第四章 實驗結果與討論
4-1 薄壁球墨鑄鐵之製程
有許多因素會影響組織的成敗,進而影響整個鑄件的品質,故在 製程上之掌握須相當嚴謹及熟練,且在實驗之前需要有足夠的準備與 實際的嘗試演練。本研究依規劃(設計)之實驗配置,共熔煉 39 爐次 的鐵水進行接種及球化處理,熔煉製程中盡可能力求穩定,以降低製 程控制因素變異對實驗結果造成的誤差影響。
為了提高球墨數及降低碳化物的生成,而將實驗爐號編制為 A、
B、C 及 D(確認實驗)等四個系列。其中 A、B 系列爐號之碳當量目標 值設定為 4.8%(3.9%C,2.7%Si)。C、D 系列爐號之碳含量(Si 含量為 變數)目標值設定為 3.9%。本實驗各爐號之製程控制條件與成份分析 結果如表 4-1 及表 4-2 所示。
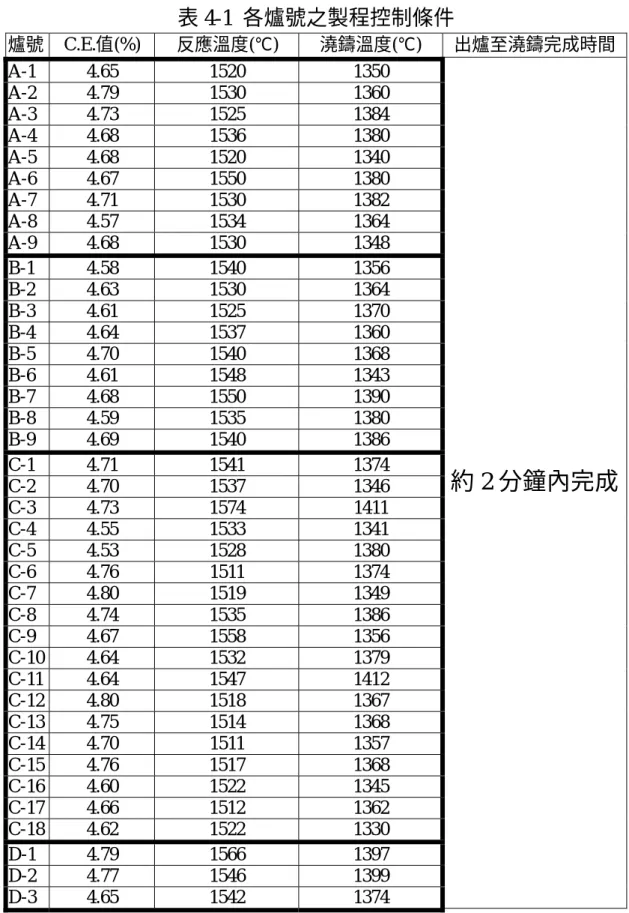
表 4-1 各爐號之製程控制條件
爐號 C.E.值(%) 反應溫度(℃) 澆鑄溫度(℃) 出爐至澆鑄完成時間
A-1 4.65 1520 1350
A-2 4.79 1530 1360
A-3 4.73 1525 1384
A-4 4.68 1536 1380
A-5 4.68 1520 1340
A-6 4.67 1550 1380
A-7 4.71 1530 1382
A-8 4.57 1534 1364
A-9 4.68 1530 1348
B-1 4.58 1540 1356
B-2 4.63 1530 1364
B-3 4.61 1525 1370
B-4 4.64 1537 1360
B-5 4.70 1540 1368
B-6 4.61 1548 1343
B-7 4.68 1550 1390
B-8 4.59 1535 1380
B-9 4.69 1540 1386
C-1 4.71 1541 1374
C-2 4.70 1537 1346
C-3 4.73 1574 1411
C-4 4.55 1533 1341
C-5 4.53 1528 1380
C-6 4.76 1511 1374
C-7 4.80 1519 1349
C-8 4.74 1535 1386
C-9 4.67 1558 1356
C-10 4.64 1532 1379
C-11 4.64 1547 1412
C-12 4.80 1518 1367
C-13 4.75 1514 1368
C-14 4.70 1511 1357
C-15 4.76 1517 1368
C-16 4.60 1522 1345
C-17 4.66 1512 1362
C-18 4.62 1522 1330
D-1 4.79 1566 1397
D-2 4.77 1546 1399
D-3 4.65 1542 1374
約 2 分鐘內完成
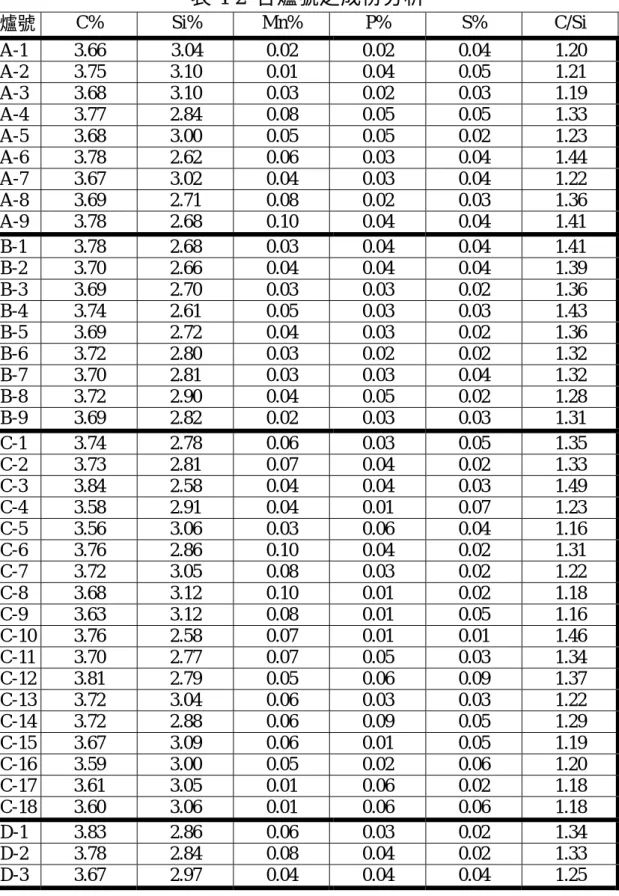
表 4-2 各爐號之成份分析
爐號 C% Si% Mn% P% S% C/Si
A-1 3.66 3.04 0.02 0.02 0.04 1.20 A-2 3.75 3.10 0.01 0.04 0.05 1.21 A-3 3.68 3.10 0.03 0.02 0.03 1.19 A-4 3.77 2.84 0.08 0.05 0.05 1.33 A-5 3.68 3.00 0.05 0.05 0.02 1.23 A-6 3.78 2.62 0.06 0.03 0.04 1.44 A-7 3.67 3.02 0.04 0.03 0.04 1.22 A-8 3.69 2.71 0.08 0.02 0.03 1.36 A-9 3.78 2.68 0.10 0.04 0.04 1.41 B-1 3.78 2.68 0.03 0.04 0.04 1.41 B-2 3.70 2.66 0.04 0.04 0.04 1.39 B-3 3.69 2.70 0.03 0.03 0.02 1.36 B-4 3.74 2.61 0.05 0.03 0.03 1.43 B-5 3.69 2.72 0.04 0.03 0.02 1.36 B-6 3.72 2.80 0.03 0.02 0.02 1.32 B-7 3.70 2.81 0.03 0.03 0.04 1.32 B-8 3.72 2.90 0.04 0.05 0.02 1.28 B-9 3.69 2.82 0.02 0.03 0.03 1.31 C-1 3.74 2.78 0.06 0.03 0.05 1.35 C-2 3.73 2.81 0.07 0.04 0.02 1.33 C-3 3.84 2.58 0.04 0.04 0.03 1.49 C-4 3.58 2.91 0.04 0.01 0.07 1.23 C-5 3.56 3.06 0.03 0.06 0.04 1.16 C-6 3.76 2.86 0.10 0.04 0.02 1.31 C-7 3.72 3.05 0.08 0.03 0.02 1.22 C-8 3.68 3.12 0.10 0.01 0.02 1.18 C-9 3.63 3.12 0.08 0.01 0.05 1.16 C-10 3.76 2.58 0.07 0.01 0.01 1.46 C-11 3.70 2.77 0.07 0.05 0.03 1.34 C-12 3.81 2.79 0.05 0.06 0.09 1.37 C-13 3.72 3.04 0.06 0.03 0.03 1.22 C-14 3.72 2.88 0.06 0.09 0.05 1.29 C-15 3.67 3.09 0.06 0.01 0.05 1.19 C-16 3.59 3.00 0.05 0.02 0.06 1.20 C-17 3.61 3.05 0.01 0.06 0.02 1.18 C-18 3.60 3.06 0.01 0.06 0.06 1.18 D-1 3.83 2.86 0.06 0.03 0.02 1.34 D-2 3.78 2.84 0.08 0.04 0.02 1.33 D-3 3.67 2.97 0.04 0.04 0.04 1.25
4-2 接種劑對薄壁球墨鑄鐵之影響
本研究係以 KC-3 合金(添加量 1%)為球化劑,來探討不同接種劑 及添加量對於不同厚度(2mm、4mm 及 6mm)的薄壁球墨鑄鐵件組織 均勻性之影響。對於組織均勻性的探討則是以各板厚的中心位置為基 準,期望能找出組織較為良好且均勻性最佳(即中心與邊緣組織特性 差異最小)的接種參數。
4-2-1 球墨數
當鑄件的厚度減少時,高球墨數就成為製造低碳化物球墨鑄鐵件 之必要先決條件,故本文對於組織特性的探討,也將以球墨數作為首 要重點。
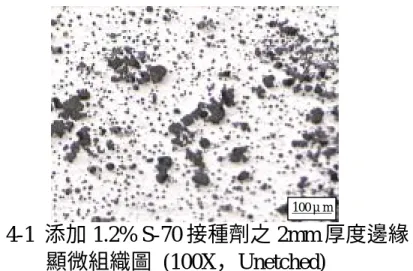
在接種劑添加量對球墨數影響之趨勢方面,當 S-70 接種劑添加 至 1.2%時,於 2mm 厚度邊緣發生因過度接種而產生石墨晶出不均的 現象(如圖 4-1 所示),此乃因邊緣的冷卻速度較中心快,石墨成核驅 動力已提升許多,再加上較高的接種劑添加量而導致。S-S 接種劑在 添加至 0.6%時則在不同的板厚與位置上皆產生石墨晶出不均的現象
,在 6mm 厚度則明顯出現部份接種劑未完全熔化等現象(如圖 4-2 所 示)。
圖 4-1 添加 1.2% S-70 接種劑之 2mm 厚度邊緣 顯微組織圖 (100X,Unetched)
2mm (M) 4mm (M) 6mm (M)
2mm (S) 4mm (S) 6mm (S)
圖 4-2 添加 0.6% S-S 接種劑之顯微組織圖 (100X,Unetched)
100μm
100μm
100μm 100μm
100μm 100μm 100μm
由圖 4-3 (A)得知,當使用 S-70 接種劑時,各位置之球墨數會隨 著添加量的增加而有均勻集中的趨勢,添加至 1.2%最為均勻(但 2mm 厚度邊緣處產生過度接種),而減少至 0.6%時則最為分散。由圖 4-3 (B) 得知,S-50 接種劑的添加量對於球墨數並沒有太大的影響,但從圖中 可以發現在添加 0.9%時,2mm 厚度中心與邊緣及 4mm 厚度邊緣等 冷卻速率較快的地方,其球墨數比另外二種添加量在相同位置的球墨 數明顯高出一些。藉由表 4-2 得知,是因為其(A-5)Si 含量(3.0%)比另 外二者(A-4 之 2.84%、A-6 之 2.62%)較高而使石墨更容易析出所致。
另,S-S 接種劑則是添加量降低至 0.2%時與添加 0.4%所產生球墨數 差異並不大(如圖 4-3 (C)所示),但趨勢上則比 S-70 及 S-50 接種效果 較為均勻,且所需的添加量也低了許多(0.4%以下),其原因可能為此 接種劑含有 Sr 元素,而使其具有強烈的石墨化與較低的斷面敏感性。
0 500 1000 1500 2000 2500 3000
0.6 0.9 1.2 接種劑S-70之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
0 500 1000 1500 2000 2500 3000
0.6 0.9 1.2 接種劑S-50之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
0 500 1000 1500 2000 2500 3000
0.2 0.4 接種劑S-S之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-3 各接種劑及添加量對球墨數之影響
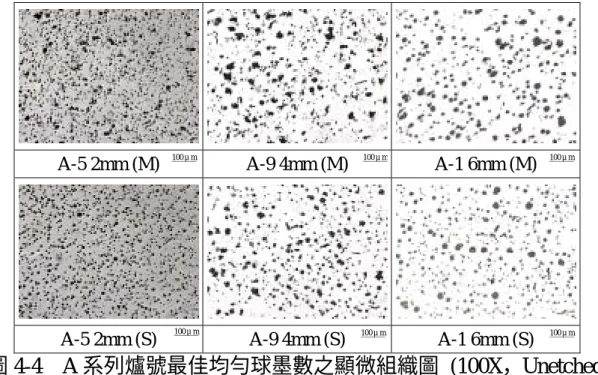
對 2mm、4mm 及 6mm 厚度而言,由表 4-3 解析得知,欲獲得 較高且均勻性最佳之球墨數,其接種參數分別為添加 0.9%的 S-50、
0.2%的 S-S 及 1.2%的 S-70 接種劑,球墨數(以中心位置為基準)分別 可達到 2597/mm2、969/mm2及 707/mm2(其組織特性與爐號之金相圖 如表 4-4 及圖 4-4 所示),但藉由圖 4-4 的觀察,使用 S-S 接種劑(含 Sr 及稀土元素)之組織石墨形狀有點趨近於第二類型,雖然對於球墨 鑄鐵來說仍是可以被接受的情形,但卻不如使用 S-50 及 S-70 接種劑 所產生的石墨形狀較佳。
表 4-3 A 系列爐號之球墨數分析表(平均球墨數/mm2)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S) A-1 1.2% 2121 — 1028 1194 707 943 -166 -236 A-2 0.9% 1801 1671 711 1263 426 743 130 -552 -317 A-3 0.6% 2087 2473 581 1501 347 811 -386 -920 -464 A-4 1.2% 2046 1978 899 1463 705 1086 68 -564 -381 A-5 0.9% 2597 2488 970 1896 571 954 109 -926 -383 A-6 0.6% 1862 2060 889 1532 578 977 -198 -643 -399
A-7 0.6% — — — — — —
A-8 0.4% 1906 2024 910 1368 431 1301 -118 -458 -870 A-9 0.2% 1801 1951 969 1076 712 1072 -150 -107 -360
4mm 6mm 均 勻 性 爐號 接種劑 添加量
2mm
S-70
S-50
S-S
※〝—〞此符號代表過度接種或球化等因素而造成的異常石墨組織。
表 4-4 最佳均勻球墨數之組織(A 系列)
2mm 4mm 6mm
板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 2597 2488 969 1076 707 943
球化率(%) 85 93 71 80 77 89 肥粒鐵(%) 92 75 74 82 90 95
碳化物(%) 3 6 2 2 0 0
※基地組織為肥粒鐵(%)+波來鐵(%)+碳化物(%)=100%
A-5 2mm (M) A-9 4mm (M) A-1 6mm (M)
A-5 2mm (S) A-9 4mm (S) A-1 6mm (S)
圖 4-4 A 系列爐號最佳均勻球墨數之顯微組織圖 (100X,Unetched)
4-2-2 球化率
在接種劑添加量對球化率影響之趨勢方面,由圖 4-5 (A)與(B)得 知,球化率隨著 S-70 或 S-50 接種劑添加量的增加而增加,且在添加 1.2%時最為均勻集中,而添加量在 0.9%時 S-50 比 S-70 接種劑之球 化率較為均勻。由圖 4-5 (C)得知 S-S 接種劑對球化率影響之趨勢,與 對球墨數的影響趨勢(如圖 4-3)幾乎雷同,添加 0.2%與 0.4%時球化率 差異不大,但以 0.2%較為均勻。
100μm
100μm 100μm
100μm 100μm 100μm
50 60 70 80 90 100
0.6 0.9 1.2 接種劑S-70之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
50 60 70 80 90 100
0.6 0.9 1.2 接種劑S-50之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
50 60 70 80 90 100
0.2 0.4 接種劑S-S之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-5 各接種劑及添加量對球化率之影響
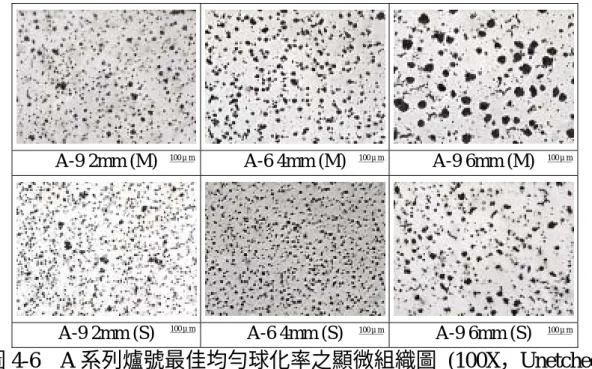
由表 4-5 解析得知,對 2mm、4mm 及 6mm 厚度而言,欲獲得 較高且均勻性最佳之球化率,其接種參數為添加 0.2%的 S-S(對於 2mm 與 6mm 板厚)與 0.6%的 S-50 接種劑(4mm 板厚),球化率(以中 心位置為基準)分別可達到 86%、76%及 78%(其組織特性與爐號之金 相圖如表 4-6 與圖 4-6 所示),皆符合球墨鑄鐵的最低規範 75%以上。
而表中對於球化率的解析,除了以均勻性為重要考量外,如果各接種 參數之球化率差異不大,則以接種劑之成本與添加量作為考量。
表 4-5 A 系列爐號之球化率分析表(平均球化率%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S) A-1 1.2% 88 — 83 88 77 89 -5 -12 A-2 0.9% 86 90 72 82 67 78 -4 -10 -11 A-3 0.6% 86 75 66 87 68 77 11 -21 -9 A-4 1.2% 91 79 79 87 78 86 12 -8 -8 A-5 0.9% 85 93 78 82 75 82 -8 -4 -7 A-6 0.6% 87 92 76 81 59 77 -5 -5 -18
A-7 0.6% — — — — — —
A-8 0.4% 87 89 74 80 67 82 -2 -6 -15 A-9 0.2% 86 86 71 80 78 77 0 -9 1
4mm 6mm 均 勻 性 爐號 接種劑 添加量
2mm
S-70
S-50
S-S
表 4-6 最佳均勻球化率之組織(A 系列)
2mm 4mm 6mm 板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 1801 1591 889 1532 712 1072
球化率(%) 86 86 76 81 78 77
肥粒鐵(%) 78 48 89 93 82 91
碳化物(%) 2 2 4 0 0 1
A-9 2mm (M) A-6 4mm (M) A-9 6mm (M)
A-9 2mm (S) A-6 4mm (S) A-9 6mm (S)
圖 4-6 A 系列爐號最佳均勻球化率之顯微組織圖 (100X,Unetched) 4-2-3 基地組織
對於薄壁球墨鑄鐵,延韌性的考量是首要的條件。一般而言高百 分率肥粒鐵、低百分率碳化物的組織即可符合此特性,故本文將以此 為探討的重點。
在接種劑添加量對基地組織影響之趨勢方面,由圖 4-7 (A)與(B) 得知,S-70 與 S-50 接種劑添加量對肥粒鐵百分率影響並不大,但以 添加 0.9%的 S-70 接種劑最為均勻集中。而由圖 4-7 (C)得知,S-S 接 種劑所產生的肥粒鐵百分率較低且較為分散,與另外二種接種劑相比 則較易促進波來鐵組織的生成。而由此三圖中可看出,在 2mm 厚度 邊緣處肥粒鐵含量都偏低,尤其以 S-50 與 S-S 接種劑最為明顯,其 原因應為受到此處冷卻速率為薄板中最快與接種劑特性等因素影響 所致。
100μm
100μm 100μm
100μm 100μm 100μm
40 50 60 70 80 90 100
0.6 0.9 1.2 接種劑S-70之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
40 50 60 70 80 90 100
0.6 0.9 1.2 接種劑S-50之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
40 50 60 70 80 90 100
0.2 0.4 接種劑S-S之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-7 各接種劑及添加量對肥粒鐵百分率之影響
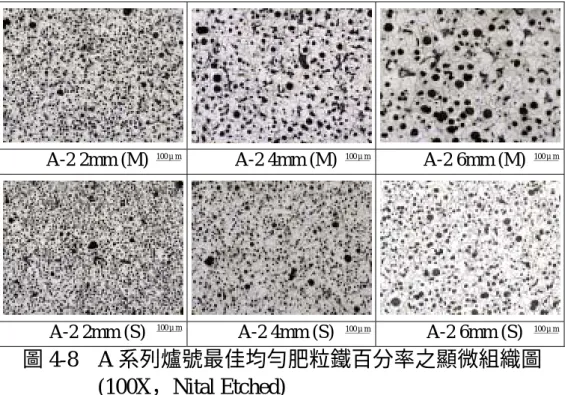
由表 4-7 解析得知,在不同的板厚與位置,欲獲得較高且均勻性 最佳之肥粒鐵,其接種參數為添加 0.9%的 S-70 接種劑,肥粒鐵含量 (以中心位置為基準)可高達 99%(其組織特性與爐號之金相圖如表 4-8 及圖 4-8 所示)。由表 4-2 得知,其原因為此爐號之 Si 含量高達 3.1%,
再加上添加足夠的接種劑,而使其含有較高百分率的肥粒鐵。
表 4-7 A 系列爐號之肥粒鐵百分率分析表(平均肥粒鐵%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S) A-1 1.2% 82 — 91 87 90 95 4 -5 A-2 0.9% 99 95 99 96 99 100 4 3 -1 A-3 0.6% 93 82 96 96 95 97 11 0 -2 A-4 1.2% 79 71 88 95 91 91 8 -7 0 A-5 0.9% 92 75 90 93 93 97 17 -3 -4 A-6 0.6% 85 59 89 93 91 95 26 -4 -4
A-7 0.6% — — — — — —
A-8 0.4% 78 65 88 74 84 94 13 14 -10 A-9 0.2% 78 48 74 82 82 91 30 -8 -9
4mm 6mm 均 勻 性 爐號 接種劑 添加量
2mm
S-70
S-50
S-S
※基地組織為肥粒鐵(%)+波來鐵(%)+碳化物(%)=100%
表 4-8 最佳均勻肥粒鐵百分率之組織(A 系列)
2mm 4mm 6mm 板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 1801 1671 711 1263 426 743
球化率(%) 86 90 72 82 67 78 肥粒鐵(%) 99 95 99 96 99 100
碳化物(%) 1 4 0 3 0 0
A-2 2mm (M) A-2 4mm (M) A-2 6mm (M)
A-2 2mm (S) A-2 4mm (S) A-2 6mm (S)
圖 4-8 A 系列爐號最佳均勻肥粒鐵百分率之顯微組織圖 (100X,Nital Etched)
此外,對於碳化物百分率,由表 4-9 所示,各爐號所產生的碳化 物百分率幾乎皆在 5%以下,各板厚的百分率差異也不大。且從組織 定量分析上的角度來看(50),由於組織百分率含量較低,因此在定量上 的誤差值可能比實際組織百分率含量的變化還來的大,所以對於薄板 中各板厚與位置之碳化物百分率,本文並不加以探討。
表 4-9 A 系列爐號之碳化物百分率分析表(平均碳化物%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S)
A-1 1.2% 3 — 1 0 0 0 1 0
A-2 0.9% 1 4 0 3 0 0 -3 -3 0
A-3 0.6% 3 5 1 2 3 2 -2 -1 1
A-4 1.2% 6 4 3 1 0 4 2 2 -4
A-5 0.9% 3 6 4 4 1 2 -3 0 -1
A-6 0.6% 2 2 4 0 0 0 0 4 0
A-7 0.6% — — — — — —
A-8 0.4% 2 2 0 3 2 2 0 -3 0
A-9 0.2% 2 2 2 2 0 1 0 0 -1
S-70
S-50
S-S
4mm 6mm 均 勻 性 爐號 接種劑 添加量
2mm
100μm
100μm 100μm
100μm 100μm 100μm
然而,為了了解組織中碳化物的型態,故以較高之倍率觀察數個 試片的碳化物組織,經由觀察得知多數的碳化物皆為存在於波來鐵中 的細胞狀逆冷激(Inverse Chill)碳化物(50) (如圖 4-9 所示)。
(A) (B) 圖 4-9 爐號 A-9 之 2mm 厚度邊緣碳化物組織
(基地碳化物含量為 2%,白色箭頭所指處為碳化物) (A): (800X,Nital Etched) ; (B): (100X,Ammonium
Persulfate Etched)
經由上述金相觀察結果,證實使用較高的碳當量(約 4.6%~4.8%) 與降低模穴面砂水份,以濕砂模可以成功製造出 2m 厚(70mm×60mm) 的低碳化物球墨鑄鐵件。
4-3 球化劑對薄壁球墨鑄鐵之影響
本研究係以 S-S 合金(添加量 0.4%)為接種劑,來探討不同球化劑 及添加量對於不同厚度(2mm、4mm 及 6mm)的薄壁球墨鑄鐵件組織 均勻性之影響,期望能找出組織較為良好且均勻性最佳(即中心與邊 緣組織特性差異最小)的球化參數。
4-3-1 球墨數
在球化劑添加量對球墨數影響之趨勢方面,當 KC-5 球化劑添加
12μm 100μm
至 1.2%時,在不同的板厚與位置皆呈現因過度球化而產生石墨晶出 不均的現象(如圖 4-10 所示)。另,C.G.球化劑添加至 1.2%時,於 2mm 厚度邊緣也產生此現象,KC-3 球化劑在此添加量時,於 2mm 與 4mm 厚度邊緣也是如此,但在添加量降低至 0.6%時,在不同的板厚與位 置皆呈現因球化不足而無法產生球狀石墨,由圖 4-11 觀察,其石墨 組織隨著厚度的增加而由過冷石墨變成為片狀石墨。
2mm (M) 4mm (M) 6mm (M)
2mm (S) 4mm (S) 6mm (S)
圖 4-10 添加 1.2% KC-5 球化劑之顯微組織圖 (100X,Unetched)
100μm
100μm 100μm
100μm 100μm 100μm
2mm (M) 4mm (M) 6mm (M)
2mm (S) 4mm (S) 6mm (S)
圖 4-11 添加 0.6% KC-3 球化劑之顯微組織圖 (100X,Unetched)
由圖 4-12 得知,除了在添加 0.9%的 KC-5 球化劑時,球墨數較 為均勻集中,其餘二種球化劑之添加量對球墨數的變化並不大,因此 在球化劑的選用上,應以較低的成本與添加量為考量。
100μm
100μm 100μm
100μm 100μm 100μm
0 500 1000 1500 2000 2500 3000
0.6 0.9 球化劑KC-5之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
0 500 1000 1500 2000 2500 3000
0.6 0.9 1.2 球化劑C.G.之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
0 500 1000 1500 2000 2500 3000
0.9 1.2 球化劑KC-3之添加量(%)
球 墨 數/mm2
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-12 各球化劑及添加量對球墨數之影響
對 2mm、4mm 及 6mm 厚度而言,由表 4-10 解析得知,欲獲得 較高且均勻性最佳之球墨數,其接種參數為添加 0.9%的 KC-3 球化劑 (對於 2mm 與 4mm 板厚)與 0.6%的 KC-5 接種劑(6mm 板厚),球墨數 (以中心位置為基準)分別可達到 1973/mm2、1014/mm2及 815/mm2 (其組織特性與爐號之金相圖如表 4-11 及圖 4-13 所示)。
表 4-10 B 系列爐號之球墨數分析表(平均球墨數/mm2)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S)
B-1 1.2% — — — — — —
B-2 0.9% 1493 1741 779 1382 718 1054 -248 -603 -336 B-3 0.6% 1840 2127 787 1453 815 1060 -287 -666 -245 B-4 1.2% 2099 — 997 1590 828 1285 -593 -457 B-5 0.9% 1881 2240 1165 1814 727 1348 -359 -649 -621 B-6 0.6% 1555 2024 1040 1579 760 1141 -469 -539 -381 B-7 1.2% 1850 — 785 — 780 1185 -405 B-8 0.9% 1973 1917 1014 1300 642 1042 56 -286 -400
B-9 0.6% — — — — — —
4mm 6mm 均 勻 性 爐號 球化劑 添加量
2mm
KC-5
C.G.
KC-3
表 4-11 最佳均勻球墨數之組織(B 系列)
2mm 4mm 6mm 板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 1973 1917 1014 1300 815 1060
球化率(%) 90 86 83 91 77 89 肥粒鐵(%) 93 76 89 89 70 79
碳化物(%) 0 3 1 1 0 0
B-8 2mm (M) B-8 4mm (M) B-3 6mm (M)
B-8 2mm (S) B-8 4mm (S) B-3 6mm (S)
圖 4-13 B 系列爐號最佳均勻球墨數之顯微組織圖 (100X,Unetched) 4-3-2 球化率
由圖 4-14 (A)與(C)得知,球化率會隨著 KC-5 與 KC-3 球化劑添 加量的增加而略增。由圖 4-14 (C)得知,而 C.G.球化劑添加量的增加 對球化率的影響並不大,在不同板厚與位置的球化率皆相當不錯,幾 乎都在 80%~90%的範圍。C.G.球化劑雖是產業界普遍使用的縮墨合 金,但在使用於製造 6mm 厚度以下的鑄鐵件,卻不易達到製造縮墨 鑄鐵的目的,其原因應為於此合金中的鈦元素(含 9%)具有較為強烈 的斷面敏感性,當鑄件厚度的減少而造成冷卻速率的提高,使其(鈦 元素)破壞球狀石墨的效應降低,導致球狀石墨形狀完整不被破壞。
由表 4-12 得知,隨著厚度的增加(冷卻速率的降低)使得鈦的影響效應 與球墨退化程度有所提高,因而使球化率隨之下降(如 B-6 爐號所示)。
100μm
100μm 100μm
100μm 100μm 100μm
50 60 70 80 90 100
0.6 0.9 球化劑KC-5之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
50 60 70 80 90 100
0.6 0.9 1.2 球化劑C.G.之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
50 60 70 80 90 100
0.9 1.2 球化劑KC-3之添加量(%)
球 化 率 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-14 各球化劑及添加量對球化率之影響
由表 4-12 解析得知,在不同的板厚與位置,欲獲得較高且均勻 性較佳之球化率,其球化參數為添加 0.6%的 C.G.球化劑,球化率(以 中心位置為基準)分別可達到 92%、87%及 80%(其組織特性與爐號之 金相圖如表 4-13 與圖 4-15 所示),皆符合球墨鑄鐵的最低規範 75%
以上。
表 4-12 B 系列爐號之球化率分析表(平均球化率%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S)
B-1 1.2% — — — — — —
B-2 0.9% 88 93 81 92 79 87 -5 -11 -8 B-3 0.6% 87 93 72 92 77 89 -6 -20 -12 B-4 1.2% 86 — 80 90 83 88 -10 -5 B-5 0.9% 81 89 86 89 79 87 -8 -3 -8 B-6 0.6% 92 93 87 90 80 82 -1 -3 -2
B-7 1.2% 92 — 94 — 84 94 -10
B-8 0.9% 90 86 83 91 76 91 4 -8 -15
B-9 0.6% — — — — — —
KC-5
C.G.
KC-3
4mm 6mm 均 勻 性 爐號 球化劑 添加量
2mm
表 4-13 最佳均勻球化率之組織(B 系列)
2mm 4mm 6mm 板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 1555 2024 1040 1579 760 1141
球化率(%) 92 93 87 90 80 82
肥粒鐵(%) 90 77 85 67 93 89
碳化物(%) 2 0 1 0 0 0
B-6 2mm (M) B-6 4mm (M) B-6 6mm (M)
B-6 2mm (S) B-6 4mm (S) B-6 6mm (S)
圖 4-15 B 系列爐號最佳均勻球化率之顯微組織圖 (100X,Unetched) 4-3-3 基地組織
在球化劑添加量對肥粒鐵百分率影響之趨勢方面,由圖 4-16 (A) 與(C)得知,KC-5 球化劑添加量提高至 0.9%時,肥粒鐵百分率略有提 高但較為不均,KC-3 球化劑則明顯均勻集中,其原因可能是受到球 化劑的特性與 Si 含量高低(B-2 之 2.66%,B-8 之 2.90%)所造成的影 響。由圖 4-16 (B)得知,C.G.球化劑的添加量在 0.6%與 0.9%時變化不 大,但提高至 1.2%時,肥粒鐵百分率有明顯的均勻集中,其原因可 能為此球化劑的 Si 含量(52%)較高,或者是促進肥粒鐵組織生成之特 性較為強烈所導致。
100μm
100μm 100μm
100μm 100μm 100μm
40 50 60 70 80 90 100
0.6 0.9 球化劑KC-5之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(A)
40 50 60 70 80 90 100
0.6 0.9 1.2 球化劑C.G.之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(B)
40 50 60 70 80 90 100
0.9 1.2 球化劑KC-3之添加量(%)
肥 粒 鐵 (%)
2mm(M) 4mm(M) 6mm(M) 2mm(S) 4mm(S) 6mm(S)
(C)
圖 4-16 各球化劑及添加量對肥粒鐵百分率之影響
對 2mm、4mm 及 6mm 厚度而言,由表 4-14 解析得知,欲獲得 較高且均勻性較佳之肥粒鐵百分率,其接種參數為添加 0.6%的 C.G.
球化劑(對於 2mm 板厚)或 0.9%的 KC-3 接種劑(4mm 與 6mm 板厚),
肥粒鐵百分率(以中心位置為基準)分別可達到 90%、89%及 90%(其組 織特性與爐號之金相圖如表 4-15 及圖 4-17 所示)。碳化物的百分率如 表 4-16 所示,皆低於 5%以下。
表 4-14 B 系列爐號之肥粒鐵百分率分析表(平均肥粒鐵%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S)
B-1 1.2% — — — — — —
B-2 0.9% 64 54 78 72 85 89 10 6 -4 B-3 0.6% 66 49 72 80 70 79 17 -8 -9 B-4 1.2% 85 — 88 87 88 90 1 -2 B-5 0.9% 78 68 85 73 94 92 10 12 2 B-6 0.6% 90 77 85 67 93 89 13 18 4
B-7 1.2% 80 — 84 — 91 82 9
B-8 0.9% 93 76 89 89 90 86 17 0 4
B-9 0.6% — — — — — —
KC-5
C.G.
KC-3
4mm 6mm 均 勻 性 爐號 球化劑 添加量
2mm
表 4-15 最佳均勻肥粒鐵百分率之組織(B 系列)
2mm 4mm 6mm 板 厚
組 織 中心(M) 邊緣(S) 中心(M) 邊緣(S) 中心(M) 邊緣(S) 球墨數/mm2 1555 2024 1014 1300 642 1042
球化率(%) 92 93 83 91 76 91 肥粒鐵(%) 90 77 89 89 90 86
碳化物(%) 2 0 1 1 1 3
B-6 2mm (M) B-8 4mm (M) B-8 6mm (M)
B-6 2mm (S) B-8 4mm (S) B-8 6mm (S)
圖 4-17 B 系列爐號最佳均勻肥粒鐵百分率之顯微組織圖 (100X,Nital Etched)
表 4-16 B 系列爐號之碳化物百分率分析表(平均碳化物%)
中心 邊緣 中心 邊緣 中心 邊緣 2mm 4mm 6mm (M) (S) (M) (S) (M) (S) (M)-(S) (M)-(S) (M)-(S)
B-1 1.2% — — — — — —
B-2 0.9% 4 3 3 5 1 0 1 -2 1
B-3 0.6% 3 3 1 1 0 0 0 0 0
B-4 1.2% 1 — 2 2 0 3 0 -3
B-5 0.9% 3 5 0 2 0 1 -2 -2 -1
B-6 0.6% 2 0 1 0 0 0 2 1 0
B-7 1.2% 2 — 1 — 0 5 -5
B-8 0.9% 0 3 1 1 1 3 -3 0 -2
B-9 0.6% — — — — — —
KC-5
C.G.
KC-3
4mm 6mm 均 勻 性 爐號 球化劑 添加量
2mm
4-4 厚度效應
在針對不同厚度(2mm、4mm 及 6mm)的最佳均勻性組織之接種 與球化參數之解析後,本節將以在同一片階級薄板中各厚度中心與邊 緣組織差異性最小(均勻性最佳)之接種與球化參數,來探討厚度效應
100μm
100μm 100μm
100μm 100μm 100μm
對球墨數而言,由表 4-3 與 4-10 得知,各厚度中心與邊緣組織 差異性最小之接種與球化參數為添加 0.2%的 S-S 接種劑與 0.9%的 KC-3 球化劑,鑄件厚度變化對球墨數之影響如圖 4-18 所示。
由圖 4-18 得知,整體而言,隨著厚度增加(冷卻速率降低),球墨 數會降低,中心與邊緣的差異性也隨之增大。由於受到較薄之斷面的 影響而導致熱量的散失相當快,使得 2mm 厚度的中心與邊緣冷卻速 率幾乎相差不大,球墨數的差異也因此為三個厚度當中最小。但當厚 度提高至 4mm 時球墨數則大幅地降低了 800/mm2左右,而提高至 6mm 時則與 4mm 厚度的球墨數相差較少,大約降低了 250/ mm2,但 中心與邊緣的差異則為三個厚度當中最大(約 400/mm2),均勻性較差。
0 150 300 450 600 750 900 1050 1200 1350 1500 1650 1800 1950 2100
2mm(M) 2mm(S) 4mm(M) 4mm(S) 6mm(M) 6mm(S) 薄板厚度及其位置
球墨數/mm2
S-S(0.2%) A-9 KC-3(0.9%) B-8
圖 4-18 薄板厚度對球墨數之影響
對球化率而言,由表 4-5 與 4-12 得知,各厚度中心與邊緣組織 差異性最小之接種與球化參數為添加 0.2%的 S-S 接種劑與 0.6%的 C.G.球化劑,鑄件厚度變化對球化率之影響如圖 4-19 所示。
由圖 4-19 得知,最佳接種參數(A-9)除了在球化率稍低外,其受 厚度影響的趨勢與最佳球化參數(B-6)相似。隨著厚度增加使得球墨 退化程度提高,球化率因而隨之降低。中心與邊緣的差異性則受厚度 的影響不大。當厚度自 2mm 提高至 4mm 時球化率則下降了約 5%左 右,提高至 6mm 時則大約降低了 10%左右。而在爐號 B-6 之 4mm 厚度中心處則產生較大的球化率下降。
50 55 60 65 70 75 80 85 90 95 100
2mm(M) 2mm(S) 4mm(M) 4mm(S) 6mm(M) 6mm(S) 薄板厚度及其位置
球化率(%)
S-S(0.2%) A-9 C.G.(0.6%) B-6
圖 4-19 薄板厚度對球化率之影響
對肥粒鐵百分率而言,由表 4-7 與 4-14 得知,各厚度中心與邊 緣組織差異性最小之接種與球化參數為添加 0.9%的 S-70 接種劑及 KC-3 球化劑,鑄件厚度變化對肥粒鐵百分率之影響如圖 4-20 所示。
由圖 4-20 得知,整體而言,最佳接種參數(A-2)除了在肥粒鐵百 分率稍高外,其受厚度影響的趨勢與最佳球化參數(B-8)相似,厚度 的變化對於肥粒鐵百分率影響並不大,中心與邊緣也差異很少。在爐 號 B-8 之 2mm 厚度邊緣處則產生較低的肥粒鐵百分率。藉由表 4-2 得知,A-2 與 B-8 兩爐號各自為矽含量最高(3.1%與 2.9%)的接種及球 化參數製程,由此可知經由適當的接種與球化處理,只要以稍高的矽 含量(2.9%)就能使厚度效應的影響降至最低,進而獲得高肥粒鐵百分 率的薄壁鑄件,至於高矽肥粒鐵所造成韌性降低的問題,應以整體組 織特性與機械性質的需要,儘量以較低之矽含量作為提高肥粒鐵百分 率的考量。
50 55 60 65 70 75 80 85 90 95 100
2mm(M) 2mm(S) 4mm(M) 4mm(S) 6mm(M) 6mm(S) 薄板厚度及其位置
肥粒鐵(%)
S-70(0.9%) A-2 KC-3(0.9%) B-8
圖 4-20 薄板厚度對肥粒鐵百分率之影響
4-5 組織均勻性最佳之製程參數
為了獲得更高品質的薄壁球墨鑄鐵件,本實驗採田口方法參數設 計中之靜態望目特性來解析。求出最佳製程參數,期望使階級薄板之 組織特性能夠均勻一致。其次在經組織均勻性確認實驗之後,則以拉 伸試驗檢測抗拉強度與伸長率。
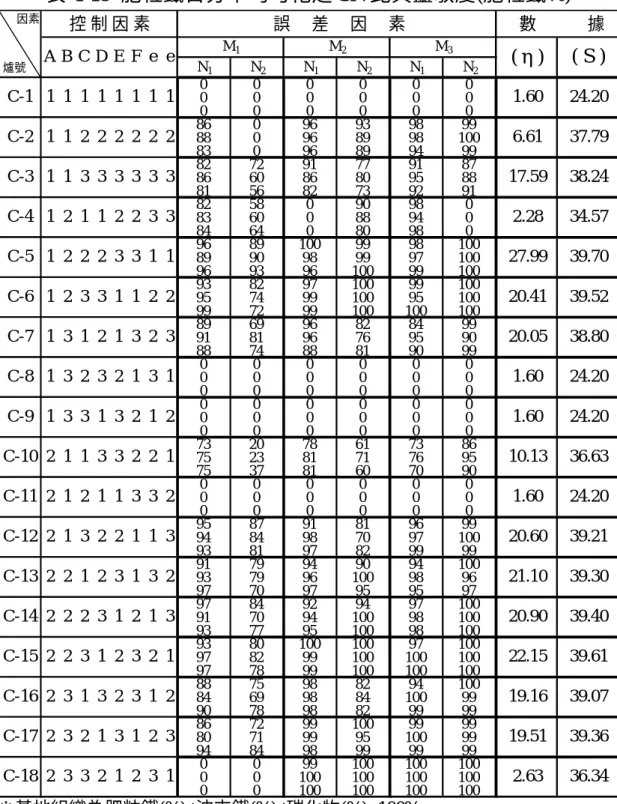
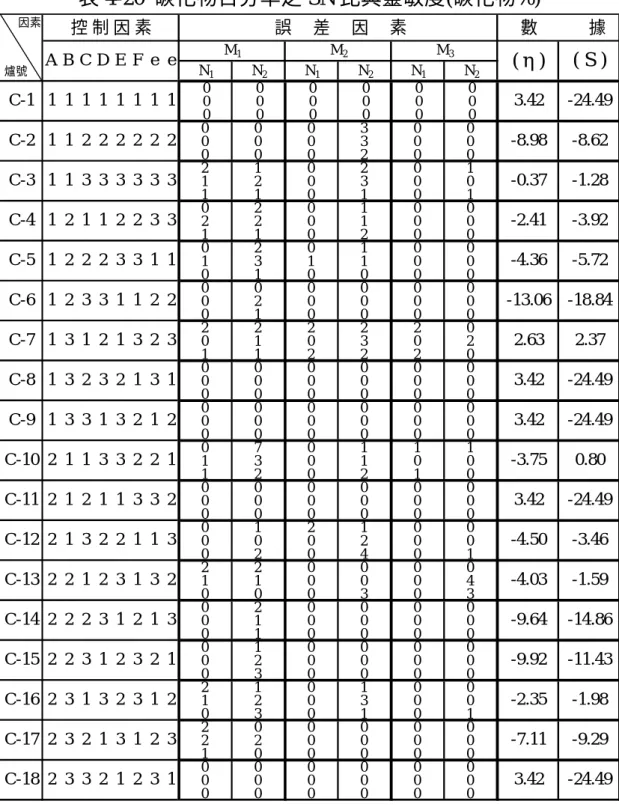
依靜態望目特性之實驗配置(L18,表 3-6)製作階級薄板鑄件,並 量測其 6 個位置(M1N1~M3N2)之組織特性,每個位置皆取 3 個量測值,
。量測所得的數據,代入一般望目特性公式(如附錄)中,可求出各組 織特性之 SN 比(η)與靈敏度(S)。其結果列於表 4-17 至表 4-20 中。
再由上述表中各爐號之 SN 比(η) 與靈敏度(S),作出各要因及各水
準之 SN 比(η)與靈敏度(S)輔助表,如表 4-21 至表 4-23 所示。
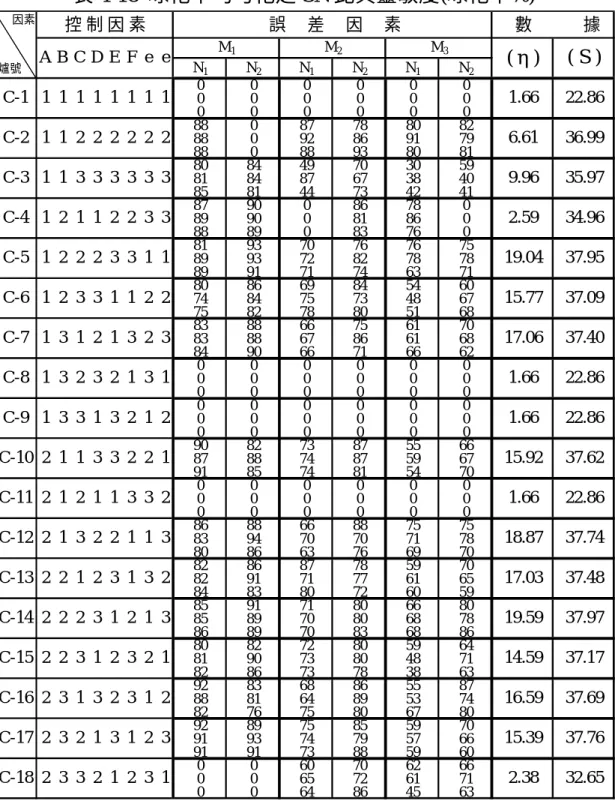
表 4-17 球墨數均勻化之 SN 比與靈敏度(球墨數/ mm2)
爐號 N1 N2 N1 N2 N1 N2
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
1702 0 1045 1500 586 910 1464 0 920 2263 603 1447 2087 0 1000 1699 744 999 1261 1562 306 1005 119 290 1308 1725 380 626 162 417 1284 1392 336 933 177 266 2208 2179 0 1184 589 0 1939 2554 0 1353 866 0 1948 2091 0 1611 630 0 1770 2099 1111 1700 630 809 2322 2413 1009 1893 460 740 2336 2313 1100 1955 421 855 1667 1747 1006 1267 290 735 1727 1762 857 1255 271 645 1719 1727 988 1318 250 700 1822 1673 1238 1201 587 1033 1877 1859 1000 1247 682 955 1796 1973 1064 1098 899 1046
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
1779 2005 860 1411 632 1008 1547 2345 846 1030 677 876 1724 1896 688 1189 556 958
0 0 0 0 0 0
0 0 0 0 0 0
0 0 0 0 0 0
1953 1747 618 2155 440 1172 1570 3020 711 1288 580 870 1550 1993 603 1566 736 1055 2156 2079 587 526 460 626 1893 2992 393 1115 533 801 1598 2024 539 724 416 726 2454 2948 611 2001 617 1095 2794 2605 1007 1433 608 1636 2345 3029 888 1821 753 1633 1910 1916 788 1445 708 918 2002 2842 749 1673 480 1021 2216 2414 961 2145 555 1041 2825 2583 1726 2065 521 1067 3100 2574 1433 1644 523 836 2608 2156 1450 1849 688 1014 2708 2646 1448 1878 645 1420 2874 3269 1249 2226 618 1178 2811 2871 1574 2263 777 1315 0 0 1221 1765 770 1119 0 0 959 1864 689 1457 0 0 1118 1431 450 1204
因素 控 制 因 素 誤 差 因 素 數 據
A B C D E F e e M1 M2 M3 (η) ( S )
C-1 1 1 1 1 1 1 1 1 0.62 40.18
C-2 1 1 2 2 2 2 2 2 3.75 60.35
C-3 1 1 3 3 3 3 3 3 2.61 57.40
C-4 1 2 1 1 2 2 3 3 0.89 60.35
C-5 1 2 2 2 3 3 1 1 6.04 63.11
C-6 1 2 3 3 1 1 2 2 6.06 60.83
C-7 1 3 1 2 1 3 2 3 9.29 62.12
C-8 1 3 2 3 2 1 3 1 0.62 40.18
C-9 1 3 3 1 3 2 1 2 0.62 40.18
C-10 2 1 1 3 3 2 2 1 7.06 61.71
C-11 2 1 2 1 1 3 3 2 0.62 40.18
C-12 2 1 3 2 2 1 1 3 5.50 62.30
C-13 2 2 1 2 3 1 3 2 2.94 60.88
C-14 2 2 2 3 1 2 1 3 5.80 64.45
C-15 2 2 3 1 2 3 2 1 5.91 63.06
C-16 2 3 1 3 2 3 1 2 6.26 64.57
C-17 2 3 2 1 3 1 2 3 6.81 65.42
C-18 2 3 3 2 1 2 3 1 1.26 57.67
※表格中 0 為代表異常(過度接種及球化等)石墨組織之特性。