明新科技大學
97 年度校內專題研究計畫成果報告
應用
TRIZ 於製造系統的績效評估
Applying TRIZ in performance evaluation of manufacturing systems
Abstract
Manufacturing management is aimed at efficiently utilizing resources to produce products with best quality and lowest cost at maximum output, so that customers will have optimum satisfaction. Excellent manufacturing management is an important factor to guarantee a high quality, high yield and high profit product. On the other hand, how to reduce costs and maximize production performance is one the core managerial aspects while facing the highly competition market. The purpose of this study is using TRIZ (Theory of Inventive Problem Solving) to systematically modulize the operation of a modern manufacturing system, and further to analyze problems and generate possible solutions through the Substance-Field Analysis and 76 standard solutions. Results indicated that TRIZ problem solving tools may generate some feasible improvement for the manaufacturing systems.
表目錄
表1-1 製造管理量測指標分類表 7 表2-1 分析層級法尺度表 12 表2-2 三十九個工程參數 14 表2-3 四十個創新原則 15 表2-4 依特性分類的三十九個參數 15 表2-5 矛盾矩陣表的使用 16 表4-1 問卷調查數據表……… 27 表4-2 整廠性績效數據表……….…………... 30 表4-3 黃光區績效數據表……… 30 表4-4 數據經標準化轉換後的結果……… 31 表4-5 Line yield 成對比較矩陣表………. 31 表4-6 Line yield 經正規化後的矩陣………. 31 表4-7 針對四個晶圓製造廠的權重數據總表………... 33 表4-8 所有績效指標的權重總表……… 33 表4-9 品質良率的成對比較矩陣………... 34 表4-10 品質良率的三角模糊數的成對比較矩陣……… 34 表4-11 Line yield 的模糊數參數估計…….……… 35 表4-12 WAT yield的模糊數參數估計……….……… 35表4-13 Chip probing yield的模糊數參數估計…….……… 35
第二章 文獻探討
以下針對績效評估的重要性與績效評估方法及本研究中應用到的基礎理論加以探 討:2. 1 績效評估的方法
一般來說,績效評估可以區分為兩大類型: 一是組織的績效評估,即建立組織的 績效管理系統; 另一是員工的績效評估,即是建立對員工的回饋系統,兩者必須相互 結合以發揮功能,本論文的主題比較切合前者”組織的績效評估”。績效評估對企業組 織而言有其絕對的重要性,因為企業的主要目的就是要不斷的達成目標,而企業組織 可以透過績效評估的結果,瞭解自身對於資源運用之效率與效能,作為管理階層在未 來訂定經營管理策略與目標時的參考指標。 管理大師 Drucker (1973) 曾說:”管理工作的基本要素之一,就是衡量與評估,管 理者建立尺度,對於組織內部成員的績效而言,很少有其他因素像它那麼重要”。而 所謂建立尺度,指的就是建立評估模式準則與評估模式而言。績效評估可以用以衡量 組織的整體運作績效,也具備控制的功效以顯示出組織運作是否偏離預期的目標,經 由評估建立明確績效衡量準則,可以引導組織未來的行動方向,創造競爭性行為,期 望最終目的在於提昇組織效率,引導組織朝向共同目標邁進以發揮整體績效,此即為 績效評估的意義。 Schuler et al. (1990) 將所有會影響績效的衡量與評估的因素稱為績效評估系統, 此系統包括: (1)執行工作分析不瞭解工作之職責,以建立績效標準。(2)選擇適當、有 效的績效評估方法去評估工作的行為與結果。(3)在評估期間之前對現職者作依工作期 望的調查。(4)建立一個與工作績效相關的回饋系統。(5)衡量績效評估系統是否達成 其所宣稱的目標。Evans et al. 認為績效評估是管理控制的一環,績效評估及績效管理 有助於公司更能有效的管理資源,以及衡量應具有日常作業性的控制系統及目標修正 的功能,長期之下則為策略管理、規劃及達成的工具。由以上文獻可知,績效評估乃 是為實現組織整體目標,透過一個量化標準或主觀認知,來衡量組織目標的達成程度 與資源運用的情形,並做出適當的修正行動。 由於績效評估的本質常是多準則決策問題,必須建立一套結構合理、組織明確的 準則架構,以清楚的描述各相關評估準則間的關係,並提供決策人員一項清晰可見的 工具,來幫助分析、檢討評估的合理性,必要時也可以迅速作為進一步修正的參考與 依據。 實務上常用的績效評估方法有下幾種: 1)Caplice et al. (1994)提出比值分析法,即「產出/投入」法,是傳統上企業在績 效評估最廣為使用的方法。2)Charnes et al. (1978) 談到資料包絡分析法(Data Envelopment Analysis, DEA)是
5)統計分析手法: 將績效評估中各項的關鍵指標,利用敘述性統計或是多變量變 異數分析手法來評估績效的高低。 還有其他的績效評估方法,例如量表分析法、排序法、目標管理法與強迫選擇法 等等。 當我們面對一個複雜與龐大的系統時,層級結構適合用來描述這些系統間的關 係,層級式架構是一種有系統的方法,它可以經由上下各層間連接,將一個大的系統 區分為幾個較小且彼此相關的系統,而且Robbins (1994)認為層级結構也合乎人們解 決問題時所採用的思考方式。層級結構分析步驟是使用者先對複雜的問題系統訂出問 題的總目標,再逐層列出簡明的次目標,直到明確的行動方案為止。 綜合以上的論述,我們知道層級式的結構在解決績效評估問題時擁有許多的優 點,所以本研究中將以AHP 方法來作為績效評估時,建立評估準則權重的方法。 依據 Saaty 的說法 AHP 具有以下的優勢: 1)決策的統一性(Unity): AHP 提供簡單的、容易瞭解且具彈性的模式,用來解 決不具結構性的問題。
2)過程的重複性(Process repetition): 發生判斷不一致時,AHP 可以經由重複的過 程,使得決策者可以改進問題的定義,以改善他們的判斷與認知上的一致性。 3)判斷與共識的一致性(Judgment and Consensus): AHP 不僅強調決策者間不同的
意見,而且能調合來自決策者多種判斷的代表性。 4)評估準則的取捨性(Tradeoffs): AHP 考慮問題中各種評估準則的相對優先權 (Priorities),並使決策者可以根據他們的目標(Goals),來選擇最佳方案。 5) 評 估 之 綜 合 性 (Synthesis): AHP 引 導 決 策 者 在 每 一 個 可 行 方 案 之 需 求 性 (Desirability)上,來進行一個全面的評估。 6)判斷之一致性(Consistency): AHP 依循符合邏輯的、一致的判斷,用以決定優先 權(Priorities)。 7)解決複雜性問題(Complexity): AHP 結合演繹與系統性的兩種方法,解決複雜的 決策問題。 8)評估準則之相依性(Interdependence): AHP 能處理問題裡面各種評估準則之相互 關聯,而不會僅強調直線性思考(Linear thinking),也就是只考慮單一層面。 9)評估準則之層級性架構(Hierarchy structuring): AHP 反應自然的人性思考傾
向,將問題之評估準則分類於不同的層級,亦即將類似的評估準則群組於同 一層內。
10)評估準則之測量性(Measurement): AHP 提供一個標度,用以測量無形的要素 (Intangibles)與一個方法建立優先權(Priorities)。
2. 2 分析層級法 (Analytic Hierarchy Process, AHP )
國武器管制、及裁軍局(ACDA)分配資源於從事恐怖主義之分析等多項研究,使得分 析層級法得以臻於成熟。以後經過不斷修正,分析層級法應用層面增加,例如,行為科
學、行銷管理、投資組合等,最後Satty (1980) 提出一套完整的方法論。分析層級法的
應用範圍廣泛,目前在國外已應用於下列十三種決策問題: 1. 決定優先順序 (Setting priorities)
2. 產生可行方案 (Generating a set of alternatives) 3. 選擇最佳方案 (Choosing the best policy alternative) 4. 決定需要條件 (Determining requirements)
5. 根據成本效益分析制定決策 (Making decision using benefits and costs) 6. 資源分配 (Allocating resources)
7. 預測結果-風險評估 (Predicting outcomes-risk assessment) 8. 衡量績效 (Measuring performance)
9. 系統設計 (Designing a system)
10. 確保系統穩定性 (Ensuring system stability) 11. 最適化 (Optimizing) 12. 規劃 (Planning) 13. 衝突解決 (Conflict resolution) 分析層級法是以一個層次的結構,將計量因素與非計量因素同時考量之理論,同時 匯集專家們的判斷與經驗,以產生所欲解決方案之優先順序,提供決策者參考。本法主 要內容有四: 1. 將複雜的問題間之評估予以結構化,並建立層級結構; 2. 設定各問題之評比尺度,並建立成對比較矩陣; 3. 計算各問題之相對權數; 4. 檢定一致性。 分析層級法的流程可細分為下列幾個步驟: 1. 決策問題之認定: 首先要釐清問題之所在,才可對問題下定義,方能清楚瞭解決 策目的。尤其是在應用分析層級法時,對於評估要素之分層,更須充分掌握問題之方向。 2. 列舉各評估要素: 在列舉各評估要素時,首在專家及決策者意見之整合,藉由 其專業知識與實務經驗對決策所面臨之問題的評估要素,慎重列舉各評估要素,此時毋 須考慮決策因素的順序及關聯性。有關專家及決策者意見之採用可用腦力激盪法(Group brainstorming) 或德懷術 (Delphi method) 以收彙整之效。
4)最底層為決策問題的行動方案或評比對象。 建立層級時應注意的是: 1)最高層級代表評估之最終目標; 2)儘量將重要性相近的要素放在同一層級; 3)層級內之要素不宜多,依 Satty 之建議最好不要超過 7 個,因為受限於人之因素, 同時過多時,也會影響層級之一致性。 層級結構建立以後,即根據問卷結果或專家評估同層級之各評估要素間的相對重要 性。分析層級法之評比方式是以上一層級的要素為基準,將同層級內之任兩要素對該上 層要素之重要性或影響力兩兩做比較,可減輕決策者在思考時的負擔,更能清晰地呈現 決策因素的相對性。分析層級法係採用名目尺度為成對比較之評估指標,其可分為九個 尺度如表2-1 所示: 表2-1 分析層級法尺度表 兩因素之相對重要性強度 定 義 說 明 1 一樣重要 兩因素對該目標有相同貢獻 3 稍重要 評比者認為A 較 B 稍重要 5 很重要 評比者認為A 較 B 頗重要 7 十分重要 對A 有強烈偏好,甚重要 9 極其重要 A 之重要性絕對凌駕於 B 2, 4, 6, 8 重要性介於此數之相鄰 當需要折衷值時 上列之倒數
2.3 創造性問題解決理論
人們需要有好的工具來發展新系統、解決問題以及選擇較優良的解決問題方法。創 造性問題解決理論(Theory of Inventive Problem Solving, TRIZ)是一種有系統的思考方 法,以創新知識資料庫或稱為專利資料庫,針對問題建立了一些分析原則,克服技術或 物理上的衝突與矛盾而達成創新性的解決方案。無論是技術或非技術領域的問題,使用 TRIZ 不但能提高創新的成功率、縮短創新的週期,更能及早預測過程中的問題,因此 近年來企業為降低成本,引進此技術的意願提高,例如英業達利用TRIZ 改善筆記型電 腦的設計,台灣電力公司運用TRIZ 改善輸電地下電纜運轉容量,光聯科技以此改善液 晶顯示器破裂專案等。其它方面如汽車產業、綠色工程、紡織、玩具產品等的創新設計, 也都有不少成功利用TRIZ 的實例。2.3.1.TRIZ 來源與簡介
TRIZ 來自俄語 Teorija rezvenija izovretatelskih zadach 的縮寫,其意義為「創造性問
題解決理論」。是由蘇俄的Genrich Saulovich Altshuller(1926-1998) 在二次世界大戰後分
析研究 20 多萬個專利後提出的理論,他發現不同種類的工程系統與技術皆有相同的專
解(Standard Solutions)、質場分析(Su-Field Analysis)以及龐大的知識資料庫等。TRIZ 理 論認為產品創新的目的是解決或移除設計中的矛盾,而產生新的、具有競爭力的解。
表2.2 四十個創新原則 1.分割 11.預先緩衝 21.急衝 31.利用多孔材料 2.分離、提煉 12.均衡潛能 22.轉變害處為利處 32.改變顏色 3.局部最佳化 13.反置 23.回饋 33.均質性 4.非對稱 14.球體化 24.中介物 34.去除和重生 5.合併 15.動態化 25.自我服務 35.參數轉變 6.多功能 16.局部、過量作用 26.複製 36.狀態轉變 7.關聯性 17.移至新維度 27.以廉價物替代 37.熱脹冷縮 8.相對重量變化 18.機械震動 28.以機械系統替代 38.強氧化功能 9.預先平衡 19.週期性 29.氣、液壓構造 39.惰性介質 10.預先動作 20.利用動作連續性 30.彈性薄板或薄膜 40.複合材料 三十九個參數依特徵又可以分為六大類,如表2.3 所示。 表2.3 依特性分類的三十九個參數 類別 參數編號 類別 參數編號 類別 參數編號 幾何 3、4、5、6、7、 8、12 資源 19、20、22、23、24、 25、26 害處 30、31 物理 1、2、9、10、11、 17、18、21 能力 13、14、15、16、27、 32、34、35、39 操控 28、29、36、37、38
2.3.3.1 矛盾矩陣
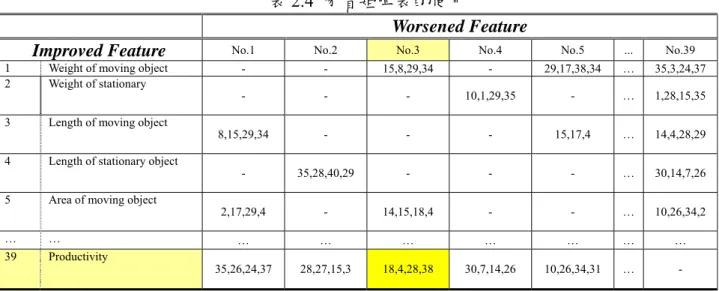
矛盾矩陣將技術矛盾的三十九個參數與四十個創新原則建立了對應關係,為一 39×39 的二維矩陣,縱列為預改善的參數(Improved Feature),由三十九個工程參數由上 而下排列,橫列為惡化的參數(Worsened Feature),由相同的工程參數由左至右排列。實 際應用矛盾矩陣時,找出改善與惡化的兩個矛盾參數,對應到特定的矩陣元素,其中的 數字便是推薦使用的創新原則。如表2.4 所示,當改善「生產力(Productivity)」會使「移動物件的長度(Length of moving object)」惡化時,矛盾矩陣表建議使用四十個創新原則
中的18:機械震動、4:非對稱、28:以機械系統替代、38:強氧化功能,以建議的這
表2.4 矛盾矩陣表的使用
Worsened Feature
Improved Feature No.1 No.2 No.3 No.4 No.5 ... No.39
1 Weight of moving object - - 15,8,29,34 - 29,17,38,34 … 35,3,24,37 2 Weight of stationary
- - - 10,1,29,35 - … 1,28,15,35 3 Length of moving object
8,15,29,34 - - - 15,17,4 … 14,4,28,29 4 Length of stationary object
- 35,28,40,29 - - - … 30,14,7,26 5 Area of moving object
2,17,29,4 - 14,15,18,4 - - … 10,26,34,2 … … … … … 39 Productivity 35,26,24,37 28,27,15,3 18,4,28,38 30,7,14,26 10,26,34,31 … -
2.3.3.2 分隔原則
當技術矛盾無法解決問題、提供適當解答時,可將技術矛盾轉化為實體矛盾,並使 用分隔原則解決。TRIZ 總結實體矛盾的各種專利研究方法,將其相似處歸納出下列四 點:1. 空間的分隔(separation of opposite requirements in space)
透過將元件在空間上做分隔,或將某元件分解成數個元件的方式來解決。 2. 時間分隔(separation of opposite requirements in time)
對某一系統的功能進行時間上的劃分,讓相互矛盾的需求、功能或條件在不同 的時間點出現。換言之,將某一過程劃分為有時間先後次序的數個過程,但不 至於影響所期待的功能。
3. 基於條件的分隔(separation upon condition)
當某一系統要滿足其矛盾的功能或是必須在矛盾的條件下運作時,該系統可以 劃分為幾個次系統,並將某個矛盾的功能歸入另一個次系統中。
4. 整體或部分元件分隔(separation within a whole and its parts )
透過條件的修正來分隔彼此互相矛盾的要求,在這些條件下同時進行有利和有 害的過程。但必須將系統或環境進行修正,只讓有利的過程可以進行。
2.3.4 TRIZ 在管理問題上的應用
TRIZ 方法大多是應用在技術領域上,來解決工程上的問題,但在這幾年,漸漸有 學者試著把這方法引用到非技術的領域之中,像是社會與教育等。此外,有些學者則是利用修改原有的TRIZ 方法及工具來套用在商業的管理議題上。 Mann & Domb 依據 40
個創新原則將觀念帶入商業活動中,就每個創新原則提出對應的商業手法,建議當企業
面臨類似問題時可以利用此40 個創新原則作為解決的對策。 Ruchti & Livotov 認為現
個創新原則加以修改,提出一個結合有關商業與組織管理問題解決的 12 條雙向原則作 為解決問題的參考。Miller & Domb 則是對於饑荒問題做研究探討,首先定義出饑荒問
題的主因,並且深入了解整個食物供應鏈的過程。利用TRIZ 的質-場模型和七十六個標 準解來解決問題,配合所提出的食物生命週期,包括食品供應(生產/保存/分送)各方面的 問題,對於糧食供應鏈的問題提出解決方案,以解決不同限制條件下所產生的食物問 題。Mann 發現在商場裡雙贏解決方案資料相當的少,但是雙贏解決方案對於企業來說 有著高度的吸引力及相當的利益存在。所以 Mann 利用矛盾矩陣以及配合物理矛盾, 以系統化的方法來產生具有雙贏解決方案的策略。Mann 所建構的新商業矛盾矩陣,主 要是參考了品管大師-戴明博士所提出的影響生產系統的重要參數並且加上了適合度 (Adaptability)、可靠度(Reliability)和系統有害影響(System generated harmful effects),產
題概念配合相關知識工具,發展各種可能性的解決方案,並判別方案之效用與可行性, 假使方案不具效用則重新選擇標準解與解決方案的構想。最後,進行有效用之方案的精 簡化步驟,並可藉由第五類別的標準解,幫助精簡化的過程,使解決方案具有精簡化與 整合有益的效用。
質-場模型可分為四大類型,分別是:
1)有效且完整的系統(Effective complete system): 代表一個完整的模型並且產生所需的 作用。 2)未完整的系統(Incomplete system): 所需的作用無法或沒有產生,因此必須增加所需的 元件,使系統完整。 3)有害的完整系統(Harmful system): 代表雖然是一個完整的模型,但是所產生的作用對 於系統是有害的。解決此有害作用的方法是增加一個場(F2)或物質(S3),來抵銷掉原先 的有害作用。
晶圓績效評估中主要的指標有整體性績效指標、機台績效指標二大類,就整體性績 效指標方面包含品質良率、產品週期、產品/製程複雜度、生產力、交貨能力。機台績效 指標方面包括擴散區、薄膜區、蝕刻區、黃光區。圖4-1 為晶圓績效評估的架構圖。 整體性績效指標包含括品質良率、產品週期、產品/製程複雜度、生產力、交貨能力, 各層級指標架構如圖4-2 所示,其中: 1) 品質良率:
•生產線良率(Line yield): Wafer acceptance test 前之晶圓良率。 •WAT 良率: Wafer acceptance test 結果的良率。
•全廠產出的晶片良率(Chip probing yield): 經探針測量後為良品的總晶片數/全廠 總晶片數。
2) 產品週期:
•平均每片晶圓在每加工層所花的時間(Average cycle time/Layer):平均每晶圓的總 加工時間/晶圓的總加工層數。
•平均每加工層理論週期時間(Theoretical cycle time/Layer): 在不需要等待的時候 ,每片晶圓平均在每加工層所花的時間,也就是晶圓的總加工時間-加工過程 中的等待時間。
3) 產品/製程複雜度:
•Average mask layer: 全廠的總加工層數/全廠的總晶圓數,用以衡量該產品的複雜 度。
•Average process steps: Run card 上所記錄的流程步驟,用以衡量該產品在製程中所 經過的步驟數。 •晶圓尺寸 (Feature size)。 4) 生產力: •每月所生產的晶圓總數(良品)(Wafer/Month),用以衡量晶圓廠的產能。 •每月所生產的晶圓總數×產品的平均加工層數(Production layer/Month),用以衡量晶 圓廠的實際產出能力。 •單位時間內的總加工的晶圓數(Move/Day),用以衡量全廠每日所有機台的產 出能力。 5) 交貨能力:
•全廠實際總達交晶圓數量/全廠應該達交的總晶圓數(Target hit rate by volume) ,代表晶圓廠是否有案時間達成對客戶的承諾。
1-1 Line yield 1-2 WAT yield 品質良率 圖4-2 晶圓製造整廠性績效指標架構圖 機台績效指標包含了擴散區、薄膜區、蝕刻區、黃光區由四大區所組成。分述如下: 擴散區績效指標共有 16 大項,其層級指標如下所示: 1) 報廢率(Scarp Rate):可以每站製程或機台來統計,為晶圓報廢數除以總加工晶圓數。 2) 生產週期時間(小時):每一 Lot 進入到離開關鍵機台區域(含等待時間)完成加工所 需的時間。 3) 每小時產出晶圓片數。 4) 移轉量: 依班別計算,以該站別(機台或製程)總加工晶圓片數。 5) 在製品週轉率: 為移轉量與當期平均 WIP 數的比值。 6) 統計製程品管(SPC)中的不良缺點數。 7) 正常生產時間(Uptime): 機台可用於生產的時間與工作總時間的比值。
8) 平均故障間隔時間 (Mean time between failure, MTBF),代表每次當機間隔多久。 9) 平均故障修復時間 (Mean time to repair, MTTR): 多少時間內能將當機修好。 10)機台平均保養維護間隔時間(Mean time between planned maintenance, MTBPM),
代表多久保養維護多久。
11)每次保養維護的平均時間(Mean time to planned maintenance, MTTPM),代表每次 保養維護要多久的時間。
12)石英 (Quartz): 石英材料每片產出分攤成本。
2-1Average cycle time/Layer
2-2 Theoretical cycletime/Layer
3-1 Average mask layer 3-2 Average process steps 3-3 Feature size
4-1 Wafer/Month
4-2Production layer/Month
4-3 Move
5-1 Target hit rate by volume
5-2 Target hit rate by order
13)零件 (Parts): 每月零件領取費用。 14)爐管機台,下面又細分為六項: •厚度大小(Thickness)的 CPK 值: 小於 1.33。 •阻值(Resistance)的 CPK 值: 小於 1.33。 •厚度均勻度必須小於規格值。 •TXRF 金屬含量: 其值小於 10。 •電子與電動之聚合時間(BR life time): 其值大於 800。 •粉塵(Particle)。 15)化學站: 下面又細分為四項: •粉塵(Particle): 其值小於 30 顆。
•蝕刻率(Etch Rate): OXIDE 厚度必須大於 20000A。 •電子與電動之聚合時間(BR life time): 其值大於 800。 •TXRF 金屬含量: 其值小於 10。 16)離子站: 下面又細分為兩項: •均勻度: 其值≦1.0%。 •TXRF 金屬含量: 其值小於 5。 薄膜區績效指標共由 18 項組成,其層級架構如下所示: 1)至 11)項均與擴散區相同。 12)粉塵(Particle): 其值小於 25 顆。 13)厚度 (Thickness): 其值為 7000±700。 14)E/D。 15)F含量: 其值為7.5±0.5。 16)研磨速度: (進前9點厚度平均值-進後9點厚度平均值)/研磨時間(分鐘)。 17)均勻度: (進前9點之個別厚度-進後9點之個別厚度)/(進前9點之平均厚度-進 後9點之平均厚度))×100%。 18)Scaling,其值為(右Carrier之研磨)/(左Carrier之研磨)。 黃光區績效指標共由14 項組成,其層級架構如下所示: 1)至11)項均與擴散區相同。 12) 機台能力: •正常生產時間(Uptime),黃光區機台為可加工狀態的時間佔總時間的百分比。 •機台平均故障間隔時間 (Mean time between failure, MTBF)。
•機台使用率(Utilization): 衡量黃光區機台的可用時間,用以評比機台的生產能力 ,為機台實際用來加工的時間佔機台可用於加工的總時間的比例。
13) 機台效率:
•機台每小時的產出能力(Wafer per hour, WPH),沒有考慮當機情況。 •機台每小時的可產出能力(WPH×uptime)。
•機台每小時的實際產出(WPH×utilization)。
•單位成本下的機台可產出能力(WPH×time/Cost): 為投入產出效率指標。 14) 機台保養維護:
•平均故障修復時間 (Mean time to repair, MTTR)。
•機台發生故障到保養維護人員到達的平均時間 (Mean time to assistance, MTTA)。
蝕刻區績效指標共由17 項組成,其層級架構如下所示: 1)至11)均與擴散區相同。 12) 金屬蝕刻區 •ER: 其值為 45000±7000A/Min。 •均勻度: 其值≦15%。 •粉塵 (Particle): 其值≦20 顆。 •Profrle check EP: 其值 45±3Sec。 13) 氧化層蝕刻: •ER: 其值 5200±500。 •均勻度: 其值<6.5。 14) 氧化矽石刻: •粉塵(Particle): 其值<30 顆。 •ER: 其值 2150±200A/Min。 •均勻度: 其值≦3%。 •側漏: 其值≦2m Torr/Min。 •MFC 測試: 其值<10% setpa。 15) 最小線寬(Line width): 其值為((最大厚度差-最小厚度差)/(最大厚度差+最小厚度 差))×%100%。 16) CD 大小: 單位為 mm。 17) PR Shrinkage 測試: GOF>0.95。
4.2 問卷數據表
針對以上的層級架構,設計問卷,並請三家半導體製造廠的四個工廠進行問卷的 調查,得到以下的數據。此數據為原始資料且為機密文件,故以廠商C1、C2、C3、C4 區分,來進行績效的評估與分析。 表4-1 問卷調查數據表 指標名稱 C1 C2 C3 C4 一、整廠性績效指標 品質良率: 1. Line yield: 95% 98% 97% 95% 2. WAT yield: 88% 98% 98%3. Chip probing yield: 80% 95% 85%
產品週期:
1. Average cycle time/Layer 2.5day 2.2day 1.7day 1.8day
2. Theoretical cycle time/Layer 7day 1.7day
產品/製程複雜度:
1.Average mask layer: 46 layers 25 layers 26 layers 28 layers
2.Average process steps: 205steps 325steps 350steps 620steps
生產力:
1.Wafer/Month: 15000 片 35000 片 32000 片 25000 片
2.Production layer/Month: 650000layers 87500layers 500000layers
3.Move: 28000Move 25000Move
交貨能力:
1.Targer hit rate by volume: 86% 99% 97%
2.Targer hit rate by order: 88% 98% 99%
7.Scaling: 五、蝕刻區績效指標 1.金屬蝕刻區 1-1 ER: 8000A/min 1-2 均勻度: <=10% 1-3 Particle: <15ea
1-4 Profrle check EP: 60±5sec
2.氧化層蝕刻: 2-1 ER: 3000A/min 2-2 U%: <5% 3.氧化矽蝕刻 3-1 Particle <20ea 3-2 ER: 1500A/min 3-3 均勻度: <5% 3-4 測漏: ≦2mTorr/min 3-5 MFC 測試: <10% setpa 4.最小線寬(Line width): 5.CD 大小: 6.PR shrinkage 測試: 六、黃光區績效指標 1.機台能力: 1-1.Uptime: 97% 99% 99% 90%
1-2.Mean time between failure: 2%
1-3.Utilization 98% 100% 96%
2.機台效率:
2-1.Wafer per hour: 10wafer 40wafer 50wafer
2-2.WPH*uptime: 9.7wafer 40wafer 1000wafer
2-3.WPH*utilization: 9.8wafer 40wafer 45wafer
2-4.WPH*uptime/cost 3.機台保養維護:
3-1.Mean time to repair 0.5hour
3-2.Mean time to assistance: 0.01hour
3-3.PM hours/Month 1hour
表4-2 整廠性績效數據表 C1 C2 C3 C4 一、整廠性績效指標 品質良率: 1. Line yield: 95% 98% 97% 95% 2. WAT yield: 88% 98% 94.7% 98%
3. Chip probing yield: 80% 95% 86.7% 85%
產品週期: 1.Average cycle
time/Layer: 2.5days 2.2days 1.7days 1.8days
2.Theotetical cycle
time/Layer: 7days 4.35 days 4.35 days 1.7days
產品/製程複雜度:
1.Average mask layer: 46 layers 25 layers 26 layers 28 layers
2.Average Process Steps: 205steps 325steps 350steps 620steps
3.Feature size: 8inch 8inch 8inch 8inch
生產力:
1.Wafer/Month: 15000 片 35000 片 32000 片 25000 片
2.Production
layer/Month: 650000layers 87500layers 675000layers 500000layers
3.Move: 28000Move 25000Move 26000Move 26000Move
交貨能力: 1. Target hit rate
by volume: 86% 99% 94% 97%
2. Target hit rate
by order: 88% 98% 95% 99% 因機台共同績效指標、擴散區績效指標、薄膜區績效指標、蝕刻區績效指標,績效 差異性不大,在此不進行資料分析。針對整廠性績效指標、黃光區績效指標二大類指標 進行資料分析,實際數據資料表如表4-2 及 4-3 所示,因其中有些空格為空白,為了能 夠繼續進行運算與分析,在不影響資料分析結果的情形下,將以平均值補入。 表4-3 黃光區績效數據表 六、黃光區績效指標 1.機台能力指標: 1-1.Uptime: 97% 99% 99% 90%
1-2.Mean time between failure: 2% 2% 2% 2%
1-3.Utilization 98% 98% 100% 96%
2.機台效率指標:
2-1.Wafer per hour: 10wafer 33.3 wafer 40wafer 50wafer
2-2.WPH*uptime: 9.7wafer 31.43 wafer 40wafer 1000wafer
4. 3 資料分析
在使用 AHP 方法時,最困難的就是成對比較矩陣(Pair-wise comparison matrix),的
建立,首先將原始資料標準化,以便進行後續的分析,表4-2 與表 4-3 中的資料數據經 過標準化轉換後列於表4-4 中。: 表4-4 數據經標準化轉換後的結果 C1 C2 C3 C4 Line yield 22.2 88.9 66.7 22.2 WAT yield 2.9 73.6 50.0 73.6
Chip probing yield 16.9 96.4 43.4 43.4
Average cycle time/Layer 9.4 36.5 81.6 72.5
Theoretical cycle time/Layer 9.2 50.0 50.0 90.8
Average mask layer 0.4 71.0 67.7 60.9
Average process steps 82.4 59.5 54.8 3.4
Wafer/Month 5.9 81.0 69.7 43.4
Production layer/Month 44.6 93.3 50.0 12.1
Move 90.8 9.2 50.0 50.0
Target hit rate by volume 3.3 79.2 50.0 67.5
Target hit rate by order 3.0 70.1 50.0 76.8
Uptime 55.9 71.5 71.5 1.2
Utilization 50.0 50.0 90.8 9.2
Wafer per hour 4.3 50.0 63.1 82.7
表4-7 針對四個晶圓製造廠的權重數據總表 1 c w wc2 wc3 wc4 Line yield 0.07 0.59 0.27 0.08 WAT yield 0.05 0.41 0.14 0.41
Chip probing yield 0.04 0.61 0.17 0.17
Average cycle time/Layer 0.04 0.14 0.41 0.41
Theoretical cycle time/Layer 0.04 0.20 0.20 0.57
Average mask layer 0.04 0.38 0.32 0.27
Average process steps 0.51 0.23 0.23 0.04
Wafer/Month 0.04 0.49 0.33 0.15
Production layer/Month 0.18 0.60 0.18 0.04
Move 0.57 0.04 0.20 0.20
Target hit rate by volume 0.04 0.48 0.17 0.31
Target hit rate by order 0.04 0.39 0.18 0.39
Uptime 0.23 0.37 0.37 0.04
Utilization 0.20 0.20 0.57 0.04
Wafer per hour 0.04 0.18 0.25 0.53
WPH*uptime 0.04 0.17 0.31 0.48 WPH*utilization 0.04 0.18 0.29 0.49 接下來我們檢查上一層的權重及其矩陣一致性指標,如表4-8 所示。 表4-8 所有績效指標的權重總表 績 效 指 標 指 標 權 重 整廠性績效指標 0.67 黃光區績效指標 0.33 品質良率 0.26 產品週期 0.14 產品/製程複雜度 0.23 生產力 0.15 交貨能力 0.22 機台能力 0.33 機台效率 0.67 Line yield 0.33 WAT yield 0.33
Chip probing yield 0.33
Average cycle time/Layer 0.67
Theoretical cycle time/Layer 0.33
Average mask layer 0.50
Average Process Steps 0.50
Wafer/Month 0.40
Production layer/Month 0.40
Move 0.20
Target hit rate by order 0.33
Uptime 0.50
Utilization 0.50
Wafer per hour 0.33
WPH*uptime 0.33 WPH*utilization 0.33
4. 5. 分析結果
4. 5. 1 AHP 分析結果
我們分別計算各廠的整體績效,將各廠的成績乘上各層級的權重,再加總後即為各 廠的整體績效。 C1 的整體績效=0.111 ,C2 的整體績效=0.334 , C3 的整體績效=0.274 ,C4 的整體績效=0.281 以上各廠績效排名如下: 第一名為 C2 廠家,第二名為 C4 廠家, 第三名為 C3 廠家,第四名為 C1 廠家。4. 5. 2 Fuzzy AHP 分析結果
當資訊是以模糊的詞彙方式呈現時,採用 Buckley 的 Fuzzy AHP 方法較簡單而廣為 使用,其方法如下:
步驟 1: 在每一屬性下,估計兩兩方案的相關權重比率與每個方案的相關權重比 率,現在以品質良率為例,其下一層級的三個績效指標, Line yield, WAT yield 以及 Chip probing yield 這三者若視為同等重要,則其成對 比較矩陣在明確值時應如表 4-9 所示,但如果改採三角模糊數,則其
成對比較矩陣應如表4-10 所示,其單一屬性下的模糊數參數估計如表
4-11,4-12,4-13 所示。
表4-9 品質良率的成對比較矩陣
品質良率 Line yield WAT yield Chip probing yield
Line yield 1 1 1
WAT yield 1 1 1
Chip probing yield 1 1 1
表4-10 品質良率的三角模糊數成對比較矩陣
品質良率 Line yield WAT yield Chip probing yield
Line yield 1 (1/2, 1, 2) (1/2, 1, 2)
WAT yield (1/2, 1, 2) 1 (1/2, 1, 2)
Chip probing yield (1/2, 1, 2) (1/2, 1, 2) 1
1/4, 因此 4 4 1 4 ( j) j a a
π
= = 4 1 1 = =∑
= i i a a 表4-11 Line yield 的模糊數參數估計 Line yield/i 1 2 3 4 Σ ai 0.065 0.561 0.309 0.065 a=1 bi 0.065 0.561 0.309 0.065 b=1 ci 0.065 0.561 0.309 0.065 c=1 表4-12 WAT yield 的模糊數參數估計 WAT yield/i 1 2 3 4 Σ ai 0.045 0.409 0.136 0.409 a=1 bi 0.045 0.409 0.136 0.409 b=1 ci 0.045 0.409 0.136 0.409 c=1表4-13 Chip probing yield 的模糊數參數估計
差的為C1。我們僅比較中間值就得到採用 Fuzzy AHP 方法的排序結果,與前述使用 AHP 的結果完全相同。
4. 5. 3 模糊多屬性分析(Fuzzy MADA)的分析結果
在此分析中,為了找到最佳製造廠商 Cj 針對每一績效指標 Ai,定義決策度量 i i j i j i i j M A C w C wherew w C D = = − = 1 )), ( ) ( ( ( ) ( 4 1 UI
, 其 中 wi 的 運 作 像 是 一 個 屏 障 (Barrier),任何方案的評分若是小於此屏障則將其評分設為此屏障值。當目標越重要時, 其所對應的屏障就設定的越低。而其下一層級的績效指標 Air (其權重 wir),我們定義 )) ( ) ( ( ( ) ( 1 j ir j ir R r j i C M A C w C AI
U = = ,其中R 表示績效指標 Ai其下一層Air的個數。整個程 序是採取遞迴的方式由下層往上層計算,要找出最佳的 Cj值使得 D 值為最大。利用表 4-4 中經轉換的數據,製造廠商 C2 可以經由下列的方式計算出來: 對Line yield A11= ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ + + + 4 222 . 0 3 667 . 0 2 889 . 0 1 222 . 0 C C C C 對WAT yieldA12= ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ + + + 4 736 . 0 3 5 . 0 2 736 . 0 1 029 . 0 C C C C對Chip probing yieldA13=
=
(
0.82∨0.50) (
∧ 0.83∨0.50) (
∧ 0.82∨0.50)
=0.82 得製造廠商C2 的 )) 2 ( ( ) 2 ( ( ) 2 ( ( ) 2 ( ( ) 2 ( ( ) 2 ( ( )) 2 ( ( ) 2 ( ( )) 2 ( ) 2 ( ( )) 2 ( ) 2 ( ( )) 2 ( ) 2 ( ( ) 2 ( 7 7 6 6 5 5 4 4 3 3 2 2 1 1 C A C w C A C w C A C w C A C w C A C w C A C w C A C w C A ∪ ∩ ∪ ∩ ∪ ∩ ∪ ∩ ∪ ∩ ∪ ∩ ∪ =(
) (
) (
) (
) (
)
(
0.715 0.891) (
0.82 0.7789)
0.82 846 . 0 701 . 0 900 . 0 81 . 0 846 . 0 71 . 0 906 . 0 80 . 0 826 . 0 736 . 0 = ∨ ∧ ∨ ∧ ∨ ∧ ∨ ∧ ∨ ∧ ∨ ∧ ∨ = 對於其餘的製造廠商我們可以採用相同的步驟,則表現最好的製造廠商為C2。{
( 1), ( 2), ( 3), ( 4)}
) ( * C A C A C A C A Max C D = =Max{
0.559,0.82,0.779,0.791}
= 0.82 利用 Fuzzy MADA 法求得表現最好的製造廠商為 C2,其次為 C4 及 C3,與前面兩 種方法所求的結果均相同。4. 5. 4 簡化 AHP 的層級架構
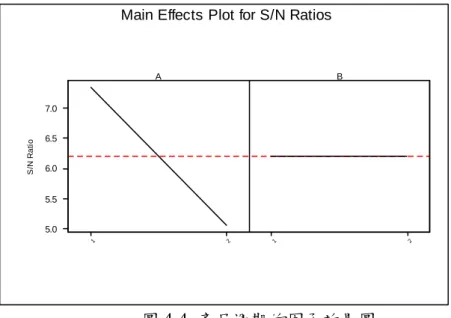
以四家半導體晶圓製造廠為例,其層級架構如圖 4-4 所示。在最下一階層中共有 17 個績效指標,是否有可能可以簡化指標的個數,也還能完整的表達出衡量半導體晶圓製 造廠的層級架構。而這就是所謂的績效指標的篩選(Feature extraction)或是維度的減少 (Dimension reduction)。資料的收集已完成,並將所有不同類型與單位的資料轉換成介於 0 至 1 之間的無名數。如表 4-4 所示。 1)以品質良率分支來看,三個分支均同等的重要,所以先保留 Line yield,剩下來的 2 個績效指標要來決定其去留。利用 L4(23)的直交表,其中 1 表示不使用該績效指標,2 表示使用該績效指標,則其直交表如表 4-15 所示。而四家廠商之間的馬氏距離經計算 後列於表4-16。將這些馬氏距離的數據代入 Minitab 統計軟體的田口式直交表中運算並選擇望大特性,此乃因為績效指標Line yield、WAT yield 以及 Chip probing yield 等績效
指標均為望大特性,並針對每一績效指標繪製因子效果圖,如圖4-3 所示,依 SN 比愈
大效果愈好的原則,所有因子均為顯著,也就是WAT yield 以及 Chip probing yield 都需
A B 1 2 1 2 -21.4 -20.8 -20.2 -19.6 -19.0 S /N Ra ti o
Main Effects Plot for S/N Ratios
A B 1 2 1 2 5.0 5.5 6.0 6.5 7.0 S /N Ra ti o
Main Effects Plot for S/N Ratios
圖4-4 產品週期的因子效果圖
3)以產品製程複雜度分支來看,兩個分支為同等重要的績效指標,所以先保留
Average mask layer,剩下來的 1 個績效指標要來決定其去留。利用 L4(23)的直交表,
而四家廠商之間的馬氏距離經計算後列於表 4-19。將這些馬氏距離的數據代入
Minitab 統計軟體的田口式直交表中運算並選擇望大特性,此乃因為績效指標 Average process steps 為望大的特性,並針對每一績效指標繪製因子效果圖,如圖 4-5
所示,依SN 比愈大效果愈好的原則,Average process steps 為顯著,也就是要保留。
表4-19 產品製程複雜度分支的馬氏距離 成本/利潤 y1 y2 y3 y4 僅A31 0.0001 0.5041 0.4583 0.3709 僅A31 0.0001 0.5041 0.4583 0.3709 A31、A32 0.9772 1.8926 1.6692 0.5651 A31、A32 0.9772 1.8926 1.6692 0.5651 A B 1 2 1 2 -70 -55 -40 -25 -10 S /N Ra ti o
Main Effects Plot for S/N Ratios
4) 以生產力分支來看,其中以 Wafer/Month 為最重要的績效指標,所以一定要保留,
剩下來的2 個績效指標要來決定其去留。利用 L4(23)的直交表,則四家廠商之間的馬
氏距離經計算後列於表4-20。將這些馬氏距離的數據代入 Minitab 統計軟體的田口式
直交表中運算並選擇望大特性,此乃因為績效指標Production layer/Month 以及 Move
等績效指標均為望大特性,並針對每一績效指標繪製因子效果圖,如圖 4-6 所示, 依SN 比愈大效果愈好的原則,僅第二個因子為顯著,也就是僅有 Move 此分支的需 要保留,將Production layer/Month 績效指標篩選過濾掉。 表4-20 交期分支的馬氏距離 交期 y1 y2 y3 y4 僅A41 0.0035 0.6561 0.4858 0.1884 A41、A43 5.9753 5.1699 8.8781 5.4004 A41、A42 0.2481 0.9979 0.5057 0.2079 A41、A42、A43 7.4756 6.6727 9.8547 5.6682 圖4-6 生產力分支的因子效果圖 B A 2 1 2 1 15 5 -5 -15 -25 S/ N R a ti o
Main Effects Plot for S/N Ratios
5) 以交貨能力分支來看,以 Target hit rate-volume 分支為較重要的績效指標,所以先保
留,剩下來的1 個績效指標要來決定其去留。利用 L4(23)的直交表,而四家廠商之間
的馬氏距離經計算後列於表4-21。將這些馬氏距離的數據代入 Minitab 統計軟體的
田口式直交表中運算並選擇望大特性,此乃因為績效指標Target hit rate-order 為望大
的特性,並針對每一績效指標繪製因子效果圖,如圖4-7 所示,依 SN 比愈大效果愈
好的原則,Target hit rate-order 為顯著,也就是要保留。
圖4-7 交貨能力分支的因子效果圖 B A 2 1 2 1 -52.3580 -52.5659 -52.7737 -52.9816 -53.1895 S/ N R a ti o
Main Effects Plot for S/N Ratios
6) 以 機 台 能 力 分 支 來 看 , 兩 個 分 支 為 同 等 重 要 的 績 效 指 標 , 所 以 先 保 留 Uptime,剩下來的 1 個績效指標要來決定其去留。利用 L4(23)的直交表,而四家廠商 之間的馬氏距離經計算後列於表4-22。將這些馬氏距離的數據代入 Minitab 統計軟 體的田口式直交表中運算並選擇望大特性,此乃因為績效指標Utilization 為望大的特 性,並針對每一績效指標繪製因子效果圖,如圖4-8 所示,依 SN 比愈大效果愈好的 原則,Utilization 為顯著,也就是要保留。 表4-22 機台能力分支的馬氏距離 成本/利潤 y1 y2 y3 y4 僅A61 0.3125 0.5112 0.5112 0.0001 僅A61 0.3125 0.5112 0.5112 0.0001 A61、A62 0.3139 0.562 0.8412 0.0258 A61、A62 0.3139 0.562 0.8412 0.0258 B A 2 1 2 1 -30 -40 -50 -60 -70 S/ N R a ti o
Main Effects Plot for S/N Ratios
7)以機台效率分支來看,三個分支為同等重要的績效指標,所以先保留 Wafer per hour,剩下來的 2 個績效指標要來決定其去留。利用 L4(23)的直交表,而四家廠商之 間的馬氏距離經計算後列於表4-23。將這些馬氏距離的數據代入 Minitab 統計軟體 的田口式直交表中運算並選擇望大特性,此乃因為績效指標 WPH*Uptime 以及 WPH*Utilization 均為望大的特性,並針對每一績效指標繪製因子效果圖,如圖 4-9 所示,依SN 比愈大效果愈好的原則,所有因子均為顯著,也就是都要保留。 表4-23 機台效率分支的馬氏距離 成本/利潤 y1 y2 y3 y4 僅A71 0.0018 0.25 0.3982 0.6839 A71、A73 0.0153 0.2501 0.6074 0.7946 A71、A72 0.0115 0.2506 0.6211 0.7858 A71、A72、A73 112.7736 72.4319 77.8568 65.9943 A B 2 1 2 1 0 -10 -20 -30 -40 S/ N R a ti o
Main Effects Plot for S/N Ratios
表4-24 簡化前後四家半導體晶圓製造廠在製造管理方面的優先序 製造廠商 C1 C2 C3 C4 原先的優先序 0.111 0.334 0.274 0.281 原先的排名 4 1 3 2 簡化後的優先序 0.113 0.322 0.285 0.281 簡化後的排名 4 1 2 3 Line yield WAT yield
Chip probing yield
Average cycle time/Layer
Theoretical cyle time/Layer
品質良率
產品週期
Average mask layer Average process steps
Wafer/Month
Production layer/Month
Move
Target hit rate by volume
產品製程複雜 整 廠 性 績 效 生產力 整 體 績 效 交貨能力 圖4-10 簡化後的半導體製造廠層級架構
Target hit rate by order
Uptime 機台能力 黃 光 區 績 效 Utilization
Wafer per hour WPH×uptime 機台效率
參考文獻
1. 檀潤華,創新設計─TRIZ:發明問題解決理論,機械工業,民 91。 2. 邱翊豪,以 TRIZ 探討行動商務在技術演進的趨勢,逢甲大學工業工程所碩士論 文,民93。 3. 林美秀,運用 TRIZ 原理探討專利開發實例,中原大學機械工程學系碩士論文, 民93。 4. 張盛鴻、李榮貴,TOC 限制理論,中國生產力中心,民 94。 5. 朱晏樟,整合 TRIZ 與功能分析之設計方法研究,成功大學機械工程學系碩士論 文,民92。 6. 王仁慶,TRIZ 創新設計方法之改良研究,成功大學機械工程學系碩士論文,民 91。 7. 林豐隆,生產與作業服務管哩,揚智出版社,民 93。 8. 王小璠,"多準則決策分析”,滄海書局,2005。 9. 吳振寧,「台灣半導體廠設備管理指標模型建立與評比」, 國立清華大學工業工程 與工程管理系碩士論文,1999 年。 10. 郭奕桓,”台灣半導體廠設備管理標竿:黃光區”,國立清華大學工業工程與工程 管理系碩士論文,2001 年。 11. 電子技術編輯群編,”表面黏著技術”,電子技術出版社,1992 年。 12. 黃世豪,電子化企業經營績效評估之研究,大葉大學資訊管理研究所碩士論文, 2000。13. Altshuller, G. & Shulyak L., “40 Principles: TRIZ Keys to Innovation”, Worcester, MA:”Technical Innovation Center, 2002.
14. Domb, E. “The Ideal Final Result: Tutorial”, The TRIZ Journal, www.triz-journal.com, 1997.
15. Mann, D., “Systematic Win-Win Problem Solving In a Business Environment”, The TRIZ Journal, www.triz.com, 2002.
16. Ruchti, B. & Livotov, P. “TRIZ-based Innovation Princiles and A Process for Solving in Business and Management”, The TRIZ Journal, www.triz-journal.com, 2001.
17. Takemura, M., “TRIZ Introduction in Airlines Management Division”, The TRIZ Journal, www.triz-journal.com, 2002.
18. D.H. Besterfield, Carol Besterfield-Michna, Glen H. Besterfield, MaryBesterfield -Sacre, Total Quality Management, Prentice Hall, 1995.
19. J. J. Buckley, “Fuzzy Hierarchical Analysis”, Fuzzy Sets and Systems, Vol 17, No. 3, pp233-247, 1985.
20. C. Caplice and Y. Sheffi, “A Review and Evaluation of Logistics Metrics,” The
International Journal of Logistics Management, Vol. 5, No. 2, pp11-28, 1994.
21. A. Charnes, V. V. Cooper and E. Rhodes, “Measuring the Efficiency of Decision Making Units”, European Journal of Operation Research, Vol. 2, No. 6, pp. 429-444, 1978.
22. S. J. Chen and Hwang, C. L., Fuzzy Multiple Attribute Decision Making – Method and
Application, a State – of – Art Survey, New York: Springer – Verlag, 1992.
23. C. H. Cheng and D. L. Mon, “Fuzzy System Reliability Analysis by Interval Confidence”, Fuzzy Sets and Systems, Vol. 58, pp29-35, 1993.
pp241-250, 1994.
25. P. Drucker, Management Tasks, Responsibilities, Practices, Harper & Row, New York, 1973.
26. H. Evans, G. Ashworth, M. Chellew, A. Davidson and D. Towers, “Exploiting
Activity-Based Information: Easy as ABC,” Management Accounting, London, pp24, 1996.
27. J. Korpela and M. Tuominen, Benchmarking Logistics Performance with an Application of the Analytic Hierarchy Process, IEEE Transactions on Engineering
Management, Vol. 43, No. 3, pp323-333, 1999.
28. C. J. Huang and D. D. Sheu , A Fuzzy AHP Evaluation of Manufacturing Management Performance for Notebook Computer Plants in Taiwan,, Proceeding of the 5th
Annual International Conference on Industrial Engineering, Theory, Application and Practice.
Dec. 13-15, 2000, Paper No. 150, 2000.
29. G. J. Klir and T. A. Folger, Fuzzy Sets, Uncertainty and Information, Prentice Hall, 1988.
30. Y. J. Lai and C. L. Hwang, Fuzzy Mathematical Programming, Springer-Verlag, 1992. 31. R. C. Leachman and D. A. Hodges , “Benchmarking Semiconductor Manu facturing”,
IEEE Transactions on Semiconductor Manufacturing, Vol. 9, No. 2, pp158-169, 1996.
32. D. Mon, “Evaluating Weapon System Using Fuzzy Analytic Hierarchy Process Based on Entropy Weight”, Proceedings of 1995 International Conference on Fuzzy Systems, Vol. 2, pp591-598.
33. S. Ohnishi and H. Imai, “Evaluating for a Stability of Fuzzy Decision Making Using a Sensitivity Analysis”, 1998 Conference of the North American Fuzzy Information
Processing Society-NAFIPS, pp86-90.
34. Peng, S. L. . Assessing Manufacturing Management Performance for Notebook Plants in Taiwan: Model Construction and Application, M. S. thesis, National Tsing Hua University, Hsinchu, Taiwan, 1999. (In Chinese)
35.S. P. Robbins, Management, Prentice-Hall, pp168-173, 1994.
36. T. J. Ross, Fuzzy Logic with Engineering Applications, McGraw-Hill New York, 1995. 37. T. L. Saaty,”The Analytic Hierarchy Process”,McGraw-Hill, 1980.
38. T. L. Satty, “A Scaling Method for Priorities in Hierarchy Structures”, Journal of
Mathematical Psychology, 3, pp243-281, 1979.
39. R. S. Schuler, V. L. Huber, Personnel and Human Resource Management, St. Paul, MN: West Pub. 1990.
40. D. Sheu and Shieh, A., Benchmarking Manufacturing Management for Taiwan’s Notebook Industry: Printed Circuit Board Assembly, The 3rd
Annual International Conference on Industrial Engineering Theories, Applications and Practices, Dec. 28-31,
1998, Hong Kong.
41. D. Sheu, S. Peng, “Assessing Manufacturing Management performance for Notebook Computer Plants in Taiwan”, The 4th
Annual International Conference on Industrial Engineering Theories, Applications and Practices. Nov. 17-20, 1999, San Antonio,
Texas, U. S. A..
42. A. Shieh, Benchmarking Manufacturing Management for Taiwan’s Notebook Manufacturers: Printed Circuit Board Assembly, M. S. thesis, National Tsing-Hua University, Hsinchu, Taiwan, 1998. (In Chinese)
43. T. Wakabayashi, K Itoh, T. Mitamura and A. Ohuchi, “A Framework of an Analytic Hierarchy Process Method Based on Ordinal Scale”, Proceeding of the Fifth IEEE
International Conference on Fuzzy Systems, Vol. 1, pp355-360.
Lexicographic Screening Procedure”, International Journal of Information Technology
and Decision Making, December 4(4), pp663-678, 2005.
45. R. Yager, A New Methodology for Ordinal Multi-objective Decisions Based on Fuzzy Sets, Decision Sci., Vol. 12, pp589-600, 1981.
46. L. A. Zadeh, “Fuzzy Sets”, Information and Control, Vol. 8, pp338-353, 1965.