行政院國家科學委員會專題研究計畫 成果報告
高外觀品質節能/節料/跨製程綠色成型與模具技術之研究- -子計畫二:複合綠色成型製程具移動介面流動模擬分析研
究(第 3 年)
研究成果報告(完整版)
計 畫 類 別 : 整合型
計 畫 編 號 : NSC 98-2221-E-011-001-MY3
執 行 期 間 : 100 年 08 月 01 日至 101 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 趙修武
計畫參與人員: 碩士班研究生-兼任助理人員:張智韋 碩士班研究生-兼任助理人員:李奕翰
公 開 資 訊 : 本計畫可公開查詢
中 華 民 國 101 年 11 月 01 日
中 文 摘 要 : 本研究首先透過數值方法對圓板形模具表面的氣體預熱過程 進行分析,利用聯立連續、動量、能量和紊流模型進行疊代 求解。本研究使用的無因次化群組為溫度 T *,預熱時間 t
*,氣體流率 Q *和厚度 h *。無因次參數 Tc* 表示氣體流率 在模具表面溫度差的上限,該值大致與 Q *和 h *的平方根成 正比。無因次參數 Qc*為在特定 T*條件下氣體流量的下限,
該值與(Q*)1.5 和 h*成反比。t*與 Q*的關係可以用兩條漸進 線加以描述,其中左側特徵線斜率與 h*和 T*無關約為- 0.75,而右側水平漸進線標示無因次化最低氣體流量 Qc*。
這兩條漸進線的交點為本研究建議之無因次預熱時間 tf*與 其相對應的無因次氣體流量 Qf*。本文提出分析圓板形模具 表面上的熱響應方法,以及建議(Tf*, Qf*)所代表的較佳預 熱時間和氣體流量。
本研究接著建立模內薄膜貼合射出成形製程之熔膠充填 與冷卻過程的分析預測模型,完成模擬在不同製程參數條件 下進行模內薄膜貼合射出成形製程模擬,並探討製程參數對 於薄膜滯熱溫度的影響。本研究之模內薄膜貼合射出成形製 程模擬結果與實驗量測結果驗證後,發現具有良好的一致 性。為能提升模內薄膜貼合射出成形製品的表面品質與轉寫 性,本研究討論滯熱溫度、進膠溫度與模具溫度間的關係,
發現薄膜的滯熱溫度皆隨著料溫升高而增加,但薄膜的滯熱 溫度亦隨著模溫升高而降低。比較數值模擬結果與相對應的 實驗量測值,發現本研究所建立的數值模型具有定量上的精 確度。由本研究所建立的模內薄膜貼合射出成形製程之熔膠 充填與冷卻過程數值模型,可作為使用模內薄膜貼合射出成 形技術相關製程之分析與預測工具。
本研究最後建立數值模型描述氣體反壓控制超臨界流體 微細發泡成形熔膠動態充填與發泡過程。在融膠充填過程以 求解連續方程式、動量方程式、能量方程式和波前方程式,
獲得模穴內熔膠速度、壓力、溫度以及波前位置。在氣體發 泡過程中,本研究使用單一氣泡模型,利用求解氣泡成長率 方程式、氣泡方程式、氣泡內溶解方程式,以獲得氣泡大小 與時間的關係。本研究使用長 125 mm、寬 30 mm、厚度 3 mm 平板為研究對象,計算在兩個反壓壓力(100 bar、150 bar) 與五個持壓時間(0、5、10、20 s)下,模穴內中心點氣泡成 長特性,發現氣泡大小隨著持壓時間而減小,隨著反壓壓力 降低而升高。經由與實驗比對,發現反壓壓力為 100 bar 時,低持壓時間(tp 小於 5 秒)時,計算結果與實驗結果有較 高的一致性,此時氣泡大小約為 35μm,但在高持壓時間,
具有較大的誤差。反壓壓力為 150 bar 時,低持壓時間(tp 小於 5 秒)時,計算結果與實驗結果有較高的一致性,此時氣
泡大小約為 25μm,數值模擬在低持壓時間稍微高估實驗 值。主要原因可能是本研究所使用的黏度模型無法精確壓力 對於融膠黏度與超臨界流體對於玻璃轉換溫度的影響。本研 究所建立的數值方法可用於預測氣體反壓控制超臨界流體微 細發泡成形中氣泡的尺寸。
中文關鍵詞: 氣體模具表面加熱、薄膜貼合射出成形、反壓控制發泡成形 英 文 摘 要 :
英文關鍵詞: Mould Surface Preheating by Gas, In-Mould Decoration, Microcellular Molding by Counter Pressure of Gas
第一年度:氣體模具表面加熱動態模溫與熔膠充填之模擬
1. 前言
對於使用射出成形的塑膠零件而言,模具的溫度控制是非常重要,適當的模 具溫度不僅有利於改善塑膠零件的品質,亦能有效地縮短產品的射出週期。高模 具溫度雖有利於降低射出壓力與改善產品的表面品質,但所需的冷卻時間與產品 的射出週期較長,導致生產效率的降低。模具表面快速加熱過程能克服上述周期 時間過長的問題,透過局部加熱不但能維持良好的表面品質,並且能節省能源與 縮短製程時間。近年來,各種類型的模具表面快速加熱方法陸續被提出。瞬間模 具表面加熱技術 (Kim et al., 2001; Rhee et al., 2005)能在短時間提升模具表面溫 度達到 350C,能有效地改善產品表面缺陷,如流痕和縮痕現象等,但這種方法 的缺點在於火焰可能會汙染模穴表面,造成產品表面的額外缺陷。紅外線表面快 速加熱技術(Saito et al., 2002; Chang and Hwang, 2006a, 2006b)為採用鹵素燈作為 熱源的加熱技術,以電磁輻射的紅外光加熱模具表面,達到快速升溫的目的。光 滑金屬模具表面的強烈反射現象,使得模具表面的熱吸收效率偏低,為該技術的 主要缺點。感應加熱技術(Schinköthe and Walther, 2000; Chen et al., 2004, 2006a, 2006b, 2006c)為利用感應線圈的電磁效應,產生渦電流作為加熱模具表面的能量 來源。該技術主要缺點為表面加熱感應線圈設計的複雜度,對於工程實務的三維 模具表面,感應線圈設計更具有實質的困難度。快速熱反應加熱成形技術(Yao and Kim, 2002a, 2002b, 2003)為使用加熱層與模具基板之間的絕熱層進行升溫反應,
在模具表面利用電阻加熱的方式升溫,其溫度上升率可達 125C /s。然而在實際 工程應用中,加熱層和絕熱層在射出期間可能因射出過程的循環應力負荷而破壞,
成為這個技術的主要技術瓶頸。除了上述的主動式加熱技術外,被動式加熱技術 基於節能的觀點也具有其優勢。例如,直接在模穴表面塗上一層熱阻層防止熔膠 的熱擴散現象(Liou, 1987; Liou and Suh, 1989; Chen, 2005),有助於維持模具表面 上熱阻層與熔膠之間的高溫。這種方法的主要關鍵點為熱阻層和模具材料間的黏 著性以及射出成形期間應力負荷的磨損。雖然主動式加熱技術能造成模具表面可 觀的溫度提升,但通常需要進行整個系統的額外修改以滿足製成需求,例如使用 機器手臂導入熱源於模具表面等,導致生產成本增加、維修頻繁與可靠度問題。
因此,近年使用高溫氣體加熱模具表面的技術 (Kazmer, 2000; Ambady and
Kazmer, 2001; Hatch and Kazmer, 2001; Lin, 2002; Chang, 2008) ,由於不需要大規 模修改原有系統配置,逐漸獲得重視,如圖 1 所示。由於該技術不需在原有的生 產系統中進行實質的修改,因此主要優點在於安裝成本低廉與系統的低複雜性。
以氣體進行模具表面預熱的做法,不僅能降低系統的安裝成本,亦可避免增加系 統的複雜度,因此該技術在成本上具有很大的發展潛力。以往對於氣體加熱模具 表面的相關研究(Kazmer, 2000; Ambady and Kazmer, 2001; Hatch and Kazmer, 2001)主要建立在一維模型的理論分析,所得到的溫度上升率約為 13C /s,在其 他的實驗測量研究(Chang, 2008)中也發現類似的結論。儘管上述的研究其分析的 氣體預熱問題不盡相同,但這些研究都指出熱阻層對於提高模穴表面溫度是有正 面貢獻的,因為模具通常都是使用高熱擴散係數的材料。目前只有少數文獻進行 氣體預熱過程中模具表面的熱反應研究,因為模穴內的氣體與熔膠流動現象涉及 複雜的熱量與質量傳輸的現象,這類現象無法由簡化的一維模型加以分析,必須 使用更為複雜的模型加以分析,因此氣體預熱過程中模具表面熱反應對於射出成 形實務是非常重要的。為了解預熱氣體與熱阻層和模具表面熱反應間的相關性,
本文採用三維流體模型來計算預熱與充填過程中預熱氣體與熔膠在模穴內流場 與溫度場,以預測模具表面的熱反應特性。本研究以充填過程後模具表面溫度作 為評估塑料表面品質的指標。本研究首先分析模具表面熱反應的特性以獲得描述 氣體預熱過程的無因次參數,接著利用最小方差法擬合數值計算結果,然後建立 無因次參數間的關係,得以獲得模具表面溫度上升的最佳預熱時間以及其相對應 的氣體流率,建議以預熱氣體快速加熱模具表面的適當製程參數。
2. 數值模型 2.1 統御方程式
描述以氣體進行模具表面預熱過程之氣體流場與溫度場的積分形式統御方 程式如下(Chau, 1997):
0 dS ) ( dV S
V
u n
t (1)
(2)
dS 2 ( : )dV
dS ) (
dV S S V
V
h h u n k T n μ D D
t T (3)
dS dVdS
dV S V
V
u u(u n) T n g
S
t
dV ) (
dS ) )(
( dS ) (
dV S S V
V
k
k
t k P
k
t k u n n (4)
)dV (
dS ) )(
( dS ) (
dV V
2 2 S 1
S
V
C k P k
t C k
t
n n
u (5)
其中 V 為任意控制體體積,S 為該控制體表面積,n 為控制體表面之法向量,t 為時間,ρ 為密度,u 為速度向量,T 為剪力張量,g 為重力加速度,h 為焓,kT
為熱傳導係數,μ 為黏度,T 為溫度,D 為應變張量,k 為紊流動能, 為紊流 動能的消散率,Pk為因紊流所造成的能量生成,C1、C2、σk、σɛ分別為紊流模型 參數,其係數如表 1 所示。在氣體預熱過程中,公模與母模未閉鎖而彼此分離,
兩者具有給定之微小垂直間隔,使預熱氣體得以從模穴內部向外釋放,這說明模 穴內的氣體壓力在預熱過程接近大氣壓力,因此本研究假設模穴內的氣體壓力在 預熱過程中為大氣壓力。由於本研究使用理想氣體定律描述模穴內氣體密度與溫 度的關係,因此氣體密度僅為溫度的函數。在熔膠充填過程中,描述熔膠流場和 溫度場所使用的統御方程式如下所示:
0 dS ) ( dV S
V
u n
t (6)
(7)
dS 2 ( : )dV
dS ) (
dV S S V
V
h h u n k T n D D
t T (8)
(9) 其中 cg為每一網格單元之氣體體積佔有率,當 cg=0 時,表示該網格內充滿熔膠,
若 cg=1 則充滿氣體,若 0<cg<1,則代表該網格內必同時存在熔膠與氣體,因此 將該網格單元內流體視為等效流體,該等效流體的物理特性則依據該網格內體積 佔有率以線性內插計算φ=φg+(1-cg) φm,其中φ 為任意網格內等效流體的物理特 性,m 和 g 分別代表熔膠與氣體的物理特性。同時本研究假設相同網格內的氣體 與熔膠具有相同的速度、壓力和其他物理特性。熔膠與空氣的介面位置則定義在 cg=0.5 的位置。本研究使用 Cross-WLF 黏度方程式以描述熔膠黏度 η、溫度 T 及 剪切率 間的關係:
(10)
dS dVdS
dV S V
V
u u(u n) T n g
S
t
0 dS dV S g
V g
t
c
c (u n)
T n
1
0 0
1 ,
G g
G g
g C T T
T T C T
2 1
0( ) ( )
ln
(11)
其中 η0為熔膠流體在零剪切率下的黏滯係數,TG為熔膠轉換溫度,n 為黏度剪 應力指數,τ*、ηg、C1g、C2g 分別為材料常數。本研究使用下列的能量方程式以 描述在氣體預熱與熔膠充填過程中模具的溫度場變化:
dS dS
) (
dV S S
V
h hu n k T n
t T (12)
2.2 邊界條件
在氣體預熱的過程中,模具外部的冷卻系統影響模具外表面的模具溫度,本 研究假設該溫度為定值,即模具外表面在氣體預熱與充填過程中皆使用恆溫的邊 界條件。同時,模具和模穴內部具有相同的初始溫度。於進氣口處,本研究給定 預熱氣體的溫度和質量流率。氣體與模具介面處的熱通量則由傅立葉定律決定:
T k
q T (13)
其中溫度梯度由模具溫度分布計算獲得,本研究使用疊代法獲得模具表面的熱通 量。在熔膠充填過程,模具的初始溫度為預熱過程結束的模具溫度,同時在充填 過程中模具為完全閉鎖。
2.3 數值方法
本研究使用有限體積法求解耦合的非線性聯立控制方程組,本研究所求解的 向量皆定義於直角坐標系統,如位置向量,速度,動量等。本研究採用非交錯方 式來定義流場變數,即流場中物理量皆定義於網格中心點處。網格表面中心的物 理量估算採用二階近似的方式進行(Muzaferija, 1994)。本研究以延遲修正方法混 合上風法和中央差分法獲得接近二階精度的對流項近似,以獲得對角線項次絕對 值高於其他項次絕對值的係數矩陣(Khosla and Rubin, 1974)。本研究以二階精度 中央差分法近似擴散項,其中所需網格中心物理量梯度則以上述的二階近似方法 計算。統御方程式中的時間項則使用一階尤拉法加以近似。本研究使用能量方程 式求解流體(氣體/熔膠)以及固體(模具)域,但連續、動量和波前方程使僅用於求 解流體域。
3. 研究方法
為了分析氣體流率、模具表面熱反應與預熱氣體溫度間的相關性,本研究選
用具有預熱層與熱阻層的圓形模具,其中兩進氣口(也是進膠口)對稱分布於模具 中心線上下兩側。這種排列方式與先前研究所採用的研究模型相似(Kazmer, 2000;
Ambady and Kazmer, 2001; Hatch and Kazmer, 2001)。本研究假設預熱層材料與模 具材料相同,本研究模具採用的材料為鋁。本研究僅考慮完整模具的內部區塊,
由於模具外部由恆溫的冷卻系統組成,該溫度成為本研究計算中模具外表面的溫 度邊界條件。因為模具的幾何對稱性,本研究將全三維的預熱與熔膠充填過程簡 化為軸對稱問題,因此僅需要對於扇形的模穴與模具進行模擬。本研究所使用模 具的幾何尺寸如下:模穴的幾何特徵為半徑 rc 、厚度 2hc和澆道半徑 rr, 如圖 2 所示。厚度 hi的熱阻層位於厚度 hm為預熱層與模具間。模具尺寸半徑為 rmd、厚 度為 hmd。模具預熱過程中的公母模距離為 2hg。預熱氣體的體積流率為 Q、溫 度為 Tg,模具表面加熱時間為 tg,熔膠溫度為 Tm,熔膠充填時間為 tf。數值模擬 中假設充填過程自預熱過程結束後直接開始,沒有任何的時間延遲。為了降低預 熱過程中模具表面熱反應製程參數的複雜性,本研究首先利用因次解析決定此熱 傳與質傳問題的無因次參數群組,其中僅使用氣體流率 Q, 預熱時間 tg, 氣體溫 度 Tg, 模具溫度 Tmd, 預熱層厚度 hm, 熱阻層厚度 hi, 熱阻層熱擴散係數 i, 與模具表面平均溫度 Ts 為主要參數。經由因次解析,本問題所獲得的的無因次 群組為:
) , , ( ) , ,
( 2 * * *
* f t Q h
h h h Q h f t T T T
m i m m
g i g
s
(14)
其中 T*為無因次模具表面的上升溫度,Ts (=TsTmd) 為預熱過程後模具表面平 均上升溫度, Ts 模具表面平均溫度, Tg (=TgTmd)預熱氣體溫度 Tg 和模具溫度 Tmd的溫差, t* 無因次預熱時間, Q* 無因次氣體流率, h* 熱阻層和預熱層大小的 比值。表 2 列出模具和模穴的其他重要幾何尺寸,這些參數不包含在上述的因次 解析中,因此在本研究中視為定值。表 3 列出本研究使用的材料性質:包含熱阻 層(陶瓷),模具(鋁),熔膠(聚苯乙烯,PS)和預熱氣體(空氣),其中 c 為比熱。表 4 列出本研究描述熔膠黏度特性的 Cross-WLF 黏度方程式常數。圖 3 代表計算區 間的網格分布,總網格數約為 30,000。本研究在數值模擬所採用的時間步進約為 1 毫秒,以保證數值穩定性。本研究在模具壁面以及模具不同材料介面處使用較 密集的網格點分布,得以解析兩不同材料交接處高溫度梯度的現象。
4. 結果與討論
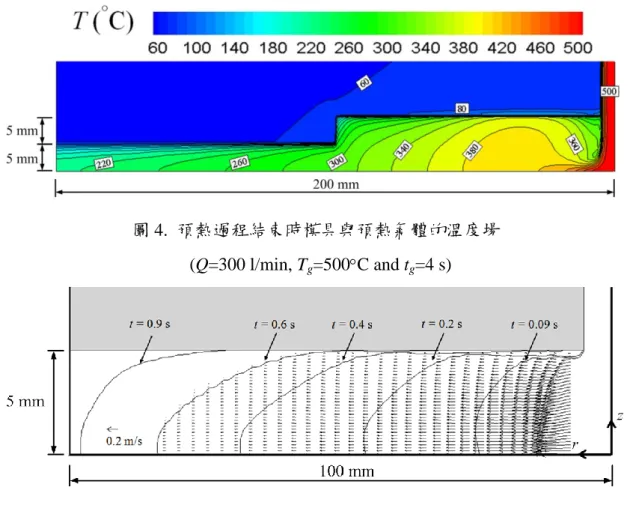
圖 4 為預熱過程結束預熱氣體與模具的溫度場,其中氣體初始溫度設定為 500C,氣體流量為 300 l/min,模具表面預熱時間為 4 sec,熱阻層熱擴散係數比 值αm/αi為 120 (αm表示模具的熱擴散係數),h*為 2。計算結果顯示模具溫度的分 布相當均勻,除了熱阻層周邊的區域,模具溫度接近給定模具溫度 60C,這說 明了本研究選擇模具外邊界為定溫假設的適當性。圖 5 為熔膠波前在不同時間的 位置和充填過程中 t=0.6s 的速度向量分布,計算結果顯示熔膠因壓力驅動主要沿 著徑向方向流動。圖 6 為比較具有與不具有熱阻層模具表面的溫度變化:對於無 熱阻層模具而言,預熱氣體的熱通量會經由模具快速擴散至外部冷卻系統,使得 模具表面溫度僅上升不到 5C;相對地,具有熱阻層模具能提升模具表面溫度達 28C。因此,使用熱阻層可有效的防止預熱層的熱通量消失,可明顯增加模具表 面溫度。在沒有裝置熱阻層的模具,其模具表面溫度會接近模具溫度。由於預熱 層的 Biot 數是相當小的(<0.1),這意味著預熱層內的溫度分布是相當均勻的。圖 6 亦預測充填過程模具表面的溫度分布,具有熱阻層的模具其表面平均溫度可大 幅增加,此時表面平均溫度會接近熔膠的玻璃轉換溫度 Tg,使得產品表面具有 較佳品質。相反地,模具表面溫度在沒有熱阻層的幫助下變化不大,使得充填過 程中模具表面上會產生明顯的凝固層。這快速的凝固現象容易使產品表面產生缺 陷,對於必須滿足具高品質表面的產品要求是很不利的。圖 7 為預熱氣體速度向 量圖,其中澆道和模穴的連接處以局部放大方式顯示。圖 7 中流道與模穴連接處 附近的渦漩流動使得模具表面產生局部高溫,由此可知模穴的幾何外型對於預熱 過程中模具表面的溫度反應有重大的影響。因此,經由適當的預熱氣體流道設計 可以顯著提高模具表面溫度的均勻性。圖 8 說明氣體預熱過程後,預熱時間 tg 與模具表面溫度 Ts的相關性,隨著模具表面溫度的增加,則需要較長的預熱時 間。本研究的平均模穴表面溫度 Ts定義為
A ( )dA A
1 T r
Ts (15)
其中 A 表示模具表面的面積。在預熱過程中,預熱層和預熱氣體間的溫度梯度 隨著加熱時間的增加而降低,這個現象導致預熱氣體與模具間的熱通量快速下降 以及模具表面溫度達到飽和不再上升。具有熱阻層的模具表面溫度則會在幾秒內 快速上升,造成預熱層和預熱氣體間的溫度梯度急遽成長,但該溫度梯度會隨著
加熱時間成長而減少,如 tg>20 s。因為在充填過程後模具表面的平均溫度始終高 於預熱過程後的溫度,如圖 8 所示。因此,本研究認為在預熱過程後模具表面溫 度可視為在充填過程後模穴表面溫度的下限。圖 9 為模具表面溫度上升率、熱阻 層的熱擴散率與預熱時間的關係圖,其中Ts (=TsTm)表示氣體預熱過程後模具 表面的溫度上升量。以較短的預熱時間為例,模具表面溫度上升率大約在 10C/s 和 25C/s 之間,而預熱時間過長將會導致模具表面的溫度上升率下降。在先前 研究的一維模型中,類似的模具可獲得溫度上升率為 15C/s (Kazmer, 2000;
Ambady and Kazmer, 2001; Hatch and Kazmer, 2001),與本研究的結果一致。本研 究數值計算顯示熱阻層的熱擴散係數越小或預熱時間越短,愈有利於模具表面溫 度的上升速度。因此在考慮預熱氣體與預熱層間溫度梯度關係時,建議選擇熱傳 導能力佳的材料,但也要同時考慮其儲熱能力。由於在實務中缺乏材料機械性能 和熱性能選擇的靈活性,熱阻層設計的自由度通常來自其幾何尺寸,以作為一種 材料參數選擇性的替代方法,如此便可經由預熱過程中模具表面的熱反應獲得適 當的預熱時間、預熱氣體溫度以及氣體流率大小。無論如何,過低的預熱時間、
過大的氣體流動率或過高的氣體溫度實際上是不經濟的,因為不是效率過低就是 設備投資成本過高,因此平衡這三個參數成為獲得有效率製程參數的依據。
為了獲得模具表面所需的適當溫度,熱阻層大小、預熱時間、氣體溫度與氣 體流量率間的關係,可利用方程式(14)中無因次參數群組(t*, Q*, h*)的關係,在不 同的加工條件下,進行 T*變化的分析。圖 10 為 h*= 4 時,無因次模具表面溫差 T*、無因次的預熱時間 t *與無因次氣體流率 Q*的關係。當 t*遠小於 1,無因次溫 差 T*會隨著無因次預加熱時間 t*以非線性的方式成長;但無因次模具表面溫度 差 T*會隨著 t*變大而逐漸接近飽和值。這主要原因為自預加熱氣體傳遞到模具的 熱量因為兩者間的溫度梯度降低而減小,所以無因次流率 Q*直接決定無因次模 具表面溫度差上限值 Tc*
。圖 11 為不同 h*條件下,Tc*與 Q*間的變化關係:當 無因次流率 Q*接近 104時,Tc*趨近一與 h*無關的定值;當無因次流率 Q*遠大於 104時,Tc*隨著 h*成長而增大。
將本研究的數值結果以最小方差法進行擬合,Tc*可表示為以 Q*和 h*為自變 數的方程式(Tc*>0.04):
tc
tc h
Q T
Tc* 0*( *) ( *) (16) 其中 T0*=6.3210-5、tc=0.5、tc=0.5。上式說明 Tc*約與 Q*和 h*的平方根成正比,
即氣體流量的增長可提升預熱氣體與模具表面間的對流熱傳。因為熱阻層的熱阻 通常為預熱氣體到模具底部熱傳通道上的最大熱阻,所以隨著熱阻層厚度增加,
能夠明顯增大跨過熱阻層間的溫差,這直接反應於上式中 Tc*與 h*的正相關性。
由於氣流量小時,模具表面溫度與熱阻層厚度幾乎無關,所以當 Q*<104,Tc*不 受到 h*影響而變化相當有限。圖 10 亦可用於決定達到給定模穴表面溫度差所需 的氣體流量下限。圖 12 中為在 T*=0.090 的條件下,Q*、t*與 h*間的相關性,該 曲線可由圖 10 中曲線與 T* =常數或 t* =常數直線的交點獲得,同時圖 12 也顯示 兩條漸進線與兩個無因次參數 Q*和 t*的關聯性,Q*(t*)曲線在 t*小於 1 與大於 1 時分別趨近這兩條漸進線。第一條漸進線可用來描述在轉換點(tf*
, Qf*
)前,即 t*<tf*
時,Q*的變化情形,其斜率與無因次參數 h*和 T*無關。在 t*<tf*的情況下,其相 對應的漸進線可表示為:
( *)
* At
Q (17)
其中 A 和 γ 為方程式的擬合常數。在 t*>tf*時,無因次氣體流量 Q*的變化不大,
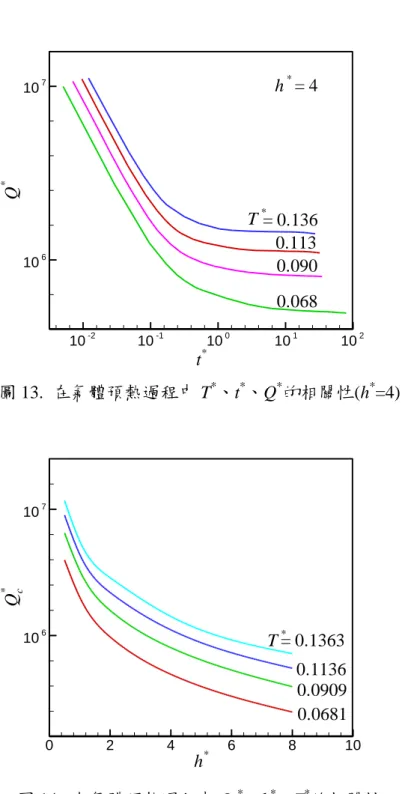
第二條漸進可用於描述無因次流率 Q*趨近於其飽和值 Qc* 的現象,Qc*的物理意 義為達到給定模具表面溫度差所需的最低氣體流量。圖 13 為在 h=4 的情況下,
Q*、t*與 T*間的變化關係,此時 A 可以表示為 T*函數,γ 約為 0.75。圖 14 為 h* 、 T*、Q*的關係圖,無因次氣體流量 Q*隨著無因次熱阻層厚度 h*減小或無因次化 溫度差 T*升高而增加。無因次 Qc*
透過最小方差法擬合數值結果可表示為下式:
qc
qc h
T Q
Qc* 0*( *) ( *) (18) 其中 Q0*=1.27108,qc=1.5 和qc=1。本研究將無因次預熱時間與無因次氣體 流率定義為圖 9 中兩漸進線的交叉點,無因次預熱時間 tf*
透過最小方差法擬合數 值結果可表示為下式:
tf
tf h
T t
t*f 0*( *) ( *) (19) 其中 t0*=1.5410-1,tf=0.67 和tf=1.5。無因次氣體流率 Qf*透過最小方差法擬合 數值結果可表示為下式:
qf
qf h
T Q
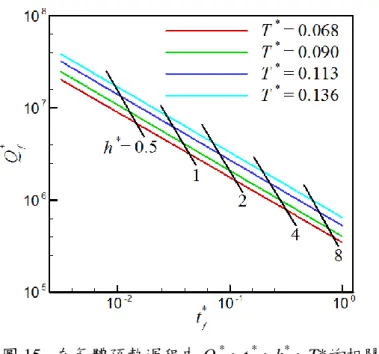
Q*f 0*( *) ( *) (20) 其中qf=1.33 及qf=1。基於上述的觀點,無因次預熱時間 tf*可以被視為在給定 (h*,T*)條件下,最小流率 Qf*的合理預熱時間。當點(t*, Q*)在圖 12 中沿著 Q*(t*) 曲線往右方移動時,所需氣體流率會減少,但模具表面所需的預熱時間則會顯著
增加,這暗示著製程時間的增加與熱效率的降低。當點(t*, Q*)在圖 12 中沿著 Q*(t*) 曲線往左方移動,則需要很大的氣體流率,這也不符合實際製成需求。圖 15 為 當 T*及 h*為定值時,預熱時間 tf*與對應的氣體流率 Qf*的關係。利用圖 15 中的 (t*,Q*)與(h*,T*)的關係,可以用來制定製程參數的合理範圍。基於本研究所建議(h*, Q*)與(h*, T*)間的合理關係,以及先前提出重要製程參數間相互關係(如氣體流率、
熱阻層尺寸、模具表面溫度等)的擬合公式,可有效地描述預熱過程中模具表面 的熱響應行為。基於平衡氣體加熱效率、製程時間、預熱時間以及氣體流率的合 理性,本研究建議無因次預熱時間 tf*以及其相對應的無因次氣體流率 Qf*。若比 較方程式(19)及(20)中 h*的次方大小,可發現無因次預熱時間 tf*比氣體流率 Qf*
更受到無因次熱阻層尺寸的影響。同時由於方程式(19)及(20)中 h*的次方符號的 不同,可知增加熱阻層厚度雖可減少預熱時間但必須使用較大的氣體流率。因為 方程式(19)及(20)中 T *的次方符號相同,所以降低模具表面溫度差可以同時減低 對於氣體流率以及預熱時間的需求。因此在給定的容許預熱時間與預熱容量下,
使用方程式(19)及(20)可以獲得(tf*, Qf*)的可能組合。
5. 結論
本研究透過數值方法對圓板形模具表面的氣體預熱過程進行分析,利用聯立 連續、動量、能量和紊流模型進行疊代求解。本研究使用的無因次化群組為溫度 T *,預熱時間 t *,氣體流率 Q *和厚度 h *。無因次參數 Tc* 表示氣體流率在模具 表面溫度差的上限,該值大致與 Q *和 h *的平方根成正比。無因次參數 Qc*為在 特定 T*條件下氣體流量的下限,該值與(Q*)1.5和 h*成反比。t*與 Q*的關係可以用 兩條漸進線加以描述,其中左側特徵線斜率與 h*和 T*無關約為-0.75,而右側水 平漸進線標示無因次化最低氣體流量 Qc*。這兩條漸進線的交點為本研究建議之 無因次預熱時間 tf*與其相對應的無因次氣體流量 Qf*。本文提出分析圓板形模具 表面上的熱響應方法,以及建議(Tf*
, Qf*)所代表的較佳預熱時間和氣體流量。
6. 參考文獻
1. Ambady, P., Kazmer, D., “Model Predictive Control of Injection Molding”, SPE ANTEC Tech. Papers, 530-535 (2001)
2. Chang, J. A.: Investigation on the Establishment and Analyses of Rapid Mold
Surface Temperature Control Using Gas-Assisted Heating, Ph.D. Thesis, Chung Yuan Christian University (2008)
3. Chang, P. C., Hwang, S. J., “Experimental Investigation of Infrared Rapid Surface Heating for Injection Molding”, J. Appl. Polym. Sci., 102, 3704-3713 (2006) 4. Chang, P. C., Hwang, S. J., “Simulation of Infrared Rapid Surface Heating for
Injection Molding”, Int. J. Heat Mass Transfer, 49, 3846-3854 (2006)
5. Chau, S. W.: Numerical Investigation of Free-Stream Rudder Characteristics Using a Multi-Block Finite Volume Method, Ph.D. Thesis, Universität Hamburg (1997)
6. Chau, S. W., “Three-Dimensional Simulation of Primary and Second Penetration in a Clip-Shaped Square Tube During a Gas-Assisted Injection Molding Process”, Polym. Eng. Sci., 48, 9, 1801-1814 (2008)
7. Chau, S. W., Lin, Y. W., “Three-Dimensional Simulation of Melt Filling and Gas Penetration in Gas-Assisted Injection Molding Process Using a Finite Volume Formulation”, J. Polym. Eng., 26, 5, 431-450 (2006)
8. Chen, S. C., et al., “Simulations and Verifications of Induction Heating on a Mold Plate”, Int. Comm. Heat Mass Transfer, 31,971-980 (2004)
9. Chen, S. C., et al., “Dynamic mold Surface Temperature Control Using Induction Heating and Its Effects on the Surface Appearance of Weld Line”, J. Appl. Polym.
Sci., 101, 1174-1180 (2006)
10. Chen, S. C., et al., “Dynamic Mold Surface Temperature Control Using Induction and Heater Heating Combined with Coolant Cooling”, Int. Polym. Proc., 21, 457-463 (2006)
11. Chen, S. C., et al., “Rapid Mold Temperature Variation for Assisting Micro Injection of High Aspect Ratio Micro-Feature Parts Using Induction Heating Technology”, J. Micromech. Microeng., 16, 1783-1791 (2006)
12. Chen, Y. C.: Investigation on the Establishment, Analysis and Application of Heat Hysteresis via Mold Surface Coating for Injection Molding Process, Ph.D. Thesis, Chung Yuan Christian University (2005)
13. Ferziger, J. H., Perić, M.: Computational Methods for Fluid Dynamics, 3rd Edition, Springer Verlag, Berlin (1996)
14. Hatch, D., Kazmer, D., “Dynamic Cooling Design for Injection Molding”, SPE ANTEC Tech. Papers, 428-432 (2001)
15. Kazmer, D., “Axiomatic Design of The Injection Molding Process”, Proc. of the
First Int. Conf. on Axiomatic Design, 123-129 (2000)
16. Khosla, P. K., Rubin S. G., “A Diagonally Dominant Second-Order Accurate Implicit Scheme”, Comp. & Fluids, 2, 2207-209 (1974)
17. Kim, D. H, et al., “Development of A Notebook PC Housing by Using MMSH (Momentary Mold Surface Heating) Process”, SPE ANTEC Tech. Papers, 3347-3350 (2001)
18. Lin, C. H.: Development of Rapid Temperature Control System and Investigation on Replication Capacity of Micro-Features on Glass Inserts for Micro-Injection Molding, Master. Thesis, National Taiwan University (2002)
19. Liou, M. J.: Minimizing Residual Stresses in Molded Parts, Ph.D. Thesis, Massachusetts Institute of Technology, Massachusetts (1987)
20. Liou, M. J., Suh, N. P., “Reducing Residual Stresses in Molded Parts”, Polym.
Eng. Sci., 29, 441-447 (1989)
21. Muzaferija, S.: Adaptive Finite Volume Method for Flow Prediction Using Unstructured Meshes and Multigrid Approach, Ph.D. Thesis, University of London (1994)
22. Rhee, B. O., et al., “Evaluation of Momentary Mold Surface Heating (MMSH) Process”, SPE ANTEC Tech. Paper, 35-38 (2005)
23. Saito T., et al., “A New Concept of Active Temperature Control for an Injection Molding Process Using Infrared Radiation Heating”, Polym. Eng. Sci., 42, 2418-2429 (2002)
24. Schinköthe, W., Walther, T., “Reducing Cycle Times, Alternative Mould Temperature Control for Microinjection Moulding”, Kunst. Plast. Eur., 90, 17-19 (2000)
25. Yao, D., Kim, B., “Development of Rapid Heating and Cooling System for Injection Molding Applications”, Polym. Eng. Sci., 42, 2471-2481 (2002)
26. Yao, D., Kim, B., “Injection Molding High Aspect Ratio Microfeatures”, J. Inject.
Mold. Tech., 6, 11-17 (2002)
27. Yao, D., Kim, B., “Rapid Thermal Response Molding for Cycle Time Reduction”, SPE ANTEC Tech. Papers, 607-611 (2003)
表 1. k-紊流模型常數 C1 C2 k
1.0 1.44 1.3 0.92
表 2.模具幾何尺寸和操作參數 dc
(mm) hc (mm)
rr (mm)
rmd (mm)
hmd (mm)
hg (mm)
tf (s)
Tm
(C) Tmd
(C) hm (mm) 100 5 5 200 100 5 1 230 60 5
表 3. 空氣、熔膠、模具和熱阻層材料特性
Material ( kg/m3)
kT
(W/m·K)
c (J/kg·K)
( Pa·s) air ideal gas law 0.0257 1007 1.8210-5 PS 948.15 0.18 2100 Eq.(10) aluminum 2700 240 920
ceramic 2520 1.46 790
表 4. PS 的 Cross-WLF 黏度方程式常數
( Pa)
g
(Pa·s) ( K) Tg (C) n 20015 2.681011 25.9 51.6 100 0.28
* C1g
C2g
圖 1. 氣體表面快速加熱示意圖
圖 2. 模具幾何尺寸定義
圖 3. 計算網格
圖 4. 預熱過程結束時模具與預熱氣體的溫度場 (Q=300 l/min, Tg=500C and tg=4 s)
圖 5: 不同時間的熔膠波前位置與充填過程中時間為 0.6s 的速度向量圖 (Tm =230C, Tmd =60C and tf =1 s)
圖 6:預熱與充填過程後模具表面的溫度分布 (Q=300 l/min, Tg=500C and tg=4 s)
圖 7: 澆道和模穴連接處預熱氣體速度向量圖 (Q=300 l/min, Tg=500C and tg=4 s)
圖 8. 預熱和充填過程後模具表面的溫度分布 (Q=300 l/min and Tg=500C)
tg(s) Ts(o C)
20 40 60 80 100
60 70 80 90 100
Without Thermal Resistive Layer
After Gas Heating Process With Thermal
Resistive Layer
After Melt Filling Process
圖 9. 氣體預熱過程中i和 tg的溫度上升率
圖 10.在氣體預熱過程中 T*、t* Q*的相關性(h*=4) t*
T*
10-3 100
10-1
10-2 10-1 100 101 102
T*=Tc*
h*
1.36106
= 1.73107 4.86106
= 4 Q*
圖 11. 在氣體預熱過程中 Tc*、Q*、h*的相關性
圖 12. 在氣體預熱過程中 Q*、t*、h*的相關性(T*=0.090) Q*
Tc*
108
100 h*= 8
4 2 1 0.5
10-1
104 105 106 107
圖 13. 在氣體預熱過程中 T*、t*、Q*的相關性(h*=4)
圖 14. 在氣體預熱過程中 Qc*、h*、T*的相關性 t*
Q*
102 107
106
10-2 10-1 100 101
h*= 4
0.068
= 0.136 0.113 0.090 T*
h* Qc*
0 2 4 6 8 10
T*
0.0681
= 0.1363 0.1136 0.0909
106 107
圖 15. 在氣體預熱過程中 Qf*、tf*、h*、T*的相關性
第二年度:薄膜貼合轉印射出成形熔膠動態充填之模擬
1. 前言
模內薄膜貼合射出成形技術(In-Mold Decoration, IMD)[1-4]利用固定於模穴 內部印刷完畢薄膜,以射出方式將薄膜貼合於塑件表面,可將具有圖樣的薄膜直 接裝飾於產品表面,用以改善產品外觀同時保有其原有功能設計,得以大幅增加 產品設計的自由度。薄膜在產品成形後,在產品表面形成保護膜,可同時改善表 面結構強度。由於塑料常添加各類纖維材以增加產品的結構強度,但也可能導致 成品表面浮纖現象,這類問題亦可經由模內薄膜貼合射出成形製程,貼合不透明 薄膜於產品表面以改善表面品質問題。由於與其他表面裝飾技術相比,模內薄膜 貼合射出成形的成本較為低廉,同時塑膠件產品得以因表面改質而具有抗磨蝕性、
圖案不脫落與不易汙染等優點,故成為現今新興的表面裝飾技術。然而在現今工 程實務中,以模內薄膜貼合射出技術進行塑件成形時,常遭遇下列問題[5]:例 如充填不足、過度充填、材料變質、成品焦化、模具沾黏、模具損耗、成品溢料、
黑紋等,而這些問題皆與在射出過程中模具表面因薄膜貼合所產生的滯熱現象有 關。若以 PC 料射出轉印為例[6],一般油墨印刷的工作溫度大約在 135C 左右,
而 PC 料的射入溫度約為 300C,此時油墨可能會發生因熱溶解而產生沖刷現象,
這對於開模後產品是否能成功的轉印薄膜表面圖案具有直接的關連性。文獻[5]
以實驗的方式針對料溫、模溫以及射出速度三種製程參數與使用不同薄膜材質、
薄膜厚度與油墨種類的條件下,探討在模內薄膜貼合射出製程中油墨沖刷現象與 薄膜拉伸變形的特性。該研究發現模具溫度與熔膠射出溫度對於成形過程中薄膜 油墨沖刷與薄膜變形延伸具有重要影響,同時厚度較薄與質地較軟的薄膜受剪切 力的影響較為顯著,因此這類薄膜具有較大的變形量。該研究同時發現若藉由適 當的流道設計,可改善油墨於熔膠填充時受到剪切力作用的影響,能有效的降低 油墨沖刷現象的產生 文獻[7]探討尼龍 6 奈米複合材料應用於模內薄膜貼合製程 技術在不同製程條件下的油墨沖刷現象。該研究發現高熔膠溫度與低射速條件下,
因剪切應力下降,薄膜之油墨沖刷量則相對減少,以及獲得熔膠溫度對沖刷效應 的影響遠較模具溫度重要的結論。文獻[8]的研究發現模內薄膜貼合射出成形製 程中,薄膜延伸變形會受到模穴內部熔膠熱傳特性的影響,由於薄膜熔點與熔膠 加工溫度差異頗大,當熔膠接觸到薄膜時會造成薄膜皺摺現象導致成形品表面上






![圖 3. 模內薄膜貼合射出短射製程之熔膠波前 [9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9122669.407306/33.892.298.622.144.406/圖3模內薄膜貼合射出短射製程之熔膠波前9.webp)
