國立高雄大學高階經營管理碩士(EMBA)在職專班
碩士論文
精實管理之價值流圖分析在半導體封裝製程之改善應用
LEAN Value Stream Map Analysis and Application on
Semiconductor Assembly Process
研究生:劉昇聰 撰
指導教授:陳一民
精實管理之價值流圖分析在半導體封裝製程之改善應用
指導教授:陳一民 博士(教授) 國立高雄大學 亞太工商管理學系 學生:劉昇聰 國立高雄大學高階經營管理碩士在職專班 摘要 本論文研究以精實管理之價值流圖分析應用在半導體封裝製程之改善,全部 案例均為學生服務單位實際工作經歷的驗證。若以PDCA 的觀念定期進行「價值 流圖」持續分析改善,將可以把製程調整到理想的精實生產系統,對於企業營運 管理是一個最佳的診斷工具。精實生產管理藉由價值流圖分析(Value Stream Mapping),將生產製程繪製成 一幅可以顯示出物流、資訊流及生產作業時間的圖表,在圖示化後,讓管理人員 很容易的分析流程中的生產浪費根源而加以改善;本研究過程中由現狀價值流圖 入手,重新確定產品在製程中的價值,去除没有價值的動作,確保產品在製程的 流動暢行無阻、提高生產效率,最後再繪出未來價值流圖,作為持續改善達到人 力的節省、縮短交期、降低在製品庫存的目標,並依此實施改善計劃。 本研究乃是在實施價值流圖分析的作業過程中得到啟發,加以創新變化,價 值流圖即化身為製程診斷的利器,工程人員由繪圖過程更加了解製程,對人、機、 物、料、法,乃至於整體產線排線的細節更能掌握,許多製程中的缺點均可一一 掌握,不論是改善行動或是不良問題原因分析,均可迎刃而解。 關鍵字:精實管理、價值流圖、PDCA、製程診斷、物流、資訊流
LEAN Value Stream Map Analysis and Application on
Semiconductor Assembly Process
Advisor(s): Dr. Yi-Min Chen
Department of Asia-Pacific Industrial and Business Management, National University of Kaohsiung
Student: Sheng-Tsung Liu
Executive Master of Business Administration National University of Kaohsiung
ABSTRACT
The research is applied “LEAN Value steam mapping analysis” on semiconductor assembly process, all the cases come from student’s experience at work.
LEAN system used value steam mapping to show the material flow, information flow and operation time in mapping which easy to find the root cause of waste in process. The procedure is draw out current value stream map and through many improvement actions to redefine the value of the product in process then remove the waste to make sure the product flowing smoothly, higher efficiency. After that future value stream map produced which shown the target of improvement and going to improve continuously – included manpower reduction, cycle time reduction and WIP reduction.
We can approach to LEAN system by PDCA improvement with value stream map analysis which will be a best diagnosis tool for enterprise operation management.During the research, some value stream map of enterprise looks good, but hard to apply in real operation in fact.
The research gained some enlightenment from the procedure of value stream map analysis in current process, just a little bit modification “value stream map” became a sharp weapon of process diagnosis. Engineer do the process analysis more easily to get the detail of man, machine, material, tool, method of process and product operation arrangement through the mapping progress. It’s getting simple and convenient to detect the problem in process, come out improvement actions and defect root cause analysis.
Keywords: LEAN, Value Stream Map, PDCA, Process Diagnosis, Material Flow, Information Flow
目錄
口試委員審定書………Ⅰ 授權書………Ⅱ 中文摘要………Ⅲ 英文摘要/Abstract………Ⅳ 目錄………Ⅴ 圖目錄………Ⅶ 表目錄………Ⅷ 第一章 緒論 ………1 第一節 研究背景與動機………1 第二節 研究目的………3 第三節 研究流程………4 第二章 文獻探討………5 第一節 價值流圖在流程改善方面的應用研究………5 2.1.1 價值流圖的用途………5 2.1.2 標準價值流圖架構………5 2.1.3 傳統價值流圖繪製步驟………7 2.1.4 價值流圖分析及改善步驟………8 2.1.5 評估價值流圖之現有狀態………9 2.1.6 繪製改善後價值流圖之未來狀態………12 2.1.7 提出價值流圖之改善規劃………13 第二節 文獻案例研究………14 A. 精實門診化療流程以提升照護品質………14 B. 應用精實價值溪流分析於 IC 封裝業之探討………16 第三節 文獻研究帶來的啟發………18 第三章 研究方法………19 第一節 研究架構………19 3.1.1 本研究之分析工作模式………19 第二節 單一製程之細部價值流圖分析運作模式 ………21 第四章 個案探討………23 第一節 案例(一) 價值流圖分析傳統作法………23 4.1.1 個案公司背景說明………234.1.2 產品介紹………23 4.1.3 產品製程介紹………24 4.1.4 評估價值流圖之現有狀態………25 4.1.5 蒐集及分析資料………26 4.1.6 繪製改善後價值流圖之未來狀態………27 第二節 案例(二)價值流圖分析活用變化作法………28 4.2.1 後段封裝局部製程改善背景說明………28 4.2.2 評估價值流圖之現有狀態………29 4.2.3 蒐集及分析資料………30 4.2.4 自動化改善專案………30 4.2.5 繪製改善後價值流圖之未來狀態………31 4.2.6 後續改善專案………32 第三節 案例(三) 價值流圖分析創新作法及工程分析應用………33 4.3.1 電射正印站點製程問題背景說明………33 4.3.2 評估價值流圖之現有狀態………34 4.3.3 雷射正印製程改善專案………36 4.3.4 價值流圖應用在製程改善及工程分析的優點………37 第五章 結論與未來研究方向………38 第一節 結論………38 第二節 未來研究方向………40 參考文獻 ………41
圖目錄
圖 1.1 研究流程圖………4 圖 2.1 標準價值流圖架構………6 圖 2.2 傳統價值流圖繪製步驟………7 圖 2.3 價值流圖分析及改善步驟………8 圖 2.4 文獻 A 精實門診化療流程價值流圖分析及改善步………15 圖 2.5 文獻 B 個案公司現況價值流圖………16 圖 2.6 文獻 B 個案公司未來價值流圖………17 圖 3.1 價值流圖分析工作模式………19 圖3.2 單一製程之細部價值流圖分析運作模式………21圖4.1 QFN (Quad Flat No-lead) ………23
圖4.2 DFN (Dual Flat No-lead) ………23
圖 4.3 DFN/QFN 產品製程介紹………24 圖 4.4 DFN/QFN 現況價值流圖………25 圖 4.5 DFN/QFN 現況價值流圖資料分析圖………26 圖 4.6 DFN/QFN 未來價值流圖………27 圖 4.7 後段封裝製程產品流程及產線佈局圖………28 圖 4.8 DFN/QFN 現況價值流圖繪製………29 圖 4.9 DFN/QFN 未來價值流圖………31 圖 4.10 雷射正印製程價值流圖分析………35
表目錄
表2.1 七大浪費與內容 ………10 表4.1 MK 製程改善專案表………36
第一章 緒論
台灣擁有全球最完整的半導體產業聚落及專業分工,可以說是台灣最重要的 產業之一,而位於產業鏈下游的封裝測試產業,目前穩坐全球之冠,但面對各國 的競爭者,如何在生產及品質管理上維持一定優勢,必需要不斷地突破,本研究 以精實管理製程改善的分析工具「價值流圖」(Value Stream Mapping,簡稱 VSM) 為基礎,針對半導體封裝測試中的製程應用進行創新的探討,期許能找到一個努 力的方向。
第一節 研究背景與動機
精實生產(Lean Production)是 1990 年代初,美國麻省理工學院教授 James P. Womack 等專家通過「國際汽車計劃(IMVP)」對全世界 17 個國家 90 多個汽車製 造廠的調查和對比分析,認為日本豐田汽車公司的生產方式是最適用於現代製造 企業的一種生產組織管理方式(改變世界的機器(The Machine That Changed the World) 1990)。精實管理這個高效率的流程管理思想,也並不侷限於汽車製造行 業,可以應用在各行各業中的人員管理、材料管理、機械管理、製程控制等等, 在許多實業中也的確發揮顯著的管理能量。如楊大和,謝瓊嬉 (2008)在「電子業 向汽車業取經--精實生產在 TFT-LCD 產業成功的應用」及徐秉裕、王慧瑜 (2015) 在「精實門診化療流程以提升照護品質」等文獻中分別在 TFT-LCD 及門診醫療 方面有傑出應用。 精實管理中的重要工具之一「價值流圖」,是1980 年代,由豐田公司的首 席工程師Taiichi Ohno 與 sensei Shigeo Shingo 率先運用去除生產浪費的方法來 獲取競爭優勢,自此價值流圖成為豐田精實製造生產系統框架下的一種用來描 述物流和信息流的形象化工具。「價值流圖」的運用可以將流程視覺化,進而精 準的幫助企業理解和精簡生產流程,而且不是單純提高產品質量,而是真正地
提高生產效率。 (資料來源:MBA 智庫百科之價值流分析) 易良翰 (2009)在 「應用精實價值流分析於IC 封裝廠生產力提升之探討」及朱峻杰 (2011)在「應 用價值流分析改善半導體封裝製程之研究-以Flip Chip 為例」的論文中均以價 值流分析方法對半導體製程提出良好的改善。 中國電子產業自2000 年以來,可以說是傾國家力量全力推動,台灣半導體 封裝產業面對中國大陸強大的競爭壓力,尤其是目前相當成熟的記憶體產品,形 勢更是險峻,因為半導體封裝製程及設備並無特別高的門檻,競爭對手只要有充 裕的資金投入設備及人力,即可開發生產,而新一代的設備還可以提供更高的精 度及效能,故台灣廠商面對這個險惡的局勢,除了要維持製程技術上的品質優勢 外,也必須在生產管理的競爭力上有所提升。 學生所服務的公司單位,主力產品就是瀕臨紅海的記憶體產品,有鑑於此, 製程成本的降低、良率的提昇及製程問題的改進,已是實務工作上最重要的課題。 在研究精實生產管理的理論及若干案例後,發覺精實生產之「價值流圖分析」, 正是達成上述課題的絶佳工具,可以有效地應用在半導體封裝製程管理的改善, 但是發表應用研究的先進大多為工業工程背景的管理者,著重的多是生產效益上 的提昇,而製程工程人員大多不熟悉此一工具,也不知道如何應用在製程管理。 故本研究希望由精實生產管理的價值流圖分析入手,協助製程工程人員能認 識此一工具,進而更有效率地應用,學習將製程細分,掌握當站製程的價值所在, 迅速地找出問題點,汲取精實管理之流程解析觀念及去除浪費的精義,針對特定 製程的改善、降低成本及不良缺點分析,幫助製程人員建立思考邏輯,更有效地 進行製程改良。
第二節 研究目的
半導體封裝工程應用之問題改善分析工具傳統上有腦力激盪、柏拉圖、魚骨 圖、5W2H1E (What, Who, Where, When, Why, How, How much, Effect)、故障樹分 析(Fault Tree Analysis,FTA)等等,許多有經驗的工程人員也有傑出的應用,但面 對複雜的製程及潛伏性的問題,往往因為無法掌握所有的細節而不易找出方向。 故正是因為這些分析工具尚有許多缺點,本研究由價值流圖分析方法獲得啓 發,針對單一製程站點及上下站點之關聯及對應關係,研究細部之流程作業拆解, 正好可以彌補上述工具的不足,提供製程工程人員一個完整而詳細的製程分析圖, 不會遺漏潛藏的問題點,持續發掘出可以改進的空間。 本文之研究對於半導體封裝製程管理走向精實管理、並採納價值流圖分析的 好處是,傳統的封裝製程是採用批次作業,產品以晶圓(Wafer)為經濟批量,單一 站點完成後再流向下一個站點,以一流程工單(記載各站點相關生產資料,有些公 司稱為路單)作為各站點管理依據,這在有限的機台產能(各製程間之差異很大)限 制下,在生產調配上具有最佳的成本效益;但是會有許多等待的時間浪費,如產 品材料各站點遷入及移出(move-in/out)、上下機台及批次移動的時間消耗,另產 品在製品(WIP)儲放及材料選用匹配之問題,採用精實管理之價值流分析可以協 助製程人員更了解製程中產品、材料及資訊的流動,更容易地分析及減少製程中 的浪費,進而達到精簡改善製程的目的。 茲將本研究主題欲達成之目的整理如下: 1. 半導體產品生產流程簡化 2. 半導體製程問題解析 3. 產出製程人員必備的工程技能
第三節 研究流程
本研究針對案例公司半導體封裝之後段製程,分別在某一特定產品及某單一 製程站點,考慮前後站點相對應之價值流模型,引導工程師產出各種需求之改善 方案。研究流程如下圖1.1: 圖1.1 研究流程圖 (應用於本研究之個案公司)第二章 文獻探討
本章將針對價值流圖的相關文獻進行整理及探討,首先是流程改善方面的實 務應用研究,接著說明文獻研究帶來的啟發及本研究創新的應用方式。第一節 價值流圖在流程改善方面的應用研究
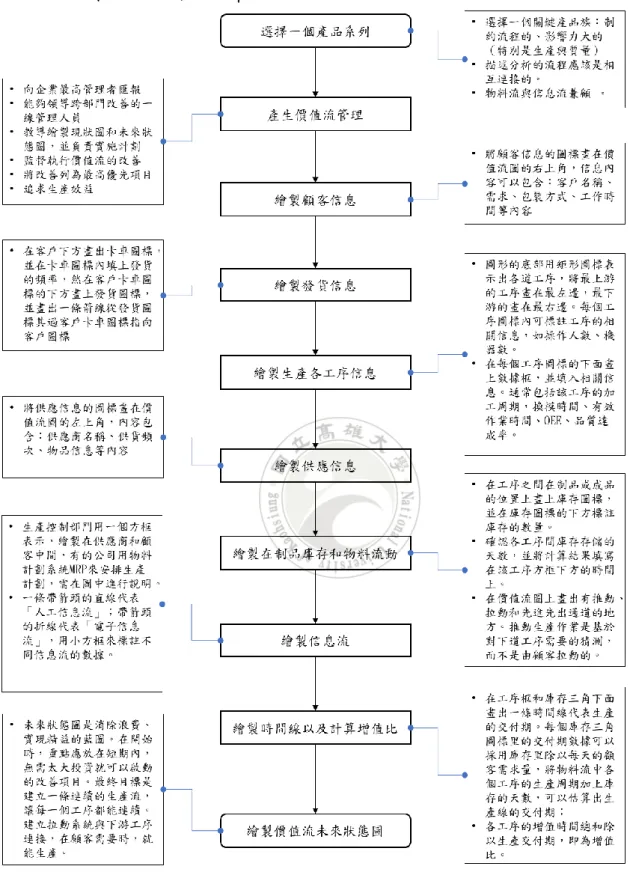
2.1.1 價值流圖的用途 價值流圖是指在完成一項產品或服務的流程中,由起點(原料)到終點(成品) 所涵蓋的所有工作步驟(活動)。有別於一般的流程圖的單純物流,價值流圖是物 流及資訊流的形象化工具,可以幫助管理人員、工程師、生產製造人員、流程規 劃人員,乃至於供應商以及顧客達到以下應用: A. 掌握了解流程的現有狀態並達成共同認知 B. 發掘作業流程中隱藏的浪費與問題 C. 產出流程改善的必要變革項目 D. 採取必要措施以確保改善效果 (資料來源:陳起(2004)) 2.1.2 標準價值流圖架構 參見下圖2.1 之標註,分別說明價值流圖架構各部份代表意義 A. 標繪有關客戶與供應者的相關事項 流程的輸出與客戶 客戶所需的數量、品質要求與交付方式 流程的輸入與供應者 供應者所提供的產品數量、品質狀況與交付方式 B. 主要的作業流程順序與步驟 C. 價值流圖的作業的流動性 資訊流 使用的科技(工具、設備、表單等) 流程績效指標 D. 計算整體的作業時間(P/T)、前置時間(L/T)、準確達成率(%C/A) (如有其他指標,可依其特性作計算) 粗步介紹了價值流圖架構後,在下一章以流程圖方式說明如何繪製標準的價 值流圖。 圖2.1 標準價值流圖架構 (資料來源:陳起 (2004) 本研究整理)
D
C
B
A
2.1.3 標準價值流圖繪製步驟
上圖主要整理自上海博革企業管理咨詢之網路發表文章,即使是初學者也可按步 就班完成價值流圖繪製(https://kknews.cc/zh-tw/news/39zj9n8.html)
2.1.4 價值流圖分析及改善步驟
在了解了價值流圖的結構及繪製步驟後,接著說明在生產改善上的應用程序, 茲整理如下,並在後續章節由評估現有狀態開始一一說明:
2.1.5 評估價值流圖之現有狀態:
運用下述精實系統工具對現狀價值流程圖各環節進行評估及分析,找出問題 點,設定改善目標;所需之工具及方法論,亦分述於如下
A. 精實理念(Lean Thinking)的五個原則﹕
Womack & Jones「精實革命」(鐘漢清 (2004)譯)一書中,將精實生產的概念 推演到精實企業的概念,並以五個簡單原則作為導入精實生產的關鍵成功因素: 1. 價值(Value):以顧客的立場,在客戶願意付予的價格水準下,在最適當的時 間內提供產品及服務 2. 價值流(Value stream):生產產品或是提供服務的一連串的步驟,包含對客戶 是有價值或是沒有價值的活動 3. 流動(Flow):減少各個步驟間的等候時間與庫存量,讓創造價值的工程能緊 密連接,讓產品或是服務能夠順利送到客戶 4. 拉動(Pull):由下游向上游工程提出生產需求,避免生產過多的庫存堆積 5. 完美(Perfect):依照客戶定義的價值,追求完善沒有浪費
B. TPS(Toyota Production System)的基本思維-徹底消除浪費:
TPS 是精實生產系統中的精髓,活動目的是讓最佳品質的產品,在必要的時 候,將必要的材料,依必要的量,經濟的、即時地生產,並提供給後工程。這樣 的生產方式可以將製造成本降到最少、並提高經營績效,這也適於各行各業的生 產及服務活動。(資料來源:大野義男,江瑞坤 (2015)) TPS 在製造現場所追求的基本理念,有以下五點: 1. 重視「降低成本」 透過徹底的降低成本來創造獲利,而非提高售價 2. 透過「製物的方法」來改變製造成本 強調生產線流動的控制來達到生產最佳化的目的 3. 徹底排除「浪費」
生產間的浪費會增加成本,可分為看得見的與看不見的浪費,其中 看不見的「多做的浪費」更是頭號犯人(七大浪費詳見下表 2.1) 4. 追求「真正的效率」 以更低的價格(製造成本)提供優良的商品,注重的是可動率(設備開 動時間÷應開動時間),而非生產效率及稼動率(稼動時間÷負荷時間) 5. 品質100%是良品 品質是生產線最重要的關鍵,必須最做到「讓異常迅速顯現」及「發 生異常時立即停止生產線」的要求 上述1~4 項即是產生了「及時化生產」的概念,第 5 項則是產生了「自働化」 的概念,是TPS 活動的兩大支柱,這也是本研究在後續論述中的主要工具。上述 第 3 項所謂的「浪費」,就是不會貢獻「附加價值」的一切動作與時間,在製程 中往往就是必要改善的重點,也是本文價值流圖分析的要項,其中七大浪費及內 容如下: 表 2.1 七大浪費與內容
C. 對現狀價值流圖的分析檢點方法 對於精實理念及 TPS 活動的內容有了一定程度的了解之後,我們可以按照整 理的下列提問對現況價值流圖進行檢點及找出可以改善的節點: 1. 哪裡可以按節拍時間(Take Time),平衡周期時間? (註:豐田製造系統秉持只在需要的時候提供所需數量的產品﹐因此它對製 造單位的標準時間有不同於一般週期時間的定義﹐節拍時間會因為客戶的需 求量不同而隨之變更。根據客戶的需求量﹐除以工作時間﹐所得者就是節拍 時間!) 2. 哪裡可以通過物流及資訊流連接流程? 3. 哪裡必須使用看板來保持流動? (註:半導體封裝產業很少使用看板管理,而是透資訊管理系統(MES)提供類 似看板管理的功能) 4. 我們將按什麼方式拉動,補充或連續? 5. 流程中哪一點作為生產排程點和釋放訂單? 6. 用什麼方式均衡產品品種和數量 (均衡化)? 7. 哪裡可以建立品質內置,而不是靠檢驗? (註:半導體封裝製程上導入許多 AOI(自動視覺檢驗)功能,即是此一要求的 體現) 8. 哪些流程有損失(產能低,不靈活,或失效)需要改進? 9. 哪裡可以建立標準作業? 10. 哪些流程或產品需要重新設計來到達理想狀態
2.1.6 繪製改善後價值流圖之未來狀態 在依上述之各項工具應用,深入剖析了現況價值流圖後,則可依穩定、標準 化和簡化的三點原則,系統化地繪製未來狀態 繪製未來價值流圖的過程中,則是不斷地檢視符合下列重點: A. 需求:了解客戶對您的產品的需求,包括質量特徵、交付期和價格 B. 流動:在您的整個工廠實施連續流生產,以使內部客戶和外部客戶都可以 在合適的時間得到合適數量的合格產品 C. 均衡:均衡地分配工作的數量和種類,以減少庫存和在制品,並能夠滿足 客戶較小訂單的需求
另在「學習與觀察」(Learning to See, Mike Rother & John Shook (2006))一書所 提出的繪製精實價值流七大關鍵準則,也是用來繪製未來理想狀況圖的常用依據。 七大準則分別為: 1. 決定節拍時間 (Takt Time),讓生產與銷售節拍同步,以顧客的需求來決定 生產速度 2. 在能流動的地方盡量流動,消除工程中產品的等待與停留時間的浪費,及 非 連續生產所造成之浪費 3. 利用超市(Supermarket)以拉動系統來控制上游工程,以下游工程需求決定 上游生產計畫(註:超市拉動系統中,每個工序都有一個庫存超市來存放它 製造的產品,每個工序只需要補足從它的庫存超市中取走的產品) 4. 選擇基準節拍工程 (Pacemaker process),讓生產計畫下達到基準節拍工程 5. 平準化生產 (Leveling Production),在固定的時間,平均生產不同產品組合 與數量,用較少的庫存與前置時間,對不同的客戶需求做出反應 6. 對基準節拍工程產生啟動拉力,建立穩定與平準的生產節拍 7. 在基準節拍工程上游的製程工程,建立「每日可製造所有種類零件」(Every
2.1.7 提出價值流圖之改善規劃 建立了理想的未來價值流後,建構改善專案或活動的思路如下: 1. 整體改進而不是局部優化(並不是不需局部優化,而是要考量製程整體的 平衡) 2. 觀察並了解物流與信息流 3. 為達成「未來狀態」而建立各種活動 4. 讓顧客拉動,將顧客滿意視為生產目標 5. 消除浪費的步驟,使剩下的步驟流動 A. 消除過量生產 B. 降低換線時間 C. 小批量運行 (拉動生產 & 看板) D. 按節拍時間生產 E. 建立持續流動 (拉動生產) F. 改進設備正常運行時間 G. 在無法實現持續流動的地方使用超級市場的概念,提供製程多樣的替代 選擇方案 H. 在每一下游流程設立訂單的生產排程點 I. 按品種和數量均衡生產(拉動生產&看板) 6. 按照理想狀態改進價值流 後續章節舉兩經典案例,印證上述整理之應用方法
第二節
文獻案例研究
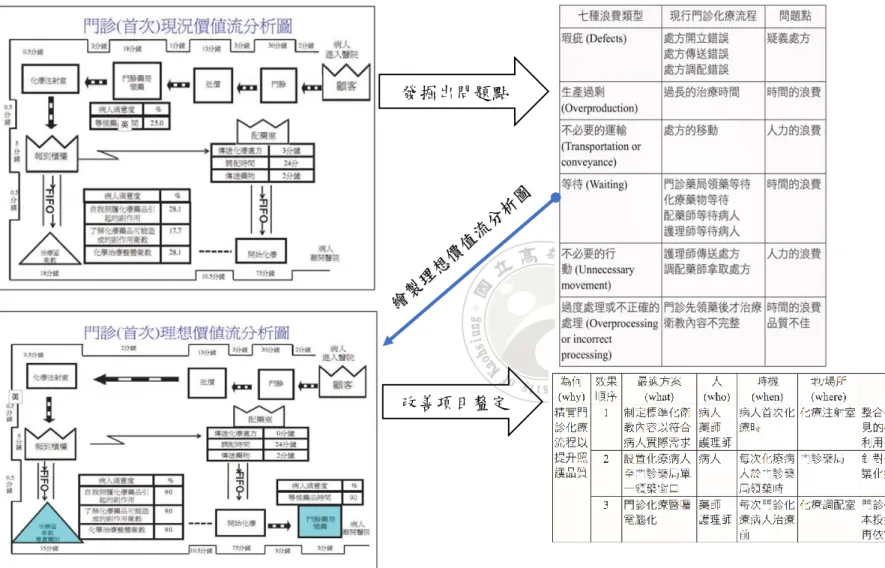
A. 精實門診化療流程以提升照護品質 (徐秉裕、王慧瑜奇(2015)) 1. 本案例之分析流程: 門診現況價值流圖分析七大浪費分析問題點理想價值流圖繪製改善項 目釐定對策實施與檢討 (整理如圖 2.4) 本案例針對首次化療的病人會接受所謂首次治療前的衛教,由於首次化療的 病人對於所接受的療程包括治療組合、藥物、藥物引起的副作用處置都不甚了解, 目前必須透過注射室護理人員給予病人治療前的初步衛教。所以針對門診首次接 受化學治療的病人,施以藥事照護服務的將門診化療流程,透過價值流圖分析, 找出可供改善的項目,並在小組合作下產出了有效的對策。 2. 對策實施與檢討 一、制定標準化衛教內容以符合病人實際需求 二、設置化療病人至門診藥局專一領藥窗口 三、門診化療醫囑電腦化 3. 改善結果: 一、精實流程之建立縮短病人之候藥時間。平均候藥時間由 18 分鐘降低為 1.5 分鐘 二、 化療後副作用發生之認知與自我照護教育制定標準化、客製化之衛教流 程與內容,病人對於整體衛教滿意度還是達 90%以上發掘出問題點
改善項目釐定
圖2.4 文獻 B 精實門診化療流程價值流圖分析及改善步驟
B. 應用精實價值溪流分析於 IC 封裝業之探討 (楊大和、易良翰、鄭元 婷、王馨儀 (2008)) 本文獻透過應用價值溪流分析改善手法在 IC 封裝業,於繪製價值流現 況圖與未來理想狀態圖過程中,以整體價值流觀點,找出個案公司之價值流 浪費之關鍵點,並藉由導入精實相關概念,尋求改善機會。依照本研究之結 果,確實可以找到價值流浪費之關鍵處,並提供改善計畫及預期改善結果, 給予個案公司進行改善。 圖 2.5 文獻 B 個案公司現況價值流圖 本文獻繪製未來理想狀態圖時,是依照繪製精實價值流七大關鍵準則(見 2.1.6 ),繪製個案公司之未來理想狀態圖。 茲說明如下: 1. 計算節拍時間:基準節拍為 453 秒,也就是代表為了滿足客戶的需 求,每 453 秒需要產生一子批的 IC。 2. 找出可以建立連續流動的單元工程:利用作業改善及改善工廠佈置, 將正印、成形去框、外觀檢查及包裝四站,組合成一個工程方塊,
3. 使用超級市場建立拉動系統:在外觀檢驗站建立超級市場,並利用 看板系統導入拉式系統,減少等待子批集結的前置時間。 4. 建立材料超級市場及看板系統,形成拉式生產,避免將材料堆積在 生產線線邊倉,形成浪費。 圖 2.6 文獻 B 個案公司未來價值流圖 透過上述工程改善專案,預期其改善成果,預計可將原物料前置時間由 16 天改善為 7.5 天。生產前置時間由 17.2 降低為 7.9 天,約有 51%的改善。 操作員人數因設立單元操作及訓練多能工方式,可節省2 人,有 11%的改善。 本研究案例以精實手法中的價值溪流分析方式,展示了其實用性,的確 可以引導 IC 封裝業進行改善,朝向精實企業的理想邁進。
第三節
傳統價值流圖文獻研究的啟發
1996 年 Womack 與 Jones 發表了精實系統(Lean Thinking)的概念,其 中「精」指精神上追求全面品管,止於至善;「實」表示消除各種浪費,創造 真實價值及財富;「系統」則是追求全體上、下游價值流,並協力在生產、研 發、商業交易處理、服務上,能創造該產品的共榮、互利之整體活動。(鍾漢 清 (2004)) 自此之後許許多多有關價值流圖分析的文獻研究,不斷地賦予精實系統 成功的績效改善實例,這些案例想必也為業者帶來非凡的實質利益,也讓精 實系統在管理理論上樹立偉大的典範。 不過大多的文獻研究都是局限於產品生產管理系統流程,以生產管理的 角度,站在顧客需求的立場,進行整體的價值流改善,絶大部份最終的成果 是cycle time 的降低,來達到成本改善及顧客滿意的目的。 本研究在演練的過程中,深深地為「價值流圖分析」的潛力而讚嘆,它 可以做到比其他分析工具做出更細膩的製程分析,在生產管理人員無計可施 的時候,製程工程人員仍可產出更進一步的改善點,這是専業的製程工程人 員不能錯過的應用及體驗,故在將在後續章節持續作進一步的探討。
第三章 研究方法
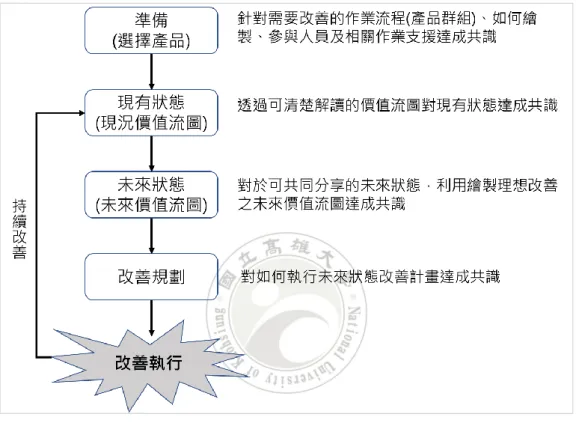
茲將本研究之通用之「分析工作模式」繪成循環模式及應用在「單一製 程之細部價值流圖分析運作模式」分別說明於如下章節:第一節 研究架構
3.1.1 本研究之分析工作模式 1. 選擇改善目標:選定最需要改善的產品 2. 繪製價值流圖:以價值流圖分析及進行改善,讓團隊熟悉這項工具 圖3.1 價值流圖分析工作模式 (本研究整理之模式)3. 分析製程上的價值及浪費:依第二章文獻研究整理之七大浪費及 TPS 工具做出詳細分析 4. 找出價值流圖中值得關注的重點:找出各細節中的問題點及改善方向 5. 建立及執行改善專案:成立改善小組進行改善行動 最後專案完成後,要求回饋到產品製程及更新價值流圖 上述之工作模式乃是由研讀的若干文獻中得到的通用性模式,或許寫 法有稍微不同,但不斷地持續改善的理念是一致的。(參見圖 2.3 價值流圖 分析及改善步驟) 建立此工作模式的主要目的是作為學生服務單位之工程師之工程技能 訓練之用,協助工程師把握解決問題及製程改善的邏輯,配合第二章文獻 研究所得之精實生產系統工具,成為一套實用的訓練課程。 下一章節則是建立單一製程之細部分析模式,此為本研究之創新模 式,用來教導工程師如何作個人負責之局部製程之改善及問題分析。
Output achievement(Project): 1.Automation 2.Process simplification 3.Manpower/loading reduction 4.Efficiency/effectiveness improvement 5.Foolproof 6.Cost reduction
第二節 單一製程之細部價值流圖分析運作模式
圖3.2 單一製程之細部價值流圖分析運作模式 (本研究整理之模式)如圖 3.2 所示,考慮點不只是製程本身(Process-X),還要將上游(Input) 及下游(Output)的各個細項動作及需求分解: A. 承接精實系統概念,從系統角度進行分析 - 所有動作及需求均要作細項拆解到最小單元 - 節拍時間(Take time)也應拆解到最小單元 - 若為效率之考量,產線佈局(Layout)也應加入 B. 聚焦於上下游製程需求,重點在於效率及效能 C. 產品傳送連結資訊流與工作流及物流 - 人、機、物、料、法圴可加入流動(Flow)之資訊流分析 - 人員之負荷也為流動(Flow)資訊流之一部份 - 其他,如 SPC(統計製程管制系統)、良率、客戶之特殊要求等 等均可擴充為資訊流的一部份,發揮創意 D. 記錄效率與品質的狀況 E. 凸顯價值浪費的問題點 - 無價值的降低或去除 - 有價值的適度發揮及加強 F. 重新調整(減少或變更)工作流程以符合特定需求,並對改善目標 達成共同認知 此一模式之邏輯訓練教育學員,不要受限教材顯示之樣版,為了不放過 任何改善的空間,應該將任何有影響的不論是具流動性或是無流動性的因子 都加入分析圖之中,對資料素材的擴充性没有任何限制,而價值流圖也不一 定要有固定格式,我們可以在第四章的案例中看到傳統及創新的價值流圖應 用。
第四章
個案探討
以下案例均為學生服務之單位實際工作內容之研究,若干數據牽涉到公 司生產機密者均隠去不明列,但並不影響個案探討欲表達之理念。第一節 案例(一) 價值流圖分析傳統作法
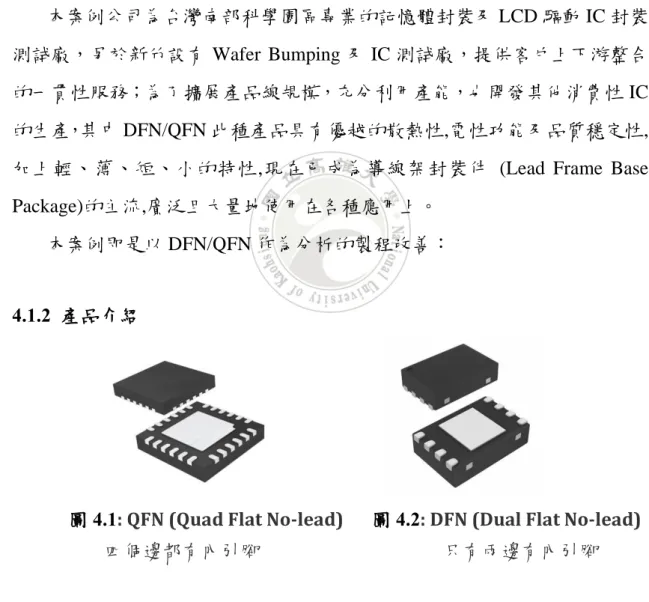
4.1.1 個案公司背景說明 本案例公司為台灣南部科學園區專業的記憶體封裝及 LCD 驅動 IC 封裝 測試廠,另於新竹設有 Wafer Bumping 及 IC 測試廠,提供客戶上下游整合 的一貫性服務;為了擴展產品線規模,充分利用產能,也開發其他消費性 IC 的生產,其中 DFN/QFN 此種產品具有優越的散熱性,電性功能及品質穩定性, 加上輕、薄、短、小的特性,現在已成為導線架封裝件 (Lead Frame Base Package)的主流,廣泛且大量地使用在各種應用上。本案例即是以 DFN/QFN 作為分析的製程改善:
4.1.2 產品介紹
圖4.1: QFN (Quad Flat No-lead) 圖4.2: DFN (Dual Flat No-lead)
四個邊都有內引腳 只有兩邊有內引腳
此類型產品尺寸小且無特別需要信賴性加溫測試,故目前均以整合性機 台作業,將功能測試、外觀檢測及成品捲帶包裝合而為一,加速生產速度及 降低成本。
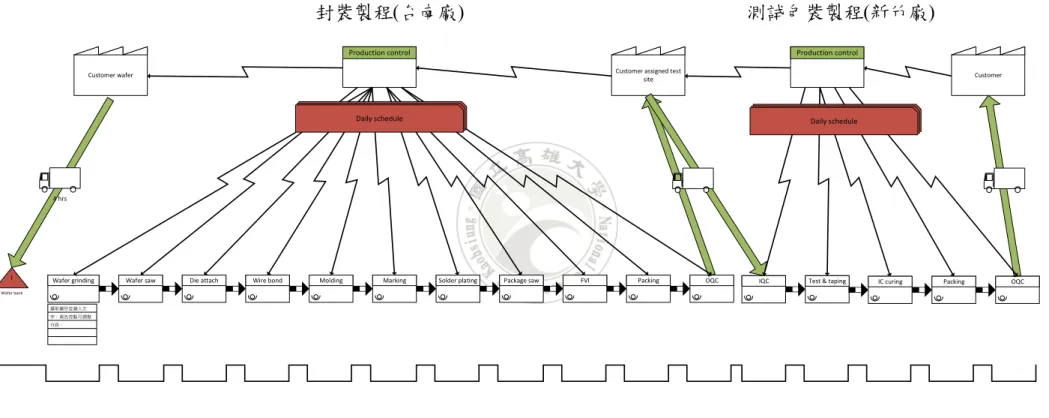
4.1.3 產品製程介紹 封裝製程(台南封裝廠) 測試包裝製程(新竹測試廠) 圖 4.3 DFN/QFN 產品製程介紹 目前的接單作業模式為南科完成封裝,再送到新竹測試及最後之包裝或 是直接出貨給客戶端,由其自行選擇測試包裝廠。由上圖可以明顯看出,封 裝製程遠比測試包裝長而且複雜。測試包裝製程中,除了 IC 檢測及包裝之 整合性機台外,其他製程均可在台南封裝廠完成。 整合性機台
4.1.4 評估價值流圖之現有狀態
依據上述之製程,將整個產品價值流圖繪製如下
封裝製程(台南廠) 測試包裝製程(新竹廠)
Wafer grinding Wafer saw Die attach Wire bond Molding Marking Solder plating Package saw FVI Packing OQC Customer wafer
Production control
Customer assigned test site I Wafer bank 4 hrs Daily schedule 選取圖形並鍵入文 字。黃色控點可調整 行距。 IQC Production control
Test & taping IC curing Packing OQC Customer
Daily schedule
封裝製程(台南廠) 測試包裝製程(新竹廠)
4.1.5 蒐集及分析資料
Wafer grinding Wafer saw Die attach Wire bond Molding Marking Solder plating Package saw FVI Packing OQC Customer wafer
Production control
Customer assigned test site I Wafer bank 4 hrs Daily schedule 選取圖形並鍵入文 字。黃色控點可調整 行距。 IQC Production control
Test & taping IC curing Packing OQC Customer Daily schedule 圖4.5 DFN/QFN 現況價值流圖資料分析圖 - 兩段製程需由各自生管單位分別發包管理 - 多餘的運送過程及時間浪費 - 重複的檢驗製程(封裝的外觀檢驗與測試的入料檢驗) - 重複的包裝製程及包材浪費(封裝的出貨包裝) 圖案表示為浪費點的探討: (本案例之浪費屬於典型的多做/等待/搬 運及庫存的浪費,參考表2.1 七大浪費)
封裝及測試包裝製程合併 (台南廠)
4.1.6 繪製改善後價值流圖之未來狀態
Wafer grinding Wafer saw Die attach Wire bond Molding Marking Solder plating Package saw Customer wafer Production control Customer I Wafer bank 4 hrs Daily schedule 選取圖形並鍵入文 字。黃色控點可調整 行距。
Test & taping IC curing Packing
改善效益評估: 圖4.6 DFN/QFN 未來價值流圖 A. 由兩廠分段製程,節省為單廠一段製程,只需由封裝生管單位發包管理 B. 去除多餘的運送過程及時間浪費,可節省 0.5~1 天的 cycle time C. 去除重複的檢驗製程,可節省 0.5~1 天的 cycle time D. 去除重複的包裝製程及包材浪費,可節省 0.5 天的 cycle time E. 當產品品質發生疑慮時,封裝人員可以直接處理,節省人力及時間,提高客戶服務品質及滿意度
第二節 案例(二) 價值流圖分析活用變化作法
承接上節,再以DFN/QFN 產品為分析標的,期望由後段製程(見圖 4.3,模壓至包裝)中生產時間的浪費找出改善點,但 是單純由流程圖不易看出問題點,故此章節之價值流圖會加上不同樓層間產線佈局(Layout)的分析
4.2.1 後段封裝局部製程改善背景說明:
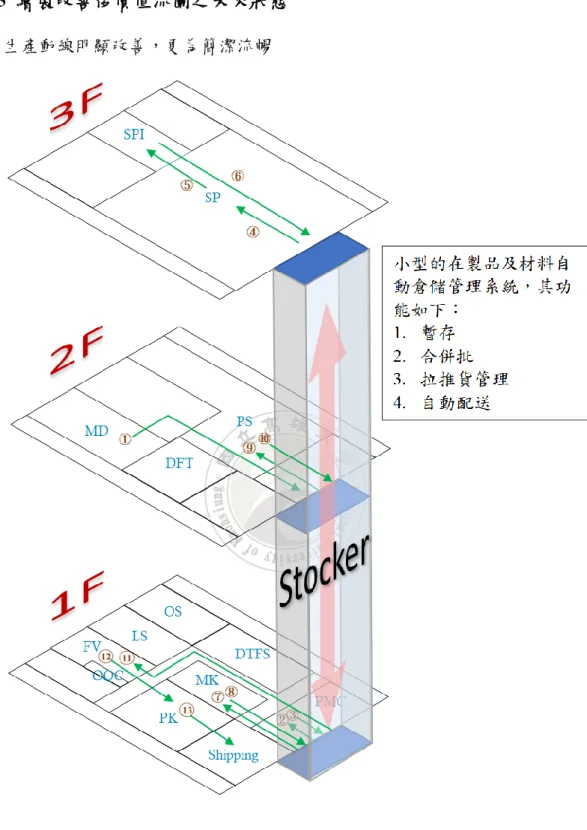
4.2.2 評估價值流圖之現有狀態 本節價值流圖以 3D 立體方式呈現物流,綠色箭頭線表物流方向,標註 數字為動線順序,動線順序之2, 5, 9, 12, 15 為在樓層間的移動,而此案例也 教育工程人員不要侷限於傳統之價值流圖畫法,在軟體工具的進步及輔助之 下工程人員可以有更創新的製圖方法。 圖4.8 DFN/QFN 現況價值流圖
4.2.3 蒐集及分析資料 由圖4.8 之價值流立體圖,呈現出生產製程管理上的問題點: A. 分析本案例之產品物流共有 18 道的傳送,其中上下樓層總計 5 次 B. 上下樓層以送貨台車經由電梯運送,每台車最多可運送 4 個子批,此外 尚有等待電梯的時間浪費 C. 每樓層配置收發料作人員:1F / 2F 各需 3 員,3F 需 2 員,合計 8 員 D. 由於是批次作業,樓層間的運送造成製程上的等待,阻礙了生產的連續 性,大大降低了產線的效率 4.2.4 自動化改善專案 此案例為精實生產系統中典型之區域佈局不合理之流動,理論上應該分 析流動性不合理處,重新調整產線佈局,但是由於本案例公司之設備及站點 佈局乃是所有產品線共用,無法為了某一類型產品而大改,故如何縮短樓層 間搬動的時間成為最大的重點。 在不牽動產線佈局的前題下,自動化搬運成為了最佳的選擇,為了增加 產品在樓層間的流動性及人力節省,自動化部門提出建立 1~3F 間的傳送及 自動倉儲系統「Stocker」(見圖 4.9)的建議,需轉移樓層的在製品均送入 Stocker,由倉儲系統負責配送,其預期改善如下: A. 人力由每班收發料人力 8 員(3(1F)+3(2F)+2(3F))減少到 3 員(1+1+1) B. 快速的傳送速度增加了運送效率 30~40% (除了產品批次整併的時間外, 原由電梯搬運,尚有等待電梯的時間浪費) C. 樓層間運送意外(如掉料)造成之損失風險降低 D. 節省了樓層間運送需高單價的氣密式台車(搬運路線為開放空間,為防 止粉塵污染,搬運台車需要求密閉設計)
4.2.5 繪製改善後價值流圖之未來狀態
生產動線明顯改善,更為簡潔流暢
4.2.6 後續改善專案 在完成自動倉儲系統後,計劃將自動倉儲系統與MES(製造電子系統)連 線配合自動收發料配送,再進一步改善每一樓層的效率 A. 建構無人搬運車(AGV)及空中單軌無人搬送系統(OHT)系統更加快 傳送及配料速度增加了生產效率20~30% B. 人工上料錯誤及掉料問題降到零 C. 達成即時在製品管理 D. 結合 MES 導入拉推貨生產管理系統 E. 人力由每班 3 員減少到 0 員
第三節 案例(三) 價值流圖分析創新作法及工程分析應用
本案例在說明各單一或局部站點如何應價值流圖分析,不受限於價值流 圖格式,依各站點之工程專業,將所需之資訊儘可能地加入與流程配合分析, 此外除了製程觀點,也將設備工程、製造產線及品管人員的動作加入,以達 到整體考量的目的。 本案例以雷射正印站為例,這是一個在封裝製程中既簡單又不可缺少的 製程,可以讓大家比較容易理解本研究想要表達的理念。 4.3.1 雷射正印站點製程問題背景說明 雷射正印站(Laser Marking)是以雷射在 IC 正面打上印字內容,是客戶對 品質滿意度最直接的項目之一,完全不容出錯,也没辨法重工,防範措施必 需非常嚴謹,完成打印後,要耗費人工及時間檢驗,但仍是有零星異常發生 (如缺畫、斷字、印字不明顯等),故製程改善重點除了成本及人力節省外, 尚需考慮系統防呆,這也是精實系統兩大支柱中除了「準時化JIT」 (Just In Time)生產外,最重要的「自働化」(Autonomation)觀念,產線人員與機械設 備的有機配合行為,生產線產生問題時設備要能自動停機,並有警示顯示, 將人員的勞動變成有價值的「自働化」,而非單純的取代人力的設備自動化 (Automation)。4.3.2 評估價值流圖之現有狀態
如下圖4.10 所示,除了主流程之外,我們加上了產線上所有的可用資料, 目的在期望能做出整體分析,而不是只有製程人員的觀點。(除本案例所列之外, 尚可依實際需求加上更多的資料,如客戶要求、材料特殊要求等等)
本案例分析邏輯如下:
1. 以主流程 Main process flow 為基礎,逐一繪出資訊流、產線佈局及設備配 置、物流、工程師負荷、產線負荷、品管檢驗動作、節拍時間及異常處理 資料 2. 由主流程之 Input,逐一垂直方向檢視,在 Input 階段研判有何值得改善之 處,亦即為動作之價值及浪費的評鑑, 接著以一樣地邏輯往流程 MK 及 Output,逐一垂直方向檢視。 3. 各動作分析後,有機會改善之處,框選及標上數字標註區分,再相互檢視 其他動作與此點之關聯性,若有相關動作點則框選並以虛線連結。 4. 依標註動作連結之資料群組,工程人員可以使用精實生產的原則或其他分 析工具,或組成改善小組進行腦力激盪,進而產出改善專案。 以本案例,舉改善專案-5 為例(見表 4.1),作為上述之分析邏輯之說明: 1. 在檢視過程中,「MK AOI」(雷射正印內容自動視覺檢查)是最新機台附加 功能,是一個有價值的動作,值得分析。 2. 工程師特別框選及標註為專案-5,接續檢視其他動作發現,在工程師負荷 方面對於不良率及設備率(Defect rate / Equipment rate)有很大幫助,但在產 線負荷方面多了一個產品移出(Move-out)的延遲及複判時間,在品管檢驗 動作方面,應該是可以節省下來,至於異常處理方面,大部份的雷射正印 異常均可由AOI 攔阻;將這幾個關聯點以虛線連接成為專案-5 之群組。 3. 專案-5 在小組成員討論下,建立自動雷射對位軟體加強功能,成功降低工 程師負荷、提昇良率及設備率、自動產品移出、取消品管抽檢,最終將雷 射正印偏移不良率降至10 PPM 以下。
Information flow Information
flow 1.Move-in
1.Scan sub-lot no 2.MK program auto-downloading 3.2D barcode mapping data in -> out 4.Loading MK data
5.Start mark -> End mark
1.Move-out
Main process flow Process In p u t MK O u tp u t
Location and M/C Location +
M/C
Material flow Material flow 1.點料2.料盒轉換
1.Orientation foolproof 2.Laser marking by sub-lot 3.Clean laser powder
1.點料 2.人工檢驗
Engineer loading PE/EE EIM preparation
Laser depth measurement program
Cycle time AOI program Inspection tooling preparation MK program Change over
Shift Defect rate Equipment rate MFG loading MFG 1.點料 機台操作 1.點料 2.料盒轉換 2.人工檢驗 3.Move-in 3.手動清潔 4.Move-out QC gating QC 抽檢
Take time Take time
Abnormality handling Press damage
Shifted mark Broken letters 2DID fail PNR +LY+RMA case
收發區 P LoaderMK MK m/c cleaningmodule Un-loaderMK 檢驗桌
MK 台車搬運 台車搬運 PC Laser Depth measurement SBT/LF warpage issue SBT/LF warpage issue 人工搬運 人工搬運 Pre-cleaning module MD flash residue 1 3 4 5
Auto position correction & adjustmen
6 2 圖4.10 雷射正印製程價值流圖分析 主流程 資訊流 產線佈局及 設備配置 物流 工程師負荷 產線負荷 品管檢驗動作 節拍時間 異常處理
4.3.3 雷射正印製程改善專案 如下表 4.1 所示,在流程分析中,找出人、機、物、料、法的浪費,以 自働化的觀念改進目前之缺點。 (改善專案詳細內容隱去,只保留分類及專案名稱,以保障案例公司之智 慧財產,希望仍可以表現出改善的邏輯) 表4.1 MK 製程改善專案表
4.3.4 價值流圖應用在製程改善及工程分析的優點 本案例的最終目的不是去產生未來價值流圖,而是強調分析的工作模式及 邏輯性,茲將本案例之實際價值流圖應用方面的優點整如下,也作為本研究 的成果: 1. 整體性: 不單只考量單一點動作,尚能顧及上下製程的輸出入需求及品質要求 2. 邏輯性: 系統化的邏輯性思考模式建立,在明確的價值流程圖下,可以按部就班地 由人、機、料、法,快速切入重點 3. 細緻性: 只要時間許可,製程中的動作可以一再地細分,直到問題點或是待加強的 點被凸顯出來 4. 擴充性: 除了基本的物流及資訊流之外,可以根據各製程人員專業的知識及特殊需 求,加上專屬的項目;如本案例之工程師負荷、產線負荷、品管檢驗動作及 異常處理動作等等,均是小組成員在此一案例建議加入,而且也成功獲得 引用 5. 視覺性: 可以利用圖像化的關聯圖連線去連接相關的資料,增加直覺研判的正確性 與反應速度
第五章
結論與未來研究方向
第一節 結論
豐田生產管理模式已經被探討了很多年,豐田汽車的企業招牌或許不再是世 界超級強權,但其所引導出的品質管理理論,仍是生產製程管理人員必定要具備 的管理技能,而價值流圖分析雖然只是精實生產管理中的一個小章節,但在深入 研究後,仍是發現了這項工具的魅力及價值;就像許多經典的老歌,在不斷推陳 出新的流行樂浪潮沖擊下,如能細細品味,仍能引發出盪氣迴腸的共鳴。 同時對於繪製價值流圖,許多先進均指出價值流圖並不只是一項工具的應用 而已,而是一種「共同語言」的建立,因為價值流圖的建立讓與事者一同看清所 在連結的流程鏈,成為朝向改善的共同基礎,視覺化地指引出未來的方向,期許 本研究可以將這個理念再次展示給從事製程改善相關工作的朋友們。 其次,在研究過程中發現,許多企業繪製的價值流圖,看起來很漂亮且鉅細 靡遺,但在公司整體應用上並無太大用處或是效用有限,顯然還有很多值得深入 探討的空間。本研究由傳統的價值流圖分析手法入門,接著應用到局部製程的改 善,最後將其應用到工程人員的工程邏輯訓練,使之成為一項工程技能來幫助工 程人員解決面對的問題,期許賦予價值流圖這項工具更多的創新應用,提昇工程 人員的競爭力,而不只是一幅精美的圖畫。 此外尚要討論的是,價值流圖分析應用的限制問題,繪製價值流圖的工作乍 看起來像依循環步驟1、2、3 那般簡單,但實際上遠比這還複雜。就像是寫一本 食譜、畫一份藍圖,並不代表我們就能燒出一道道好菜、建造一棟房子,事實上 還有許多實務上的工作技能要學習及應用。 這也好比是「知易行難」的說法,繪製價值流圖並不只是把圖畫出來而已, 生產技術與專業知識是需要磨鍊的,如何運用各式各樣的元素來支撐價值流圖分支持與認同,也是不可或缺的要素,否則價值流圖也只能變成一張漂亮的圖畫, 而無法有效被應用。故在本研究中,除了建立創新的價值流圖分析應用方法之外, 也要強調基礎工程工具之學習一樣重要,如此才能真正地發揮創新的效用。 而創新的應用方法上,經由學生領導的工程團隊實務上的應用,以「價值流 圖分析」的觀念,除了傳統的分析法之外,加上當站工程人員具有的専業知識, 再加上更深入、更細緻的製程資料流,將價值流圖做出變形改造(詳見第三章第二 節),配合各項分析工具的應用,不論是產生改善專案或現行及潛在問題的解析及 對策,對工程人員的分析能力有很大的提昇。(詳見第四章 個案探討之案例說明) 在文獻研究中提及的七大浪費外,由Liker(2004)所補充的第八點浪費「未被 使用的員工創造力(Unused Employee Creativity) 的浪費」:未使員工參與投入或 未能傾聽員工意見,造成未能善用員工的時間、技能與構想,使員工失去改善與 學習的機會。
故期許本研究針對Liker 提出的第八點浪費,提供一個創新應用的方向,不 只是對新進工程人員有所助益,也可以幫助有經驗的工程師精益求精,最終達到 善用所有員工的人力資源的目的。
第二節 未來研究方向
自從 2013 年德國提出工業 4.0 的產業主張,美國主導先進製造夥伴 AMP(Advanced Manufacturing Partnership)、日本提出產業重振計畫、人機共存, 韓國推動製造業創新3.0,中國追求智能製造 2025,我國提出機械智慧化、產業 智機化政策,這些產業策略無一不是為了降低人力及生產成本,提高產業競爭力。 在台灣這個彈丸之地,大部份的企業並没很大的興趣跟著改變,除了成本考 量之外,更重要的原因是舊架構的生產及管理系統,並不容易作出上述之變革, 甚至在某些程度上要實施破壞性的改變,對許多企業而言,實在是兩難的困境。 在許多研究文獻中提到精實管理的制度,或許是攸關工業 4.0 的成敗關鍵, 因為愈是高度的自動化,愈是需要精實合理的管理制度來掌控快速生產節奏,否 則因為可能因為某些局部製程的拖累,而大大浪費了智能系統及自動化帶來的高 生產力;對於精實生產管理,學生也只是初窺堂奧,因此對於未來的研究方向, 仍會再持續學習精實管理系統,活用價值流圖分析創新模式,將本研究的小小成 果應用在現有的生產設備及製程的自動化規劃,把物流及資訊流導向智能化,在 精實價值流圖的應用下,研究以精實的生產管理系統整合規劃,讓人與機器完美 的配合,往工業4.0 邁進。
參考文獻
陳起 (2015),價值溪流圖(VSM)介紹與實務演練,財團法人中衞發展中心,台北。 鍾漢清 (2004)譯,精實革命:消除浪費、創造獲利的有效方法(Lean Thinking: Banish Waste and Create Wealth in Your Corporation, 2nd edition,James P. Womack、 Daniel T. Jones),經濟新潮社。
趙克強 (2006)譯 k,學習與觀察(Learning to See,Mike Rother、John Shoo),財團 法人中衛發展中心,台北。 楊大和,謝瓊嬉 (2008),電子業向汽車業取經--精實生產在 TFT-LCD 產業成功 的應用,品質月刊,第44 卷,第 9 期,第 59-65 頁。 易良翰 (2009),應用精實價值流分析於 IC 封裝廠生產力提升之探討,成功大學, 工程管理碩士在職專班碩士論文。 徐秉裕、王慧瑜 (2015),精實門診化療流程以提升照護品質,藥學雜誌第 122 冊, 第31 卷第 1 期,P122~117。 林於杏 (2011),TFT-LCD 模組製造廠導入價值溪流分析之實務探討,明新科技 大學,工業工程與管理研究所碩士論文。 朱峻杰 (2011),應用價值流分析改善半導體封裝製程之研究-以 Flip Chip 為例, 逢甲大學,工業工程與系統管理學研究所碩士論文。 大野義男,江瑞坤 (2015),精實現場管理,財團法人中衞發展中心,台北。 李芳齡 (2006)譯,實踐豐田模式(The Toyota Way Fieldbook , Jeffrey K. Liker, David Meier),美商麥格羅‧希爾,台灣分公司。
溫子儀 (2017),如何善用價值溪流圖進行企業流程改善, https://mymkc.com/article/content/22701
https://mymkc.com/article/content/228661 賴宏進 (2012),精實流程,提升企業營運績效, https://mymkc.com/article/content/21331 陳詩龍 (2016),因應德國工業 4.0 趨勢—企業導入精實生產與自動化議題探 討,https://mymkc.com/article/content/22361 陳詩龍 (2016),以精實管理核心邁向台灣生產力 4.0 經管議題探討, https://mymkc.com/article/content/22359 張建斐 (2017),由工業 4.0 智慧製造談企業管理變革, https://mymkc.com/article/content/22834 吳肇懿 (2017),推動工業 4.0(智機化)先落實精實管理, https://mymkc.com/article/content/22812 全文完