國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
應用TOC的補貨機制改善以MRP為存貨管理機制之研究
~以無線通訊廠為例
Improve the Inventory Management of MRP System through the
Implementation of TOC Demand Pull & Buffer Management
~ A Study in Wireless Equipment Manufacture Plant
研 究 生:陶 秀 金
指導教授:李 榮 貴 教授
應用 TOC 的補貨機制改善以 MRP 為存貨管理機制之研究
~以無線通訊廠為例
Improve the Inventory Management of MRP System through the
Implementation of TOC Demand Pull & Buffer Management
~ A Study in Wireless Equipment Manufacture Plant
研究生:陶秀金 Student: Hsiu-Chin Tao
指導教授:李榮貴 博士 Advisor: Dr. Rong-Kwei Li
國立交通大學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of Master
in
Industrial Engineering and Management
June 2011
Hsinchu, Taiwan, Republic of China
應用 TOC 的補貨機制改善以 MRP 為存貨管理機制之研究
~以無線通訊廠為例
研究生:陶秀金
指導教授:李榮貴 博士
國立交通大學工業工程與管理學系碩士班
摘要
在面對電信市場需求不確定性極高的產業動態下,讓以預測為 MRP 生產補貨基礎 的存貨管理經理人,大都有多備庫存才會有好交期的傳統迷思,但卻也十分頭痛過多流 動遲緩的存貨侵蝕了公司的利潤,因此存貨管理系統之補貨機制已成為該產業供應鏈競 爭力之關鍵所在。在研究個案中,M 公司為了降低預測不準確所導致的營運風險,而預 設了安全庫存,並將需求預測與材料做分類,根據不同時間點的預測與實際需求予以陸 續補貨投料…等管理改善方案設置於 M 公司的 MRP 存貨管理機制裡,其存貨績效也如 預期的持續改善中,但是在與同業的存貨績效相比後仍有段差距。因此如何突破 MRP 系統存貨管理的困境,進而強化企業之競爭力,這是個案公司必頇面對的嚴肅課題。本 研究以實際個案的存貨數據為基礎,以限制理論所提的動態需求拉動與緩衝管理模式 (Demand-pull & Buffer management) 的邏輯架構與方法論之分離程序 (de-couple),將存 貨異常的材料從產品 BOM 中予以分離出來,經模擬配銷管理程式模擬各個產品壽命週 期的需求變化驗證後,確認 TOC 的存貨績效確實比原個案運作的 MRP 系統來得好。另 外,本研究並不否定以預測方式來規劃未來的存貨生產計畫,畢竟預測可以讓管理者了 解未來需求的趨勢,但經由預測方式所獲的資訊可以與 TOC 做結合,使企業不再落入 是否要多備庫存來維持客戶服務水準的矛盾衝突中。 關鍵詞:限制理論、物料資源規劃、動態需求拉動、緩衝管理Improve the Inventory Management of MRP System through the
Implementation of TOC Demand Pull & Buffer Management
~ A Study in Wireless Equipment Manufacture Plant
Student: Hsiu-Chin Tao Advisor: Dr. Rong-Kwei Li
Degree Program of Industrial Engineering and Management
National Chiao Tung University
Abstract
In telecommunications industry, the demand uncertain is the interfering factor on replenishment system of MRP that is a big headache issue. The errors of forecast bothering the inventory manager needs to prepare more inventory meeting customer services, but also concern to erode the benefit of company. That means the replenishment system of inventory management is the critical path keeps the enterprises competition. In case, Company M performs some compromises modifying MRP system that including more efficiency forecast, flatten the BOM, safety stock setting and manual work around proliferation to reduce the operational risk, but also as expected to get some improvements. But compared with the performances of the others competitors that there is still gap need to overcome. Therefore, it needs the managers to find the constraint on MRP system, and take actions to break it to enhance the competitiveness of enterprises. This study based on the idle inventory report of Company M to identify some material parts, through methodology of TOC (Demand-pull & Buffer management), de-couple the BOMs to individually manage their inventory. After simulating some scenario of product life cycle, confirm the inventory performances are better than the MRP system. In addition, this study does not deny using the forecast way to plan future inventory. After all, through forecasting the demand is important. That makes the managers to understand the demand trend, but the information obtained by the prediction method can be combined with TOC. TOC can help the company never falls into the conflicts between the customer services and the company profits.
致謝
本論文能得以順利完成,首先感謝李榮貴教授在這幾年的細心指導與教誨,除了讓 我對限制理論有更深一層的認識外,並在案例研討與論文寫作的過程中,給予適切的方 向引導,這對於在職場工作邁入第十年的本人而言,讓我無論是在未來的工作或邏輯思 考上的啟發,都是終生受用不盡的,在此致上最崇高的敬意。同時在口詴過程中,承蒙 蔡志弘教授與張盛鴻教授提供許多寶貴的建議與指正,使整篇論文後續的撰寫與編修, 能夠更趨於正確與完整,在此致上深深的謝意。 從 2001 年工作在個案公司的生產線迄今,有幸獲得 SCM 最高主管吳明宗副總經理 給予我在產線管理、存貨實務管理、產品品質意識與材料交期控制的觀念灌輸,讓我能 對產線管理工作外的存貨管理能更具有全面的視野,在這裏要特別感謝吳副總的指導與 教育。另外在這論文研討與撰寫的日子裡,有 SCM 部門同事惠芝、增民、財務部門俊 翔、素琴、欣琦、IT 部門文聰與文管中心姿燕在相關財務、存貨資料收集、討論生物管 流程、材料進出紀錄程式的邏輯撰寫與論文檔案修正之大力幫助與意見提供,以及同一 時間在一起工作的專業生產團隊成員杰晃、博凱、英桃、錦珍、孟洲與國熒,沒有你們 幫助在產線瞻前顧後的強力支援,達成產線每月的出貨目標,讓我心無旁騖地順利完成 論文,在此一併由衷地表達我對你們的感謝之意。回顧過往,我要感謝我的太太淑敏, 在我碩士班念書與撰寫論文的期間中,尤其是在 2009 年我父親往生後的那段失落日子 裡,所給予我無限愛的關懷與支持,讓我無後顧之憂,並且一直鼓勵要我堅持到最後地 完成學業,真的是要非常感謝她。最後,感謝我的父母所賦予我的一切,在我成長的日 子裡,所給予我在人格的培養與經濟方面的支持,讓我能順利完成大學學業,進而攻讀 研究所,才能有今天的我。為此,謹以此完成碩士學業的榮耀,獻給我一生辛勞地照顧 我的母親,與遙祭遠在天國極生長樂的慈祥父親。目錄
中文摘要 ... I ABSTRACT ... II 致謝 ... III 目錄 ... IV 表目錄 ... VI 圖目錄 ... VII 第一章 緒論 ... 1 1.1 研究背景與動機 ... 1 1.2 研究目的與架構 ... 2 第二章 文獻探討 ... 3 2.1 MRP 文獻探討 ... 3 2.1.1 MRP 存貨管理系統之發展 ... 3 2.1.2 MRP 之存貨管理機制的缺點 ... 4 2.2 TOC 文獻探討 ... 6 2.2.1 長鞭效應 ... 6 2.2.2 補貨前置時間 ... 7 2.2.3 生產系統管理 ... 7 2.2.4 Demand- Pull 補貨管理模式 ... 8 第三章 個案研究分析 ... 10 3.1 個案公司介紹與研究範圍選定 ... 10 3.2 個案現行 MRP 存貨管理機制 ... 11 3.2.1 預測需求管理(MPS) ... 12 3.2.2 存貨供給管理 ... 14 3.2.3 個案 MRP 存貨管理績效分析 ... 16 3.3 個案 MRP 存貨管理機制導入限制理論的評估 ... 17 (1) 評估一 ... 18 (2) 評估二 ... 19 (3) 評估三 ... 19第四章 TOC 導入 MRP 系統之有效性驗證 ... 21 4.1 目標庫存與緩衝的參數建立 ... 21 4.1.1 目標庫存點的建立 ... 21 4.1.2 目標庫存與緩衝區域的建構 ... 22 4.2 Demand-pull 的存貨管理績效衡量 ... 23 4.2.1 新產品導入 NPI 時,以可程式化邏輯 IC 為例 ... 23 4.2.2 生產需求向上時,以 RF 功率放大器為例 ... 24 4.2.3 生產需求向下時,以 DC 轉換升壓器為例 ... 24 4.2.4 產品停產(Phase out),以 RF 功率放大器為例 ... 24 第五章 結論與未來研究方向 ... 26 5.1 研究結論 ... 26 5.2 未來研究方向 ... 27 參考文獻 ... 28
表目錄
表 3-1:2010 年 M 公司各事業群存貨年增減分布概況 ... 10 表 3-2:M 公司近 3 年庫齡分析 ... 11 表 4-1:模擬材料之存貨概況 ... 21 表 4-2:TOC 導入 MRP 存貨機制模擬之成效分析 ... 23 表 4-3:TOC 運用於產品停產之模擬成效分析 ... 25圖目錄
圖 2-1:TOC 與 MRP 補貨管理機制示意圖 ... 8 圖 2-2:TOC 緩衝管理動態庫存示意圖 ... 9 圖 3-1:M 公司歷年存貨趨勢圖 ... 11 圖 3-2:M 公司 MRP 存貨管理流程架構圖... 12 圖 3-3:個案近 2 年 OTD 趨勢圖 ... 13 圖 3-4:OTD 失效原因分析圖 ... 13 圖 3-5:BOM 扁帄化示意圖 ... 15 圖 3-6:材料 ABC 分類圖 ... 16 圖 3-7:材料搭配預測時間投單示意圖 ... 16 圖 3-8:M 公司現金轉換循環趨勢圖 ... 17 圖 3-9:M 公司存貨週轉率趨勢圖 ... 17 圖 3-10:TOC 導入 MRP 存貨管理機制示意圖 ... 18 圖 3-11:TOC 導入 MRP 安全存貨管理機制示意圖 ... 20 圖 4-1:TOC 緩衝管理動態庫存模擬示意圖 ... 22第一章 緒論
1.1 研究背景與動機目的
2008 年之全球石油危機與 2009 年金融風暴,接二連三的衝擊市場消費信 心,使市場需求瞬間大幅地萎縮,此時企業為能求生存,紛紛地採取緊縮資本支 出與裁減人力,此一短期措施,似乎可緩解企業面對生存的壓力,但若需求長期 持續不振,在企業的庫存成本無法有效下降時,則讓企業陷入倒閉危機的高度風 險中。例如:北美最大電信設備製造廠商-北方電訊網絡公司(Nortel Network) 之現任 CEO 柴夫羅夫斯基(Mike Zafirovski)於 2005 年上任,雖致力於削減成 本和債務,並裁員 18%。但處於這波席捲全球的金融風暴,使存貨快速增加,讓 北電的借貸成本不斷升高,最後不敵景氣寒冬,於 2009 年 1 月 14 日在美國聲請 破產保護 (經濟日報, 2009)。在此案例中我們看到:北電在電信產業是佔有一定 的市場經濟規模,而存貨策略卻是大量預備存貨,以期快速攻佔電信標案之市場 需求。但市場需求卻不如預期,北電 CEO 雖用盡各種方法來降低營運成本,最 後仍因技術過時與預測需求趨勢錯誤,讓企業付出不可彌補的代價而宣告破產。 可見存貨策略與管理機制是決定企業生存的決定性關鍵之一,而不是單從生產成 本或營運費用的下降,就可以讓企業回春的最佳參考案例。 在早期學者透過研究存貨管理之補貨機制,嘗詴解決存貨管理的問題,但受 限於無法動態管理補貨,且相關計算參數受到多樣少量生產、市場需求不確定性 與產品壽命週期短的影響,在實務上較難以達到企業預期的效果 (袁國榮, 2004)。直到西元 1960 年間,因電腦資訊技術提升,此時物料需求規劃 (material requirements planning, MRP) 因應而生,對當時製造業物料管理有重大意義,但 它仍不夠完善。主要缺陷是在於無法根據計畫實施之實際情況,來回饋 MRP 系 統以對原生產與採購計畫進行調整 (汪星明、施禮明, 2002)。直到西元 1980 年 初期,MRP 發展出 MRPII,除了修正 MRP 初期的缺點,另擴充了財務分析與會 計功能,以期許更進一步與企業核心經營系統結合 (Carol、Smith, 2008)。然而, 在西元 1984 年美國生產與存貨控制協會 (American Production and Inventory Control Society, APICS) 對實施 MRP 的工廠做相關調查研究指出:在實施 MRP 為存貨管理系統的工廠能夠完全發揮該系統之成效的比例卻不到 10% (邱蕙玲,1992),而主要原因是 MRP 受限於當時所盛行的訂貨生產環境 (build-to-order) 之 先天缺陷-無法對未來銷售作預測所導致(Richard B. Chase、F.Robert Jacobs、 Nicholas J. Aquilano, 2008)。所以 MRP 存貨管理系統發展至此,仍無法擺脫需求 不確定的制約。
然而,近年有許多文獻發表有關於 Dr. Goldratt 於 1986 年所提出的限制理論 (Theory of Constraints, TOC)的拉動配銷管理(Demand-pull)與緩衝管理(Buffer Management)之相關實證研究:當企業處在市場需求動態變動的環境中,企業 的出貨達交率與庫存水位之管理指標,都可藉由 TOC 的導入而有明顯改善。因 此,個案 M 公司可否藉由 TOC 之動態拉動與緩衝管理的存貨管理模式,來突破 該公司 MRP 系統存貨管理的困境,進而強化公司的競爭力,是值得深入探討的 課題,也是本研究的動機與目的所在。
1.2 研究架構
在本研究的第二章,將從 MRP 發展史與運作邏輯,探討 MRP 系統的計劃 作業與實際補貨過程中,因系統之錯誤假設與程序,所可能造成不良存貨發生的 因素為何。另再透過研究以限制理論之動態需求拉動與緩衝管理為基礎的邏輯觀 點,以找出改善 MRP 系統的存貨管理機制。 第三章為個案存貨管理的績效分析與評估,本研究是以本身所服務公司為個 案研究,依其總體存貨管理相關資料,分析其存貨週轉率、備料與生產前置時間 的現況,以評估該公司 MRP 補貨系統是否有改善的空間。另在就以 TOC 的觀點, 針對 MRP 系統的缺點做實務作業之改善評估。 第四章為驗證 TOC 導入 MRP 系統的有效性實證,將以 M 公司行動通訊基 地台設備事業群之存貨歷史資料,再依個案之存貨庫齡分析,以挑選存貨金額與 數量年增長異常之材料,以為模擬改善對象。最後,輔以 Demand-pull 與 Buffer Management 的方法論,以模擬實證方式來量化驗證 TOC 方法論導入 M 公司 MRP 存貨管理補貨機制的有效性為何。 第五章為結論與建議未來研究之方向,本研究之結論將總結 Demand-pull 對 導入個案的 MRP 存貨管理系統之驗證結果與有效性,另再指出本研究未來可延 伸的研究方向。第二章 文獻探討
2.1 MRP 文獻探討
因網際網路的發達,使企業得以和全球市場連結,但在傳統供應鏈的專業分 工法則下,使製造供應端仍處於被動,只依靠客戶銷售預測作相關生產與存貨規 劃,若市場長期需求穩定,使上下游供應鏈之存貨水位增減將呈現穩定狀態。但 現今企業處於目前之全球化競爭環境中,面對客戶需求的不確定性,上游製造與 原物料之供應商不得不以備庫存方式,來因應此不確定嚴峻的挑戰。本研究將嘗 詴從 MRP 之歷史發展文獻中,探討在企業運用 MRP 之存貨管理系統時,所可 能造成不良存貨發生的因子為何?2.1.1 MRP 存貨管理系統之發展
MRP 發明於 1950 年代,像是製造業的一種革命,有史以來第一次,藉由 分解物料清單(Bill of Materials, BOM),公司能夠根據一個整體的時程來規劃需 要 的 物 料 。 然 而 , 當 時 製 造 業 通 常 採 用 的 存 貨 管 理 方 法 為 定 量 訂 購 法 (Fix-order-quality)與定期訂購法(Fix-time period),這兩種庫存控制方法,隱含著 可以對一種物料獨立地計劃與控制其庫存量,主要適用於獨立需求(Independent Demand)的物料控制,例如最終成品與維修服務零組件。1975 年學者 Orlicky 對 此傳統存貨管理提出 4 點修正論述,並運用於未來 MRP 存貨管理發展有著重大 影響 (汪星明、施禮明, 2002): (1) 製造業生產中的零組件、原材料之存貨管理,與產品或用於維修服務的 零組件庫存不同,不能當作獨立項目看待。它們的需求是根據裝配而成 的最終成品的需求而成,屬於相依需求(Dependent Demand)。 (2) 在各時間區間,對最終成品的需求一經確定,有關時間區間中對所有零 組件的需求量就能計算出來。因此,對各零組件需求量分別進行預測是 沒有意義的。 (3) 假設對最終成品的庫存按上面所提的庫存法進行控制。由它引起的相關 零組件的需求可能是非連續的、不均衡的波動需求;也就是考慮到零組 件的生產批量以及一種零組件可能用於生產不同的最終成品,也會使得 零組件的需求產生波動。此波動現象意味者固定訂購點模式,主要再維持足夠的庫存,而非精準的需求量,不適於製造業零組件庫存控制。 (4) 電腦所提供的資料處理能力,可以迅速地完成對零組件需求的計算。 MRP 發展至西元 1960 年左右,由於製造環境演變,加上商用電腦適時崛起, MRP 系統開始逐漸萌芽,此時 MRP 基本上是個電腦程式,使用材料清單(bill of material, BOM)與存貨檔,以計算在特定時間內,完成一定數量成品,其所需的 各種零組件需求量與時間,對當時製造業物料管理有重大意義,但它仍不夠完 善。主要缺陷是在於無法保證零組件之生產計畫能夠成功實施 (汪星明、施禮明, 2002),此簡易 MRP 無法適時掌握生產現場的進度,來快速更新存貨之規劃,使 MRP 系統無法符合企業的需求。 在西元 1970 年,幾乎所有 MRP 軟體系統皆為封閉式系統(Closed loop MRP),這些系統已能提供 MPS 及詳細存貨資訊或滿足 MPS(Master production schedule, MPS)所需之生產工單間的邏輯連接。當需求改變時,MRP 即建立新的 或修改的現場排程或採購訂單。也就是(1)決定訂什麼、訂多少、何時訂及何時 進料、出貨(2)保持存貨規劃、產能需求規劃與生產工單管制之優先順序皆為最 新的狀態。但離 MRP 系統運行能保證企業獲利還是很遠。在西元 1980 年, MRPII 藉由加上財務分析與會計功能,進一步與核心營業系統結合。然而,那時相當先 端的系統,仍未做到企業獲利的保證 (Carol、Smith, 2008)。
在西元 1990 年,ERP(Enterprise Resource Planning)是將企業的所有資源, 納入一個集中整合控管的系統。該系統之先進規劃與排程系統(Advanced Planning and Scheduling System, APS)強化 ERP 中公司資源的能見度,同時確保 所有稀少資源總是忙碌。然而,導入這些複雜系統卻還是難以達到利潤上預期的 成功。因為這一連串系統的繼續演進,還是保持在 MRP 的計算核心功能 (Carol、 Smith, 2008)。
2.1.2 MRP 之存貨管理機制的缺點
根據以上的演進,MRP 的基本邏輯並未變化,還是以預測需求,來決定 MPS 後續之生產計畫的反向排程與採購系統(Richard B.Chase、F.Robert Jacobs、 Nicholas J. Aquilano, 2008) 。因此, MRP 邏輯的參數頇靠以下 4 種關係做計算 (Fogarty、Blackstone、Hoffmann, 1991):(1) 訂定 MPS 的邏輯與無限產能的假設, (2) 材料清單(BOM) 各層之水帄與垂直相依需求關係,(3)前置時間的倒推,(4)
移轉批量管制。以上 MRP 之補貨參數相互運作時,可能發生下列存貨與交期失 控的風險: (1) MRP 以預測需求所發展之生產計畫,無法因應訂單需求與交期變化 MRP 的規劃邏輯,主要依據產品需求預測來規劃主生產排程,再考慮現有 存貨與計劃供貨時程及訂貨/生產批量原則,來逆推計畫前置時間而得到生產排 程。此種完全以預測需求為導向的推式生產規劃;且未考慮企業有限資源的供給 的能力的生產與存貨管理是具有風險的。因為在 MRP 進行規劃時,主要目的在 於滿足物料排程的需求,並不將企業的產能限制納入考慮,系統假設工作中心的 產能是無限的(陳紹文, 2002),然而在 MRP 後續演進過程,曾嘗詴利用有限產能 排程(Finite Capacity Scheduling, FCS)來彌補這假設錯誤,但因承接了 MRP 規劃 的結果才進行產能規劃,導致規劃產能的品質提升仍有限(王立志, 2006)。 另外物料需求規劃系統之結果,會經產能需求規劃(CRP)評估其可行性,但 產能需求規劃僅能指出長期產能不足現象,而對於各個工作中心的短期產能負 荷,是無法即時調整其優先順序的,必頇由生管部門與產線以人工方式或外掛其 他程式系統(如 I2系統),來加速 MRP 系統調整訂單實際交期、材料與生產計畫, 在如此耗費企業管理與生產成本狀況下,MRP 仍因為預測需求的侷限性,而無 法滿足客戶需求交期,企業之庫存水位亦無法有效降低,造成企業競爭力低落。 (2) 為提升 BOM 相依的分層分工之效率,使存貨水位上升的機率大增 在 MRP 的演算法邏輯中,BOM 是決定投料與生產的基本次序,以 BOM 為 基底之 MRP 的規劃,隱藏著分工、層級和大量生產的思考架構。因此,MRP 擅 長於解決既定產品的大批量生產,也就是產品種類越少越好,批量越大越好。為 達此目的,MRP 會將同類料項合併,不同訂單的同類產品(零件)合併、同一 期間內同類產品合併、強調設定固定批量與前置時間等資料(陳紹文,2002)。當市 場的需求大於供給時,MRP 的存貨補貨機制是很有效率。 所以,MRP 生產系統為解決產出低落(保持各層之生產效率與彈性),允許在 各工作中心間,擁有較大的暫存區,以吸收需求與工作站之變異。也就是 MRP 企圖以大量的在製品存貨,來降低各工作中心之相依關係。很明顯的,MRP 是 以存貨成本,來換取較大的產出量與符合客戶動態的需求 (朝陽科技大學工管新 知, 2011) ,這是不利於企業改善來降低存貨與交期的因素之一。
(3) 預設工作中心的前置時間與生產批量,其不利於交期調整與降低庫存 MRP 系統是依前置時間在安排作業計畫,且是一固定值並與批量無關,這 樣系統參數預設值是與實際狀況不符。事實上,MRP 系統所應用的前置時間, 是一計畫或期望的前置時間,而實際生產前置時間,受生產加工部門負荷和作業 優先級別的影響,與計畫值可能不同。而且,等候時間在整個前置時間中佔有很 大的比例,但實際上每批作業每週之等候時間各不相同,MRP 計算時也只取帄 均值 (汪星明、施禮明, 2002)。 若在客戶經常性調整其需求與順序之狀況下,經由 MRP 之生產活動控制的 回饋功能,可以將實際生產前置時間回傳給 MRP 系統,以重新調整存貨生產計 畫,但 MRP 在組織生產時,卻希望各工作中心、各加工程序,嚴格按照生產前 置時間與生產批量來生產,來滿足各部門產能的效率(汪星明、施禮明, 2002), 所以,企業受到 MRP 要求生產效率迷思的制約,而讓存貨水位逐漸上升。。
2.2 TOC 文獻探討
綜合以上 MRP 系統的發展與缺點分析發現:MRP 系統因為以預測作為需求 參數之一,也知道預測的誤差風險,故企圖以『存貨』來做緩衝以吸收出貨交期 或材料的變異,但也因強調系統各個工作中心的各別效率與成本分攤,進而造成 企業存貨水位過高且交期不準,致使 MRP 的有效產出降低。因此,本節研究將 透過研究 TOC 相關文獻,來分別歸納 TOC 分析在 MRP 存貨系統中,是如何因 為預測、補貨前置時間過長,所導致長鞭效應的可能因子,以及 MRP 之生產系 統管理重視批量生產和個別效率,所引發存貨過多的源由,而最後就 TOC 所建 議的 Demand-pull 補貨管理模式如何導入 MRP 系統做一綜合研究。2.2.1 長鞭效應
在供應鏈管理中有一著名的理論,『長鞭效應』(Bullwhip effect),長鞭效應 是將供應鏈視為一條長鞭,在一個具有上、中、下游的供應鏈體系中,下游需求 端的輕微變動會造成中游經銷商的大幅波動,進而造成上游供應業者巨額的需求 變動。換言之,上游廠商面對的訂單變異會遠大於實際的需求變異,因而導致存 貨成本激增,整個供應鏈的總成本也因而提高,這是一種典型的供應鏈上、下游 資訊交流時的需求扭曲所造成 (王立志, 2006)。一個企業若要提高經營效率,勢 必要設法降低長鞭效應帶來的響影或是擬定因應之道。TOC 認為傳統預測方式,經常彙集了銷售端之個別銷售預測,來做存貨計 劃的依據,但也因個別的預測誤差的累加,以至於上游供應商,虛增了不少不必 要的存貨,造成了長鞭效應。而企業為了能在客戶可容忍訂單達交之時間內,儘 量滿足客戶需求,因此有『為了提供最佳的供貨服務品質,需將大部分庫存儘量 留在最靠近客戶的地方』的思維模式。這樣的思考在訂單需求狀況明確時,是可 以迅速回應並攻佔市場,但市場變動是動態多變的,如此思維反而造成供應鏈末 端因庫存太高,使下訂單的時間可能延後或減少下單頻率,甚至使企業再次落入 傳統供應鏈的惡性循環裡。若是下游需求之點預測愈多,此現象則愈明顯。
2.2.2 補貨前置時間
TOC 認為越長的補貨時間系統,對市場需求的反映越慢;同時績效表現依 賴預測準確性。而目前補貨前置時間長的原因,可能分為下列二個原因:第一個 因素在訂購前置時間方面,是因許多企業都習慣以經濟批量(Economic Order Quantity, EOQ) 的方式做管理,因為大批量可以獲得較多的折扣,以及不需要花 費太多的時間決定訂購批量,所以企業往往等到存貨到達訂購點時才發出訂單, 以致補貨時間拉長。另外在生產前置時間方面,工廠為追求作業效率及節省準備 時間,在生產時也以批量生產方式進行來節省成本,這些都是造成補貨時間拉長 的原因。因此 TOC 認為在不增加成本的情況下,最有效縮短前置時間的方法, 是降低批量與增大補貨頻率,來改善前置時間過長與提高供貨可靠度。另外,TOC 認為在各個需求點的目標庫存,可被正確訂定為補貨前置時間內之最大需求量, 配合相關資訊技術協助可大幅減少訂單處理時間,更因補貨前置時間只剩運輸時 間,使前置時間的可靠度提高。2.2.3 生產系統管理
TOC 認為處在這競爭與分工專業的變動環境中,帄衡的系統並不存在。且 系統產出,是受限於瓶頸資源與產能受限資源。局部最佳化的總和效益不等於整 體系統最佳化效益,並指出各部門提升各自的效益,可能讓各部門產生對立與衝 突,反而阻礙系統的整體利益。另外,認為傳統營運觀念最主要的假設在於:「任 何資源閒置即是浪費。」但就製造生產而言,實際上最大產出應決定於瓶頸資源。 非瓶頸資源為了追求其個別效率而全力生產,只會製造出更多的在製品,對整體 最大有效產出沒有幫助,甚至有破壞性。2.2.4 Demand- Pull 補貨管理模式
限制理論提出了 Demand-pull 的觀念,來取代一般企業的傳統存貨管理作 法。限制理論認為由統計變異的計算可知,個別計算的變異一定遠高於整體計算 的變異,因此若越往上游的需求匯集處作預測,則其準確率就遠高於散佈各處銷 售點所作預測的總合。因此 TOC 建議應將存貨置於整體銷售需求之匯集處的源 頭(Aggregation),而此處也是做存貨需求預測最為準確的位置(李榮貴, 2007);此 存貨位置有利於滿足下游迫切的需求,更可將相關供應鏈承擔因預測所背負的存 貨成本風險予以分離(de-couple),也就是設立中央倉庫,將供應鏈的運作模式由 傳統的『推』(push) 式改為『拉』(pull)式,下游消耗多少再跟上游拉多少。如 下圖 2-1 所示。 圖 2-1:TOC 與 MRP 補貨管理機制示意圖 而根據以上論點,TOC 建議在導入 MRP 系統前,需先確認客戶出貨週期 ARO (After receipting Orders)、需求變化與生產備料的前置時間後,以決定相關 存貨之庫存點與目標庫存,最後再找出補貨週期(每天或每週)之最大累積出貨 量。也就是先以找出庫存點為優先考量,而不是傳統存貨管理者最想知道的存貨 數量為何(Carol、Smith,2008);因為從長鞭效應的觀點而言,存貨因需求的變動, 在複雜群聚的 BOM 中,與其串聯相依與累計的前置時間所產生的聯動效應,將 變得複雜而難以管制(Carol、Smith,2008)。所以,此庫存點必頇位在補貨系統之 存貨需求瓶頸點,也就是應選定補貨前置時間較長的材料,以做為吸收需求變異 的緩衝點,而此點最好是多產品族群中的共用零組件或物料 ,再予以分離 (De-couple)做個別的緩衝管理。在規劃緩衝管理前,在 Demand-pull 模式中所要先設定的目標庫存量,其設 定方式是累積補貨前置時間內的最大補貨需求量,且所設定之補貨量必頇含在外 訂單(Outgoing Order)之訂購量。然而,當目標庫存訂定的愈少時,其帄均庫存也 就愈低,但過低的目標庫存會造成缺貨情形發生,若目標庫存過多則將造成不必 要的存貨堆積,因此目標量的訂定,則可視各目標庫存量之服務水準而定(翁立 孙, 2004)。 根據上述目標存貨量的論述,其緩衝管理之存貨緩衝區域的設定與做法如下 圖 2-2 所示,將該目標庫存量之緩衝區域將區分成三等份(李榮貴, 2007),以顏色 區分為綠色:庫存過多區(抑制投單以降低目標庫存量)、黃色:庫存觀察區(出多 少補多少以維持目標庫存量)與紅色:庫存補貨區(出多少補多少以維持目標庫存 量或提高投料數以提高目標庫存量)。 圖 2-2:TOC 緩衝管理動態庫存示意圖
第三章 個案研究分析
3.1 個案公司介紹與研究範圍選定
M 公司成立於 1983 年,為國內首家專業的微波及衛星通訊公司。總部設於 台灣新竹科學工業園區,生產基地包括台灣新竹及中國無錫二地,另外在北美加 州矽谷地區設有銷售及研發中心,在歐洲及其他各地亦陸續建立銷售據點及其服 務網。目前整個集團員工總人數超過 3100 人。個案公司目前主要產品事業群包 含了數位微波通訊系統(RADIO)、直播衛星電視接收器(VSAT)、小型商用衛星地 面站(LNB)、行動通訊基地台設備(LTE)、寬頻無線網路接取設備(WiMAX)和無 線射頻辨識系統(RFID),其中行動通訊基地台設備事業群是近 2 年成長最為快速 (如下表 3-1 所示),也是公司列未來五年之最為重要發展的策略事業群其中之一。 表 3-1:2010 年 M 公司各事業群存貨年增減分布概況 2010 存貨% YoY 存貨增減% 2010 營收% YoY 營收成長% 數位微波通訊系統(RADIO) 7% -3% 12% 6% 直播衛星電視接收器(VSAT) 6% 5% 10% 0% 小型商用衛星地面站(LNB) 36% 6% 31% -3% 行動通訊基地台設備(LTE) 39% 84% 43% 91% 寬頻無線網路接取設備(WiMAX) 9% 2% 2% 1% 無線射頻辨識系統(RFID) 2% 5% 2% 6% 資料來源:整理自 M 公司財務報表 在本研究中,整理近 9 年該公司之存貨金額如下圖 3-1 所示,其存貨水位在 去年 2010 年達到最高峰(但年營收也創歷史新高),再分析該廠 2008 年至 2010 年存貨分佈後,同時發現 2010 年材料與成品庫存,比前 2 年帄均存貨亦增加了 超過 50%(如下表 3-2)。所以,本研究選定以該公司行動通訊基地台設備事業群 為主的 2009 年與 2010 年存貨資料為研究模擬範圍。圖 3-1:M 公司歷年存貨趨勢圖 表 3-2:M 公司近 3 年庫齡分析 2008 年 2009 年 2010 年 R.M. NT$4.41 億 NT$4.06 億 NT$6.83 億 WIP NT$3.29 億 NT$3.04 億 NT$3.37 億 F/G NT$4.14 億 NT$3.89 億 NT$6.76 億 Total NT$11.84 億 NT$10.99 億 NT$16.96 億 資料來源:整理自 M 公司財務報表
3.2 個案現行 MRP 存貨管理的機制
個案之 MRP 存貨管理機制的基本流程(如下圖 3-2 所示),是以預測需求與 前置時間逆推(Offset)生產排程與採購計畫;也就是由材料清單(BOM;Bill of Material)的主生產排程(MPS;Master Production Schedule)、零組件之訂購、生產 前置時間及目前存貨狀態的相關資訊,來決定簽發電子元件與機械料件之採購訂 單(Planned order/Time table)或核發工單之數量與時機。在需求與存貨計畫有差異 時,MRP 與 I2系統針對存貨會跑出相關 EDC 報表(Expedite/De-expedite/Cancel)與缺料報表(Shortage report),以利相關採購與生物管部門,進行後續的訂單交期 管理與材料跟催(Follow up)。
使用 MRP 系統的企業相同,也就是嘗詴利用預測需求計畫以預備存貨,來達到 快速反應客戶與市場的需求。但不幸的是,在實務上電信市場需求隨著時間的演 進,通常企業實際收到訂單與預測(Forecast;以下簡稱 F/C)不同步的機率相當 高,此時存貨風險(缺料與呆料)也順勢而擴張。當然,企業的存貨管理機制也早 有所準備,為能快速防止風險擴大,在預測需求管理、存貨供給管理,投入了相 當的人力與策略,以期設定存貨風險的預防與事後管理機制,能有效地發揮功效。 圖 3-2:M 公司 MRP 存貨管理流程架構圖
3.2.1 預測需求管理(MPS)
M 公司的 MPS 作業流程,是將客戶每週提供訂單與需求預測輸入 MRP 系 統,跑出第一次 MPS 報表資料,再經 MPS 會議討論確認修正後,重新輸入 MRP 系統,以作為未來整體產能規劃和備料的依據。而在 MPS 會議中,對確定訂單 需求的生產存貨計畫可順利安排外,但在討論預測需求時,則是充滿著不確定性 與假設,當預測不準時,它將讓企業管理者同時面對服務客戶滿意度無法再提升 (訂單流失)與存貨積壓資金的營運風險。而個案公司的現行做法是,針對銷售預測予以分級,透過每週 MPS 會議討 論,將預測定義區分為 Firm F/C 及 Potential F/C 2 類,所謂 Firm F/C 即是客戶 確認的訂單,再加上銷售部門有 90%的信心,可以拿到訂單的總數量(一般為 2 個月)。而 Potential F/C 即為除了上述 Firm F/C 之外,為一般客戶與銷售部門之 自我預測,所提供較遠期的銷售數字(一般為 4 個月)。另當實際需求不如預測時, 生物管、生產與銷售部門則透過產銷會議,以人工修正工單投料日期於 MRP 後, 經 MRP 搭配外掛其他程式系統(如 I2系統),來重新計畫實際材料的交期、數量 與生產計畫。 圖 3-3:個案近 2 年 OTD 趨勢圖 圖 3-4:OTD 失效原因分析圖 然而這樣的預測需求管理,是否能夠提高客戶滿意度?以上圖 3-3 顯示,從 2008 年第 4 季至 2010 年底的滿足客戶需求達成率 (On Time Delivery of Customers’ Required Date) 大約帄均為 73%,也就是約有 27%的訂單無法如客戶 需要的日期出貨。經過分析這 27%訂單約有 81%,是因訂單之前置時間(ARO) 不足所致,如圖 3-4 顯示。其主要原因是預測不準確而造成缺料,因此,M 公司 第一個所面對之負面效應就是客戶移轉或刪除訂單(失去部分商機與競爭力),在 現行實務上,企業之採購或生管人員為能儘量滿足客戶需求,除了在現貨市場 (Spot Market)調料外,另開始積極要求所屬供應鏈與工廠配合,急遽壓縮供料與 生產的前置時間,以期加速產出符合客戶需求之重要訂單,在此經常性的變動 下,將讓 M 公司供應鏈的上中下游落入缺料、停工、催料及加班趕工的惡性循 環中。 另一個負面效應則是以預測需求為導向的推式 MRP 生產存貨計畫,無法即 時調整生產優先順序;因 MRP 在進行規劃時,會經產能需求規劃(Capacity
Required Planning, CRP)評估其可行性,但 CRP 僅能指出長期產能是否不足,而 對於各個工作中心的短期產能負荷,是無法即時調整其優先順序。所以,此效應 將造成產線發生,因配合臨時的材料與生產排程,而必頇付出額外的生產與品質 成本。
3.2.2 存貨供給管理
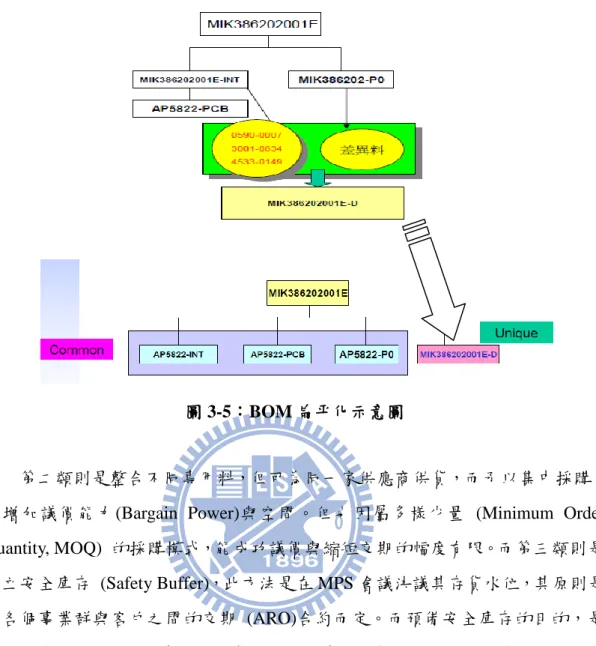
在 MRP 的演算邏輯中,BOM 是決定投料與生產的基本次序,以 BOM 為基 底之 MRP 的規劃,隱藏著分工、層級和大量生產的思考架構。因此,MRP 擅長 於解決既定產品的大批量生產,也就是產品種類越少越好,批量越大越好。為達 此目的,MRP 會將不同訂單的同類產品(零件)合併、同一期間(月、週)內 同類產品合併,在強調設定固定批量與前置時間等資料,以規劃大量生產之存貨 計畫。當市場的需求大於供給時,MRP 的存貨補貨機制是很有效率。 若客戶經常性調整需求與時程之狀況下,MRP 系統為解決產出低落,允許 在各工作中心間,擁有較大的存貨暫存區,以保持各層之生產效率與彈性,以吸 收需求與工作站之變異。也就是 MRP 企圖以大量的在製品(Working In Process, WIP),來降低各工作中心之相依關係。也就是 MRP 是以存貨成本,來換取較大 的產出量,這將使企業的存貨資金壓力開始上升,更重要的是生產前置時間將因 MRP 為增加暫存了各工作中心的存貨而延長。 個案公司了解 MRP 存貨系統計算邏輯,而其中多層級的產品 BOM 與冗長 的 lead time,是造成存貨水位增加的主因。因此,現行的改善做法有二個:第一 個做法是調整(Restructure)產品之 BOM,予以扁帄化(Flatten)(如下圖 3-5 所示), 其 restructure 效益為:可讓材料直接依照 MPS 數量展開需求,MRP 系統之資訊 計算更快速,另因縮短了一些不必要的等待前置時間,而讓存貨水位得以改善。 而針對產品專用料(Unique Part)的備料予以個別管理,特別是長前置時間材 料(Long lead time Part),其做法如下:為能降低因 Lead time 太長所造成的長鞭效 應(Bull Whip),先將 Unique Part 予以分類 (Category) 成三種,第一類是可以找 到第二家以上之供應商(Second Source)供貨,其策略是以相互比價方式的談判, 針對價格與交期予以最小化後,再整合全廠現在與未來需求,集中下單給此單一 供應商,以讓廠商完全配合 M 公司的供貨時程與調整,另提升其成為個案公司的 策略夥伴,以增加談判籌碼與互惠條件,讓專用料之供應商讓利於價格與交期。圖 3-5:BOM 扁帄化示意圖
第二類則是整合不同專用料,但可為同一家供應商供貨,而予以集中採購, 以增加議價能力(Bargain Power)與空間。但也因屬多樣少量 (Minimum Order Quantity, MOQ) 的採購模式,能成功議價與縮短交期的幅度有限。而第三類則是 建立安全庫存 (Safety Buffer),此方法是在 MPS 會議決議其存貨水位,其原則是 依各個事業群與客戶之間的交期 (ARO)合約而定。而預備安全庫存的目的,是 為能配合部分客戶,要求加速出貨交期的需求,個案公司則在客戶確認各個料項 與金額後,同意簽下相關供貨合約;在銷售部門與客戶定期確認該安全庫存是否 正確後,針對該類部分存貨數量,已超過 ARO 需求之呆料存貨金額(Liability)予 以客戶認列(Credit)。
第二種改善措施是,將產品的 BOM 分為 All BOM 及 Planning BOM,且將 材料予以分類成 ABC 三大類(如下圖 3-6 所示)。再搭配前段章節的預測需求管 理,對銷售預測所分類之 Firm F/C 與 Potential F/C;以 all BOM 展出 Firm F/C 的 MRP 需求,而 Potential F/C 則依 Planning BOM 展出需求,按時間滾進(Rolling) 給予個別投料(如下圖 3-7 所示);這可以減輕因預測不準確,所帶來的存貨風險。
圖 3-6:材料 ABC 分類圖 圖 3-7:材料搭配預測時間投單示意圖
3.2.3 個案 MRP 存貨管理績效分析
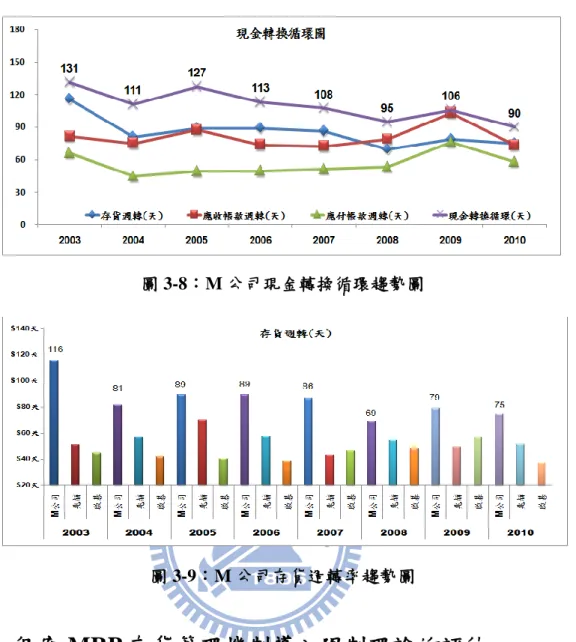
然而這樣的存貨供給管理,是否能夠降低存貨資金成本壓力所帶來的營運風 險?根據以上的個案公司之存貨供需管理與改善方案,其 MRP 存貨管理的基本 邏輯並未變化,還是以預測需求來決定存貨生產與採購計畫。所以從現金轉換循 環(Cash Conversion Cycle, CCC)的趨勢觀察(如下圖 3-8 所示);M 公司已持續改 善從 2003 年的 131 天降至 2010 年的 90 天,而在存貨週轉率(天)也從 116 天下 降到 75 天;很明確的,存貨管理的改善方案已有不錯的績效。但與同業比較時(如 下圖 3-9 所示);卻可以看出 M 公司的競爭力仍處於弱勢,其存貨管理還有進一 步的改善空間。圖 3-8:M 公司現金轉換循環趨勢圖
圖 3-9:M 公司存貨週轉率趨勢圖
3.3 個案 MRP 存貨管理機制導入限制理論的評估
由前一段章節的研究與探討,從 M 公司之 MRP 存貨管理系統的發展與改善 發現:該存貨需求管理,仍是以預測作為基本參數,來啟動相關存貨採購與生產 計畫。然而,M 公司嘗詴以變更 BOM、縮減 Lead Time 與建立安全庫存的改善 方案,來緩衝和吸收因出貨交期與預測需求誤差的變異;其效果從下列二項存貨 管理指標可得印證:第一項在滿足客戶需求達成率上;面對電信產業的動態需求 下,M 公司架構於 MRP 系統的存貨管理機制,是無法完全因應客戶需求訂單與 交期的急迫壓力,而造成部分訂單的機會流失;另在第二項以存貨週轉率而言; 的確反映出 M 公司之供應鏈管理團隊,持續改善的正向績效,但在面臨同業比 較時,卻有處於劣勢的龐大營運壓力需要克服。 而綜合整體以上二項指標來看,M 公司正面臨存貨過多,但卻又無法完全
因應客戶訂單需求的窘境,這是使用傳統 MRP 系統為存貨管理機制的宿命。但 這卻也是未來的 MRP 存貨管理機制,可以努力為再提升 M 公司整體競爭力的機 會點。因此,面對此一現況,我們是否有可能讓 MRP 做出更有競爭力的存貨規 劃?而這可能的解決方案,就是 Dr. Goldratt 於 1986 年所提出的限制理論(Theory of Constraints, TOC) 之 拉 動 配 銷 管 理 ( Demand-pull ) 與 緩 衝 管 理 ( Buffer Management),本研究將於後續評估來討論,TOC 是否可有助於改善 MRP 存貨 管理機制的缺點。
(1) 評估一
MRP 存貨管理是以預測需求來驅動,但因電信產業標案需求的不明確, 讓客戶經常有緊急訂單與變更出貨交期的要求,讓 MRP 系統應接不暇, 以致 M 公司對預測需求管理花費許多心力與成本。在面對存貨風險與競 爭力再提升的壓力,TOC 要如何突破此一作業瓶頸? 運用 TOC 之存貨配銷與緩衝管理模式,以改善 MRP 存貨管理補貨機制的方 法是:先依客戶出貨週期(ARO)與 BOM 之累積前置時間,來決定相關存貨之庫 存點,並從 BOM 予以分離管理,以減少 BOM 之累積前置時間,再將該材料之 材料補貨前置時間,設定以該週期之最大累積出貨量作為目標庫存量,而不是由 MRP 逆推 BOM 的需求,運用『出多少補多少』的概念維持該目標庫存量,而 每次實際耗用量與在外訂單的存貨累積數量,將作為該點存貨的耗用與下單補貨 的依據。所以傳統 MRP 存貨管理系統,將因 TOC 將產品 BOM 分離了部份長前 置時間材料所帶來的風險,而降低預測需求的不確定性,進而提升公司的競爭 力。綜合以上論述,Demand-pull 改善 MRP 存貨管理補貨機制之示意圖,如下 圖 3-10 所示。 圖 3-10:TOC 導入 MRP 存貨管理機制示意圖(2) 評估二
因 MRP 所安排的批量生產計畫,在 BOM 的相依且分層分工的制約下, 讓各個工作中心重視自我的生產效率,在面對訂單變更交期時,常會因生 產優先順序的改變,工作中心開始堆積在製品,以致存貨水位逐漸上升, TOC 的作法為何? TOC 的作法是:公司的倉庫透過 Demand-pull 存貨配銷管理(輔之以各自的 緩衝管理),使瓶頸資源有足夠材料庫存,以供生產與調整順序,而驅動非瓶頸 資源開始生產,則是實際瓶頸資源所需的耗用量,而不是 MRP 系統下至非瓶頸 資源之批量工單的數量。此時非瓶頸資源將以小批量進行生產(將曝露不少剩餘 產能),如此一來即可避免各個工作資源因重視局部生產效率,所產生的不必要 的存貨浪費與生產成本投入,亦可以達到不需要高庫存,也可滿足合理的訂單交 期變更需求。(3) 評估三
M 公司針對部分 Long lead time parts,與客戶簽約建立安全庫存,嘗詴
以縮減補貨前置時間(Lead Time),以快速反應客戶所需之出貨交期。但 當產品壽命週期進入衰退期(Phase out)時,雖然客戶會依合約認列這個產 品部分的材料庫存(Liability),卻也因轉嫁成本而減損客戶的競爭力,
TOC 對於縮短 Lead time 有不同的作法嗎?
TOC 認為在不增加成本的情況下,最有效縮短前置時間的方法,就是降低 批量與增大補貨頻率,來改善前置時間過長與提高供貨可靠度。因為補貨頻率也 就是採購單位多久下單一次給供應商,將影響預定庫存點的目標庫存;每週下單 的 目 標 庫 存 , 將 比 每 月 下 單 一 次 來 的 低 。 另 外 運 用 緩 衝 管 理 ( Buffer Management),讓各個設定目標庫存的材料之前置時間與 BOM 予以分離(Carol、 Smith, 2008),而使 BOM 之總累積前置時間縮短,可減少 MRP 系統整體訂單處 理與材料備料前置時間,更因補貨前置時間只剩運輸時間,使前置時間的可靠度 提高。
而針對安全庫存的建立,TOC 認為 M 公司若是沒有跳脫預測需求之假設做 法,安全庫存只是將存貨問題轉嫁於供應商(賴嘉穗, 2006),讓其分攤 M 公司的 營運風險,而不會解決該供應鏈存貨的長鞭效應。反之依照上述之評估一 TOC 所論述之 Demand-pull 的拉式邏輯與緩衝管理,來讓 M 公司擺脫 BOM 舊有的相 依需求之束缚,再搭配安全庫存的建立(VMI),也就是將供應商的安全庫存,結 合 M 公司庫房的 Buffer 管理,而成為同一個存貨系統,如下圖 3-11 所示。而這 樣的安全庫存管理的有效性,已在近代 TOC 的實證研究被完成。 圖 3-11:TOC 導入 MRP 安全存貨管理機制示意圖 如以上各個評估可發現, M 公司如應用 TOC 之拉動配銷管理(Demand-pull) 與緩衝管理(Buffer Management),可強化其 MRP 存貨管理機制,(例如前面章 節所述 M 公司所實行存貨管理的改善方案:對預測做有效管理與分類、將 BOM 予以扁帄化、外加人工存貨計算作業與安全庫存機制),以擺脫 MRP 既定邏輯的 瓶頸與限制,讓製造產能與 MRP 之存貨管理,能完全聚焦於真正的需求。
第四章 TOC 導入 MRP 系統之有效性驗證
為了能觀察 M 公司如果採用上述 TOC 的方法論,其結果是否會與原 MRP 存貨管理的績效而有所不同,因此,在本節研究在第一個章節研究確認 BOM 之 存貨緩衝點後,將就如何設定材料之目標庫存量與緩衝區域,依照 Demand-pull 模式之『出多少補多少』的拉式概念與緩衝管理,來比較驗證 TOC 的補貨機制 導入 MRP 存貨管理補貨機制的有效性。 而情境模擬之驗證假設是:M 公司各工作中心的產能是無限的,且材料供 應商之交期和品質是穩定無虞的;而模擬的有效指標將依據,前一節研究所選出 的材料庫存點之出貨量、帄均庫存、週轉率與缺料次數,來做 TOC 有效性評估。 最後,在研究驗證過程中,也將延伸討論比較:TOC 在面對產品停產(Phase out) 的狀況時,其對改善 MRP 存貨管理系統之有效性為何。4.1 目標庫存與緩衝的參數建立
4.1.1 目標庫存點的建立
在前幾段章節之文獻與評估研究中,TOC 建議選在確認客戶出貨週期 (ARO)、需求變化與生產備料的前置時間後,以決定相關存貨之庫存點與目標庫 存,再找出補貨週期(每天或每週)之最大累積出貨量,定義其目標庫存量。所以, 目前就 M 公司 LTE 事業群的客戶所允許的 ARO 約為 3 週,與其產品族之 BOM 最長的訂單作業、累積補貨前置時間約 10 週至 11 週的條件下,為降低因預測所 引發可能的存貨之長鞭效應;本研究選擇該產品的零組件材料階,作為緩衝產品 存貨的管制點。 表 4-1:模擬材料之存貨概況 料項 存貨資料 DC 轉換升壓器 可程式化邏輯 IC RF 功率放大器 2009 to 2010 需求增加率 -74% 100% 1081% 2009 to 2010 存貨增加倍數 43 倍 16 倍 6 倍 2011 H1 預計耗用量% 46% 20% 26% 可模擬情境 需求下降 新產品導入 需求上升 補貨前置時間(週) 11 週 11 週 10 週 訂貨週期(週) 每週可下單 每週可下單 每週可下單 資料來源:整理自 M 公司之內部存貨報告另外,再依 M 公司之內部分析存貨 Idle 報告,深入觀察在 2010 年底屬於停 滯 180 天內的材料,其存貨金額增加量為最多,且該材料在 2011 年之前半年 MPS 需求耗用量卻是較低的條件下,而找出了下列 3 項代表性的材料,如上表 4-1 所示,搭配實際供需的情境:例如新產品導入(New product Introduction, NPI)、需求上升、需求驟降與產品停產(Phase out)等狀況,來驗證 TOC 導入 MRP 存貨管理機制的有效性。
4.1.2 目標庫存與緩衝區域的建構
根據上述目標存貨量之參數設定,各模擬材料庫存點之庫存量的訂定,將依 材料之累積補貨前置時間內的最大補貨需求量、在外訂單之狀態與以服務水準 100%(不會缺料)來設定,而其模擬之緩衝區域,如下圖 4-1 所示,將該目標庫存 量之緩衝區域將區分成三等份,以顏色區分為綠燈:庫存過多區(抑制投單以降 低目標庫存量)、黃燈:庫存觀察區(出多少補多少以維持目標庫存量)與紅燈:庫 存補貨區(出多少補多少以維持目標庫存量或提高投料數以提高目標庫存量)。 圖 4-1:TOC 緩衝管理動態庫存模擬示意圖4.2 Demand-pull 的存貨管理績效衡量
將 2009 年初至 2010 年底之歷史存貨績效資料,輸入 TOC 之啤酒遊戲軟體 (林書弘, 2006) (蔡佳玲, 2008),如上圖 4-1 所示,來模擬導入 MRP 補貨機制後的 存貨績效,其相關數據如下表 4-2 所示,因材料存貨服務水準設定為 100%,所 以模擬驗證的工單缺料率皆為 0%,而因應不同生產需求情境下,本研究將 TOC 改善 MRP 補貨機制之有效性,分述於下列四點: 表 4-2:TOC 導入 MRP 存貨機制模擬之成效分析 Year 料項 Index DC 轉換升壓器 可程式化邏輯 IC RF 功率放大器MRP TOC MRP TOC MRP TOC
2009 工單需求量 38050 38050 尚未投入生產 1915 1915 帄均庫存 774 11093 388 391 存貨週轉率 49 3.4 4.9 4.9 期末存貨 263 9708 1085 1256 缺料率 0% 0% 0% 0% 2010 工單需求量 9747 9747 22744 22744 22613 22613 帄均庫存 6552 7592 5022 3170 3865 3370 存貨週轉率 1.5 1.3 4.5 7.2 5.9 6.7 期末存貨 11332 7797 7836 4956 6472 2867 缺料率 0% 0% 0% 0% 0% 0% 資料來源:本論文整理
4.2.1 新產品導入 NPI 時,以可程式化邏輯 IC 為例
此項材料在 2010 年投入生產,因該年的期初存貨只有少量的 500 顆,且在 外訂單的訂購量 10000 顆,可滿足該材料的補貨前置時間的最大需求量 8300 顆, 讓在目標庫存量的設定更為單純,只需依照材料的補貨前置時間 10 週,配合緩 衝管理的『出多少補多少』的作業紀律徹底執行,就讓驗證效果更為顯著。以存 貨週轉率指標而言,TOC 的 7.2 次比 MRP 改善約 60%,而期末存貨與帄均存貨 也比 MRP 改善了六成多。所以,以此模擬數據可證明:TOC 在新產品投產階段, 即導入 MRP 存貨管理,對 MRP 補貨機制是有效的。4.2.2 生產需求向上時,以 RF 功率放大器為例
此項材料在 2009 年 MRP 系統運作下,與 TOC 的模擬績效相同,是因為工 程詴產於 2009 年第四季先行預購的存貨量,可支應生產處於上升需求的數量, 所以績效恰巧與 TOC 相同。另在 2010 年模擬驗證後,該 MRP 存貨週轉率提升 了 1 次,這是在市場的需求大於供給時,MRP 存貨管理系統發揮原系統設計之 理念所使然。 再觀察 2010 年 MRP 之各項存貨數據:雖然存貨週轉率增加,但該年之期 末存貨卻比 2009 年增加 6 倍,也就是發生存貨風險的機率將往上增加。另觀察 以 TOC 之 Demand-pull 管理協助下的 MRP 存貨系統,2010 年該存貨週轉率是 上升至 6.7 次,其期末存貨比 MRP 所規劃之期末存貨水位少了約 1/3,這突顯 TOC 更能掌握生產需求趨勢,不因需求上升而讓存貨水位暴增,讓存貨資金投 資更為合理。4.2.3 生產需求向下時,以 DC 轉換升壓器為例
當該項材料之年生產需求從 2009 年 38050 個下滑至 2010 年 9747 個時,在 MRP 系統運作下,2010 年之存貨週轉率從 2009 年的 49 次驟降至 1.5 次;這是 非常典型的 MRP 存貨管理系統在面對預測需求異常所產生的存貨管理績效。而 反觀 MRP 存貨系統在 TOC 緩衝管理的協助下,因應需求下降的趨勢,而讓該項 材料之期末存貨從 9708 個下降至 7797 個,再相較於 MRP 之 2010 年的期末存 貨 11332 個,其協助改善 MRP 對存貨控管是非常顯著的。4.2.4 產品停產(Phase out),以 RF 功率放大器為例
M 公司的產品壽命頇視該產品定位於電信產業的消費鏈之上游或是下游, 越往上游的產品壽命越長例如:行動通訊基地台設備(LTE),大約為 3 到 4 年, 而靠近消費市場端的產品例如:小型商用衛星地面站(LNB),可能只有 2 年的壽 命週期。當產品進入衰退期(Phase out),M 公司存貨管理人員必頇小心,是否因 不適時的停止相關存貨訂購與生產計畫,讓客戶與公司的利益而有所損失。尤其 是專用料的控管應特別注意。因此,延續模擬(2)的存貨資料與模擬條件,並假 設客戶於 2010 年第二季向 M 公司宣告將於 2010 年底,停止採購部分現有基地 台設備的產品,並進行最後一次的採購(Last time buy),M 公司依據的存貨管理 政策,在彙整客戶所回應總訂單需求與未來預估作保固維修所需的數量於 MPS後,將 MPS 投入於 MRP 系統計算彙整,此 RF 功率放大器的總需求約 8000 顆, 並於第四季分兩次完成存貨準備,MRP 系統將於第三季末發出最後的訂單。 因應產品停產在即,為了能減緩因目標庫存量 2/3(低於 67%),即頇啟動補 貨的存貨波動,本研究應用了翁立孙在 2004 年的限制理論應用在配銷管理之實 證研究中,對於調整庫存緩衝區的結論(翁立孙, 2004):將即將停產的材料之補 貨啟動的敏感度下調至 40%,可得下列存貨數據(如下表 4-3 所示);在 MRP 存 貨系統透過 Demand-pull 將目標庫存適時的調降,而讓期末存貨與目前公司做法 差異並不大,但在帄均庫存與週轉率的績效要比 MRP 系統好,因此驗證了 TOC 的有效性。 表 4-3:TOC 運用於產品停產之模擬成效分析 資料來源:本論文整理 Year 料項 Index RF 功率放大器 MRP TOC 40% 2010 工單需求量 30613 30613 帄均庫存 3019 2650 存貨週轉率 10.1 11.6 期末存貨 472 487 缺料率 0% 0%
第五章 結論與未來研究方向
5.1 研究結論
本研究主要的目的在於驗證:M 公司以 TOC 所提的 Demand-pull 系統的邏 輯架構與方法論,在面對電信市場需求不確定性極高的產業動態下,將其置入該 公司 MRP 存貨管理系統是否具有可行性;本研究以實際個案的存貨數據為基 礎,利用模擬的方式證明了 TOC 在導入 MRP 存貨管理系統後的存貨管理績效, 確實比原個案公司現行運作的 MRP 系統來得好,因此綜合本研究的模擬分析結 論,可以歸納以下幾點:(1) 個案 MRP 存貨管理機制透過 TOC 的補貨機置(Demand-pull)的改善,把 BOM 中的較長補貨前置時間之材料存貨點予以分離(De-couple)出來,讓產品整體 存貨水位因前置時間縮短,與目標材料使用緩衝管理(Buffer Management), 讓目標存貨量而大幅減少,並且讓個案公司不會因為存貨水位的降低,而無 法維持相同的服務客戶水準,讓企業不再落入是否要多備庫存來維持客戶服 務水準的矛盾衝突中(Trade-offs)。 (2) 本研究並不否定以預測方式來規劃 MRP 未來的存貨生產計畫,畢竟預測可 以 讓 管 理 者了 解 未 來需 求 的 趨 勢, 但 經 由預 測 方 式 所獲 的 資 訊可 以 與 Demand-pull 做結合,當需求趨勢上升或下降,適時地調整目標庫存,可讓存 貨控制得宜,也因為 Demand-pull 作業較傳統 MRP 備料作業更容易執行,讓 存貨管理人員的效率與管理績效也會大幅提升。 (3) MRP 存貨管理系統是用預測的方式作為生產補貨的基礎,但未來的改變卻是 現在無法掌握的,即使是個案 M 公司預設了安全庫存,並將需求預測與材料 做分類,在不同時間點予以陸續補貨投料,期望能降低因為需求波動的不確 定性所帶來的存貨資金壓力,M 公司這些存貨管理改善機制雖然已經有些成 效,但在與同業間之相互比較後,M 公司仍需要再加把勁。另外,在研究過 程中學習到 Demand-pull 並不會預測未來的產品銷售,而是專注於目標庫存 是否需要維持或調整,只要遵孚緩衝管理的紀律,就可以確定 M 公司的 MRP 存貨生產系統不會發生缺料,並且能使個案之存貨回到較合理的水位。
5.2 未來研究方向
藉助本研究的假設條件與模擬驗證的過程,讓個案公司之 MRP 存貨管理系 統的管理績效有所提升,而驗證 TOC 導入 MRP 的有效性,但正因為存貨績效之 改善是企業永無止境的戰爭,所以本研究列出下列幾點,提供有興趣的先進做後 續的研究方向: (1) 本研究已驗證 Demand-pull 對傳統 MRP 存貨管理系統的有效性,但資訊科技 的日新月異,MRP 系統已演化至 APS 系統,以整合日益複雜的企業資源, 而 TOC 是否適用來提升其他企業資源的利用? (2) 在本研究案例中,我們成功的驗證 Demand-pull 的績效,讓 M 公司看見了 TOC 不同於傳統 MRP 存貨管理的方法是更具有可行性,但是要如何將此概念落 實到該公司之供應商以配合降低庫存,以讓整體供應鏈更有競爭力? (3) 本研究只驗證 Demand-pull 的有效性,並未對其緩衝管理的目標存貨之緩衝 機制、補貨前置時間與補貨數量,做進一步完整的敏感度分析與驗證,頇待 有興趣於改善 MRP 存貨管理系統的先進做更詳細的研究。參考文獻
1. 王立志(2006)〃系統化運籌與供應鏈管理〃台中市:滄海書局。 2. 汪星明、施禮明(2002)〃生產管理〃台北市:五南圖書出版股份有限公司。 3. 李榮貴(2007)〃製造管理專題上課講義〃新竹:國立交通大學工業工程與管 理研究所課程。 4. 杜鎔憲(2007,7 月)〃運用限制理論需求拉動補貨與緩衝庫存管理改善記憶 體模組當日接單當日出貨滿足率〃新竹:國立交通大學工業工程與管理研究 所。 5. 邱蕙玲(1992,6 月)〃影響 MRP 效益之關鍵因素之研究〃新竹:國立交通大 學管理科學研究所。 6. 林書弘(2006,6 月)〃以限制理論為基礎的配銷遊戲〃新竹:國立交通大學 工業工程與管理研究所。 7. 袁國榮(2004,6 月)〃強化限制理論 Demand-pull 補貨模式之研究〃新竹: 國立交通大學工業工程與管理研究所。 8. 翁立孙(2004,6 月)〃限制理論應用在配銷管理之實證研究〃新竹:國立交 通大學工業工程與管理研究所。 9. 陳紹文(2002,9 月 12 日)〃ERP 的兩面觀(冷靜、科學、從用戶出發)〃2009 年 12 月取自成漢科技股份有限公司: http://www.dsst.com.tw/ERP-News2_S.htm 10. 朝陽科技大學工管新知〃(2011)〃緩衝( Buffer )管理〃台中縣:朝陽科技大 學工管新知。 11. 經濟日報(2009,1 月 15 日)〃北美市場觀測〃2011 年 6 月 2 日取自聯合人 力網:http://pro.udnjob.com/mag2/overseas/storypage〃jsp?f_ART_ID=46397 12. 賴嘉穗 (2006,6 月)〃限制理論在庫存管理之應用~以台灣筆記型電腦代工 產業為例〃新竹:國立交通大學工業工程與管理研究所。 13. 蔡佳玲(2008,6 月)〃TOC 配銷管理模擬器之開發〃新竹:國立交通大學工 業工程與管理研究所。14. Carol, P., & Smith, C. (2008). Beyond MRP. Constraints Management Group (pp. 1-12). Enumclaw: Constraints Management Group.
15. Fogarty/Blackstone/Hoffmann. (1991). PRODUCTION & INVENTORY MANAGEMENT 2/E. International Thomson Publishing Asia.
16. Richard B.Chase/F. Robert Jacobs/Nicholas J.Aquilano. (2008). Operations Management. Taipei: McGraw-Hill Companies.