料策略後,隨後 從WIP=0、1、2、、、,逐一對每一種情況的在製品庫存,改善其對應的投料量。改 善的方法是,其他在製品庫存對應的投料決策不變,僅改變一種在製品庫存對應的投 料決策,每次增加一個投料量,直到多增加一個投料量,近似期望總成本也無法降低 為止。(3)綜合投料策略(1)和(2),得到一個混合投料策略(Fixed policy improvement)。 Grosfeld-Nir 等 學 者 [18] 探 討 二 階 層 的 生 產 系 統 , 提 出 IDA (Intermediate-Demand-Algorithm)演算法。IDA 的基本概念是,在需求量 D 時,搜尋第 一階層的中間需求量,KD,即第一階層的各機台(M i )可視為單獨面對需求量KD的 單 階 段 生 產 系 統 , 最 佳 投 料 量 為 i i D M WIP K N − , 各 零 件 的 庫 存 分 別 為WIP ,i } ,..., min{WIP1 WIPS
WIP≡ ,而第二階層的機台的最佳投料量為 MS+1 D N 。因此給定一個 D K ,可求出一組對應的投料策略,投料策略的產生是根據,當WIP≥ MS+1 D N ,則投 MS+1 D N 個到第二階層的機台MS+1;當WIP≥KD且WIP< MS+1 D N ,則投WIP個到第二階層的機 台M ;當S+1 WIP<KD且 < MS+1 D N WIP ,則投 i i D M WIP K N − 個到第一階層中庫存量最小的機台。 Lee 和 Yano[23]在不容許外購(重工)在製品的情況下,建立各階段的期望總成本 遞迴式。各階段的期望總成本遞迴式包括:變動成本、生產過剩的處置成本及下一階 段期望的最佳成本。作者證明各階段的期望總成本遞迴式為嚴格凸(Strict convexity)函 數,利用一階微分等於生產過剩的單位處置成本,求得各階段的控制水準(CLT)。若 CLT WIP< ,則投WIP個到下一階段去生產;否則投CLT個到下一階段去生產。 Barad 和 Braha[3]及 Braha[7]建構各階段的期望總成本遞迴式,和 Lee 及 Yano[23] 的概念相同,但不同的是Barad 和 Braha[3]及 Braha[7]容許外購(重工)在製品。因此期 望總成本函數考慮三種投料策略的成本,分別是:(1)上一階段產出全部投入下一階段 的成本;(2)移除部分在製品後的成本;(3)補充在製品後的成本,比較這三種投料策略
的成本,取成本最小者為最佳投料決策。他們在二階段間決定二個控制水準,求控制 水準是先計算多投一單位與少投一單位的生產成本,得到邊際生產成本。先利用邊際 生產成本與單位外購或重工成本作比較,直到找到第一個邊際生產成本的絕對值小於 外購或重工成本的投料量,設定為投料量的下界(L);再利用邊際生產成本與生產過剩 的單位處置成本作比較,直到找到第一個邊際生產成本大於生產過剩的單位處置成本 的投料量,設定為投料量的上界(U),利用各階段投料量的上下界來決定投料量。(1) 若L≤WIP≤U,則投WIP個到下一階段去生產;(2)若WIP>U,則投U 個到下一階段 去生產,並移除多餘的在製品;(3)若WIP<L,則投L 個到下一階段去生產,不足的 部分可透過對外採購在製品,或將庫存的不良品加以重工來補足。
表2.1 單階段多次投料問題的相關文獻整理
備註:DU: Discrete Uniform; B: Binomial; IG: Interrupted Geometric; SP: Stochastically Proportional; A-N: All-or-Nothing; T: Trinomial DP: Dynamic Programming 問題 求解 需求 良率分配 成本項目 DP non-DP 確定 文獻 不確定 無交期限制 (rigid demand) 有交期限制 (non-rigid demand) DU B IG 其他 設置 成本 變動 成本 成品 存貨 持有 成本 缺貨 成本 其他 證明投料量 有上下界, 用DP 解 其他 Heuristic 求解,取代 DP 解 其他 Anily[1] z z z z z Beja[4] z z z z z Sepehri et al.[27] z z z z z z z z Pentico[25] z z z z z z z
Zhang & Guu[33] z z z z z
Guu & Liou[21] z z z z z
Guu[22] z z z z z
Anily et al.[2] z z z z z z
Guu & Zhang [20] z z z z z z z
Grosfeld-Nir &
Gerchak[14] z z z z SP z z z
Zhang & Guu[32] z z z z A-N z z z
Gerchak & Grosfeld-Nir[9] z z z z A-N z z z Grosfeld-Nir & Gerchak[12] z SP z z z Wang & Gerchak[28] z SP z z z 處置 z Grosfeld-Nir et al.[19] z z z z z z 檢驗 z Gerchak & Grosfeld-Nir [8] z T z z z 本論文主題一 z z z z z z z
表2.2 多階段多次投料問題的相關文獻整理
備註:DU: Discrete Uniform; B: Binomial; IG: Interrupted Geometric; SP: Stochastically Proportional; A-N: All-or-Nothing; DP: Dynamic Programming
問題 決策 參數 求解 選定某一階段及其投料量 良率分配 成本項目 設各階段的控制水準 文獻 無交期限制 (rigid demand) 有交期限制 (non-rigid demand) 僅求第一階 段(瓶頸機 台)的投料量 求下一階段的投料 量 求某一階 段的投料 量 同時決定 各階段的 投料量 DU B IG A-N SP 設置 成 本 變 動 成 本 成 品 存 貨 持 有 成 本 缺 貨 成 本 重 工 成 本 或 外 購 成 本 處 置 成 本 DP non-DP Pentico[26] z z z z z z
Ben-Zvi & Grosfeld-Nir[5] z z z z z z z z
Grosfeld-Nir & Ronen[10] z z z z z z
Grosfeld-Nir[17] z z z z z z z z z
Grosfeld-Nir & Robinson[11] z z z z z z z z z
Grosfeld-Nir[15] z z z z z z
Grosfeld-Nir et al.[18] z z z z z z z z z
Wein[29] z z z z z z
Grosfeld-Nir & Gerchak[13] z z z z z z z z z z
Lee & Yano[23] z z z z z z z
Barad & Braha[3] z z z z z z z z
Braha[7] z z z z z z z z
本論文與過去相關研究不同之處: 1.以上文獻,除 Wang 和 Gerchak[28]探討生產週期時間大於一個週期且為已 知常數外,其餘皆不涉及生產週期時間。然而,現實的生產情境中,因為 供應商的供貨不可靠、搬運時間不穩定、等候加工、機器故障及重工等不 可預期的因素,使得生產週期時間具不確定性。因此,本論文主題一是探 討生產週期時間具不確定性,單階段生產系統有交期限制的多次投料問 題。 2.對於多階段多次投料問題的相關文獻,大多數的研究是在每個投料時點, 僅選定某一生產階段並決定投料量,未被選定的各階段皆閒置,不投料生 產。為了在短時間內提高總產出量,滿足訂單需求,各階段的機台須同時 決定其投料量。因此,本論文主題二是探討多階段流線型生產系統的多次 投料問題,在每個投料時點上,須同時決定各階段的投料量。 3.探討多階段流線型生產系統的多次投料問題,過去相關研究大都是利用動 態規劃的手法來求解,但是在需求量很大時,動態規劃的網路規模變得相 當的龐大,需耗費很長的計算時間才能求得最佳解,在實務上並不可行。 因此,本論文也針對主題二的問題,提出一個啟發式演算法,來滿足實務 上的需要。
第三章 生產週期時間具不確定性的多次投料問題
本章探討生產週期時間具不確定性,單階段生產系統有交期限制的多次投 料問題。我們首先定義符號;其次描述問題,舉例說明其決策過程,及將該問題 建構成動態規劃問題;接著證明最佳投料量不會超過未滿足的需求量,基於此特 性,設計求解動態規劃問題的演算法;隨之以二個數值範例說明決策參數與最佳 投料量的特性;最後則是本章結論。 符號定義 D :初始需求量(在 t = T 時訂單的需求量) T :總剩餘期數,亦即可投料的總次數 t :距離交期日剩下的期數,t=T、T−1、、、1、0,t =T 為期初,t =0為交 期日 α :每次投料的設置成本 β:單位變動成本 t k :第 t 期的投料量 t W :為二元輔助變數。若有投料,則為Wt =1;若沒有投料,則Wt =0 ⎩ ⎨ ⎧ = 1 0 t W if if 0 0 > = t t k k t D :第 t 期未滿足的需求量 h:每一單位成品,在每一期間的存貨持有成本 m:每一單位的缺貨成本 p :一期產出的機率 p − 1 :二期產出的機率 θ :製程在可控制的狀態下,生產一個良品的機率,是 IG 分配的參數 t k Y :為一隨機變數,第 t 期投料k 個,產出t y 個良品,良品個數服從 IG 分配,kt良品個數的範圍是ykt =0,1,...,kt ) ( t+1 t k R :第t 期的在途量。在途量有二種可能性: 1 1 0 ( ) t t t R k k + + ⎧ = ⎨ ⎩ 1 1 t t k k + + 若 個是一期產出 若 個是二期產出 )) ( , ( +1 = t t t t D R k s :第t 期生產系統的狀態 ) , ( t t t s k C :第t 期狀態s 投料t k 個,從第 t 期到第 0 期的期望總生產成本 t
{
( , )}
) ( 0 * t t t k t t s Min C s k C t≤∞ ≤ = :第t 期狀態s 投料t k 個,從第 t 期到第 0 期最小的期望t 總生產成本 ) ( t t s N :第t 期狀態s ,決定一個最佳投料量,使得第 t 期到第 0 期的期望總生產成t 本最小,亦即{
}
0 kt ( , )t t t t( ,t t( ))t Min C s k C s N s ≤ ≤∞ =3.1 問題描述
在現實的生產情境中,酸洗和抽線製程正符合生產週期時間具不確定性, 單階段生產系統有交期限制的多次投料問題。酸洗和抽線製程在實務上應用相當 廣泛,最常見的產品包括:螺絲、螺帽及墊圈等。酸洗是抽線製程的前置作業, 由於每批特殊鋼線材表面鏽蝕的情形不一,每批料投入酸洗槽所需的時間常具有 變異性。特殊鋼線材經過酸洗後,再送到抽線機去抽成更小尺寸的線材,由於抽 線的速度相當快,通常是整批產出後再一起檢驗,且抽線機的模具會磨耗,因此 抽線製程中產出的良品個數是服從IG 分配。 我們將酸洗和抽線製程合併視為單階段生產系統來看,該生產系統滿足二 個特性:(1)生產週期時間具不確定性;(2)產出的良品個數是服從 IG 分配。在實 際的生產情況中,投入酸洗槽的線材經過二次酸洗通常都可以清洗乾淨。因此, 我們將生產週期時間予以簡化,簡化成只有二種產出的可能性,不是一期產出, 就是二期產出。所謂一期產出是指投一批料到機台去加工,整批料全部是一期產出;所謂二期產出是指投一批料到機台去加工,整批料全部是二期產出,其機率 值分別為p 和1−p。 以下我們舉一個簡例來說明其決策過程。已知顧客訂單需求量D ,現在時 點到交期日剩下3 期(T =3)。t=3是現在的時點,t =0是交期日,共有3 個投 料時點,分別是t=3、2 及 1,如圖 3.1 所示。 ) 0 , ( 3 D s = k3 2 k ) , ( 2 2 1 D k s = 1 k ) 0 , ( 1 1 0 D yk s = − ) , ( 1 1 0 D k s = ) 0 , ( 1 2 1 0 D yk yk s = − − ) , ( 1 1 0 D y2 k s = − k ) 0 , ( 2 3 2 1 D yk yk s = − − ) 0 , ( 1 1 0 D yk s = − ) , ( 1 1 0 D k s = ) 0 , ( 1 2 1 0 D yk yk s = − − ) , ( 1 1 0 D y2 k s = − k ) , ( 3 3 2 D k s = ) , ( 2 2 1 D y3 k s = − k 1 k 3 = t t=2 t=1 t=0 p p − 1 p p − 1 p − 1 p p p p p p − 1 p − 1 p − 1 p − 1 1 k 1 k 2 k ) 0 , ( 3 3 2 D yk s = − ) 0 , ( 2 2 1 D yk s = − 圖3.1 生產週期時間為一期產或二期產出的多次投料決策 令k 表示第 t 期的投料量。令t st =(Dt,Rt)表示第t 期生產系統的狀態,其中 t D 是第 t 期未滿足的需求量,R kt( t+1)是第 t 期的在途量。R kt( t+1)是第t+1期投 料k 個,其狀態只有二種可能性:(1)若t+1 k 個是一期產出,則t+1 R kt( t+1) 0= ;(2) 若k 個是二期產出,則t+1 R kt( t+1)=kt+1。 當t =3時,系統的初始狀態是s3 =(D,0)。假設一開始投k 個,若3 k 個為3 一 期 產 出 , 檢 驗 後 得 知 有 3 k y 個 良 品 , 到t =2時 , 未 滿 足 的 需 求 量 變 成 3 3 2 D yk D = − ,在途量變成R k2( ) 03 = ,此時的狀態為s2 =(D3 −yk3,0)。若k 個3 為二期產出,到t=2時,未滿足的需求量是D2 =D3,在途量變成R k2( )3 = ,k3
此時的狀態為s2 =(D3,k3)。 當t=2時,系統的狀態是 ( ,0) 3 3 2 D yk s = − 。在此狀態下,假設投k2個,若 2 k 個為一期產出,檢驗後得知有 2 k y 個良品,到t =1時,未滿足的需求量變成 2 2 1 D yk D = − ,在途量變成R k1( ) 02 = ,此時的狀態為 ( ,0) 2 2 1 D yk s = − 。若k2個為 二期產出,到t=1時,未滿足的需求量是D1 =D2,在途量變成R k1( )2 = ,此時k2 的狀態為s1=(D2,k2)。 當t=2時,系統的狀態是s2 =(D3,k3)。在此狀態下,假設投k2個,若k2個 為一期產出,k 個在途量為二期產出,檢驗後得知有3 y 和k2 y 個良品,到k3 t=1時, 未滿足的需求量變成 2 3 2 1 D yk yk D = − − ,在途量變成R k1( ) 02 = ,此時的狀態為 ) 0 , ( 2 3 2 1 D yk yk s = − − 。若k2個與k 個在途量都是二期產出,檢驗後得知3 y 個良k3 品,到t=1時,未滿足的需求量變成 3 2 1 D yk D = − ,在途量變成R k1( )2 = ,此時k2 的狀態為s1=(D2−yk3,k2)。其餘的狀態與上述的決策相同。
3.2 建構動態規劃問題
本節探討生產週期時間具不確定性,單階段生產系統有交期限制的多次投 料問題,將該問題建構成動態規劃問題。我們首先定義研究假設,其次說明動態 規劃問題的決策結果,隨之建構成本遞迴式,最後設定二個邊界條件,便於計算 成本遞迴式。 3.2.1 研究假設 除了1.2 節的研究假設之外,本章另加入一個假設: 生產週期時間只有二種可能性,不是一期產出,就是二期產出,一期產出的機率是p ;二期產出的機率是1−p。 3.2.2 動態規劃問題的決策結果 本研究是利用動態規劃的手法求解,以下定義階段、狀態和決策變數。階段 以期數(t)表示,t 是距離交期日剩餘的期數,t=T、T−1、、、1、0,t =T 為 期初,t =0為交期日。狀態以st =(Dt,Rt(kt+1))表示,s 是第 t 期的生產狀態,t 其中D 是第 t 期未滿足的需求量;t Rt(kt+1)是第t 期的在途量。決策變數以投料量 (k )表示,t k 是第 t 期的投料量。 t 已知第t 期狀態為st =(Dt,Rt(kt+1))。假設投k 個,到t t−1期時,k 個產出的t 可能性只有二種情況,不是一期產出,就是二期產出,其機率分別為p 和1−p, 如圖3.2 所示。一期產出和二期產出,分別以 Case 1 和 Case 2 作說明。 t t−1 t k )) ( , ( +1 = t t t t D R k s ) 0 , ( ( ) 1 t Rt kt1 kt t D y y s− = − + − ) , ( ( ) 1 t R k 1 t t D y k s− = − t t+ p p − 1 圖3.2 第 t 期與t−1期的關係 Case 1: 投 k 個 為 一 期 產 出 , 機 率 為 p , 到t t−1 期 的 狀 態 變 為 ) 0 , ( ( ) 1 t Rt kt1 kt t D y y s− = − + − 。其中 t t t k k R t y y D − ( +)− 1 是t−1期未滿足的需求 量, ( ) 1 + t t k R y 和 t k y 是第 t 期產出的良品個數;Rt−1(kt)=0是t−1期的在途量 為零。 Case 2: 投 k 個 為 二 期 產 出 , 機 率 為t 1− p , 到 t−1 期 的 狀 態 變 為 ) , ( ( ) 1 t R k 1 t t D y k s− = − t t+ 。其中 ( ) 1 + − Rt kt t y D 是t−1期未滿足的需求量, ( ) 1 + t t k R y
是第t 期產出的良品個數;Rt−1(kt)=kt是t−1期的在途量有k 個。 t 3.2.3 成本遞迴式 已知第t 期狀態為st =(Dt,Rt(kt+1))。假設投料k 個,從第 t 期到第 0 期的期t 望總生產成本以C s k 表示,其中t( , )t t t≥1。成本遞迴式如下: 1 1 ( 1) ( ) 1 ( ) 2 3 0 0 ( , ) t t t ( ) ( ) ( ) t t t R kt t kt R k k t t t R k k y y C s k H p + p y + p y H H + = = = + ⋅
∑ ∑
⋅ ⋅ + 1 1 ( 1) ( ) ( ) 4 5 0 (1 ) t t ( ) ( ) t t R kt t R k R k y p + p y + H H + = + − ⋅∑
⋅ + (3-1) 其中, t t k W H1 =α +β 1 2 ( 1)( R kt(t ) kt) H =h t− y + +y 1 * 3 t 1( t 1 ( t R kt( t ) kt, 0)) H =C− s− = D −y + −y 1 4 ( 1) R kt(t ) H = ⋅ − ⋅h t y + 1 * 5 t 1( t 1 ( t R kt( t ), t)) H =C− s− = D −y + k 公式(3-1),H1表示投k 個的生產成本,包括設置成本 (t αWt)和變動成本 (βkt)。 1 1 ( 1) ( ) ( ) 2 3 0 0 ( ) ( ) ( ) t t t t t t R kt t kt R k k R k k y y p + p y + p y H H + = = ⋅∑ ∑
⋅ ⋅ + 表示投k 個為一期產出,從t t−1期 到 第 0 期 的 成 品 存 貨 持 有 成 本 及 最 小 期 望 總 生 產 成 本 的 總 合 。 其 中 1 ( ) ( ) ( ) t t t R k k p y + ⋅p y 表示投Rt(kt+1)個與k 個,分別產出t ( ) 1 + t t k R y 個和 t k y 個良品的聯合 機率;H 表示產出2 ( ) 1 + t t k R y 個和 t k y 個良品,從t−1期到第0 期的成品存貨持有成 本 ; H3 =Ct*−1 表 示 產 出 yRt(kt+1) 個 和 y 個 良 品 ,kt t−1 期 的 狀 態 變 成) 0 , ( ( ) 1 t Rt kt1 kt t D y y s− = − + − ,從t−1期到第0 期的最小期望總生產成本。 1 1 ( 1) ( ) ( ) 4 5 0 (1 ) t t ( ) ( ) t t R kt t R k R k y p + p y + H H + = − ⋅
∑
⋅ + 表示投k 個為二期產出,t t−1期到第0 期 的成品存貨持有成本及最小期望總生產成本的總合。其中 1 ( ) ( ) t t R k p y + 表示產出 ) (t+1 t k R y 個良品的機率;H 表示產出4 ( ) 1 + t t k R y 個良品,從t−1期到第0 期的成品存貨 持 有 成 本 ; H5 =Ct*−1 表 示 產 出 yRt(kt+1) 個 良 品 , t−1 期 的 狀 態 變 成 ) , ( ( ) 1 t R k 1 t t D y k s t t + − = − ,從t−1期到第0 期的最小期望總生產成本。 公式(3-1)是一個遞迴式,因為它包含t−1期的最佳成本Ct*−1(st−1),也就是 說,在狀態s 時,為了求得最佳投料量,必須事先知道狀態t st−1的最佳投料量。 因此,在期初狀態s 時,為了求得最佳投料量,必須事先知道狀態T sT−1、sT−2、、、 1 s ,且在第 0 期的狀態s 也要事先知道。經由這樣的遞迴特性得知,我們探討的0 多次投料問題是一個動態規劃問題。 由於動態規劃問題具有遞迴的特性,所以我們可以推估到第t 期整個動態規 劃的網路規模,而影響動態規劃的網路規模是由投料量k 的上界所決定,也就是t 說,若能限定k 的上界,即可縮小態規劃的網路規模,以縮短計算時間。 t 3.2.4 邊界條件 為了計算成本遞迴式(3-1),我們設定二個邊界條件。第一個邊界條件是定義 第 t 期狀態為st =(0 ,Rt(kt+1)),該狀態是表示顧客的訂單需求量已經滿足,生產 線還有Rt(kt+1)個在途量,不再投料。因此,從第t 期到第 0 期的期望最佳成本是 零。 0 ))) ( , 0 ( ( 1 * = = + t t t t s R k C (3-2)第二個邊界條件是定義第0 期狀態為s0 =(D0,R0(k1))。當D0 >0時,表示到 了交期日,產出的良品個數比訂單需求量少D 個,缺貨成本為0 mD ,生產線還0 剩下R0(k1)個在途量,則不再投料;當D0 = 時,表示已滿足訂單需求,不再投0 料。因此,第0 期的缺貨成本為 ⎩ ⎨ ⎧ = = 0 ))) ( , ( ( 0 1 0 0 0 * 0 mD k R D s C if if 0 0 0 0 D D > = (3-3) 綜合上述,公式(3-1)是計算從第t 期到第 0 期的期望總生產成本;公式(3-2) 是設定提早完成訂單需求量的邊界條件;公式(3-3)是設定到了交期日,計算缺貨 成本的邊界條件。本研究利用上述三個公式,決定投料量k ,將t k 代入公式t (3-1),可算出期望總生產成本。全域搜尋k 的範圍,可求得最小的期望總生產t 成 本 所 對 應 的 投 料 量 , 即 是 最 佳 投 料 量 Nt(st) , 亦 即
{
}
0 kt ( , )t t t t( , ( ))t t t Min C s k C s N s ≤ ≤∞ = 。3.3 求解動態規劃問題
利用動態規劃的手法求解時,因為動態規劃的網路規模是由投料量k 的上界t 所決定,若能限定k 的上界,即可縮小動態規劃的網路規模,以縮短計算時間。t 因此本節證明最佳投料量不會超過需求量,來縮小搜尋空間,基於此特性,設計 求解動態規劃問題的演算法,求得最佳投料量。再以二個數值範例說明決策參數 與最佳投料量的特性。 3.3.1 縮小求解空間 我們證明四個定理,來縮小求解空間,找到最佳投料量Nt(st)。定理3.1 是 定理 3.2 的預備定理;定理 3.2 是證明最佳投料量不會超過需求量,亦即 t t t s D N ( )≤ ;定理 3.3 和 3.4 是證明D=1,t≥1,每個投料時點是否投料的判別 式。 定 理 3.1 : 已 知 t≥1, Dt ≥1 , 第 t 期 的 狀 態 分 別 為 st =( , (D R kt t t+1)) 和 1 ( , ( ) 1) t t t t s′ = D R k+ + ,其中R kt( t+1)≥Dt,當在途量超過需求量時, 在途量數量愈多,最佳期望總生產成本愈大,亦即 *( ) *( ) t t t t s C s C < ′ 。 [證明] ∀ k , t C s kt( , )t′ t −C s kt( , )t t =h t( 1)( [− E YR kt(t+1) 1+ ]−E Y[ R kt(t+1)]) 1 ( ) 1 ( 1)( R kt t ) h t θ + + = − 0 > 亦即,Ct(s′t ,kt)>Ct(st ,kt), ∀ k t 令kt = Nt(st′),可得C s N st( , ( ))t′ t t′ >C s N st( , ( ))t t t′ 根據定義*( ) { ( , )} ( , ( )) t t t k t t t t t t t C s′ =Min C s k′ =C s N s′ ′ *( ) { ( , )} ( , ( )) t t t k t t t t t t t C s =Min C s k =C s N s 因此 ) ( )) ( , ( )) ( , ( )) ( , ( ) ( * * t t t t t t t t t t t t t t t t s C s N s C s N s C s N s C s C = ≤ ′ < ′ ′ = ′ 即 *( ) *( ) t t t t s C s C < ′ 定理 3.2:已知t≥1,Dt ≥1,第t 期狀態為st =(Dt ,Rt(kt+1)),證明最佳投料量不 會超過需求量,亦即Nt(st)≤Dt。 [證明] 若不投料,即Nt(st)=0,得到Nt(st)=0<1≤Dt 若投料,即Nt(st)≥1, ∀ >kt Dt ) , ( ) , ( t t t t t t s k C s D C − ]) [ ] [ )( 1 ( ) (kt −Dt + ph t− EYkt −EYDt =β 1 1 1 1 ( 1) ( ) * * ( ) 1 1 ( ) 1 1 ( ) 0 (1 ) t t ( ) [ ( ( , )) ( ( , ))] t t t t t t R kt t R k R k t t t R k t t t t R k t y p + p y + C s D y + k C s D y + D + − − − − = + − ⋅
∑
⋅ = − − = − ]) [ ] [ )( 1 ( ) (kt −Dt + ph t− EYkt −E YDt ≥β (根據定理 3.1) 0 > 因此,Ct(st ,kt)>Ct(st ,Dt),即Nt(st)≤Dt定理 3.3:已知Dt =1,t≥1,第t 期的狀態為st =(1,0),其中R kt( t+1) 0= ,證明 每個投料時點是否投料的判別式。 若Ct*− (st−1=(1 ,0))≤a 1 ,則Nt(st)=0,由此可得 = ) ( * t t s C * ( 1 (1 ,0)) 1 − = − t t s C 若Ct*− (st−1=(1 ,0))>a 1 ,則Nt(st)=1,由此可得 = ) ( * t t s C ( 1) (1 ) * ( 1 (1 ,0)) 1 = − + − + +β ph t p Ct− st− α θ θ (1 ) * ( 1 (1 ,1)) 1 = − + p Ct− st− 其中,a= + +[α β ph t( 1)− θ+ −(1 p C) t*−1(st−1=(1,1))] [1/ −p(1−θ)] [證明] 若不投料,即kt =0,由此得知 * 1 1 ( ,0) ( (1,0)) t t t t C s =C− s− = 若投一個,即kt =1,由此得知 * * 1 1 1 1 ( , 1) ( 1) (1 ) ( (1, 0)) (1 ) ( (1,1)) t t t t t t C s = + +α β ph t− θ +p −θ C− s− = + −p C− s− = 則C st( ,0)t −C st( ,1)t * * * 1( 1 (1,0)) [ ( 1) (1 ) 1( 1 (1, 0)) (1 ) 1( 1 (1,1))] t t t t t t C− s− α β ph t θ p θ C− s− p C− s− = = − + + − + − = + − = * * 1( 1 (1,0)) [1 (1 )] [ ( 1) (1 ) 1( 1 (1,1))] t t t t C− s− p θ α β ph t θ p C− s− = = ⋅ − − − + + − + − = 令a= + +[α β ph t( 1)− θ+ −(1 p C) t*−1(st−1=(1,1))] [1/ −p(1−θ)] 則C st( ,0)t −C st( ,1) [t = Ct*−1(st−1=(1, 0))− ⋅ −a] [1 p(1−θ)] 因此,得到是否投料的判別式: 若Ct*−1(st−1 =(1,0))≤ ,則a Nt(st)=0 若Ct*−1(st−1 =(1,0))> ,則a Nt(st)=1 在給定最佳投料量後,也可以計算出最佳期望總生產成本 *( ) t t s C
定理 3.4:已知Dt =1,t≥1,第t 期的狀態為st =(1, (R kt t+1)),其中R kt( t+1) 0> , 證明每個投料時點是否投料的判別式。 若Ct*−1(st−1 =(1,0))≤ ,則b Nt(st)=0,由此可得 = ) ( * t t s C 1 * ( ) 1 1 ( 1) [ ] (1 ) ( (1, 0)) t t R k t t h t− E Y + + −θ C− s− = 若Ct*−1(st−1 =(1,0))> ,則b Nt(st)=1,由此可得 = ) ( * t t s C ( 1) [ ( )] 1 + − + + t t k R Y E t h β α +ph(t−1)θ 2 * 1 1 (1 ) t ( t (1,0)) p θ C− s− + − = * 1 1 (1 p)(1 θ)Ct−(st− (1,1)) + − − = 其中, * 1 1 [ ( 1) (1 )(1 ) t ( t (1,1))] {(1 )[1 (1 )]} b= + +α β ph t− θ+ −p −θ C− s− = / −θ − p −θ [證明] 若不投料,即kt =0,由此得知 1 * ( ) 1 1 ( ,0) ( 1) [ ] (1 ) ( (1,0)) t t t t R k t t C s =h t− E Y + + −θ C− s− = 若投一個,即kt =1,由此得知 1 2 * ( ) 1 1 ( ,1) ( 1) [ ] ( 1) (1 ) ( (1,0)) t t t t R k t t C s = + +α β h t− E Y + + ph t− θ +p −θ C− s− = * 1 1 (1 p)(1 θ)Ct− (st− (1,1)) + − − = 令b= + +[α β ph t( 1)− θ+ −(1 p)(1−θ)Ct*−1(st−1=(1,1))] {(1/ −θ)[1− p(1−θ)]} 則C st( ,0)t −C st( ,1)t * 1 1 [Ct− (st− (1, 0)) b] {(1 θ)[1 p(1 θ)]} = = − ⋅ − − − 因此,得到是否投料的判別式: 若Ct*− (st−1=(1 ,0))≤b 1 ,則Nt(st)=0 若Ct*− (st−1=(1 ,0))>b 1 ,則Nt(st)=1 在給定最佳投料量後,也可以計算出最佳期望總生產成本 *( ) t t s C