國立交通大學環境工程研究所
碩士論文
以氫氟酸搭配鹼性過氧化氫浸泡前處理法
提升稻殼產醣效率之研究
Study on enhancing the enzymatic
saccharification of rice husk by hydrofluoric
acid and alkaline peroxide pretreatment
研
究 生:趙婉宇
指導教授:白曛綾教授
以氫氟酸搭配鹼性過氧化氫浸泡前處理法提升稻殼產
醣效率之研究
Study on enhancing the enzymatic saccharification of
rice husk by hydrofluoric acid and alkaline peroxide
pretreatment
研 究 生:趙婉宇 Student:Wan-Yu, Chao 指導教授:白曛綾 Advisor:Hsunling, Bai 國立交通大學 環境工程研究所 碩士論文 A ThesisSubmitted to Institute of Environmental Engineering College of Engineering
National Chiao Tung University In Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Environmental Engineering July, 2013
Hsinchu, Taiwan, Republic of China 中華民國一○二年七月
I 以氫氟酸搭配鹼性過氧化氫浸泡前處理法提升稻殼產醣效率之研究 研究生:趙婉宇 指導教授:白曛綾 博士 國立交通大學環境工程研究所
摘要
木質纖維素(Lignocellulose)是來源豐沛的再生能源,其來源可由農林廢棄物及 能源作物取得,而主要成分為纖維素(Cellulose)、半纖維素(Hemicellulose)、木質 素(Lignin)及灰分(Ash)。木質纖維素為一種結構堅固複雜的天然高分子複合體, 不同於澱粉或糖質原料可直接經由纖維水解酵素醣化後醱酵製成生質酒精,必須 透過適當之前處理,去除木質纖維素中束縛纖維素之木質素及半纖維素,令酵素 更易對纖維素作用,成功轉換為葡萄糖,以利酵母醱酵為生質酒精。 本研究以稻殼為原料,其為亞洲農業廢棄物最大宗之一,它有豐富的纖維素 及半纖維素(分別佔稻殼約36%和 22%),成為具有發展生質酒精潛力之廢棄物。 本研究先利用氫氟酸於不同濃度下浸泡進行前處理,結果顯示在氫氟酸與二氧化 矽莫耳比為 14 時,其稻殼中之灰分已幾乎被溶出並對木質素影響到達極限,處 理後和原始葡萄糖產率開始固定且為最高,較未處理稻殼之產率高約 1 倍左右。 然而,氫氟酸對於稻殼內木質素影響有限,稻殼結構依舊緊密,因此接著使用鹼 性過氧化氫作進一步之處理;本研究得知使用 4%過氧化氫及 16%氫氧化鈉調配 出之鹼性過氧化氫處理氫氟酸浸泡過的稻殼,其處理後葡萄糖產率為99%,而木 質素去除率為80%,較文獻高約 10%,對纖維素束縛最小,而使酵素幾乎能完全 水解處理過之稻殼;而原始葡萄糖產率於使用 3%過氧化氫及 12%氫氧化鈉調配 出之鹼性過氧化氫處理氫氟酸浸泡過的稻殼為最佳,約83%。然而若無氫氟酸先 行處理,葡萄糖產率及木質素去除率則大幅下降,顯示氫氟酸處理能初步鬆散木 質纖維素結構,使後續鹼性過氧化氫處理更易發揮作用,溶解出更多的木質素, 更易與酵素進行水解提升葡萄糖產率。 闗鍵字:生質能源、農業廢棄物資源化、稻殼再利用、醣化II
Study on enhancing the enzymatic saccharification of rice husk by hydrofluoric acid and alkaline peroxide pretreatment
Student:Wan Yu, Chao Advisor:Hsunling Bai Institute of Environmental Engineering
National Chiao Tung University
Abstract
At present, fossil fuels represent the prime energy sources in the world. It is anticipated that these sources of energy will be exhausted in the near future. Moreover, fossil fuel combustion causes the undesirable environmental damages. On the other hand, biofuels are renewable sources which can replace the fossil fuels. Lignocelluloses are abundant renewable biomass and are major components of different wastes from forestry, agriculture, industry and municipalities. However, the close binding of the main components which are cellulose, lignin, hemicellulose and ash in the plant cell wall will restrict the complete utilization of lignocellulosic materials. Therefore, pretreatment is an inevitable process which can alter the crytallinity of lignocelluloses for making lignocelluloses more acceptable to bioprocesses such as enzymatic hydrolysis and yeast fermentation.
Rice husk is one of the major agricultural residues produced in Asia. It is a complex lignocellulosic material with cellulose (~36%), hemicellulose (~22%), lignin (~21%) and ash (~11%) as major contents. It has the advantage of a low-cost source for ethanol production. This study addresses on the effect of using hydrofluoric acid (HF) and alkaline H2O2 for the pretreatment of rice husk on the sugars (xylose and
glucose) yield by saccharification of enzyme. Compare with raw rice husk, the results indicated that when rice husk was treated by hydrofluoric acid (14 nHF/nSi) with
alkaline peroxide (4% H2O2 16% NaOH) pretreatment. Furthermore, the ash can be
recovered after HF treatment. In sum, the delignification and sugars conversion rate were increased to 80% and 99%, respectively.
Keywords: biomass, renewable energy, rich husk, waste recovery, agriculture waste
III
致謝
學生婉宇在碩士兩年內如期的完成此論文並順利畢業,首要感謝指導 教授 白曛綾教授放研究方面耐心的指導,培養學生獨立思考及解決問題 的能力,為人處事方面老師則是敦敦教誨,令學生永記在心,尤其在心靈 層面,承蒙老師影響許多,讓學生更加積極進取,樂觀地看待每一件事, 在此向老師致上最高敬意及感恩。論文口試期間感謝張宗良教授、林育旨 教授及楊其偉博士之指導,對學生論文提供許多寶貴的意見與建議,令學 生的研究能更加完善,在此表達我最深之感激之意。 在兩年的研究所生活中,感謝實驗室學長姐的指導:亮毅大哥、Misaki、 Huy 和力宏哥,謝謝你們在研究上與生活上給予我幫助及解答,讓我研究 順利進行而生活更加圓滿;畢業的四元、玫華和智傑,謝謝你們讓我苦悶 的研究生活充滿歡笑,半夜的所館有你們陪伴和歡唱真的是一件永生難忘 的經驗;感謝實驗室同學的相互支持:太太和 MOMO,謝謝你們一路的 扶持和陪伴,由衷的希望你們一切都好;感謝交大 100 級的所有同學們: 謝謝你們陪我玩樂並支持我所做的任何決定;感謝實驗室的學弟妹們:老 頭、意雯和理夏,謝謝你們常常滿足我一些任性的要求,我真的不是一個 很稱職的學姐;最後感謝親愛的阿鏡,謝謝你讓我原本空空的心變得總是 暖暖的,接下來的日子請多多指教。 隨著碩班畢業,我的求學路程暫時做個結尾,要準備投入社會工作, 真的很感謝支持我的家人,謝謝你們無怨無悔地給予鼓勵和付出,也對我 的任性諸多包容,沒有家也不會有我,謝謝你們,我將有能力照顧自己並 回饋家裡。趙婉宇
謹誌於 交通大學環境工程研究所IV
目錄
摘要 ... I Abstract ... II 致謝 ... III 目錄 ... IV 表目錄 ... VII 圖目錄 ... VIII 中英對照表 ... X 第一章 前言 ... 1 1-1 研究緣起 ... 1 1-2 研究目的 ... 2 第二章 文獻回顧 ... 5 2-1 農業廢棄物再利用 ... 5 2-2 生質能定義及其來源 ... 6 2-3 國際生質酒精生產概述 ... 7 2-4 木質纖維素 ... 8 2-5 木質纖維素前處理 ... 10 2-5-1 機械式粉碎法 ... 13 2-5-2 放射線照射法 ... 13 2-5-3 水熱法 ... 14 2-5-4 酸處理法 ... 14 2-5-5 鹼處理法 ... 16 2-5-6 氧化劑法 ... 17 2-5-7 離子液法 ... 17 2-5-8 生物性前處理法 ... 18V 2-6 木質纖維素之酵素水解 ... 18 2-6-1 纖維水解酵素之細分 ... 19 2-6-2 纖維水解酵素之作用機制 ... 20 2-6-3 影響酵素水解之因素 ... 20 2-7 醱酵 ... 22 第三章 實驗材料與研究方法 ... 23 3-1 研究流程 ... 23 3-2 實驗設備及藥品 ... 25 3-2-1 實驗儀器 ... 25 3-2-1-1 高效能液相層儀 ... 26 3-2-1-2 紫外/可見光光譜分析儀 ... 26 3-2-1-3 掃描式電子顯微鏡 ... 27 3-2-2 實驗藥品 ... 28 3-3 實驗方法 ... 29 3-3-1 標準曲線之建立 ... 29 3-3-2 稻殼成分分析 ... 29 3-3-3 稻殼前處理 ... 33 3-3-3-1 氫氟酸前處理 ... 33 3-3-3-2 鹼性過氧化氫前處理 ... 33 3-3-4 不同纖維水解酵素之水解稻殼測試 ... 34 3-3-5 纖維水解酵素活性測試 ... 35 3-3-6 酵素水解與產醣效率計算 ... 37 第四章 結果與討論 ... 39 4-1 稻殼成分分析 ... 39 4-2 不同纖維水解酵素之水解稻殼測試 ... 40
VI
4-2-1 單醣濃度標準曲線製作 ... 41
4-2-2 型號“Cellulase from Aspergillus sp.”之纖維水解酵素 ... 41
4-2-3 型號“Cellulase from Trichoderma reesei ATCC 26921”之 纖維水解酵素 ... 42 4-2-4 有無 Cellobiase 測試 ... 43 4-3 酵素活性測試分析結果 ... 45 4-4 氫氟酸浸泡前處理 ... 47 4-4-1 HF 浸泡條件對稻殼成分之影響 ... 47 4-4-2 HF 浸泡條件對酵素水解之影響 ... 49 4-5 HF 搭配鹼性過氧化氫前處理 ... 51 4-5-1 H2O2與 NaOH 各別作用對稻殼成分及酵素水解之影響 .. 51 4-5-2 NaOH 與 H2O2添加比例對稻殼成分及酵素水解之影響 .. 53 4-5-3 Alkaline peroxide 添加量對稻殼成分及酵素水解之影響 .. 56 4-6 HF 處理與否搭配 Alkaline peroxide 處理對稻殼成分及酵素水解之 影響 ... 60 4-7 稻殼經前處理後之電子顯微鏡圖 ... 62 4-8 與相關研究結果比較 ... 64 第五章 結論與建議 ... 67 5-1 結論 ... 67 5-2 建議 ... 69 參考文獻 ... 70
VII
表目錄
表2-1 木質纖維素之組成成分 ...8 表2-2 各種處理方法之比較 ... 12 表2-3 濃酸與稀酸處理法之比較 ... 15 表3-1 本研究所使用之實驗儀器設備 ... 25 表3-2 本研究所使用之實驗藥品 ... 28 表3-3 中洗溶液之成分 ... 31 表3-4 酸洗溶液之成分 ... 31 表3-5 不同酵素濃度之稀釋液 ... 36 表4-1 稻殼成分分析 ... 39 表4-2 不同濃度 HF 處理稻殼後之稻殼成分損失重量百分比 ... 48 表4-3 不同濃度 HF 處理稻殼後之稻殼成分百分比 ... 48 表4-4 H2O2與 NaOH 各別處理稻殼後之稻殼成分百分比 ... 52 表4-5 不同 H2O2與NaOH 添加比例處理稻殼後之稻殼成分損失重量 變化百分比 ... 54 表 4-6 不同 NaOH 與 H2O2添加比例處理稻殼後之稻殼成分百分比 ... 55 表 4-7 不同 Alkaline peroxide 添加量處理稻殼後之稻殼成分損失重 量變化百分比 ... 57 表 4-8 不同 Alkaline peroxide 添加量處理稻殼後之稻殼成分百分比 ... 58 表4-9 有無 HF 前處理稻殼後之稻殼成分損失重量變化百分比 ... 61 表4-10 本研究與相關文獻比較 ... 64 表4-11 本研究與國內實例比較 ... 66VIII
圖目錄
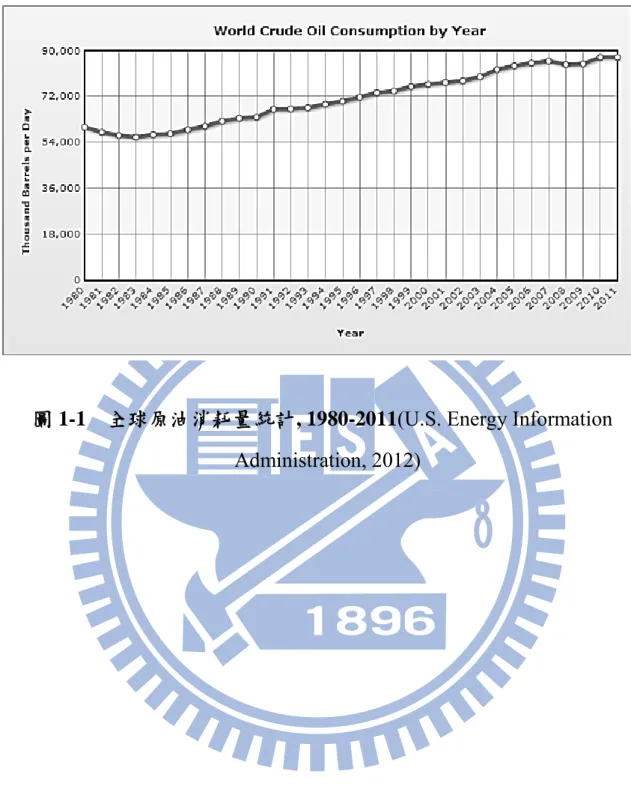
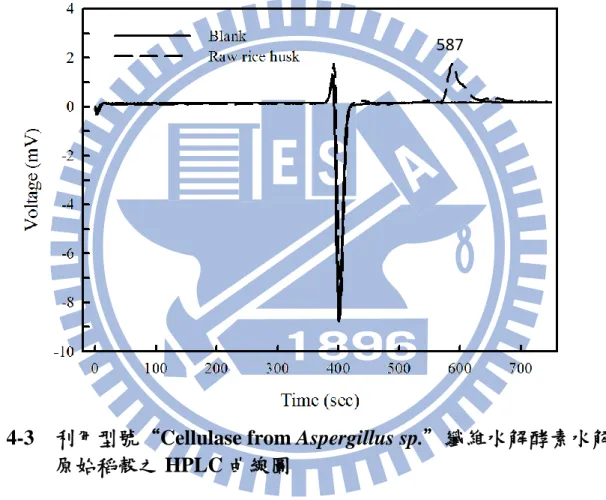
圖1-1 全球原油消耗量統計, 1980-2011 ...4 圖2-1 木質纖維素之結構圖 ... 10 圖2-2 木質纖維素之前處理目的圖 ... 11 圖2-3 纖維水解酵素作用機制示意圖 ... 20 圖3-1 研究流程圖 ... 24 圖4-1 單醣分子之 HPLC 位置圖 ... 40 圖4-2 利用 HPLC 製作單醣濃度標準曲線圖 ... 39圖4-3 利用型號“Cellulase from Aspergillus sp.”纖維水解酵素水解 原始稻殼之HPLC 曲線圖 ... 42
圖4-4 利用型號“Cellulase from Trichoderma reesei ATCC 26921”纖 維水解酵素水解原始稻殼之HPLC 曲線圖 ... 43 圖4-5 有無添加纖維雙醣酵素及其空白對照組醣產量比較圖 ... 44 圖4-6 葡萄糖含量對吸光度標準曲線 ... 46 圖4-7 酵素濃度對葡萄糖產出量之標準曲線 ... 46 圖4-8 不同濃度之 HF 處理稻殼經酵素水解後之醣產量 ... 50 圖 4-9 不同濃度之 HF 處理稻殼經酵素水解後之處理後與原始葡萄 糖產率 ... 51 圖4-10 H2O2與NaOH 各別處理稻殼經酵素水解後之醣產量 ... 53 圖4-11 不同 NaOH 與 H2O2 添加比例處理稻殼後經酵素水解後之醣 產量 ... 55 圖4-12 不同 NaOH 與 H2O2 添加比例處理稻殼後經酵素水解後之處 理後與原始葡萄糖產率 ... 56 圖4-13 不同 Alkaline peroxide 添加量處理稻殼經酵素水解後之醣產
IX 量 ... 59 圖4-14 不同 Alkaline peroxide 添加量處理稻殼經酵素水解後之處理 後與原始葡萄糖產率 ... 60 圖4-15 有無 HF 前處理稻殼經酵素水解後之醣產量 ... 62 圖4-16 稻殼經前處理後之電子顯微鏡圖 ... 63
X
中英對照表
木質纖維素:Lignocellulose 纖維素:Cellulose 半纖維素:Hemicellulose 木質素:Lignin 灰分:Ash 葡萄(單)糖:Glucose 木(單)糖:Xylose 木聚糖:Xylan 醣化:Saccharification 酵素:Enzyme 纖維水解酵素:Cellulase 纖維雙醣酵素:Cellobiase 內切型水解酵素:Endoglucanases 外切型水解酵素:Exoglucanases 纖維雙醣:Cellobiose 纖維三醣:Cellotriose 內切木聚醣酵素:Endo-xylanases 外切木聚醣酵素:Exo-xylanases β-木聚醣苷酵素:β-xylosidases 斐林試劑:Fehling's solution中洗纖維:Neutral Detergent Fiber,
NDF
酸洗纖維:Acid Detergent Fiber, ADF
酸洗木質素:Acid Detergent Lignin,
ADL
鹼性過氧化氫:Alkaline peroxide
產醣效率:Sugar Conversion Rate
1
第一章
緒論
1-1 研究緣起 隨著工業的快速發展,化石燃料在過去被做為人類之主要能源提供 者,尤其石油在我們的日常生活及經濟發展上扮演重要的角色。然而 由 於 化 石 燃 料 蘊 藏 量 日 趨 減 少 , 且 需 求 持 續 增 加 ,U.S. Energy Information Administration 統計由 1980 至 2011 全球消耗原油之驅勢, 如圖1-1 所示,原油消耗量是逐年攀升的,故原油的價格不斷上漲,對 個人生活品質與國家經濟發展影響頗巨。此外,燃燒化石燃料會釋出 大量二氧化碳,加速了地球暖化,對全球氣候造成極大之影響,因此, 能源危機驅使著各國致力於開發各種可替代性能源(Ljiljana Mojovic et al. 2012)。 在眾多替代能源之中,生質能源因其原料可以再生,為一具發展潛 力的新能源。在各種生質能源中又以生質酒精較受重視,其可以減緩 石油之消耗速率,以台灣為例,2007 年 9 月台北市試辦 E3 酒精汽油(摻 入3%生質酒精),由 8 家加油站率先販售,每公升之 E3 酒精汽油較 95 無鉛汽油優惠1 元;2009 年 7 月高雄市併入實施 E3 酒精汽油,北高都 會區共 14 家供應 E3 酒精汽油,每公升優惠提升到 2 元。而燃燒酒精 所釋出之二氧化碳可再由植物吸收,能減緩溫室效應之發展,然而所 欠缺的就是足夠的廉價酒精(Baňnos et al. 2011)。 生產酒精的生質原料來源相當廣泛,目前主要包括糖質、澱粉或是 木質纖維素等三種。其中,糖質原料以甘蔗為代表,巴西為糖質生質 酒精生產大國,而澱粉類原料如玉米、薯類及穀物等,也是主要的生 質原料,目前美國為玉米生質酒精生產大國。但是,以糖質或澱粉原 料生產酒精的技術雖已十分成熟,卻易與糧食資源競爭使糧食物價上2 升,又礙於全球適合種植之可耕地有限,造成其發展上有限制。而以 木質纖維素作為生質酒精原料則有以下優點:來源多樣化、原料成本 低、原料開發過程中較不會與糧食生產發生衝突、降低對化石燃料之 需求。因此,以木質纖維素作為生產酒精的原料,將會是今後發展生 質酒精的重點研究方向(Saddler et al. 2012)。 稻殼農業廢棄物為全球主要農業廢棄物之一,由於飲食習慣, 其中以亞洲為最大宗;稻殼即是水稻生產的主要廢棄物之一,其體積 龐大又佔空間,雖大部分都集中在碾米廠,取得的管道明確,但堆置 問題仍須解決;早期通常將稻殼直接焚化,造成空氣污染,而現行主 要為就地掩埋,仍有土地不夠之問題。若能配合良好的規劃與栽培適 當種類作物,我們應可發展出一套適合我國特性之技術,有效的將木 質纖維素轉化為乙醇。對許多無石油資源之國家,如台灣,發展廢棄 物資源化之生質酒精並將此變成高價值之產品,不僅可減少對進口的 依賴,亦可減少有害氣體與溫室氣體 CO2之排放,還可以解決目前處 理此廢棄物所遭遇的問題。 1-2 研究目的 近年來受到石油危機與能源短缺之影響,生質能源的開發技術日趨 成熟,綜觀目前研究生質酒精之文獻中,木質纖維素轉換成酒精已成 為主要研究目標。由於木質纖維素之堅固結構,令轉換過程遭受困難, 若能對木質纖維素施以適當之前處理,破壞其結構,讓後續酵素水解 及酵母菌醱酵之過程更快速及更有效率,並期待能將木質纖維素完全 轉化為酒精。目前已有之前處理方法種類繁多,物理、化學及生物領 域皆有嘗試,其皆有優缺點,要達到低耗能高效率之前處理為所有學 者致力研究之目標。
3
在眾多前處理方法中(Taherzadeh and Karimi, 2008),酸及氧化劑處
理較為人知,本研究分兩部分前處理,先為酸處理,後為氧化劑處理; 酸前處理發展較早,舉凡許多無機酸例如:硫酸、鹽酸、硝酸及磷酸
等等皆有學者研究(Taherzadeh and Karimi, 2007),唯獨氫氟酸未見有人
使用;氫氟酸主要用來蝕刻玻璃,半導體工業使用它來除去矽表面的 氧化物,而稻殼中之矽含量約有一成,因此,本研究利用氫氟酸先將 之溶解,初步破壞稻殼之結構,令後續的氧化劑前處理更易發揮作用; 再者,本研究室主要研究目標之一為將稻殼有機及無機部分完全再利 用,因此灰分回收亦為重要之研究目標,而氫氟酸處理後之溶液,經 過水合反應後便能取得二氧化矽固體,製成吸附材或觸媒等。氧化劑 處理主要在於去除木質纖維素中之木質素,使纖維素暴露於外,更利 於後續酵素水解過程;部分學者利用氫氧化鈉與過氧化氫調配成之鹼
性過氧化氫與木質纖維素於常溫常壓下反應(Irfan et al. 2011;Saha and
Cotta, 2007),其作用時間較長且使用之過氧化氫量也較多;因此,本 研究將嘗試降低反應時間以及化學藥劑之使用量。 本研究之目的如下: 1. 將稻殼內無機及有機部分經前處理後能分別完全回收再利用。 2. 利用不同莫耳比之氫氟酸搭配不同濃度之鹼性過氧化氫對稻殼作 前處理,比較木質素之去除率以及酵素水解後之葡萄糖產率,並找 出各別最佳處理濃度。 3. 使用最佳濃度之鹼性過氧化氫對有無氫氟酸處理過之稻殼作處理, 以了解稻殼經氫氟酸處理後能否提升被酵素水解之葡萄糖產率。
4
圖 1-1 全球原油消耗量統計, 1980-2011(U.S. Energy Information
5
第二章 文獻回顧
2-1 農業廢棄物再利用 農業廢棄物來源廣泛、種類繁多,如何有效回收再利用農業廢棄物, 減少其堆積與露天燃燒所造成之污染為目前主要環境議題之一。基於 環境保護與廢棄物回收再利用,農業廢棄物再利用技術有幾種(宜蘭縣 政府環境保護局,2012): 1. 現地翻耕:其處理成本低又可增加土壤肥力; 2. 藝術造景:可提升藝術文化推動又可增加在地社區發展; 3. 作物鋪面:可減少雜草之生長又減少農業資材使用; 4. 再生能源:解決能源問題又可有效減少農業廢棄物污染; 若能善用農業廢棄物做為高附加價值之產品,將為極具發展潛力之 研究領域。 稻殼農業廢棄物為全球主要農業廢棄物之一,其中以亞洲為最大宗; 以 2010 年為例,世界的稻米總產量 6.72 億公噸,而亞洲的總產量為 6.07 億公噸,占全球總產量的 90.37% (全球農業統計資料庫,2010), 而每一百萬噸之稻米約可產生20 萬噸之稻殼,即相當於一億多噸之稻 殼廢棄物產生。在台灣每年約有三十萬噸之稻殼(行政院農委會,2010), 目前一般主要採取露天燃燒或傾倒於河川或空地中,也有少量作為飼 料及建築材料之填充料或作為其他作物栽培時之敷蓋材料,其優點為 通氣又保溫、透水又保濕、可分解而不需回收亦不造成污染、分解過 程的中間產物具有抑制雜草及藻類生長作用等。又稻殼是一種廉價的 燃料,含水量低,燃燒後所產生的酸性腐蝕氣體又非常少,是一種很 好的燃料,但其殘餘灰分會造成爐管灰垢阻塞腐蝕、管群變形塌陷、 管群端板破裂(台灣綠色生產力基金會,2013);目前偶爾可見鄉村飲食6 店利用稻殼做為燃料進行烹調,以減少炒菜時之油煙。燃燒後之副產 物稻穀灰主要產物為無機氧化矽可作為農地土壤堆肥使用並經過加工 後可做為高經濟價值的耐火及保溫材料。然而燃燒稻穀依舊會對環境 造成污染,是我國露天燃燒之主要污染來源之一(楊紹榮,2011)。 工研院魏茂國等(2009)研究指出,稻殼經無氧高溫處理後有二種產 物-炭化稻殼及稻殼乾餾液。炭化稻殼若進一步以二氧化碳或水蒸氣 活化,則可成為利用價值更高的活性碳。炭化過程中所產生的乾餾液, 亦可稱為稻殼醋液,為金黃色的透明液體,與「竹醋液」成分相似, 皆為以乙酸(即醋酸)為主的小分子有機酸所組成,可抑制多種病源 菌,對害蟲也有忌避的效果。 此外稻殼之成分中除了無機之矽化物外,還含有有機質成分,此有 機成分可以做為生質燃料,可直接與工業既有之鍋爐燃料混燒,但其 熱值及熱效率低,直接燃燒生物質的熱效率僅爲 40%,因此將之製成 乙醇等新能源成為國際趨勢(古森本,2008)。 2-2 生質能定義及其來源 生質能為利用生物質經過物理、化學及生物反應轉換成人們可用之 電、氣體及液體燃料。生物質泛指由動、植物產生之有機物質,例如 木材與林業廢棄物、農作物與農業廢棄物、動物之排泄物、工業有機 廢棄物及都市廢棄物所生之沼氣等;生物質為一儲存型之能源,儲存 型式以碳水化合物存在,其能源主要由太陽所提供,經由植物行光合 作用將能源儲存,再經過食物鏈使生物質遍布;生質能為一再生能源, 我們可藉由種植植物讓其生生不息;現今,人們大多用利用生物質直 接 轉化 為熱能 或將 之製 成生質 酒精 或生 質柴油 。(National Energy
Education Development Project, 2012;Saidur et al. 2011)。
7 粉及木質纖維素;前兩項會與糧食資源競爭,因此發展受限,木質纖 維素則普遍存在於農林業廢棄物中,來源充足;而由木質纖維素所製 造出之酒精稱為纖維酒精。 2-3 國際生質酒精生產概述 生質酒精技術共有兩代,第一代為利用澱粉與糖質經發酵後轉換成 乙醇,此技術發展已久,是一成熟技術,生質酒精生產大國-巴西與 美國目前大部分皆為使用甘蔗與玉米等糧食作物作為原料。美國玉米 酒精原被視為具環保、減碳、替代石油燃料等效益的綠色能源,在政 府補貼政策大力推展下,引發生質燃料與民爭糧的爭議,糧價上漲導 致全球低所得國家面臨糧荒的衝擊,而同時,有關種植穀物使用大量 水、土地資源,造成環境耗損的效應逐漸顯現,又巴西甘蔗酒精對環 境的衝擊如入侵雨林的疑慮,亦受關注,第一代生質酒精產業發展並 不如預期,其負面效應逐漸浮現(李振芳,2008)。要解決此困境,仍需 藉由第二代生質能源技術的突破,即是利用纖維素含量豐富的材料或 農業廢棄物來生產酒精又稱纖維酒精;雖其來源豐富、價格低廉、又 沒有爭糧的問題,但其處理成本卻一直無法壓低。目前已有一些國家 如西班牙、加拿大、美國等國生產纖維酒精,但都是小規模試驗場且
產量皆不多(Menon and Rao, 2012),台灣則還於研究評估階段,並有建
置少量纖維酒精示範系統,我國原子能委員會核能所發表研發成果於 2011 年,利用一噸廢棄乾稻稈成功轉化約 160 升之酒精(原子能委員核 能研究所,2009);然而對木質纖維素作前處理是勢在必行之途逕,若 站在將木質纖維素之無機與有機分別完全再利用之立場,先將其中無 機之矽材取出作為別的用途,同時使木質纖維素被初步破壞,以利後 續處理有機部分製成纖維酒精,可達廢棄物完全再利用之目的。
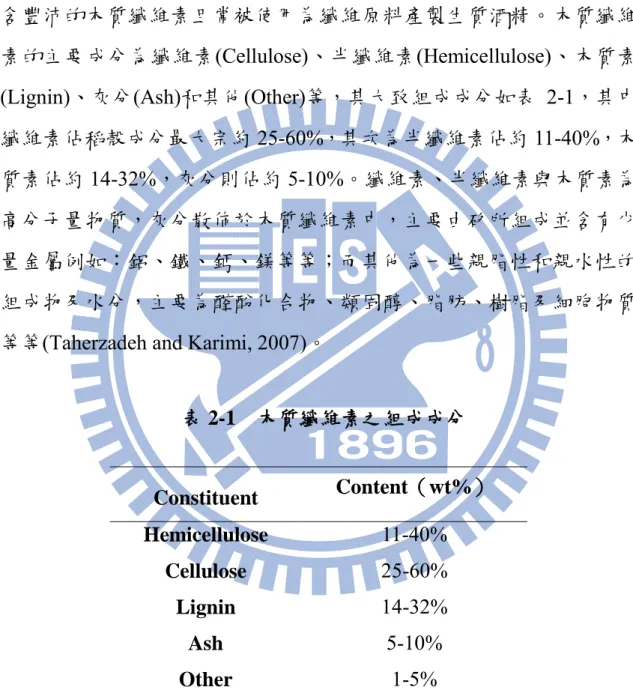
8 2-4 木質纖維素 木質纖維素(Lignocellulose)廣泛的分佈在地球,主要存在於草本植 物和木本植物中;而常被我們視為農業廢棄物的稻殼、稻桿、玉米穗 軸、麥桿等,以及森林廢棄物中的廢木材、廢紙、紙漿廢液等,皆富 含豐沛的木質纖維素且常被使用為纖維原料產製生質酒精。木質纖維 素的主要成分為纖維素(Cellulose)、半纖維素(Hemicellulose)、木質素 (Lignin)、灰分(Ash)和其他(Other)等,其大致組成成分如表 2-1,其中 纖維素佔稻殼成分最大宗約25-60%,其次為半纖維素佔約 11-40%,木 質素佔約14-32%,灰分則佔約 5-10%。纖維素、半纖維素與木質素為 高分子量物質,灰分散佈於木質纖維素中,主要由矽所組成並含有少 量金屬例如:鋁、鐵、鈣、鎂等等;而其他為一些親脂性和親水性的 組成物及水分,主要為醛酚化合物、類固醇、脂肪、樹脂及細胞物質
等等(Taherzadeh and Karimi, 2007)。
表 2-1 木質纖維素之組成成分 Constituent Content(wt%) Hemicellulose 11-40% Cellulose 25-60% Lignin 14-32% Ash 5-10% Other 1-5%
9
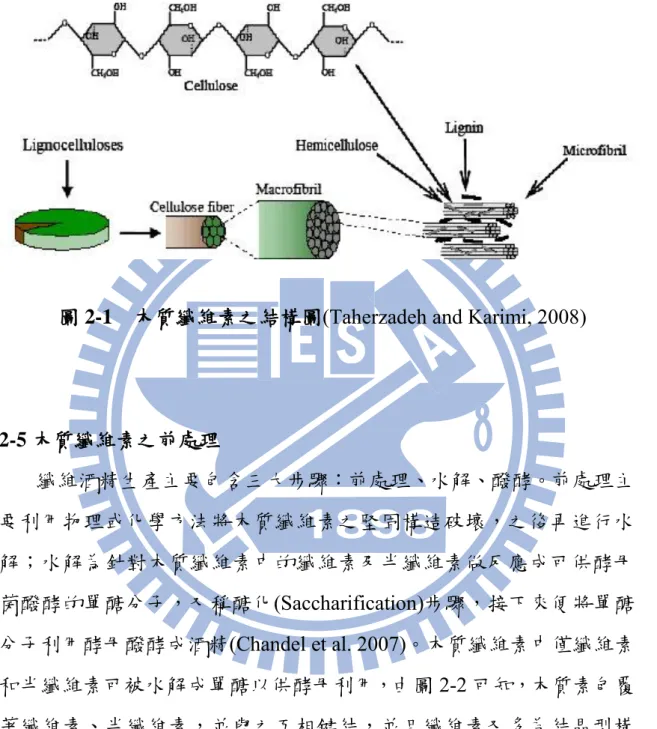
纖維素是由葡萄單醣(Gucose)以直鏈式聚合成的高分子物質,不溶
於水及一般有機溶劑,是植物細胞壁的主要成分;葡糖單醣以 β(1→4)
糖苷鍵結合成兩分子的纖維雙醣(Cellobiose),接著以氫鍵將許多纖維
雙醣結合成微纖維;而微纖維透過半纖維素及一些萃取物互相結合為
巨纖維(Delmer and Amor, 1995),外層再以木質素所包圍(圖 2-1)
(Taherzadeh and Karimi, 2008)。其中,纖維素又分為結晶與非結晶區,
而大部分皆以結晶區為主(Chum et al. 1985),但結晶區結構較難破壞再 加上纖維素受木質素及半纖維素所保護,使得纖維素之結構具有高穩 定及堅固性,因此如何將纖維素完全拆解成最原始的葡萄單醣便為學 者們努力研究的目標。 半纖維素為存在於大多數植物細胞壁的雜聚多醣,主要為戊糖、己 糖及少量的有機酸;戊糖包括木糖(Xylose)、阿拉伯糖,而己糖有半乳 糖、甘露糖及少量葡萄糖和鼠李糖;在被子植物中存在的半纖維素以 木聚糖(Xylan)形式聚合,其為以木糖為主之戊糖組合。相較纖維素有 系統的排列,半纖維素為平面狀的結構,其主分子鏈短又分枝多且各 種醣類分子之間的引力較小,因此容易被水解成單醣分子,然而半纖 維素的存在也會保護纖維素,使之不易被酵素水解(Sjöström, 1993)。 木質素是一種廣泛存在於木質化之植物細胞壁中高分子不定形物 質,分子結構由苯基丙烷所組成的三維芳香族化合物,尤其自身互相 之膠著力使組織強固,其化學構造目前尚未有最終之結論。木質素因 結構關係,難以直接被生物所分解,而它又被覆著纖維素,並與纖維 素和半纖維素形成鍵結,如圖2-1 所示,因此讓生物直接水解木質纖維 素變得更加困難;目前已有學者研究得知木質素不溶於酸但易溶於鹼 (Silverstein et al. 2007),若能透過鹼前處理將木質素與纖維素、半纖維 素分離,如此在之後水解的步驟中便能更容易完全分解纖維素與半纖
10 維素成為單醣。
圖 2-1 木質纖維素之結構圖(Taherzadeh and Karimi, 2008)
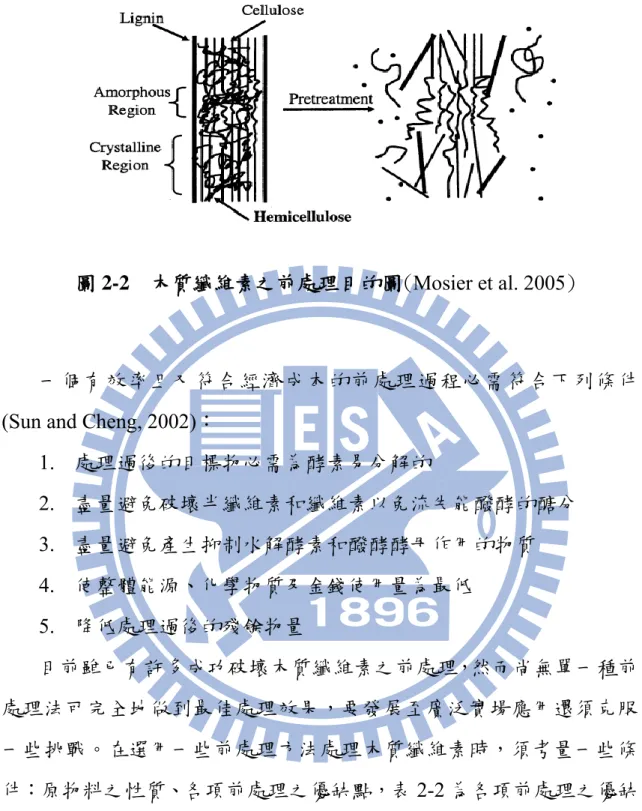
2-5 木質纖維素之前處理 纖維酒精生產主要包含三大步驟:前處理、水解、醱酵。前處理主 要利用物理或化學方法將木質纖維素之堅固構造破壞,之後再進行水 解;水解為針對木質纖維素中的纖維素及半纖維素做反應成可供酵母 菌醱酵的單醣分子,又稱醣化(Saccharification)步驟,接下來便將單醣 分子利用酵母醱酵成酒精(Chandel et al. 2007)。木質纖維素中僅纖維素 和半纖維素可被水解成單醣以供酵母利用,由圖2-2 可知,木質素包覆 著纖維素、半纖維素,並與之互相鍵結,並且纖維素又多為結晶型構 造,若直接使用酵素對木質纖維素進行水解,其速率會非常慢且效率 也差強人意。
11
圖 2-2 木質纖維素之前處理目的圖(Mosier et al. 2005)
一個有效率且又符合經濟成本的前處理過程必需符合下列條件 (Sun and Cheng, 2002):
1. 處理過後的目標物必需為酵素易分解的 2. 盡量避免破壞半纖維素和纖維素以免流失能醱酵的醣分 3. 盡量避免產生抑制水解酵素和醱酵酵母作用的物質 4. 使整體能源、化學物質及金錢使用量為最低 5. 降低處理過後的殘餘物量 目前雖已有許多成功破壞木質纖維素之前處理,然而尚無單一種前 處理法可完全地做到最佳處理效果,要發展至廣泛實場應用還須克服 一些挑戰。在選用一些前處理方法處理木質纖維素時,須考量一些條 件:原物料之性質、各項前處理之優缺點,表2-2 為各項前處理之優缺 點比較。
12 表 2-2 各種處理方法之比較 ++:主要效果 +:次要效果 -:極少效果 ×:無效果 分 類 前處理 名稱 處理影響 優點 缺點 參考文獻 纖 維 素 半 纖 維 素 木 質 素 物 理 機械式 粉碎法 + × × 直接、大量 破壞其結構 耗能
(Mais et al. 2002;Rui Nuno Leitão de Carvalho, 2009)
放射線
照射法 - ++ ++ 操作容易 成本高 (Kumakura and Kaetsu, 1978)
水熱法 + ++ - 無化學藥劑
使用
對 木 質 素 之 去除不顯著
(Negro et al. 2003;Mok et al. 1992) 化 學 酸處理 法 - ++ - 反應條件溫 和,可產出 大量木糖 酸 回 收 問 題,副產物易 生成,中和所 需大量鹼
(Lo´pez et al. 2011;Rui Nuno Leitão de Carvalho, 2009;Van Groenestijn et al. 2007;Roberto et al. 2003) 鹼處理 法 + + ++ 有效去除木 質素 鹼 回 收 問 題,化學藥劑 成本較高
(McIntosh and Vancov, 2011; Silverstein et al. 2007;Chang et al. 1997;Ga´spa´r et al. 2007) 氧化劑 法 + + ++ 有效去除木 質素 會 損 失 一 些 醣分
(Schmidt and Thomsen, 1998; Martel and Gould, 1990 ]; Mishima et al. 2006) 離子液 法 ++ + × 有效溶出纖 維素 化 學 藥 劑 成 本較高
(Kilpelänen et al. 2007;Johnson, 2007;Zheng et al. 2009;Earle. and Seddon, 2000) 生 物 生物性 處理 - ++ + 低耗能,對 環境衝擊較 小 處 理 時 間 非 常緩慢
(Srilatha et al. 1995;Chandra et al. 2007 ; Sun and Cheng, 2002;Keller et al. 2003)
13
前處理方法分為四種:物理性前處理、化學性前處理、物化前處理、
生物性前處理(Barl et al. 1991)。物理性前處理為不使用化學物質之手法,
大致有機械式粉碎法(Mais et al. 2002)、放射線照射法(Kumakura and
Kaetsu, 1978)等;化學及物化前處理則有水熱法、高壓蒸氣法(Nergo et al. 2003)、氨水爆裂法(Foster et al. 2001)、酸處理法(Lo´pez et al. 2011)、
鹼處理法(McIntosh and Vancov, 2011)、氧化劑法(Schmidt and Thomsen,
1998)、離子液法(Kilpeläinen et al. 2007)等;以下便根據上述四種前處 理方法介紹幾項常見之方法。 2-5-1 機械式粉碎法 機械式粉碎法分成許多種研磨方式,有震動球研磨、刀子切割研磨 以及錘子研磨等等(De Carvalho, 2009),不同的目標物所選用的研磨方 式也不同;其主要在破壞纖維素的結晶性且減低分子聚合的程度,並 有文獻指出機械式粉碎法可瓦解木質素與碳水化合物的混合物(Mais et al. 2002),再者又可增加目標物的比表面積,若能再搭配其他前處理方 法,便能使酵素更有效率地水解目標物。然而機械式粉碎法不能將保 護纖維素的木質素去除,且又為一項耗能的前處理,因此必需正確地 選擇研磨方式節省能源,以免造成大材小用。 2-5-2 放射線照射法 放射線照射法處理木質纖維素會使其比表面積增加,減少聚合及結 晶的程度;此方法主要針對木質纖維素中的纖維素作分解,纖維素中 的糖苷鍵會被破壞變成破碎的纖維或低分子量寡醣。放射線照射法也 可搭配其他前處理方法像是稀酸或鹼處理法等,其可加速其他前處理 方法的反應速率,縮短反應時間並且增加其分解程度以利酵素水解 (Kumakura and Kaetsu, 1978);然而,放射線照射法為一項耗能的技術, 要設計成實場模式難度較高,並有放射線影響健康的疑慮存在,會消
14 耗大量成本,因此實場應用極少考慮使用此前處理。 2-5-3 水熱法 水熱法運用高壓使水在高溫約 190-230℃下能維持在液態的前處理 技術,主要原理為純水在200℃時酸鹼值為弱酸性 pH = 5.0,可將半纖 維素先行水解為其他有機弱酸,此酸可再將剩下的半纖維素和纖維素 分解為寡醣或單醣;又水在高壓下會穿透生物質,因而增加纖維素結 晶內的孔洞面積,使水解酵素接觸面積也增大。水解出的醣產量與溫 度和處理時間有關,目前已研究出可去除 90%以上之半纖維素以及一 半左右的木質素(Mok et al. 1992)。水熱法前處理技術尚未成熟,但其 不須添加化學藥劑也無酸鹼中和等優勢,因此為一具有潛力的前處理 技術(陳文恆等,2007)。 2-5-4 酸處理法 酸處理木質纖維素為一發展最久也是最早被研究的前處理方法,其 已被人們運用的酸有硫酸、硝酸、塩酸、磷酸以及醋酸等,而硫酸又 是酸處理法中最常使用及被廣泛研究的前處理介質(De Carvalho, 2009)。 酸處理法主要分為濃酸處理和稀酸處理。 濃酸處理在十九世紀初已被研究出可對木質纖維素做水解,不同的 應用也蓬勃發展(Faity, 1945);比較稀酸處理法,濃酸處理可在室溫下 進行,又可產出高產量之五碳醣及六碳醣始可直接醱酵出較多之酒精 (Ghose, 1987);然而,濃酸處理所需酸量非常高(濃度約為 30%-72%), 且在後續中和過程中耗損之鹼量也非常多,再者於處理過程中所使用 之器皿需具備耐強酸之特性,且人員之操作也增加了風險。目前還是
有許多科學家致力於濃酸處理,Van Groenestijn et al. (2007)利用陰離子
交換薄膜和生物厭氧處理技術設計出一濃硫酸循環系統希望能藉此減 少酸與鹼之用量。
15 稀酸處理為目前應用最廣泛的前處理技術,此技術主要由濃度10% 以下之酸於特定溫度及壓力下作反應;若於較低的溫度下(120 ℃上 下),主要在將半纖維素分解成單醣分子但若於較高溫度(180 ℃上下) 或較長時間下可以分解部分纖維素,但是半纖維素所分解之單醣便會 進一步轉化成副產物例如:醋酸、呋喃甲醛及 5-羥甲基糠醛等,會影
響後續之酵素水解及酵母醱酵之效率(Roberto et al. 2003;Karimia et al.
2006);因此,Sanchez et al. (2004)發展出兩個階段之稀酸前處理方法, 第一階段為較低溫短時的條件下,使半纖維素順利被分解取出後再進 入第二階段,在較高溫情況下破壞纖維素使之成為更小片段以利於酵 素水解。然而,無論以濃酸或稀酸進行處理皆無法對木質素有效去除,
表2-3 為濃酸與稀酸處理法之優缺點比較(Taherzadeh and Karimi, 2007),
使用濃酸處理可在室溫下進行且有高產醣量,但此醣類並非完全為單 醣,酵母不易醱酵又需耗廢大量酸液且設備易被腐蝕,反應時間也比 較長;然而若使用弱酸處理則可改善濃酸處理所造成之酸液用量及反 應時間問題,但又衍伸出其他缺點,例如副產物產生及產醣量少,且 需在高溫下才可進行反應。
表 2-3 濃酸與稀酸處理法之比較(Taherzadeh and Karimi, 2007)
優點 缺點 濃酸處理 ◎可在室溫下進行反應 ◎高醣量產出 ◎消耗大量酸液◎設備腐蝕◎酸回收 時消耗大量能量◎較長的反應時間 稀酸處理 ◎低酸液量◎較短的反 應時間 ◎需在高溫下進行反應◎產醣量少◎ 設備腐蝕◎副產物生成
16 氫氟酸具有強烈的腐蝕性,因為氫原子和氟原子間結合的能力相對 較強,使得氫氟酸在水中不能完全電離,所以理論上低濃度的氫氟酸 是一種弱酸,但是氫氟酸卻較易溶解二氧化矽,反應式如下,而所形 成之矽氟酸再經過一連串水解縮合反應便能取出矽成分。 SiO2 + 4 HF → SiF4 (g) + 2 H2O (2-1) SiO2 + 6 HF → H2SiF6 + 2 H2O (2-2) 氫氟酸接觸細胞後,氟離子不斷解離而滲透到深層,進而溶解细胞 使其液化壞死。氫氟酸主要用來蝕刻玻璃,半導體工業使用它來除去 矽表面的氧化物,在煉油廠中它可以用作異丁烷和丁烷的烷基化反應 的催化劑,在鋁和鈾的提純中也會用到氫氟酸(楊宏智等,2007)。目前 並無人利用氫氟酸作為木質纖維素之前處理,但若先將矽含量高之木 質纖維素以氫氟酸做前處理,則能將矽回收再製成其他材料,而萃取 反應中,剩餘之氫氟酸則於水解縮合一併反應成別種物質如氟化氨,
己不會有氫氟酸危害之問題存在(Lin and Bai, 2013)(Kwon et al.1999)。
2-5-5 鹼處理法
木質纖維素也可使用鹼液來做前處理,其主要機制為皂化細胞壁中 半纖維素和木質素各分子間的酯鍵,增加木質纖維素間的孔洞並使纖 維素膨脹且破壞纖維素結晶,以利於後續生物水解及醱酵之過程。常
見之鹼處理為使用稀釋氫氧化鈉,其濃度為1-2%而作用溫度約 120 ℃,
可 以去除一 半以上 的木質素(Silverstein et al. 2007;McIntosh and
Vancov, 2011);因為氫氧化鈉需較高成本,因此有許多研究便使用較 高濃度之氨水或石灰等弱鹼來作反應,其效果也與使用氫氫化鈉無異 (Chang et al. 1997)。相較於其他前處理,鹼處理最主要目的為去除木質 素,使木質纖維素之組織更鬆散,並且不會使半纖維素再分解為副產 物;然而,使用鹼來處理農業廢棄物會比木材廢棄物來得有效率,此
17 方法會污染環境且處理成本也比較高(Ga´spa´r et al. 2007)。 2-5-6 氧化劑法 常見的氧化劑處理法有濕式氧化、臭氧及鹼性過氧化氫法等等。鹼 性過氧化氫法主要在於去除纖維木質素中的木質素,其可以使木質纖 維素之結構鬆散化,造成木質素、纖維素及半纖維素間有較大的三維
空間(Martel and Gould, 1990),並且較沒有呋喃甲醛及 5-羥甲基糠醛
等副產物出現,讓後續酵素水解更容易進行以得到較高之醣產率 (Mishima et al. 2006)。鹼性過氧化氫法是使用氫氧化鈉將過氧化氫 pH
值調至鹼性範圍(約pH 11-12),在低溫長時間下浸泡木質纖維素,一
些文獻指出使用濃度較高約7.5% w/w、pH 11.5 之過氧化氫於常溫下處
理木質纖維素二十四小時後,酵素水解能得到約 90%之醣轉化率,但
又依不同木質纖維素種類會有不同之醣轉化率(Irfan et al. 2011;Saha
and Cotta, 2007);而也有一些文獻研究發現較低濃度(約 1-2% w/w) pH 11.5 之過氧化氫於較高溫下(約 60-80℃)能短時間內(約 45 分鐘) 溶出將近70%之木質素並酵素水解後,得到約 80%之醣轉化率(Yang et al. 2001)。此方法也能有效去除木質纖維素中之蠟、矽等植物細胞材質, 而需要注意的是過氧化氫於鹼性高溫下會快速放出氧氣,因此會有爆 炸之疑慮。 2-5-7 離子液法 離子液處理法為一項具有發展性且新穎的方法,離子液是指在室溫 或接近室溫下呈現液態的融鹽,通常由特定的有機陽離子和無機陰離 子所構成,其功能與傳統的有機溶劑相似,但比有機溶劑有更出色的 特性如室溫下穩定性好、不可燃、不易蒸發、溶解能力强和導電性好 等,也可通過改變陰陽離子種類而改變離子液的理化特性。因此,離
18
Earle and Seddon, 2000)。離子液主要能溶解纖維素,並能使用離子交 換技術將離子液與纖維素分開,便能達到從木質纖維素直接萃取纖維
素,再將之酵素水解的目的(Heinze et al. 2005;Kilpeläinen et al. 2007;
Binder and Raines, 2009)。離子液應用於木質纖維素為一正要起飛之研 究,與實務應用尚有一段距離,例如離子液之高成本、對其之物化特 性還未全然瞭解、依舊會產生副產物之問題等,因此,目前對於離子 液應用於木質纖維素之技術及其成本尚需全面性研究與考量。 2-5-8 生物性前處理法 在自然界中已發現某些腐生真菌(白腐真菌、褐腐真菌、軟腐真菌 等)和細菌能分解木質素以及半纖維素,其中以白腐真菌為生物前處
理木質纖維素中有最高處理效率之菌種(Sun and Cheng, 2002);而生物
前處理不只能去除木質素,在進行反應時也防止產生一些反生物性之 物質,例如醋酸、蟻酸及5-羥甲基糠醛等副產物(Srilatha et al. 1995)。 相較於其他物化性之前處理技術,生物性前處理所需能量低,能在溫 和之環境下進行並且對環境衝擊較小;但進行生物性前處理所需時間 長,一般需數週時間來作反應,因此需要小心控制其操作環境並且需 要龐大空間以利反應進行(Chandra et al. 2007)。而生物性前處理可與其 他物化前處理合併使用,若木質纖維素先以生物進行前處理移除部分 木質素後再進行物化前處理,便能減少原本所需之化學用量、能量及 時間,進一步減少物化處理中產生之副產物濃度(Keller et al. 2003)。 2-6 木質纖維素之酵素水解 酵素水解是指利用半纖維、纖維水解酶將木質纖維素分解成六碳糖 及五碳糖以供醱酵,又稱為醣化(Saccharification)。過去,酵素之成 本極高,因而限制了應用範圍 ,但近年來生物技術篷勃發展, 在 Novozymes 和 Genencor 兩公司發展下已成功量產並降低酵素成本;酵
19 素水解不會產生副產物影響後續醱酵過程,以及所需之設備成本也較 低又可在溫和的操作條件下進行水解,並可減低化學藥劑之使用且減 少對環境之衝擊(Zhang et al. 2006);然而,木質纖維素結構緊密,以致 於直接酵素水解會無法順利進行,若能搭配一些物化前處理,便能使 酵素作用更完全並使酵素之用量大幅減低。 2-6-1 纖維水解酵素之細分 纖維水解酵素由真菌、細菌或植物所合成出,其中又以真菌來源有 最多研究;纖維水解酵素可依其作用的機制分為三大類,分別為內切 型水解酵素(1,4-β-D-glucan glucanohydrolases、endoglucanases)、外 切型水解酵素(1,4-β-D-glucan cellobiohydrolases、exoglucanases)和 纖維雙醣酵素(β-D-glucan glucohydrolases、β-glucosidases、cellobiase)
(Sun and Cheng, 2002)。目前纖維水解酵素已有商業化的產品,如
Trichoderma reesei、Aspergillus niger 及 Basidiomycete 等 , 其 中
Aspergillus niger 對固態纖維素卻不具作用能力,是由於它缺少了外切
型水解酵素(Hurst et al. 1977),而 Trichoderma reesei 卻能生成高含量的
外切型水解酵素,以分解不溶狀的纖維素,又較其他來源之纖維水解 酵素能負荷化學抑制物及較高穩定性,因此, Trichoderma reesei 為目 前主要生產纖維水解酵素的微生物菌種(Banka et al. 1998)。 內切型水解酵素主要作用於纖維素分子間非結晶區以及隨機切斷 1,4-β糖苷鍵,並產生低聚合可溶性醣鏈和使纖維素結晶區形成具有還 原性末端之短鏈。而外切型水解酵素則作用於那些可溶性醣鏈以及從 還原性末端進一步分解結晶區之纖維素分子,使纖維素分子分解成由 二至三個葡萄醣分子所構成之纖維雙醣及纖維三醣(Cellotriose)。纖維 雙醣酵素主要將纖維三醣及纖維雙醣水解成葡萄單醣(Zhu et al. 2005), 至此則完成酵素水解之過程。
20 半纖維素水解木聚醣部分也是由與纖維水解酵素同種真菌製造出 之木聚醣水解酵素,其也依其機制分成三大類: 內切木聚醣酵素 (endo-xylanases)、外切木聚醣酵素(exo-xylanases)及β-木聚醣苷酵 素(β-xylosidases)。而前兩項作用於木聚醣主要結構使其分解成寡醣 分子,之後再由β-木聚醣苷酵素分解寡醣分子為木單醣(Subramaniyan and Prema, 2002)。 2-6-2 纖維水解酵素之作用機制 最基本之酵素水解步驟為酵素必須先能附著在纖維素表面,之後再 進行水解過程,最後脫附出來。纖維水解酵素作用機制如圖2-3 所示, 內切型酵素先作用於纖維素非結晶區,將纖維素長鏈打斷成大小不一 之片段,再經過外切型酵素將纖維素的片段分解成纖維寡醣如雙醣或 三醣,最後由纖維雙醣水解酵素將寡醣分解為葡萄單醣。 圖 2-3 纖維水解酵素作用機制示意圖(Jørgensen et al. 2007) 2-6-3 影響酵素水解之因素 影響酵素水解的因素包含基質濃度、酵素用量、活性和反應條件如:
21 溫度、pH 值等。若基質濃度越高則醣產量越高且反應速率也越快,但 過高的濃度反而會抑制酵素作用,造成水解速率降低(Cheung and Anderson, 1997)。而酵素和基質之間的比例能決定產生抑制作用的範圍; 又基質與酵素的比例與纖維素之聚合程度、結晶、接觸表面積大小及 木質素含量等有關,木質素會阻擋酵素與纖維素之間的接觸,因此, 移 除 木 質 纖 維 素 中 之 木 質 素 可 以 大 幅 提 升 水 解 效 率(Zhang et al. 2006)。 酵素方面為使用量越多,糖產量越高且反應速率也越快,但會大幅
增加成本;根據美國國家再生能源實驗室(National Renewable Energy
Laboratory,NERL)公佈的實驗標準方法,水解酵素之用量為 60
FPU/g(Selig and Weiss, 2008),而酵素活性隨著水解過程會慢慢降低, 也會造成酵素越來越不易吸附至纖維素,因此,一些學者研究出在水 解過程中添加界面活性劑能改變纖維素表面特性,並使水解酵素更易
與纖維素接觸(Helle et al. 1993)。酵素活性也會由一些水解產物受到抑
制,例如:纖維雙醣和葡萄糖,若使用較高劑量的纖維水解酵素、補 充纖維雙醣水解酵素、移除水解中產出之糖或使用醣化與醱酵同步
(Simultaneous saccharification and dfermentation,SSF)的製程便能排
除或降低抑制纖維水解酵素的活性(Holtzapple et al. 1989)。反應條件在
酵素水解過程中為重要的一環,與生物生長條件一樣,皆需最適溫度 及酸鹼值。
22 2-7 醱酵 在經過醣化程序後,木質纖維素中的半纖維素和纖維素分別變成五 碳醣及六碳醣,五碳醣以木糖為主,六碳醣又以葡萄糖為主,而葡萄 糖是微生物良好的碳源;目前工業上最普遍用來生產酒精的菌種為釀 酒酵母(Saccharomyces cerevisiae),其可以在無氧的條件下進行醱酵反 應,使葡萄糖轉變成酒精。然而在自然界中只有少數微生物能代謝木 糖產生酒精,且其醱酵效率偏低,因此本研究著重於葡萄糖產量之提 升。然而木質纖維素中半纖維素含量不容小覷,因此發展高效率的木 糖酒精醱酵菌為提升生質酒精的重要關鍵;目前已有科學家利用基因 重組技術將木糖代謝基因轉殖至釀酒酵母,成功培育出一系列能同時 醱酵木糖及葡萄糖之菌種,現階段也已在實場上應用(Ho et al. 1998)。 然而,木質纖維素因其高穩定之結構,無法直接被酵素水解成單醣 分子或被酵母菌醱酵成酒精,因此有效率之前處理為目前許多學者研
23
第三章 實驗材料與研究方法
3-1 研究流程 本研究之研究流程如圖3-1 所示。首先,經過大範圍搜尋相關資訊 後建立研究動機,利用農業廢棄物-稻殼中之豐富纖維素成為生質酒 精之原料,達到稻殼回收再利用之目的;接著做細部文獻資料的回顧 整理,再來建立前處理方法架構和酵素水解系統。將稻殼以不同濃度 或無氫氟酸(HF)處理後之固體部分以清水洗淨後進行成分分析,而液 體部分則回收再利用,根據Kwon et al.(1999)、楊宏智等(2007)與本研 究室研究團隊研究,利用氫氟酸處理稻殼過後之液體富含大量矽氟酸, 經後續可做為吸附材或觸媒等矽基材料,此為其他酸前處理稻殼所沒 有之優點。接著再探討過氧化氫與氫氧化鈉添加比例及鹼性過氧化氫 (Alkaline peroxide)添加量處理稻殼,之後以清水洗淨過濾,其固體部分 進行成分分析,再以酵素水解方式將其分解為單醣,水解後之糖液以 HPLC 測量;最後則探討稻殼經不同參數之前處理後之木質素去除率與 葡萄糖產率,主要探討經由對稻殼做前處理,將稻殼內之灰分及木質 素成功去除,使之對纖維素束縛降至最低,讓纖維水解酵素得以完全 將纖維素水解為葡萄單醣。而原物料、氫氟酸及鹼性過氧化氫處理過 後物料之表面型態與結構則由SEM 做鑑定與比較。24 圖 3-1 研究流程圖 處理目標物:稻殼 氫氟酸添加量分析 過氧化氫與氫氧 化鈉添加比例及 鹼性過氧化氫添 加量分析 酵素水解 HPLC 分析醣液 成分分析 表面型態與 結構鑑定 木質素去除率與葡萄糖 產率之結果與討論 文獻整理及實驗系統架構 建立研究動機 含矽溶液 不同來源纖維水解酵素水解 測試,找出最適合之酵素 回收為本研究群製造矽 基吸附材/觸媒之起始 原料 處理過後 剩餘稻殼 處理過後 剩餘稻殼 酵素水解 HPLC 分析醣液
25 3-2 實驗儀器及藥品 3-2-1 實驗儀器 表3-1 為本研究所使用之實驗儀器名稱、型號及廠牌: 表 3-1 本研究所使用之實驗儀器設備 實驗儀器 型號 廠牌 製造地 高溫爐 A-550 VULCAN US 酸鹼度計
HTC-201U HOTEC Taiwan
程式溫度控制器
GX-66S YSC Taiwan
加熱攪拌器
HS7 IKA Germany
精密電子天秤
XS 225A Precisa Switzerland
高效能液相層析儀
YL9100 YOUNG LIN Korea
紫外/可見光光譜分析儀
U3012 HITACHI Japen
穿透式電子顯微鏡
JEM-2100 JEOL Japen
掃描式電子顯微鏡
26 3-2-1-1 高效能液相層析儀(High Performance Liquid-chromatograph , HPLC) HPLC 分析是利用動相通過靜相時,混合物中的各成份在靜相和動 相之間的分布係數不相同即為親和力不同,使其在管柱中的滯留時間 不相同而分離的方法。若化合物與靜相親和力較強,則沖提較慢即為 滯留時間長,而化合物與動相的親和力較強,則沖提較快即為滯留時 間短,依此原理將樣品中的標的待測物與干擾物分離(Sawyer et al. 2002)。 本研究使用YL9100 HPLC 之儀器來進行醣液分析,而檢測器為折
射率檢測器(Refractive Index Detector,RI),由於待測物為醣類,其
折射率較大,因此使用此檢測器較適合,隨機設備包含:自動除泡裝
置(Vacuum Degasser)、管柱控溫裝置(Column Compartment)、送液
幫浦(Quaternary Pump)。 3-2-1-2 紫外/可見光光譜分析儀(UV-Vis spectrophotometer) 當物質中的分子吸收了入射光中之特定波長光能量時,分子中的價 電子或鍵結電子將會提升到較高能量軌域中;然而,各種物質皆有不 同之分子及原子和獨特分子空間結構,其吸收光能量之情況也皆不同, 因此,每種物質便有其特有的、固定的吸收光譜曲線,進而根據吸收 光譜上某些特徵波長處之吸光度高低判別或測定該物質之含量。其主 要定量分析基礎為Lambert-Beer law,即物質一定濃度的吸光度與其吸 收介質的厚度呈正比。
本 實 驗 所 使 用 之 分 光 光 譜 儀 型 號 為 HITACHI U3012 UV/VIS
27
讀取吸光值(Sawyer et al. 2002)。
3-2-1-3 掃描式電子顯微鏡(Scanning Electron Microscopy,SEM)
SEM 的原理為利用加熱燈絲發射電子經由柵極聚焦,形成約幾十 毫米大小的點光源,在陽極加速電壓經由 2 到 3 個電磁透鏡組成的電 子光學系統匯聚成一細小約幾奈米之電子射束至樣品表面,在末端透 鏡上裝有掃描線圈,使電子射束在樣品上進行掃描,透過高能電子射 束與電子交互作用產生各種電子訊號,訊號經由偵測器接收後經由放 大器放大,然後送到顯像管成像,可觀察樣品表面型態。 本研究利用交通大學貴儀中心之Hitachi S-4700 高解析度場發射掃 描電子顯微鏡(HR-SEM)觀察樣品表面型態
28
3-2-2 實驗藥品
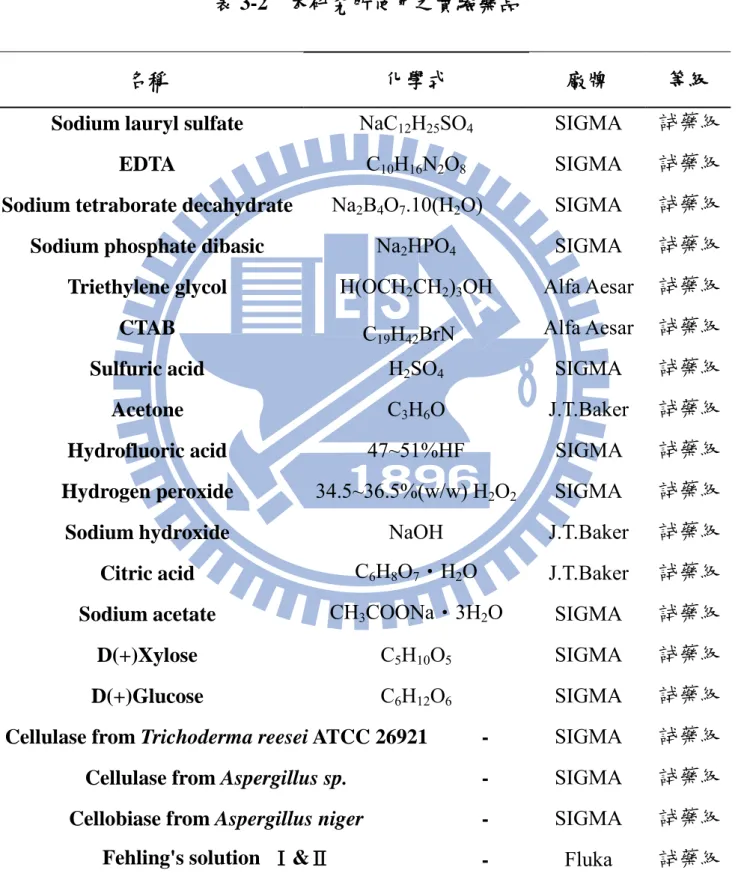
表3-2 為本研究所使用之實驗藥品名稱、化學式及廠牌:
表 3-2 本研究所使用之實驗藥品
名稱 化學式 廠牌 等級
Sodium lauryl sulfate NaC12H25SO4 SIGMA 試藥級
EDTA C10H16N2O8 SIGMA 試藥級
Sodium tetraborate decahydrate Na2B4O7.10(H2O) SIGMA 試藥級
Sodium phosphate dibasic Na2HPO4 SIGMA 試藥級
Triethylene glycol H(OCH2CH2)3OH Alfa Aesar 試藥級
CTAB C19H42BrN Alfa Aesar 試藥級
Sulfuric acid H2SO4 SIGMA 試藥級
Acetone C3H6O J.T.Baker 試藥級
Hydrofluoric acid 47~51%HF SIGMA 試藥級
Hydrogen peroxide 34.5~36.5%(w/w) H2O2 SIGMA 試藥級
Sodium hydroxide NaOH J.T.Baker 試藥級
Citric acid C6H8O7‧H2O J.T.Baker 試藥級
Sodium acetate CH3COONa‧3H2O SIGMA 試藥級
D(+)Xylose C5H10O5 SIGMA 試藥級
D(+)Glucose C6H12O6 SIGMA 試藥級
Cellulase from Trichoderma reesei ATCC 26921 - SIGMA 試藥級
Cellulase from Aspergillus sp. - SIGMA 試藥級
Cellobiase from Aspergillus niger - SIGMA 試藥級
29 3-3 實驗方法 本研究之實驗包含成分分析、表面與結構分析、氫氟酸與鹼性過氧 化氫之前處理、酵素選用、酵素活性測試以及酵素水解。 3-3-1 標準曲線之建立 本研究利用 HPLC 來標定糖液標準品之檢量線以供研究分析各種 糖液(如葡萄糖和木糖)之濃度。 HPLC 操作參數條件如下:
儀器內之管柱為RozexTM 8 μm ROA-Oraganic Acid,將管柱溫
度設為60 ℃,以 10 mM 之硝酸為載流液,流速為 0.6 mL/min, 以0.22 μm 過濾頭過濾樣品溶液,再由注射針取 20 μL 過濾 液於HPLC。 本研究還利用斐林試劑做還原醣標準曲線(Megawati et al. 2007)以 供酵素活性測試,主要配製葡萄糖標準品。 斐林試劑量測還原醣之方法如下: 取一固定量之斐林試劑Ⅰ與Ⅱ液與葡萄糖標準品混合,於沸水 浴中加熱 15min,取出後以自來水冷卻。取上澄液,用分光光 度計在590nm 波長下比色,以蒸餾水作對照,讀取不同濃度糖 吸光度為横坐標,對應的糖含量為縱坐標,繪製標準曲線。 3-3-2 稻殼成分分析 原料、前處理物與殘留物等固體之測定項目包括:纖維素(Cellulose)、 半纖維素(Hemicellulose)、木質素(Lignin)、灰分(Ash)與其他(Other)等 之含量。 將稻殼中之纖維素(六聚醣)與半纖維素(五聚醣)換算成葡萄糖 (六碳醣)及木糖(五碳醣)之公式主要參考Megawati et al. (2007)推
30 導之公式以及其重量換算比如下: nC5H8O4 + H2O → nC5H10O5 (3-1) 1 g : 1.136 g nC6H10O5 + H2O → nC6H12O6 (3-2) 1 g : 1.111 g
測量方法主要參考Van Soest et al. (1991)所研發出之纖維素、半纖
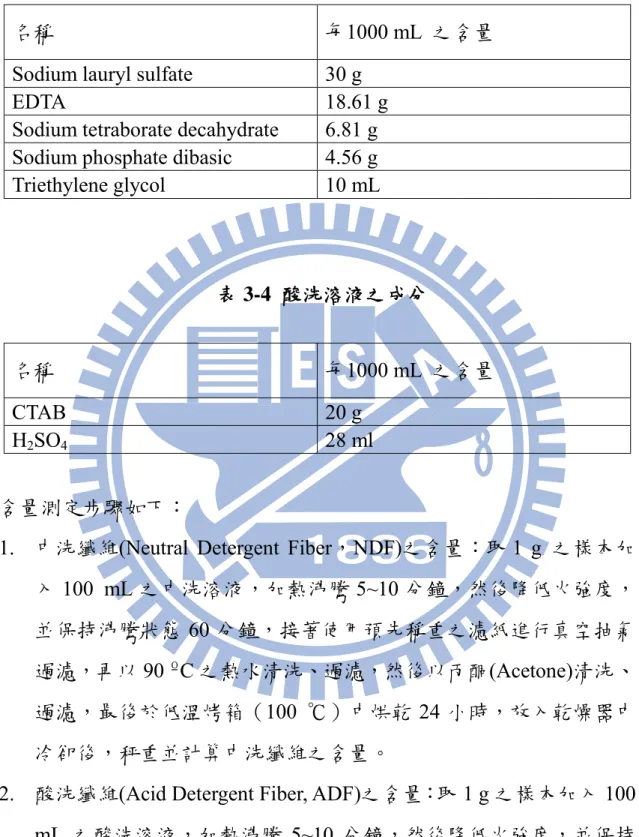
維素、木質素與灰分含量測定步驟,測定所需之中洗液與酸洗液配方 如表3-3 及 3-4 所示;其中中洗液主要能溶出木質纖維素中其他的部分, 例如蛋白質、脂肪、樹脂及細胞物質等,經過中洗液處理過之木質纖 維素稱為中洗纖維,其主要成分為纖維素、半纖維素、木質素及灰分; 而酸洗液主要能去除木質纖維素中半纖維素及其他的部分,使其成為 酸洗纖維,成分為纖維素、木質素與灰分;若將酸洗纖維以 72 %之 H2SO4處理,則此木質纖維素稱為酸洗木質素,其成分為木質素與灰分, 再經過高溫鍛燒後使木質素揮發,便成為木質纖維素灰分之部分。
31
表 3-3 中洗溶液之成分
名稱 每1000 mL 之含量
Sodium lauryl sulfate 30 g
EDTA 18.61 g
Sodium tetraborate decahydrate 6.81 g
Sodium phosphate dibasic 4.56 g
Triethylene glycol 10 mL 表 3-4 酸洗溶液之成分 名稱 每1000 mL 之含量 CTAB 20 g H2SO4 28 ml 含量測定步驟如下:
1. 中洗纖維(Neutral Detergent Fiber,NDF)之含量:取 1 g 之樣本加
入 100 mL 之中洗溶液,加熱沸騰 5~10 分鐘,然後降低火強度,
並保持沸騰狀態 60 分鐘,接著使用預先稱重之濾紙進行真空抽氣
過濾,再以90 ºC 之熱水清洗、過濾,然後以丙酮(Acetone)清洗、
過濾,最後於低溫烤箱(100 ℃)中烘乾 24 小時,放入乾燥器中
冷卻後,秤重並計算中洗纖維之含量。
2. 酸洗纖維(Acid Detergent Fiber, ADF)之含量:取 1 g 之樣本加入 100 mL 之酸洗溶液,加熱沸騰 5~10 分鐘,然後降低火強度,並保持
沸騰狀態 60 分鐘,接著使用預先稱重之濾紙進行真空抽氣過濾,
再以90 ℃之熱水清洗、過濾,然後以丙酮(Acetone)清洗、過濾,
32 秤重並計算酸洗纖維之含量。
3. 酸洗木質素(Acid Detergent Lignin,ADL)之含量:延續酸洗纖維之
實驗,將酸洗纖維加入25 mL、72 %之 H2SO4 並攪拌,之後每小 時加入2 mL、72 %之 H2SO4,連續3 小時,接著使用預先稱重之 濾紙進行真空抽氣過濾,然後以90 ℃之熱水清洗並過濾,再於低 溫烤箱(100 ℃)中烘乾 24 小時,放入乾燥器中冷卻後,秤重並 計算酸洗木質素含量。 4. 灰分(Ash)含量:延續酸洗木質素之實驗,將所得之酸洗木質素放 入高溫烤箱(600 ℃)灰化 4 小時後取出,放入乾燥中冷卻並秤得 灰分之重量。 5. 計算半纖維素含量:樣品中中洗纖維與酸洗纖維之差值,即為半纖 維素之含量。 6. 計算纖維素含量:樣品中酸洗纖維與酸洗木質素之差值即為纖維素 之含量。 7. 計算木質素含量:樣品中酸洗木質素與灰分之差值即為木質素之含 量。 8. 計算其他含量:樣品中原始重量與中洗纖維之差質即為萃取物與水 之含量。
33 3-3-3 稻殼前處理 稻穀取自於宜蘭員山鄉,以粉碎機磨碎,收集100 mesh 以上之碎 屑,接著測試其基本性質。 3-3-3-1 氫氟酸前處理 氫氟酸前處理流程如圖3-2,取 5 g 之稻殼碎屑置入鐵氟龍燒杯裡, 分別加入30 mL 之去離子水,均勻攪拌十五分鐘後便加入不同容量之 氫氟酸,使其容量與稻殼內之含矽莫耳比分別為4、6、8、10、12、14、 16、18,而表示方法為 nHF/nSi。待反應時間結束後取出以5000 rpm 離 心10 分鐘,分離液體與固體,將液體回收保存;固體部分則利用約一 公升之蒸餾水以抽氣過濾法重複清洗。洗淨後放入80 ℃烘箱乾燥,以 備酵素水解以及下一階段之鹼性過氧化氫處理法所用。 圖 3-2 氫氟酸前處理流程圖 3-3-3-2 鹼性過氧化氫前處理 鹼性過氧化氫由不同過氧化氫與氫氧化鈉之添加比例配製(1、2 、 3、4、5、6、8、10),本實驗固定 H2O2使用濃度為 1%,以 RNaOH/RH2O2 Centrifuge Aspirator Oven Solid Solution Silica recycle Teflon Beaker
34
表示;待得出最佳添加比例後再測試鹼性過氧化氫之最佳添加量(1、2、
3、4),劑量 1 為使用 1% H2O2 4% NaOH,2 為使用 2% H2O2 8% NaOH,
3 為使用 3% H2O2 12% NaOH,4 為使用 4% H2O2 16% NaOH,以 Alkaline
H2O2 Dosage 表示;如圖 3-3,取適量經過不同量氫氟酸處理之稻殼碎 屑置入燒瓶內,分別加入不同添加比例及添加量之過鹼性過氧化氫, 使其固液比為10%(w/v),於 80 ℃恆溫油浴槽中反應四十五分鐘。待 反應時間結束後取出以抽氣過濾法分離液體與固體並以約一公升之蒸 餾水重複清洗固體,洗淨後放入80 ℃烘箱乾燥,以備酵素水解。 圖 3-3 鹼性過氧化氫前處理流程圖 3-3-4 不同纖維水解酵素之水解稻殼測試
本研究使用市面常見之Sigma-Aldrich Inc.生產出型號為 Cellulase
from Trichoderma reesei ATCC 26921、Cellulase from Aspergillus sp.和 Cellobiase from Aspergillus niger 之液體纖維水解酵素作測試。酵素有分 固態與液態酵素,使用固體酵素作水解須先作活化酵素之前置作業, 液體酵素則否,而上述所敘之酵素皆為液態,因此不需先作活化作業; 本研究使用上述之酵素對原始稻殼作水解測試,之後藉由HPLC 測量 溶液是否含有欲測量之目標物。 Allihn Condenser Oven Aspirator Oil Bath
35
3-3-5 纖維水解酵素活性測試
本研究使用 Sigma-Aldrich Inc.生產出型號為 Trichoderma reesei
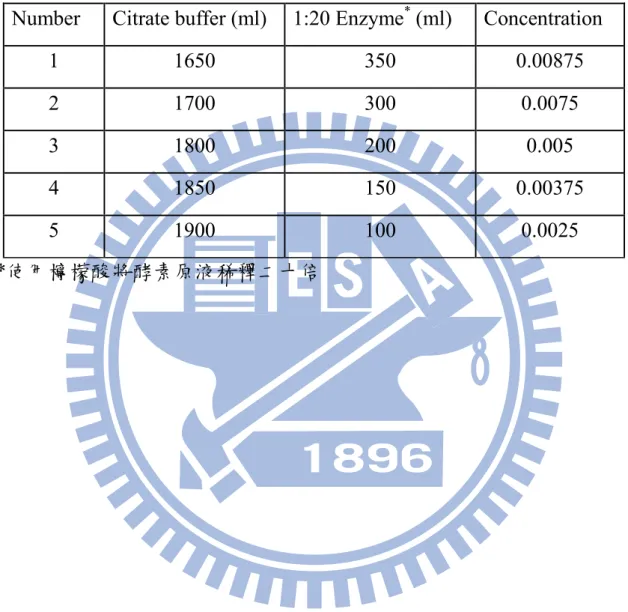
ATCC 26921 之纖維水解酵素;然而,同一製造過程所產出之酵素會因 為一些物理化學因素導致活性降低,例如:酵素蛋白質變性、酵素活 性區被破壞或酵素被細胞內之蛋白酶水解等等,因此為求實驗結果精 確,必須先測量實驗所用之纖維水解酵素活性。酵素活性分析是參考 美國國家再 生能源實驗室(NREL)公佈之實驗標準方法(Adney and Baker 2008)與 Ghose (1987)所提供之方法,以下為酵素活性測試之步 驟。 配製0.05 M之檸檬酸緩衝液,並以氫氧化鈉將之 pH調為4.8, 利用此緩衝液配製成不同濃度之酵素稀釋液,稀釋比如表 3-5 所示 秤取0.05 g 的 Whatman No. 1 濾紙,將之放入試管裡並加入 1.0 mL 之檸檬酸緩衝液。 將裝有濾紙與緩衝液之試管放入 50 ℃恆溫油浴槽中使之達溫 度平衡。 分別加入0.5 mL 不同濃度之酵素稀釋液,於 50 ℃恆溫油浴槽 培養一小時。自油浴槽取出試管並立即添加斐林試劑中止反應, 將試管置入沸水槽中十五分鐘。待試管冷卻至室溫,使用分光 光度計於 590 nm 吸收光譜下測吸光值。所得之吸光值利用葡 萄糖標準曲線換算成相當的還原醣量。 根據文獻(Ghose, 1987)所定義之酵素活性公式如下:
Filter Paper Activity = (3-3) Filter Paper Activity:酵素的活性
36
[enzyme]:纖維酵素釋放出 2.0 mg 之葡萄糖時的濃度 表 3-5 不同酵素濃度之稀釋液
Number Citrate buffer (ml) 1:20 Enzyme* (ml) Concentration
1 1650 350 0.00875 2 1700 300 0.0075 3 1800 200 0.005 4 1850 150 0.00375 5 1900 100 0.0025 *使用檸檬酸將酵素原液稀釋二十倍
37 3-3-6 酵素水解與產醣效率計算 本研究主要參考Selig.and Weiss (2008)於美國國家再生能源實驗室 (NREL)公佈之纖維素水解實驗方法,步驟如下: 配製0.05 M 檸檬酸緩衝液,使用氫氧化鈉將之 pH 調為 4.8。 預熱恆溫油浴槽為50±1 ℃。 秤取稻殼(無論有無前處理)0.1 g 置入血清瓶,並添加 9 mL 的檸檬酸緩衝液。 將盛有樣品及緩衝液之血清瓶置入油浴槽中使之均溫。 最後添加纖維水解酵素,其液體中之酵素活性濃度需大約為 60 FPU/g cellulose,並添加緩衝液使液體總反應體積為 10 mL。 拴緊瓶口,將血清瓶放入恆溫油浴槽中,攪拌轉速為180 rpm, 培養72 小時。 培養結束後取出樣品,以 0.22 μm 注射器濾紙過濾,濾液由 注射針取 20 μL 過濾液於 HPLC 分析,HPLC 操作條件為管 柱溫度設為 60 ℃,以 10 mM 之硝酸為載流液,流速為 0.6 mL/min。 主要分析酵素水解後溶液中之醣含量,若沒立即分析需將之冷 藏保存,保存以三天為限。 產醣效率為表達水解酵素所能將稻殼內之聚醣水解為單醣的能力, 其中又以纖維素水解為葡萄單糖為主要目標,因此又稱葡萄糖產率, 而葡萄糖產率分為原始葡萄糖產率及處理後葡萄糖產率,詳細計算分 別如式3-4 和 3-5,主要差別在於分母考慮方式不同:
38 處理後葡萄醣產率 酵素水解無論有無前處理之稻殼 所產出的實際葡萄糖產量 利用式 換算出無論有無前處理之稻殼 不考慮纖維素損失量 應有的理論葡萄糖產量 (3-5) 原始葡萄醣產率 酵素水解無論有無前處理之稻殼 所產出的實際葡萄糖產量 利用式 換算出無論有無前處理之稻殼 考慮纖維素損失量 應有的理論葡萄糖產量 (3-4)
39
第四章 結果與討論
4-1 稻殼成分分析 生質能源之原料選別在於其纖維素及半纖維素多寡,而稻殼是農業 廢棄物中容易取得的木質纖維素之一,又稻殼成分會因地方、氣候、 品種有些許變異,因此藉由原料成分分析了解稻殼之組成,以便判斷 此是否為具有發展力之木質纖維素以及成為後續葡萄糖產率之重要指 標。本研究參考Van Soest et al. (1991)之稻殼成分分析方法,主要分析
項目有纖維素(Cellulose)、半纖維素(Hemicellulose)、木質素(Lignin)、 灰分(Ash)以及其他(Other)成分(水分及一些可萃取物),分析結果如表 4-1 所示。 分析結果顯示,稻殼中之半纖維素含量為21.45 %,纖維素含量為 36.37 %,木質素含量為 21.32 %,灰分含量為 11.22 %,而其他含量為 9.64 %。此實驗結果與 Qu et al. (2010)發表之稻殼成分相似,但本實驗 結果之灰分含量較低,應是產地不同所造成,而也將成為後續前處理 實驗考量因素之一。 表 4-1 稻殼成分分析結果 Constituent Content(wt%) Hemicellulose 21.45% Cellulose 36.37% Lignin 21.32% Ash 11.22% Other 9.64%
40 4-2 不同纖維水解酵素之水解稻殼測試 目前纖維水解酵素已有許多商業化的產品,然而不同來源之酵素對 於不同型式存在之纖維素會有不同的效用;實驗所得最終產物為單醣 分子,標準品由HPLC 在設定操作條件為:管柱使用 RozexTM 8 μm ROA-Oraganic Acid,將管柱溫度設為 60 ℃,以 10 mM 之硝酸為載流 液,流速為0.6 mL/min,其所得之曲線如圖 4-1 所示。實驗結果顯示, 葡萄糖(Glucose)曲線於約十分鐘前段左右(607 sec)出現,而木糖 (Xylose)曲線則約在十分鐘後段左右(648 sec)出現,其誤差值須小於 6 sec,由此可知在實驗設定條件下能明確分開兩種標準品之曲線,以 供辨識。 圖 4-1 單醣分子之 HPLC 位置圖 607 648
41 4-2-1 單醣濃度標準曲線製作 本實驗利用HPLC 測定酵素水解後之單醣溶液,實際開始前須先製 作單醣濃度標準曲線,其目標物為葡萄糖及木糖。 圖4-2 為利用 HPLC 製作之單醣濃度標準曲線圖,由圖可知所測得 之標準曲線皆符合R2 ≧ 0.995,因此,後續酵素水解之單醣皆可依據 此標準曲線作濃度之推算。 圖 4-2 利用 HPLC 製作單醣濃度標準曲線圖 *為單醣顯示於 HPLC 曲線之積分面積
4-2-2 型號“Cellulase from Aspergillus sp.”之纖維水解酵素
本實驗探討型號為“Cellulase from Aspergillus sp.”之纖維水解酵
素對原始稻殼進行水解反應,實驗結果如圖4-3,實驗空白為酵素本身
成分,在與稻殼水解同一操作環境下自行增加之單醣量,其製作為設 定兩反應槽作水解反應,其一無添加稻殼另一則有;由單醣分子之