國 立 交 通 大 學
材 料 科 學 與 工 程 學 研 究 所
碩 士 論 文
等通道轉角擠型製程對鎂-5 錫-1 鈣合金抗潛變性質的影響
Effect of Equal Channel Angular Extrusion on the
Impression Creep Behavior of Mg-5Sn-1Ca Alloy
研 究 生:曾奕憲
指導教授:劉增豐 教授
朝春光 教授
等通道轉角擠型製程對鎂-5錫-1鈣合金抗潛變性質的影響
Effect of Equal Channel Angular Extrusion on the
Impression Creep Behavior of Mg-5Sn-1Ca Alloy
研究生:曾奕憲 指導教授:劉增豐 博士
朝春光 博士
國立交通大學
材料科學與工程學系
碩士論文
A ThesisSubmitted to Department of Material Science and Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Material Science and Engineering
August 2012
Hsinchu, Taiwan, Republic of China
I
等通道轉角擠型製程對鎂-5 錫-1 鈣合金抗潛變性質的影響
學生:曾奕憲 指導教授:劉增豐 博士
朝春光 博士
國立交通大學 材料科學與工程研究所碩士班中文摘要
本實驗係以重力澆鑄法製成 Mg-5wt.%Sn-1wt.%Ca 之鎂合金鑄錠,其 平均晶粒大小約為 150μm,其主要析出相為 Mg2Sn 和 CaMgSn。將實驗合金 於 250℃下經 ECAE 製程後,以 OM 觀察其顯微組織,並以 Instron 8501 萬 能試驗機測試其高溫潛變性質。 研究結果顯示,經過不同道次 ECAE 製程的實驗合金,其應力指數 n 隨著擠型次數的增加有下降的趨勢,從鑄態的 n=7.7 到擠型四道次的 n=5.68,這意味著經 ECAE 製程後,實驗合金的潛變主導機制從 power-law break down 的區域漸漸移向晶界滑移區(Grain Boundary Sliding)。 經由 ECAE 後活化能從鑄態的 148.2KJ/mol 下降到 N=4 的 95.8KJ/mol, 意味著材料擴散機制隨著擠製道次的增加,從差排的滑移轉變為晶界擴 散。 抗潛變性質方面,分別在 N=1 和 N=4 有最好和最差的抗潛變性質,以 溫度 200℃,施加應力為 350MPa 的情況來說,N=1 的潛變速率為 5.4E-4, 遠低於 N=4 的 1.24E-3,這是由於潛變機制朝向晶界滑移,使得具有較小 晶粒,更多晶界的 N=4 合金自然具有較 N=1 合金差的抗潛變性質。II
Effect of Equal Channel Angular Extrusion on the
Impression Creep Behavior of Mg-5Sn-1Ca Alloy
Student: Yi-Shian Tzeng Advisor: Dr. Tzeng-Feng Liu
Dr. Chuen-Guang Chao
Department of Materials Science and Engineering National Chiao Tung University
Abstract
In this research, the effect of equal channel angular extrusion (ECAE) on the impression creep behavior of magnesium alloy (Mg-5wt.%Sn-1wt.%Ca) was investigated. Energy dispersive system (EDS) was used for chemical composition analysis. The precipitation phases confirmed by X-ray diffraction pattern (XRD) were Mg2Sn and CaMgSn. The microstructures were examined by optical microscopy (OM). Instron 8501 was used for impression creep test. The stress exponent decreases from n=7.7 for the as-cast sample to n=5.68 for the sample after four passes of ECAE process (N=4). It suggests that the dominant creep mechanism of alloy changes from power-law breakdown region to grain boundary sliding region.
III
The creep activation decreases from 148.2KJ/mol for the as-cast sample to
95.8KJ/mol for N=4 sample. It suggests that the dominant diffusion
mechanism of alloy changes from dislocation slip to grain boundary diffusion. When the applied stress is 350MPa at 200℃, N=1 sample has the best creep resistance. Its creep rate is 5.4E-4. Under the same test condition , the N=4 sample has the worst creep resistance. Its creep rate is 1.24E-3. It's because of the change of dominant creep mechanism. The N=4 sample has the smallest gains, which means the most grain boundaries, so its creep resistance is worse than the others.
IV
誌謝
首先要感謝的是兩位教授的指導,無論是在材料方面的知識或是實驗 方面的提點以及最後論文的寫作,教授們都毫無藏私地傾囊相授,以致於 能夠完成這份論文。 還有實驗室的各位,浩然學長從我一開始進實驗室便帶著我做實驗, 老雞、濟公、哲毅學長常常幫我解答一些實驗上的困難,常常需要用到後 山的儀器,也有賴於後山學長們的指點,小鐘、思漢、piki 我們同梯的就 不用說了,學弟學妹也幫了我很多的忙,最難忘的是去師大的熔煉,沒有 大家的幫忙是絕對沒辦法完成的! 當然最感謝的是我的父母,能夠支持我完成學業,還有同屆的同學們, 大家一起互相支持,也感謝這段時間陪著我的朋友,Ivy 辛苦你了,常常 得聽我吐苦水,黃靈異你貢獻實在不多,就別佔版面了,要感謝的人太多, 謝謝我的朋友以及家人。V
目錄
中文摘要………Ⅰ 英文摘要………II 誌謝………IV 目錄………V 表目錄………VII 圖目錄………VIII 第一章 前言………1 第二章 文獻回顧………3 2-1 鎂合金 (Magnesium Alloys)………3 2-1-1 鎂合金的簡介… ………3 2-1-2 高溫鎂合金的發展………42-2 等通道轉角擠型 (Equal Channel Angular Extrusion)………5
2-3 鎂合金的高溫變形機制………6
2-4 鎂合金的潛變………6
2-4-1 潛變及 Impression Creep Test………6
2-4-2 鎂合金的潛變機制………8
2-4-3 晶粒大小對鎂合金的影響………9
VI 第三章 實驗方法………16 3-1 實驗流程………16 3-2 合金熔煉與試棒製備………17 3-3 模具與加溫系統………17 3-4 等通道轉角擠型………17 3-5 測試及分析………18 3-5-1 合金成份、析出相分析及密度測試………18 3-5-2 光學顯微鏡( Optical Microscopy )金相觀察………18 3-5-3 潛變測試………18 第四章 實驗結果與討論………21 4-1 成分及析出相分析………21 4-2 擠型後之微觀分析………21
4-3 Impression Creep Test………23
第五章 結論………47
VII
表目錄
表 2-1 鎂合金常見的添加元素………10 表 2-2 各種含鋁鎂合金潛變研究………11 表 4-1 EDS 的成分重量百分比與原子百分比………27 表 4-2經過不同道次後之合金密度
………27 表 4-3經過不同道次合金之孔隙率
………27 表 4-4不同道次鎂合金在 200 度下,不同應力所對應之潛變速率
…28 表 4-5不同道次鎂合金對應之啟動應力
………28VIII
圖目錄
圖 2-1 Mg-Zn-Al 三元相圖………12 圖 2-2 等通道轉角擠型模具示意圖………12 圖 2-3 不同擠型路徑對單位元素變形之影響………13 圖 2-4 材料潛變的三個階段………13圖 2-5 Impression Creep Test 示意圖………14
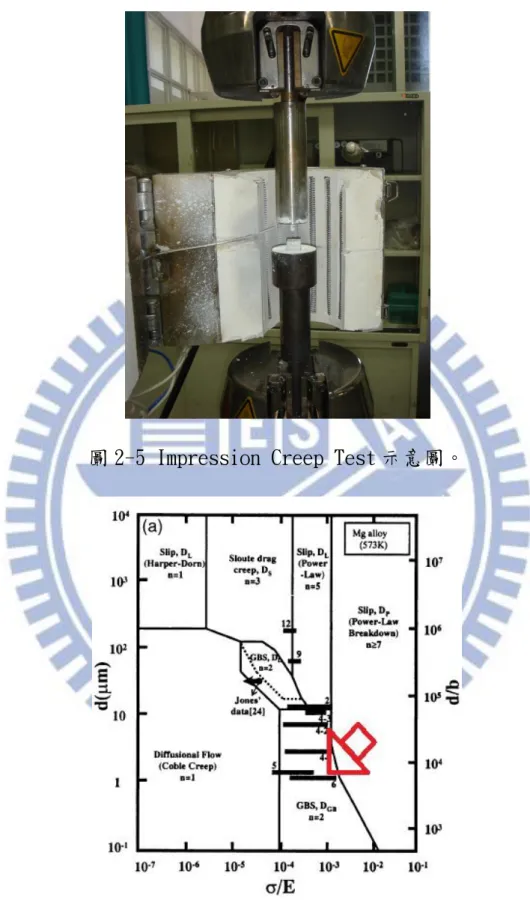
圖 2-6 T=573K 時,晶粒大小和應力大小對於鎂合金潛變機制的影響…14 圖 2-7 AZ61 鎂合金溫度及晶粒尺寸對擴散機制的影響………15 圖 3-1 熔煉設備示意圖………20 圖 3-2 等通道轉角擠型模具剖面圖………20 圖 4-1 as-cast 鎂合金 XRD 圖………29 圖 4-2 as-cast 的金相圖(a)低倍率(b)高倍率………30 圖 4-3 N=1 的金相圖(a)低倍率(b)高倍率………
31
圖 4-4 N=2 的金相圖(a)低倍率(b)高倍率………32 圖 4-5 N=4 的金相圖(a)低倍率(b)高倍率………33 圖 4-6 孔隙率隨擠型道次變化圖………34 圖 4-7 合金晶粒分布圖 (a)as-cast(b)N=1(c)N=2(d)N=4………35 圖 4-8 合金析出物尺寸分布圖 (a)as-cast(b)N=1(c)N=2(d)N=4………37 圖 4-9 as-cast 合金在 200℃下潛變測試的應變-時間圖………39 圖 4-10 N=1 合金在 200℃下潛變測試的應變-時間圖………39IX 圖 4-11 N=2 合金在 200℃下潛變測試的應變-時間圖………40 圖 4-12 N=4 合金在 200℃下潛變測試的應變-時間圖………40 圖 4-13 不同道次鎂合金所對應之潛變速率示意圖………41 圖 4-14 修正啟動應力前 as-cast 合金應力指數示意圖………42 圖 4-15 修正啟動應力前 N=1 合金應力指數示意圖………42 圖 4-16 修正啟動應力前 N=2 合金應力指數示意圖………43 圖 4-17 修正啟動應力前 N=4 合金應力指數示意圖………43 圖 4-18 修正啟動應力後 as-cast 合金應力指數示意圖………44 圖 4-19 修正啟動應力後 N=1 合金應力指數示意圖………44 圖 4-20 修正啟動應力後 N=2 合金應力指數示意圖………45 圖 4-21 修正啟動應力後 N=4 合金應力指數示意圖………45 圖 4-22 as-cast 經由阿瑞尼士方程式所求得潛變活化能示意圖………46 圖 4-23 N=4,經由阿瑞尼士方程式所求得潛變活化能示意圖…………46
1
第一章 前言
鎂的密度為 1.74g/cm3 ,僅有鋁的 2/3,為常見結構材料中最輕的,且 具有高比強度、耐壓性強、制震性佳、能回收再利用、電磁遮蔽效應高、 散熱好等優良特性,因此在現今的汽車工業、3C 產業、航太工業,鎂合金 的運用越來越廣,是相當具有發展潛力的合金。 雖然鎂合金具有上述的種種優點,但其不良的高溫潛變性質限制了它 的應用範圍,以汽車工業來說,AZ 系列鎂合金廣泛的取代了鋁合金的使用, 但由於其析出相主要為 Mg17Al12,熔點僅有 462℃,為一高溫不穩定相,使 得 AZ 系列鎂合金無法被應用於引擎及傳動組件處。因此關於添加元素改 善鎂合金高溫潛變性質的研究相繼產生,研究發現添加稀土元素能夠有效 改善鎂合金高溫性質,但稀土元素價格昂貴,且熔煉時容易揮發,使得此 種鎂合金無法大量生產,因此本次實驗選擇添加錫和鈣,這兩種元素的添 加會生成 Mg2Sn 和 CaMgSn 析出物,兩者熔點分別為 770℃和 910℃,皆為 高溫穩定相,能有效改善鎂合金的高溫性質,且皆為常見之金屬,和添加 稀土元素相比,成本低廉許多。ECAE(Equal Channel Angular Extrusion)為前蘇聯學者 Segal 所發 展出來的一種晶粒細化方式,透由純剪應力讓詴棒產生很大的變形量,且 變形前後詴棒截面積不變,方便進行多次加工,經過多次製程可以得到次 微米級甚至奈米等級的晶粒大小,有效細化晶粒,並能透過 ECAE 有效消 除材料中的孔洞,提升材料的性質。
一般而言,由於主導材料高溫潛變性質的機制被認為是 Grain
Boundary Sliding 以及 Dislocation Creep,因此晶粒細化,晶界變多, 對於材料的高溫潛變性質是不利的,但本實驗希望藉由上述 ECAE 的優點,
2
有效消除材料因鑄造所產生的氣孔,及剪切析出物使其均勻分佈在材料中 鎖住晶界避免其滑移,藉此改善材料的高溫潛變性質。
3
第二章 文獻回顧
2-1 鎂合金 (Magnesium Alloys)
2-1-1 鎂合金的簡介
鎂合金是在 1909 年,由德國 I. G. Farben Industrie A. G.的 G. Elektron 創製,為著名的 Elektron 合金,為 Mg-Al-Zn 系列或 Mg-Mn 系 列合金,但由於鎂本身的化學活性很高,鑄造時條件不易掌控,在純度和 耐腐蝕性質方面也不佳,所以鎂合金在當時並未被廣泛利用,直到後來因 為表面處理技術的提升,製程的改良,添加元素的研究提升了合金的性質, 才使得鎂合金漸漸被利用於各種產業。 鎂合金可以添加的合金元素很多,常見的如表 2-1[1]所示,添加這些 元素其目的分別是:添加鋁和鋅都可以分別產生析出相散佈在鎂基地中, 產生固溶強化和析出強化;添加錳則可以去除鎂合金中的雜質,像是鐵、 鈷、鎳、銅等,這些雜質的化學電位容易和鎂產生伽凡尼腐蝕(Galvanic Corrosion)[2],造成鎂的抗腐蝕性質不佳;至於鋯的添加可細化鑄造組 織,因為 AlZr 的析出可抑制鎂合金晶粒在高溫下的成長;稀土元素(RE) 的添加則可提升鎂合金的高溫抗潛變性質,使其可應用在較高溫的環境中。 因此,添加不同的合金元素於鎂基地中,搭配不同的製程方式,可以改善 鎂合金的強度、延性、抗潛變、抗磨耗,甚至物理性質等[3]。 鎂合金鑄錠須經過成型加工才能形成一定形狀的產品,目前,一般鋁 合金成型加工技術均可用於鎂合金,主要分為兩大類,鑄造及鍛造,其中 以壓鑄法最為常用,大部分鎂合金都是透過壓鑄法生產,由於鎂合金熔點 較鋁合金低,熔化金屬成本較低,且其具有優異的流動性,使得在鑄造薄
4 件或複雜零件時,鎂湯可以完全填充,提升鑄造的效率,加上鎂合金液在 壓鑄模內具有很高的冷卻速率,可形成組織細小、均勻且緻密的產品,使 得鎂壓鑄成型技術被廣為應用。
2-1-2 高溫鎂合金的發展
傳統常用於汽車工業的鎂合金,大多含鋁,如 AZ91D,所析出相 為 Mg17Al12,其熔點只有 462℃,為一高溫不穩定相,使得鎂合金高溫抗潛 變性質不佳,這也限制了鎂合金在汽車工業的應用,如引擎及傳動系統, 常常需要在 200℃左右的環境運作,因此,如何改善鎂合金的高溫抗潛變 性質,一直是近年來鎂合金研究的主要課題。最早的高溫鎂合金是由 Volkswagen 在 1960 年與 Dow Chemical、Norsk
Hydro 及 Hanover 大學合作所開發出的 AS41,藉由 Mg2Si 取代 Mg17Al12在晶
界析出而獲得良好的抗潛變效果,但由於粗大的 Mg2Si 顆粒嚴重影響合金 的室溫機械性質[4],故未能在汽車工業得到廣泛的應用。 目前開發的高溫鎂合金主要分為兩大類,一類為含稀土元素的鎂合金, 一類為高鋅鎂合金。稀土元素的添加對於鎂合金來說優點很多,可以細化 晶粒、改善高溫拉伸與潛變性質、能夠除氫脫氧、在熔煉過程中也能起到 保護熔體降低燃燒溫度的作用[5],常見之稀土鎂合金有 AE、WE 及 EZ 系 列等,其最大的缺點便是成本高昂,尤其在中國宣布限制出口稀土元素後, 可以想見稀土元素價格只有更加高漲,使得此種鎂合金無法大量生產。 ZA 系列鎂合金,由於其含鋅量較高,根據圖 2-1[6]Mg-Al-Zn 相圖顯示, 其不會析出熔點較低的 Mg17Al12,而是析出熔點較高的 Mg32(Al,Zn)49[6], 進而改善其高溫潛變性質,但由於鋅比重較大(約 7.14),加入大量的鋅會 使得合金比重上升,若添加過量,則會降低合金的延性[7]。
5 本實驗選擇添加了錫和鈣的合金,同時避免了上述兩個主要的問題, 成本及重量,並有效提升鎂合金的高溫抗潛變性質。文獻指出,藉由析出 高硬度(約 119Hv)高熔點(770℃)之 Mg2Sn 相,添加錫能夠有效的提升拉伸 強度、伸長量及高溫潛變性質,文獻更進一步指出含有 5wt.%Sn 的鎂合金 具有最好的拉伸性質[8],因此本實驗選擇添加 5wt.%的錫,既可強化高溫 抗潛變性質,又能兼顧到拉伸強度及延展性。第三元素選擇添加鈣,則是 為了能夠析出高熔點之 CaMgSn 相(910℃),更進一步的強化合金的高溫抗 潛變能力,使得 Mg-Sn-Ca 系列合金甚至能夠和添加稀土元素的 AE 系列相 比較[9]。
2-2 等通道轉角擠型(Equal Channel Angular Extrusion)
傳統上藉由大量應變細化晶粒改善金屬材料機械性質的方法有很多, 例如滾軋、鍛造、擠製等等,但在給予材料應變的同時,材料形狀也會跟 著改變,使得材料不易重複進行相同製程,因此有了 ECAE 此一製程的發 展。 ECAE 是由前蘇聯科學家 Segal 所發展出的變形方式[10,11],將詴棒 放入一個具有兩個等截面通道的模具中,通道內側交角為Φ,外側弧角為 Ψ,如圖 2-2[10]所示,接著用衝頭將詴棒從一個通道擠入另一個通道, 此時會在通道交角處形成一剪應力平面,詴棒通過此平面處會以純剪應力 方式變形,且由於兩通道截面積相同,經過擠製之後的詴棒可以不經形狀 修改直接進行下一道次的擠製,進而藉此累積大量的應變,而道次間的旋 轉即為 ECAE 的擠型路徑,主要分為下列三種,配合圖 2-3[12]表示。 (a) 路徑 A:每次擠型之間,詴棒不做旋轉,保持原方位放入模具 (b) 路徑 BA:第一次擠型後之詴棒以順時針或逆時針旋轉 90°,進行
6 第二次擠型,擠出後詴棒朝原來的反方向轉 90°進行 下一次擠型,此後依此類推。 (c)路徑 BC:相鄰兩道次之間,詴棒皆以同方向旋轉 90°。 (d)路徑 C:每次擠型之間,詴棒皆以同方向旋轉 180°。 一般認為使用路徑 BC可使材料晶粒細化並最快得到等軸晶[13]。 ECAE 可使材料產生大量塑性變形,產生很好的晶粒細化效果,並可使 微結構緻密化,消除孔洞[14],方便多次擠型,產生很小的晶粒,進而得 到一些特殊的機械性質,如超塑性,是一個具有很多優點且方便的製程。
2-3 鎂合金的高溫變形機制[15,16]
鎂合金在高溫下受到應力時,由於其滑移系統的不足,使得材料內部 累積了許多應變能,這些應變能儲存在材料的差排中,很快就使得材料內 差排密度升高,為了降低這些應變能,於是啟動了動態再結晶的機制 (dynamic recrystallization),動態再結晶,顧名思義是在材料加工過程中所 產生的再結晶現象,動態再結晶為一需經過成核及成長的現象,為了降低 差排在材料內部所累積的能量,在晶界、變形帶、雙晶等應變能較大的地 方發生動態再結晶現象,產生細小的晶粒,使附近差排密度大幅下降,並 達到晶粒細化的目的。2-4 鎂合金的潛變
7 材料在一定溫度及小於降伏強度的條件下,緩慢產生變形,稱為潛變。 潛變通常分為三個階段,如圖 2-4[17]所示,第一階段應變速率隨著時間 增加接著進入第二階段,此時應變速率成一定值,材料處在 steady state, 此時的應變速率稱為最小潛變速率(creep rate),一般判定材料抗潛變性 質的優劣即是以此階段作為判定,而最小潛變速率可用 power-law 公式表 示
其中ε
.
s為 creep rate ,B 為常數,E 為楊氏係數,Qc 為潛變活化能,T為絕對溫度,R 為理想氣體常數,n 為應力指數(stress exponent) ,σ 為施加的應力。最後進入第三階段,此時潛變速率急速上升,最後詴片會 被破壞。
而 Impression Creep Test 有別於一般以拉伸應力進行潛變測詴的實 驗,而是以一已知截面積之柱狀衝頭對材料施加固定壓力一定時間,以衝 頭移動之速率來判斷材料之抗潛變性質,如圖 2-5 所示,然而此種方法與 傳統的 Tensile Creep Test 間有下列參數需要做修正[19]
(a) (b) (c) 其中ε
.
為 creep rate,a 為圓柱型衝頭的半徑,F 為施加的力,σp為施加 的壓應力,σ為對應的拉伸應力,v 為衝頭在 steady state 的速度,由以8
上三個半經驗公式,我們可以知道在 Impression Creep Test 的實驗中, 我們把衝頭移動的速度除以衝頭的直徑當作所謂的潛變速率。
2-4-2 鎂合金的潛變機制
藉由計算出材料之應力指數n和潛變活化能Q,可以推測出材料的潛變 機制,但隨著各種條件添加元素、應力大小、受測溫度、晶粒大小的不同, 即使是同樣的合金,條件改變機制也會跟著改變,表2-2[20]為常見鎂合 金之高溫潛變性質。以Nayyeri等人所做的實驗來看,在高應力區n>9,活 化能Q=160KJ/mol,這是很典型的power-law breakdown現象,n和Q皆高, Q甚至比鎂合金的自體擴散活化能(QSD)還高,此時的潛變行為不再遵照 power-law的公式,必須以指數關係來形容,而這樣高的Q值有文獻指出也 有可能是由於發生回復(recovery)的緣故[16],而在低應力狀態下時,其 n值為5~7,Q值則是97KJ/mol,接近鎂pipe-diffusion energy,因此推測 是由pipe-diffusion主導變形機制[19],而觀察一些有析出相的鎂合金, 會發現有應力指數很高的情況[19,21,22],這可以用啟動應力σ0來解釋, 目前產生啟動應力的詳細原因仍不清楚,但一般認為是和差排及障礙物互 相的作用力有關連[22],Li和Langdon以一種較簡單的方式得到啟動應力, 作法是將應力和潛變速率都取log作圖,並將其外插到潛變速率為10-10 (1/s) 時所對應到的應力當為啟動應力σ0 [22],在引入啟動應力後,潛變速率 的公式需修正為: 經過修正後所得到的n值才是材料的應變指數。)
exp(
)
E
-B(
ε
0 s.
RT
Q
c n
9
2-4-3 晶粒大小對鎂合金的影響
近年來因為製程上的改善,已經可以讓鎂合金的晶粒大小降低到 10 μm 以下,ECAE 即是其中一種製程,而隨著晶粒尺寸的改變,對於鎂合金 的潛變性質也會產生影響,如圖 2-6[18],標明了在固定溫度下,高應力 區域時,隨著晶粒尺寸由大到小,材料之潛變機制會從 Power-law breakdown 區域移向 Grain Boundary Sliding 區域,所謂的 Power-law breakdown 指得是當應力大到某種程度時,材料不再遵循一般的 Power-law 公式,此時應力主導了材料的潛變機制,使得差排可以自由滑動[16],GBS 區指的是應力驅使所產生的空孔在晶界上發生作用,使得晶界軟化並發生 滑移的現象[19]。晶粒的大小也會影響材料在變形時主導擴散的機制,常見的擴散機制 有 lattice diffusion、grain boundary diffusion 以及 pipe diffusion, lattice diffusion 和 grain boundary diffusion,顧名思義即是發生在 晶格內部和晶界上的擴散,由於晶界相較於晶格內部結構較為鬆散,因此 擴散所需克服的 energy barrier 較低,而 pipe diffusion 則是一種透由 edge dislocation 所發生的擴散行為,和晶界擴散的道理一樣,差排附近 有較多的空間讓原子進行擴散,因此 pipe diffusion 的 energy barrier 也較 lattice diffusion 來的低,一般來說,決定擴散機制最重要的因素 是溫度,溫度高時傾向進行 lattice diffusion,溫度低時傾向 grain boundary 和 pipe diffusion,但圖 2-7[23]指出,對於鎂合金來說,晶粒 尺寸也會影響主導合金擴散的機制,在固定溫度下,存在一晶粒尺寸
dc(critical grain size),當鎂合金晶粒大於 dc,此時主導擴散的機制為
lattice diffusion,當合金晶粒小於 dc,為 grain boundary diffusion
10
表 2-1 鎂合金常見的添加元素[2]
AM Magnesium-Aluminum-Manganese without Zinc 鎂鋁錳
AZ, ZA Magnesium-Aluminum-Manganese with Zinc 鎂鋁錳鋅
K Magnesium-Zirconium 鎂鋯
ZK Magnesium-Zinc- Zirconium without Rare
Earths
鎂鋅鋯
ZE, EZ Magnesium-Zinc- Zirconium with Rare Earths 鎂鋅鋯稀土
HK Magnesium-Thorium- Zirconium without Zinc 鎂釷鋯
HZ, ZH Magnesium-Thorium- Zirconium with Zinc 鎂釷鋯鋅
QE Magnesium-Silver- Zirconium with Rare Earths 鎂銀鋯稀土
QH Magnesium-Silver- Zirconium without Rare
Earths
鎂銀鋯
WE Magnesium-Yttrium-Rare Earth- Zirconium 鎂釔稀土鋯
11
12
圖 2-1 Mg-Zn-Al 三元相圖[6]。
13
圖 2-3 不同擠型路徑對單位元素變形之影響[12]。
14
圖 2-5 Impression Creep Test 示意圖。
圖 2-6 在 T=573K 下,鎂合金晶力及應力大小對於鎂合金潛變機制的
15
16
第三章 實驗方法
3-1 實驗流程
重力澆鑄法熔煉出 Mg-5wt.%Sn-1wt.%Ca 合金 以 EDS 及 XRD 分別檢測其成分比例與主要析出相 ECAE 試片製備(17*17*70mm3) ECAE(N=0,1,2,4),溫度=250℃,擠型速率=2~3mm/min,路徑 Bc製做 Impression Creep Test 試片(15*15*30mm3)
Impression Creep Test:溫度=175,200,225℃, σ =325,350,375MPa
17
3-2 合金熔煉與詴棒製備
將 94wt.%鎂放入不鏽鋼坩鍋中,使用電阻式加熱爐進行鎂合金熔煉, 如圖 3-1[1]所示。由於鎂的活性很大,因此過程中需通以 SF6保護爐氣以 隔絕空氣,加熱到 750℃放入 1wt.%鈣持溫 20 分鐘,接著降溫到 700℃放 入 5wt.%錫靜置十分鐘以重力澆鑄法進行鑄造。熔煉好的鑄錠再經鋸床切 割成合適的大小,再以铣床加工形成 17mm x 17mm x 70mm 的 ECAE 詴棒。3-3 模具與加溫系統
等通道轉角擠型模具分為內外兩部分,內套模為對開設計,以插銷固 定,內模合起後內有一通道呈 120o 轉折,通道的截面積為 17x17mm2 ,如圖 3-2[1]所示,內模合起後放入一中空圓柱外模中,內外模以 4o 傾角相接, 使得兩模在擠型過程中更加緊合,避免鬆動,加熱系統為一 C 型加熱罩, 可環覆於外套模之外,讓整個模具均勻受熱,其熱電偶置於內模詴片出口 附近,用於量測擠型溫度。3-4 等通道轉角擠型
本實驗使用內側交角Φ為 120o ,截面積 17x17mm2 之等通道轉角擠型模 具,以 50 噸萬能詴驗機為壓力來源進行擠型,首先將詴棒以鐵氟龍膠帶 進行包覆,並將模具通道均勻噴灑氮化硼,以降低詴棒與模璧的磨擦力, 接下來將加熱罩置於模具外,加熱至 250℃,將詴棒置入通道預熱十分鐘, 使詴棒溫度均勻,以 2~3mm/min 的速度開始進行擠型,以上步驟為一次擠 型,本實驗所需詴棒擠型次數分別為 N=0,1,2,4,以路徑 Bc進行擠製。18
3-5 測詴及分析
3-5-1 合金成份、析出相分析及密度測詴
將鑄態的合金鑄錠取三個不同位置適當大小之詴片,用X-光能量散佈 分析儀( Energy Dispersive System, EDS )進行合金元素含量之分析。 並將鑄態的詴片,利用XRD(X-ray Diffraction) 鑑定析出相的結構,使 用Cu靶材,以每分鐘5度的速率進行範圍為20~90度的偵測,並以MDI Jade 5.0軟體進行比對。接著利用阿基米得原理,量測N=0,1,2,4詴片重量,並 分別浸入水中求取體積,相除即可得出詴片密度。
3-5-2 光學顯微鏡( Optical Microscopy )金相觀察
將合金鑄錠及經過擠型之詴片切成適當大小,用碳化矽(SiC)砂紙依 序由#180、#400、#800、#1500、#2000、#4000 號進行研磨,並以 1.0μm、 0.3μm 及 0.05μm 氧化鋁(Al2O3)粉懸浮液進行拋光,接著將詴片放入丙酮 (Acetone)液中進行五分鐘的超音波震盪,以去除表面雜質,接下來放入 5%硝酸溶液中進行 2~5 秒的腐蝕,並以大量清水沖洗詴片,將詴片用高壓 氮氣吹乾,最後用光學顯微鏡觀察晶粒與析出物尺寸,並用影像分析軟體 image pro 分析晶粒與析出物之尺寸分佈。3-5-3 潛變測詴
潛變測詴於 Instron 8501 型萬能詴驗機外加裝高溫爐進行,如圖 2-5 所示,將經過不同道次 ECAE 的詴片切成 15mm x15mmx30mm 大小的詴片, 並將受力面研磨拋光,然後將詴片放入高溫爐中加熱到 175℃~225℃持溫19
10 分鐘,再以一直徑為 5mm 的圓柱型衝頭對詴片施加壓力,在壓力分別為
325MPa、350MPa 及 375MPa 下(0.001≦σ/E≦0.01)進行潛變測詴。
20
圖 3-1 熔煉設備示意圖[1]。
21
第四章 實驗結果與討論
4-1 成分及析出相分析
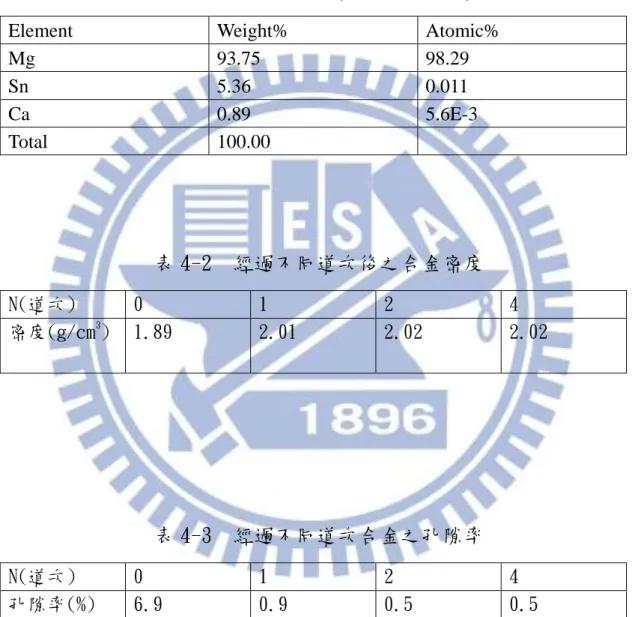
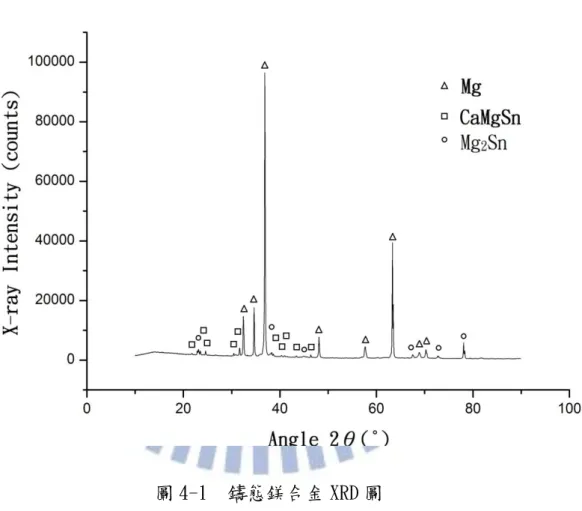
以重力澆鑄法製成的 Mg-5wt.%Sn-1wt.%Ca 合金鑄錠,利用 X-光能量 散佈分析儀( Energy Dispersive System, EDS )進行合金元素含量之分 析,其 EDS 成分重量百分比如表 4-1 所示。而從 XRD 圖 4-1 可得知其主要 析出相為 Mg2Sn 及 CaMgSn。
4-2 擠型後之微觀分析
圖 4-2 至 4-5 為經過不同道次 ECAE 製程的合金金相圖,在鑄態的情 況下,合金的晶粒相當粗大,平均約有 150μm,其析出物 Mg2Sn 和 CaMgSn 也相當粗大,以不同的形狀分佈在晶界和晶粒中,且可以觀察到由於採用 重力澆鑄法,合金內含有一定數量的氣孔和樹枝狀結構(dendrite)的構造; 而 N=1,也就是經過一次 ECAE 後的合金,從金相圖可以看出,在大晶粒間 開始產生動態再結晶的小晶粒,析出物在這一階段還沒有明顯的被剪切成 小尺寸,用 OM 及 SEM 觀察,已經觀察不到樹枝狀結構,且氣孔大多數在 經由一次擠型之後癒合,這一點可以從表 4-2 所示經過不同道次擠型後合 金的密度獲得確認,本合金理論密度為 2.03g/cm3 ,但鑄態合金密度只有 1.89g/cm3 ,證明了其內含有許多孔洞,鑄態合金經由一次擠型後密度上升, 繼續擠型則密度趨於穩定;進一步擠型到 N=2 時,動態再結晶小晶粒較 N=1 時更多;擠型到 N=4 時,幾乎大部分都是動態再結晶後的小晶粒,只剩下 少許尺寸較大的晶粒,部分原本較為細小的析出物此時也被剪切成小於 1022
μm 的細小顆粒散佈在晶粒和晶界中。表 4-3 將合金密度換算成孔隙率, 從鑄態的 6.9%降低到 N=4 的 0.5%,圖 4-6 為孔隙率隨道次變化圖。 為了瞭解 ECAE 對於晶粒及析出物尺寸分佈的影響,利用 Image Pro 影像分析軟體對晶粒及析出物大小進行分析,圖 4-7 為鑄態、N=1、N=2、 N=4 的晶粒尺寸分佈圖,從圖中可以觀察到,晶粒大小從原本的常態分佈, 擠型一道次後小尺寸的晶粒開始產生,擠型二道次後小尺寸晶粒更多,形 成明顯的 bimodal 現象,這樣的現象是由於鎂合金的動態再結晶所導致, 一直到擠型四道次後原本大尺寸的晶粒大部分都變為動態再結晶後的小 顆粒,和 OM 圖所觀察到的現象互相印證。 圖 4-8 為析出物尺寸分佈圖,從圖中可以觀察到析出物在鑄態的狀態 下各種尺寸皆佔一定比例,而有些大於 100μm 的大尺寸析出物所佔之面 積較大,經過一道次 ECAE 製程後,尺寸分佈有向左偏移的趨勢,經過二 道次製程後可以觀察到長度小於 10μm 的小尺寸析出物明顯增多,而大尺 寸析出物的平均長度也下降,經過四道次後,這樣的現象更加明顯,但長 度大於 100μm 的析出物還是佔了一部分的比例,金相圖仍可以觀察到部 分粗大的析出物,說明了 ECAE 製程能夠有效的剪切析出物,使其尺寸變 小,假設整體析出物體積不變,則小尺寸的析出物能夠更均勻的分散在基 材中。
23
4-3 Impression Creep Test
圖 4-9 至 4-12 為實驗合金經過不同道次等通道轉角擠型之後在 200 ℃下所做潛變測詴的應變-時間圖,所有的詴片在經過一短暫的斜率爬升 階段之後,進入斜率穩定的第二階段,也就是所謂的 steady state,實驗 所求得之潛變速率即是由此階段求得,相較於傳統拉伸潛變,Impression Creep Test 不會有第三階段拉伸破斷的發生,此外隨著壓力增大及溫度上 升,所有詴片的潛變速率都有增加的趨勢。 表 4-4 為不同道次合金在相同條件下之潛變速率,如表所示,合金在 經過一次擠型之 N=1 的詴片有最低的潛變速率,第二低則是鑄態合金,經 過兩道次擠型之 N=2 的詴片潛變速率又開始上升,抗潛變能力變得比未擠 型之詴片還要差,而 N=4 的詴片潛變速率最快,有最差的抗潛變能力,圖 4-13 即為合金在 200℃、350MPa 條件下的潛變速率隨道次變化的示意圖, 這樣的趨勢在各條件之下皆成立,為了瞭解這樣的趨勢,我們進一步算出 經由不同道次擠型之後,合金的應力指數(n 值)和活化能(Q),從合金的潛 變機制去做探討。 將同一道次鎂合金在同一溫度不同壓力下所得之潛變速率取對數,以 壓力之對數為橫軸,速率之對數為縱軸,求得四個道次之 n 值,如圖 4-14 至 4-17 所示,鑄態之合金 n 值為 9.6,經過一道次擠型後之 n 值為 8.1, 經過二道次擠型後之 n 值為 7.2,經過四道次擠型後之 n 值為 6.0,但我 們尚須考慮到潛變的啟動應力( threshold stress ),將上述之圖外插到 潛變速率 10-10 (1/s)所得之力即為啟動應力,其數值如表 4-5 所示,將啟 動應力扣除後,得到修正後的 n 值,如圖 4-18 至 4-21 所示,鑄態詴片 n=7.7, 一道次擠型詴片 n=6.9,二道次擠型詴片 n=6.4,四道次擠型詴片 n=5.6, 可以看出隨著擠型道次的增加,晶粒尺寸變小,應力指數有下降的趨勢,
24
這和文獻中所指出,在高應力區(σ/E=0.001~0.01),隨著晶粒尺寸變小, 鎂合金的應力指數也會如圖 2-6[18]所示,從 power-law breakdown 區域 (n≧7),趨向 Grain Boundary Sliding 區域(n=2)的趨勢吻合,但就算拿 應力指數最低的 N=4 詴片來看,其 n 值 5.6 也和文獻所提 n=2 有段差距, 根據另一份文獻指出,合金經由 ECAE 後,會產生 bimodal 現象,即晶粒 尺寸並不是常態分佈,其推測合金之 n 值受到這樣的現象影響,須考慮大 小晶粒分別對 n 值的貢獻[24],而根據 Watanabe 等人所做的實驗證明了
存在一 critical grain size dc,大於此 grain size,則材料擴散機制為
lattice diffusion,小於此 grain size,則擴散機制轉為 grain boundary diffusion[23],考慮 bimodal 效應,以 50μm 為界,分為大小晶粒,大 晶粒假設其對 n 值的貢獻為 7.7(同鑄態詴片之 n 值),小晶粒對 n 值貢獻 為 2(GBS 之 n 值,見圖 2-6[18]),則修正後之 n 值為: n=2*(小晶粒比率) + 7.7*(大晶粒比率) 以這樣的方法算出來,N=1 之應力指數為 7.1,N=2 之應力指數為 6.4,N=4 之應力指數為 3.7,這些數值和實驗數值相近,說明了 ECAE 製程產生的晶 粒尺寸 bimodal 分佈,使得合金應力指數為一混合大晶粒和小晶粒效應所 產生的結果,而機制的轉變也可以從觀察 N=1 到 N=4 的晶粒和析出物尺寸 變化可以發現,根據圖 4-8 顯示從一道次到四道次合金析出物尺寸變小, 若此時潛變機制為差排所主導,則析出物尺寸變小分佈更均勻,應該能有 效阻擋差排的移動,使得潛變速率下降,但實際上潛變速率隨著晶粒分佈 變小,晶界增多而上升,這說明了此時變形機制從原本的 power-law breakdown 轉變為 Grain Boundary Sliding,因此材料的抗潛變性質才會 隨著擠型道次增加,晶界的增多而下降。
接下來用溫度倒數和潛變速率對數做圖,如圖 4-22 和 4-23 所示,求 得鑄態和 N=4 合金之活化能,經過 ECAE 製程後,從鑄態的 148.2KJ/mol,
25 下降到 N=4 的 94.3KJ/mol,前者較純鎂自體擴散活化能(135KJ/mol)來的 高,正是典型 power-law breakdown 的特徵,此時合金的變型由差排的滑 移(glide)轉變為差排的爬升 (climb),也有一說指出此現象是由於回復 (recovery)所造成[16],後者接近純鎂的晶界擴散能(92KJ/mol),這也印 證了前段所述 ECAE 對於潛變機制的影響,由於晶粒細化,使得變形機制 趨向 Grain Boundary Sliding 區域的結論,活化能的改變也可以從另一 方面來探討,圖 2-7[23]說明了在一定溫度下,存在一 critical grain size, 根據前面實驗討論在本實驗此一 grain size 為 50μm,介於本實驗鑄態和 N=4 的晶粒尺寸中間,擴散機制因而由差排滑移主導轉為 grain boundary diffusion 所主導,活化能因此而產生改變。 從上述機制的轉變便可以清楚解釋不同道次間抗潛變性質的差異, N=1 詴片抗潛變性質之所以會比鑄態詴片來得好的原因,首先是因為在經 過一道次擠型後,消弭了原本鑄態詴片中因為重力澆鑄所產生的氣孔以及 樹枝狀結構,這些都會對於潛變性質有不良的影響,且產生了一小部分動 態再結晶的小晶粒散佈在原本的大晶粒間,此時主導合金變型的機制仍是 差排的移動,這些小晶粒阻擋了差排的移動,因此 N=1 的詴片抗潛變性質 會較鑄態的詴片來得好。 隨著擠型道次的增加,平均粒徑從原本鑄態的 150μm 降低到 N=2 的 30μm 左右,意味著小尺寸的晶粒開始大量產生,這些小晶粒固然可以扮 演阻擋差排移動的角色,但晶粒尺寸變小相對而來就是產生更多的晶界, 而此時合金變型的機制開始往 Grain Boundary Sliding 移動,此時晶粒 細化對於潛變所帶來的好處已經趕不上晶界數量變多所帶來的壞處,所以 從 N=2 開始,抗潛變性質開始變差。
26
更進一步擠型到四道,此時平均粒徑已經小於 10μm,50μm 以下的 小晶粒已經佔了整體的 72%以上,Grain Boundary Sliding 的效應更加明 顯,因此 N=4 具有最差的抗潛變性質。
27
表 4-1 EDS 的成分重量百分比與原子百分比
Element Weight% Atomic%
Mg 93.75 98.29 Sn 5.36 0.011 Ca 0.89 5.6E-3 Total 100.00
表 4-2 經過不同道次後之合金密度
N(道次) 0 1 2 4 密度(g/cm3 ) 1.89 2.01 2.02 2.02表 4-3 經過不同道次合金之孔隙率
N(道次) 0 1 2 4 孔隙率(%) 6.9 0.9 0.5 0.528
表 4-4 不同道次鎂合金在 200 度下,不同應力所對應之潛變速率
N stress
0 1 2 4
325MPa 3.11E-4 3.03E-4 5.58E-4 9.95E-4
350MPa 6.3E-4 5.4E-4 9.41E-4 1.24E-3
375MPa 1.22E-3 9.4E-4 1.55E-3 2.34E-3
單位:1/s
表 4-5 不同道次鎂合金對應之啟動應力
N(道次) 0 1 2 4 σ0啟動應力 (MPa) 68.5 51.1 37.6 22.829
30
(a)
(b)
31
(a)
(b)
32
(a)
(b)
33
(a)
(b)
34
圖 4-6 孔隙率隨擠型道次變化圖。
0 1 2 3 4 5 6 7 8 0 1 2 3 4 5 道次 孔隙率 (% )35
(a)
36
(c)
(d)
37
(a)
38
(c)
(d)
39
圖 4-9 鑄態合金在 200℃下潛變測詴之應變-時間圖。
40
圖 4-11 N=2 合金在 200℃下潛變測詴之應變-時間圖。
41
42
圖 4-14 修正啟動應力前鑄態合金應力指數示意圖。
圖 4-15 修正啟動應力前 N=1 合金應力指數示意圖。
-3.7 -3.5 -3.3 -3.1 -2.9 -2.7 -2.5 2.5 2.51 2.52 2.53 2.54 2.55 2.56 2.57 2.58log(stress)
log(c
reep
rate)
-3.6 -3.5 -3.4 -3.3 -3.2 -3.1 -3 -2.9 2.5 2.51 2.52 2.53 2.54 2.55 2.56 2.57 2.58log(stress)
n=8.06
log(c
reep
rate)
n=9.6
43
圖 4-16 修正啟動應力前 N=2 合金應力指數示意圖。
圖 4-17 修正啟動應力前 N=4 合金應力指數示意圖。
-3.25 -3.2 -3.15 -3.1 -3.05 -3 -2.95 -2.9 -2.85 -2.8 -2.75 2.5 2.51 2.52 2.53 2.54 2.55 2.56 2.57 2.58log(stress)
log(c
reep
rate
) -3.05 -3 -2.95 -2.9 -2.85 -2.8 -2.75 -2.7 -2.65 -2.6 2.5 2.51 2.52 2.53 2.54 2.55 2.56 2.57 2.58log(stress)
n=6.06
log(c
reep
rate)
n=7.7
44
圖 4-18 修正啟動應力後鑄態合金應力指數示意圖
圖 4-19 修正啟動應力後 N=1 合金應力指數示意圖
-3.7 -3.5 -3.3 -3.1 -2.9 -2.7 -2.5 2.4 2.42 2.44 2.46 2.48 2.5log(σ-σ
0)
log(c
reep
rat
e)
-3.6 -3.5 -3.4 -3.3 -3.2 -3.1 -3 -2.9 2.42 2.44 2.46 2.48 2.5 2.52log(σ-σ
0)
n=6.9
log(c
reep
rat
e)
n=7.245
圖 4-20 修正啟動應力後 N=2 合金應力指數示意圖
圖 4-21 修正啟動應力後 N=4 合金應力指數示意圖
-3.25 -3.2 -3.15 -3.1 -3.05 -3 -2.95 -2.9 -2.85 -2.8 -2.75 2.45 2.46 2.47 2.48 2.49 2.5 2.51 2.52 2.53 2.54log(σ-σ
0)
n=6.4
log(c
reep
rate)
-3.05 -3 -2.95 -2.9 -2.85 -2.8 -2.75 -2.7 -2.65 -2.6 2.47 2.48 2.49 2.5 2.51 2.52 2.53 2.54 2.55 2.56log(σ-σ
0)
n=5.68
log(c
reep
rate
)
46
圖 4-22 鑄態合金經由阿瑞尼士方程式所求得潛變活化能示意圖。
圖 4-23 N=4,經由阿瑞尼士方程式所求得潛變活化能示意圖。
-10 -9 -8 -7 -6 -5 -4 -3 -2 -1 0 0.00195 0.002 0.00205 0.0021 0.00215 0.0022 0.002251/T(1/K)
ln(c
reep
rate)
as-cast
Q=148.2kJ/mol
-9 -8 -7 -6 -5 -4 -3 -2 -1 0 0.00195 0.002 0.00205 0.0021 0.00215 0.0022 0.002251/T(1/K)
ln(c
reep
rat
e)
N=4
Q=94.3kJ/mol
47
第五章 結論
本實驗以重力澆鑄法製成 Mg-5wt.%Sn-1wt.%Ca 鎂合金鑄錠,主要的 析出相為 Mg2Sn 及 CaMgSn。在 250℃下,採用路徑 Bc,以 2~3mm/min 的速 率進行 ECAE 製程,然後將經過不同道次的合金在壓力為 325MPa、350MPa、 375MPa,溫度為 175~225℃下進行 Impression Creep Test 的測詴,得到 的結果如下: 1. 測詴壓力 350MPa,測詴溫度 200℃的條件下,N=1 的詴片有最好的 抗潛變性質,其潛變速率為 5.4E-4;而 N=4 的詴片抗潛變性質最差, 其潛變速率為 1.24E-3,差距在兩倍以上。 2. 經由扣除啟動應力修正後之應力指數從鑄態的 n=7.7,隨著擠製 道次的增加逐漸下降,分別為經一道次的 n=6.9,兩道次的 n=6.4,四 道次的 n=5.6,這表示隨著晶粒尺寸的下降,合金的潛變機制從Power-law breakdown 區域趨向 Grain Boundary Sliding 區域。 3. 經由 ECAE 製程後,材料活化能從鑄態的 148.2KJ/mol 到 N=4 的 94.3 KJ/mol,說明了當材料隨著擠型次數的上升,晶粒尺寸下降,小
於 critical grain size dc,因此主導材料擴散的機制從差排的滑
移轉變為 grain boundary diffusion。
4. 整體來看,ECAE 讓材料晶粒細化的特性,對於材料的抗潛變性質而言 是不利的,但從本實驗可以觀察到,經過一道次的 ECAE 製程,消弭 鑄錠中的氣孔和樹枝狀結構,產生少量的動態再結晶小晶粒,阻礙差 排移動,有助於改善材料的抗潛變性質。
48
參考文獻
1. 林哲毅,「ZA85 鎂合金經等通道轉角擠型後顯微組織與機械性質改善之
研究」, 國立交通大學材料科學工程研究所碩士論文, 2009.
2. H.P.Godard, W.B.Jepson, M.R.Bothwell, R.L.Kane, “The Corrosion of
Light Metals”, 1967, pp. 192-195.
3. B. L. Mordike, T. Ebert, “Magnesium Properties Applications Potential”, Materials Science and Engineering, A302, 2001, pp. 37-45.
4. A. Sanschagrin, R. Tremblay, R. Angers, D. Dube, “Mechanical properties
and microstructure of new magnesium-lithium base alloys”, Materials Science and Engineering, A220, 1996, pp. 69-77.
5. Yan Jingli, et al., “Creep behavior of Mg–2 wt.%Nd binary alloy”,
Materials Science and Engineering , A524, 2009, pp. 102–107.
6. Z. Zhang, A. Couture, A. Luo, “An Investigation of the Properties of Mg-Zn-Al Alloys”, Scripta Materialia, Vol.39, No.1, 1998, pp. 45-53.
7. 黃秀棓, 「等通道彎角擠製(ECAE)對鎂合金之影響」, 國立中央大學機
械工程研究所, 2003, pp. 83-85.
8. Hongmei Liu, et al., “The microstructure, tensile properties, and creep behavior of as-cast Mg-(1-10)%Sn alloys”, Journal of Alloys and Compounds, 440, 2007, pp. 122-126.
9. A. Bowles, et al., “Investigations in the Magnesium-Tin system”, Materials Science Forum, 488-489, 2004, pp. 135-138.
10. V. M. Segal, “Materials Processing by Simple Shear”, Materials Science
and Engineering, A197, 1995, pp. 157-164.
11. V. M. Segal, K.T. Hartwig, R. E. Goforth, “In Situ Composites Processed
49
pp. 107-115.
12. V. M. Segal, “Engineering and Commercialization of Equal Channel
Angular Extrusion (ECAE)”, Materials Science and Engineering, A386, 2004, pp. 269-276.
13. Y. Iwahashi, Z. Horita, M. Nemoto, T. G. Langdon, “The Process of Grain
Refinement in Equal Channel Angular Pressing”, Acta. Mater., 9, 1998, pp.3317-3331.
14. M. Furekawa, Y. Iwahashi, Z. Horita, M. Nemoto, T. G. Langdon, “The
Shearing Characteristics associated with Equal Channel Angular Pressing”, Materials Science and Engineering, A257, 1998, pp. 328-332.
15. T. Sakai, J. J. Jonas, “Dynamic recrystallization: Mechanical microstructural consideration”, Acta Mater. 32, 1984, pp. 189-209.
16. H.J. Frost, M.F. Ashby, “Deformation-Mechanism Maps: The Plasticity
and Creep of Metals and Ceramics”, Pergamon Press, 1982, pp. 15-18.
17. M. Pekguleryuz, M. Celikin, “Creep resistance in magnesium alloys”, International Materials Reviews, Vol.55, No.4, 2010, pp. 197-217.
18. W. J. KIM, et al., “SUPERPLASTICITY IN THIN MAGNESIUM
ALLOY SHEETS AND DEFORMATION MECHANISM MAPS FOR MAGNESIUM ALLOYS AT ELEVATED TEMPERATURES”, Acta. Mater.,49, 2001, pp.3337–3345.
19. S. N. G. CHU, J. C. M. LI, “Impression Creep ; a new creep test”, JOURNAL OF MATERIALS SCIENCE, 12, 1997, pp. 2200-2208.
20. K.U. Kainer, “Magnesium Alloys and Technologies”, 2003, pp. 158-162.
21. B.Q. Han, D.C. Dunand, “Creep of magnesium strengthened with high
50
A 300, 2001, pp. 235-244.
22. H. Dieringa, et al., “Investigation of minimum creep rate and stress exponents calculated from tensile and compressive creep data of
magnesium alloy AE42 ”, Materials Science and Engineering , A510-511, 2008, pp. 382-386.
23. H. Watanabe, et al., “Effect of temperature and grain size on the dominant diffusion process for superplastic flow in an AZ61 magnesium alloy”, Acta mater, Vol. 47, 1999, pp. 3753-3758.
24. 吳政霖, 「ZA85 鎂合金經等通道轉角擠型後抗潛變性質的研究」,國
![表 2-1 鎂合金常見的添加元素[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/21.892.128.770.308.890/表21鎂合金常見的添加元素2.webp)
![表 2-2 各種含鋁鎂合金潛變研究[20]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/22.892.173.716.322.918/表22各種含鋁鎂合金潛變研究2.webp)
![圖 2-1 Mg-Zn-Al 三元相圖[6]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/23.892.167.698.126.1045/圖21MgZnAl三元相圖6.webp)
![圖 2-3 不同擠型路徑對單位元素變形之影響[12]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/24.892.137.754.167.1036/圖23不同擠型路徑對單位元素變形之影響12.webp)
![圖 2-7 AZ61 鎂合金溫度及晶粒尺寸對擴散機制的影響。[23]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/26.892.165.708.289.932/圖27AZ61鎂合金溫度及晶粒尺寸對擴散機制的影響23.webp)
![圖 3-1 熔煉設備示意圖[1]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8632914.192546/31.892.166.704.112.1056/圖31熔煉設備示意圖1.webp)