應用負二項管制圖於高產出製程之研究
54
0
0
全文
(2) 應用負二項管制圖於高產出製程之研究 指導教授:陳榮泰 國立高雄大學亞太工商管理所. 學生:黃信誠 國立高雄大學亞太工商管理所. 摘要 由於不合格率 p 管制圖是假設分配滿足逼近常態分配之前提下所建立,當製程不 合格率 p0 很低時,會因分配無法滿足常態性假設之條件,而造成不合格率 p 管制圖錯 誤警告增加。且因不合格率小,管制圖上易出現許多為零的點,而管制下限亦容易產 生等於零之情形,無法作為判斷製程是否有顯著改善之依據。因此,不合格率 p 管制 圖並不適合用來監控低不合格率製程,後續才發展出 CCC 管制圖用來取代不合格率管 制圖監控高產出製程。為了進一步地提升 CCC 管制圖偵測製程不合格率偏移之效率, 比 CCC 管制圖多考慮 r 組樣本統計量之 CCC- r 管制圖因而產生。. CCC-r 管制圖通常是用來監控在高產出製程中(high yield process)的不良率 p (non-conforming fraction) ,在原始的方法中是設立一組上下管制界限,但是這通常也 造成在管制中的製程(in control)形成非最高及偏態的 ARL(average run length),管 制中形成的非最大 ARL,意味著此管制圖不能敏銳的從目標值 p0 偵測開始向上偏移的 不良率 p,另一方面在管制中形成的偏態 ARL,指的是 ARL1 與 ARL0 的都是被膨脹的。 在此根據一個新的方法建立 CCC-r 管制圖裡的近似最大與不偏的 ARL,實驗的結果展 示出心方法可以某些指標來說可以達到最大與不偏 ARL。 關鍵字: CCC-r 管制圖、負二項分配、平均連串長度、p 管制圖 關鍵字 I.
(3) The negative binomial control chart for high yield processes Advisor: Jung-Tai Chen Institute of Asia-Pacific Industrial and Business Management National University of Kaohsiung. Student: HUANG, SHIN-CHENG Institute of Asia-Pacific Industrial and Business Management National University of Kaohsiung. Abstract The fraction non-conforming p chart approximated by normal distribution is widely used to monitor the fraction nonconforming. However, the low non-conforming fraction of process due to process improvement and small sample size usually make the assumptions invalid and generate too many false alarms. Since the non-conforming fraction is low, the lower control limit of a non-conforming fraction p chart is usually negative and no process improvement can be detected. For above mentioned reasons, the nonconforming fraction p chart is inadequate for monitoring and control of product attributes in the processes of very high yields. Cumulative count of conforming(CCC-r)charts are usually used to monitor non-conforming fraction p in high yield processes. Existing approaches to setting the control limits may cause non-maximal or biased in-control average run length(ARL). Non-maximal in control ARL implies that the chart might not quickly detect the upward shift of p from its nominal value p0. On the other hand, biased in-control ARL means that both the in-control and out-of-control ARLs are inflated. This thesis based on a new approach to setting the control limits for CCC-r charts with near-maximal and II.
(4) near-unbiased in-control ARL. Experimental results show that the proposed approach is efficient in term of the maximization and unbiasedness of in-control ARL. Keywords: CCC-r Chart、Negative Binomial Distribution、Average Run Length、p Chart. III.
(5) 誌謝 回顧在高雄大學亞太工商管理所二年求學期間,感謝指導教授陳榮泰老師在學業 研究上的指導與照顧,並從中學習許多的寶貴的經驗,使學生在學業研究上受益良多, 學位方得以順利完成,在此獻上最誠摯的敬意與謝意。同時,感謝口試委員翁慈宗教 授與莊寶鵰教授,於百忙中撥冗指導,並給與本論文的指正與建議,使本論文更臻完 善。 論文撰寫期間,所幸有同門的宜璋在課業與研究領域的相互切磋與指教,與同學 亦凡、昌展、麗妮、鍾威、豪偉、安琪、信穎、宏佳、宗倫、坤政與雋心等人在觀念 上的不斷切磋、琢磨、幫助與鼓勵,我由衷的感謝。還有學弟妹光明、惠鳳與小拼等, 使平凡單調的研究生活添增許多色彩,以及我最要好的朋友雅心、詩融、建銘與志堅 在我心情最低落的時候扶我一把,使我不致迷失我的方向。 最後,謹以此碩士學位與本論文呈獻給關愛我的家人,感謝親愛的父母親與小妹 在求學期間,默默的支援與鼓勵,提供我一個無後顧之憂的學習與工作環境,使我能 專心致力於求學研究。. 黃信誠 謹識. 于高雄大學. 亞太工商管理所 2009 年夏. IV.
(6) 目錄 第一章 緒論 ........................................................ 1 1.1 研究背景與動機 ................................................ 1 1.2 研究目的 ...................................................... 3 1.3 本文研究架構與流程 ............................................ 3 第二章 文獻探討 .................................................... 5 2.1 計數值管制圖 .................................................. 5 2.2 監控高產出製程之管制圖 ....................................... 10 2.2.1 CCC 管制圖 ................................................ 10 2.2.2 CPC 管制圖 ................................................ 13 第三章 研究方法 ................................................... 15 3.1 CCC-r 管制圖之建立 ........................................... 15 3.1.1 管制圖之樣本統計量 ......................................... 15 3.1.2 CCC-r 管制圖之績效評估 ..................................... 16 3.1.3 CCC-r 的經濟模式 ........................................... 17 3.2 管制界限的建立 ............................................... 18 3.3 發展新的方法 ................................................. 20 3.3.1 管制界限設定方式 ........................................... 20 3.3.2 尋找最大與不偏的 ARL ....................................... 21 3.3.3 驗證形成的 ARL 為最大 ...................................... 22 3.3.4 所有可能的管制界限 ......................................... 28 3.4 管制界限的演算法 ............................................. 29 第四章 研究結果評估與比較 ......................................... 31 4.1 參數設計與比較 ............................................... 31 4.2 數值結果 ..................................................... 32 V.
(7) 4.2.1 利用新方法所得 CCC-r 數值結果 .............................. 32 4.2.2 利用 Xie 法所得 CCC-r 數值結果 .............................. 35 4.3 評估與比較 ................................................... 35 第五章 結論與建議 ................................................. 42 5.1 研究結果 ..................................................... 42 5.2 研究建議 ..................................................... 43 參考文獻 .......................................................... 44. VI.
(8) 表目錄 表 1-1. 標準差水準與良率的轉換表.................................................................... 1. 表 3-1. r=1~6, p0=100~5000ppm 所相對應的初始上下管制界限 .................... 17. 表 4-1. r=1, 3, α=0.0027, 0.005, 0.01, p0=10ppm 所對應之管制區間與 ARL0 . 31. 表 4-2. CCC 管制圖在 α=0.0027 利用新方法所求得最佳管制界限 ............... 34. 表 4-3. r=1,α=0.01 計算的 ARL0 誤差百分比與 p0 的偏誤百分比 ................... 39. 表 4-4. r=1,α=0.0027 計算的 ARL0 誤差百分比與 p0 的偏誤百分比 ............... 39. 表 4-5. r=2~6,α=0.0027 所對應的 ARL0 誤差百分比 ........................................ 40. 表 4-6. r=2~6,α=0.01 所對應的 ARL0 誤差百分比 ............................................ 40. 表 4-7. r=2~6,α=0.0027 所對應 p0 的偏誤百分比 ............................................. 41. 表 4-8. r=2~6,α=0.01 所對應 p0 的偏誤百分比 ................................................. 41. VII.
(9) 圖目錄 圖 1-1. 研究架構與流程........................................................................................ 4. 圖 2-1. p=0.5, n=50(np=25)之二項分配圖 ........................................................... 8. 圖 2-2. p=0.1, n=160(λ=16)之卜瓦松分配圖 ....................................................... 8. 圖 2-3. p=0.05, n=50(np=2.5)之二項分配圖 ........................................................ 9. 圖 2-4. p=0.01, n=160(λ=1.6)之卜瓦松分配圖 .................................................... 9. 圖 2-5. CCC 管制圖之 ARL 示意圖 ................................................................... 12. 圖 2-6. CCCmodified 管制圖之 ARL 示意圖 .......................................................... 12. 圖 3-1. CCC 管制圖之管制變數......................................................................... 15. 圖 3-2. CCC-r 管制圖之管制變數...................................................................... 16. 圖 3-3 x 所對應的 Fp[ ] ( x | r, p ) 曲線 .................................................................. 23 1. 圖 3-4. p0 所對應的 Fp[ ] ( r p | r , p ) 的折線圖 ..................................................... 24. 圖 3-5. α=0.0027 的管制區間 IK 所對應的 β ( p0 | I k ) 斜率曲線 ........................ 25. 圖 3-6. α=0.01 的管制區間 IK 所對應的 β ( p0 | I k ) 斜率曲線 ............................ 26. 圖 4-1. r=1, α=0.0027、0.005、0.01 所對應之 ARL 曲線圖 ............................ 32. 圖 4-2. CCC 在 r=1~4, α=0.01 利用新方法所求之 ARL 曲線 .......................... 33. 圖 4-3. r=1,α=0.0027,p0=500ppm 利用 Xie 法所求的之 ARL 曲線圖 ........ 35. 圖 4-4. 利用原始方式與新方法在 r=1 所描繪出的 ARL 曲線 ......................... 37. 1. VIII.
(10) 第一章 緒論. 1.1 研究背景與動機 在現代科技業發達的今天,百家爭鳴的現在,各個企業無不使出渾身解數去爭 取訂單,尤是同業之間無不想破頭的去想盡辦法要減少自身的成本或爭取最大 的利潤,所以降低產品的不良率是企業常用的手法之一。在加上製造時的管理 手法的日益精進,使得生產過程中追求零缺點之目標不再是遙不可及。而目前 最為人所熟知的就是在西元 1980 年由 Motorola 所導入的六標準差品質活動, 、衡量(measure) 、分析(analysis) 、改善(improve)、 該活動是透過定義(define) 管制(control)等五個方法,藉以將製程不良率降至每百萬件產品中只有 3 至 4 個缺點數的目標,它所採用的是以「百萬次機會的不合格數」(defects per million opportunities,簡稱為 DPMO)為衡量績效的指標,其所使用的單位為 百萬分率(Parts Per Million,簡稱為 ppm),下表 1.1 為製程均數產生偏移與 不偏時在各水準下,所對應的 DPMO 及製程良率。 表 1-1 標準差水準與良率的轉換表(Breyfogle, 2003) 規格界限. 製程平均數對準中央時 良率(%). 製程平均數偏移±1.5σ 時. 缺點數(ppm). 良率(%). 缺點數(ppm). ±1σ. 68.27. 317300. 30.23. 697700. ±2σ. 95.45. 4500. 69.13. 308700. ±3σ. 99.73. 2700. 93.32. 66810. ±4σ. 99.9937. 99.379. 6210. ±5σ. 99.999943. 0.57. 99.9767. 233. ±6σ. 99.9999998. 0.002. 99.99966. 3.4. 83. 1.
(11) 從上表得知,當企業完成六標準差之目標時,所面對的是以 DPMO 來衡量 幾近於零缺點的製程,也就是本研究所欲探討的高產出低不良率的製程。因此, 如何在此情境下控管製程,是在施行六標準差管理之後,所要探討的後續在製程 上所使用的品質管制手法。 在業界較常使用的計數值管制圖(control chart for attributes)為 p 管制圖與 np 管制圖來監控不合格率(fraction nonconforming),另外使用 c 管制圖與 u 管 制圖來對缺點數(nonconformities)進行監控。針對這兩種在應用不同情況的管 制圖,其統計的基礎主要是來自於對二項分配與卜瓦松分配在因其樣本數與不良 率滿足逼近常態分配的前提下所建立。但是在高產出製程時,因為不合率或是缺 點數在六標準差管制手法下都相當的低,所以要滿足之前所提逼近常態的條件, 就必須要大量的增加樣本數,這樣將會大幅增加檢驗的成本,並不符合經濟成本。 因此對於高產出製程,若是繼續使用傳統的計數值監控製程將會造成錯誤警訊 (false alarms)的增加。 另一方面由於高產出製程的不合格率與不良數低,假如使用傳統的管制圖將 無法很敏銳的監控已經向上偏不良率,必須要花一段很常的時間才能監控到一個 不合格點,也由於管制圖的統計特性,所以將會無法表示出在下管制界限低於零 的情況,會使得管制圖上出現許多為零的點,不僅耗費資源也無法提供有效的資 料以供管理人員改善,所以 Goh(1987)便提出累積計數和管制圖(cumulative count control chart,縮寫為 CCC)取代 p 管制圖與 np 管制圖,與累積計量和管制圖 (cumulative quantity control chart,縮寫為 CQC)取代 c 管制圖與 u 管制圖。 在任何生產過程中,無論設計或是維護的多麼的好,總有些天生或自然變異 存在,稱之為機遇性原因(chance cause 或 common cause),這種自然的變異或 干擾是由許多微小變異和必定不可控制的原因所累積形成的。然而這些原因將會 導致製程的產生衰退現象,使得不合格率會逐漸向上偏離目標值 p0,因此如何監 控高產出製程的管制圖與偵測製程偏移的敏感度為此後討論的方向。 2.
(12) 1.2 研究目的 本研究主要目的在於提升 CCC-r 管制圖在監控高產出製程偵測製程偏移的 能力,對於目前較常使用的計數管制圖,如 p 管制圖、np 管制圖、c 管制圖、u 管制圖等,基於統計特性緣由,其假設是依據所收集的數據是根據常態性假設為 基礎。但是在不合格率相當低的情況下,其數據是無法滿足常態性假設,若繼續 沿用舊有的計數管制圖將會造成製程的誤判而做出錯誤決策,故發展適合高產出 管制圖有其必要性。 目前較為適合高產出製程的計數管制圖有 CCC-r,該管制圖是用來監控製程 中的不合格率 p,在原始的方法是依 α 建立一組上下管制界限,但這通常造成在 管制中(in control)形成非最高與偏態的平均連串長度(average run length,簡稱 ARL),在此情況下形成的 ARL 值,意味著在此管制圖中無法快速的偵測到,不 合格率 p 開始從目標值 p0 向上偏移的情況,本研究的目的在利用新的方式,建 立 CCC-r 管制圖中的最大與不偏的 ARL 值,藉以提升 CCC-r 管制圖偵測製程偏 移的能力。. 1.3 本文研究架構與流程 本論文共分為五章。各章節概述如下: 1. 緒論: 緒論:說明研究背景與動機,並簡述研究目的及其研究架構。 2. 文獻探討: 文獻探討:回顧與本研究相關之文獻,內容包括傳統使用之計數管制圖、 CCC-r 管制圖等用來監測高產出管制圖與用來偵測微小轉變的累積和管制 圖。 3. 研究方法: 研究方法:介紹 CCC-r 管制圖的內容與其評估的指標,並發展一新的方式 尋求一近似最大且近似不偏的 ARL 值。 4. 研究結果評估與比較:將利用新的方式所計算得到的 ARL 與 Xie et al.(2000) 3.
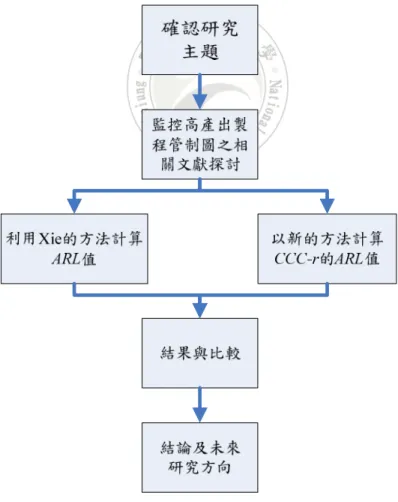
(13) 的方法利用兩個不同的指標進行比較。 5. 結論: 結論:概述研究成果以及未來研究的方向。 現在將研究流程與架構做一介紹,研究流程如圖 1.1 所示 1. 確認研究主題: 確認研究主題:確認目前研究主題方向是否正確。 2. 監控高產出製程管制圖之相關文獻探討: 監控高產出製程管制圖之相關文獻探討:將計數值管制圖與高產出之相關文 獻做一探討與比較。 3. 利用 Xie 與新的方法計算 ARL 值:將 Xie et al.(2000)與新的方法如何建立 管制上下界限與計算 ARL 值的方式做一介紹。 4. 結果與比較: 結果與比較:將 Xie et al.(2000)與新的方法進行圖形與數據的比較。 5. 結論與為未來研究方向 結論與為未來研究方向: 未來研究方向:確立新方法是否有效,並提供未來研究方向。. 圖 1-1 研究架構與流程. 4.
(14) 第二章 文獻探討 在本章中將針對傳統的計數值管制圖與最近幾年所發展用來監控高產出製 程的管制圖的相關文獻進行探討與回顧,並與其後所本篇所發展的研究方法相互 呼應。. 2.1 計數值管制圖 品質特性一般可分為兩種類型:若是品質的特性可以透過數值尺度 (numerical scale)的資料,可稱為計量數據(variable data),例如:筆電與 LCD 螢幕間連接的旋轉軸的直徑可由測微器(micrometer)量測,而單位則以 毫米表示。單一可觀測品質特性,如尺寸、重量或容積等都可被稱為一個計量 值(variable);若僅能區分為合格品(conforming unit)與不合格品 (nonconforming unit),無法將品質特性直覺並且方便的用數字表達現,此時 吾人通常是依是否符合規格的品質特性,來決定被檢查項目的良劣與否。此一 類的數據被稱之為計數值管制圖,例如晶圓上面的缺點數,汽車引擎該焊而沒 焊好的次數,此類的數據稱之為計數值數據(attributes data)。而用來監控計 量值數據的管制圖稱為計量值管制圖(variable control chart) ;用來監控計數值 數據的管制圖則稱之為計數值管制圖(attributes control chart)。 計數值圖表對於製程績效雖不比計量值那樣可以給予很多資訊,然而計數值 圖表確實有很重要的應用,它們在服務業和製造業的品質提昇特別有用,因為在 這些環境中有很多品質特性是無法直接以數字尺度來量度。和計量值管制圖相較 之下,計數值管制圖的優點是可以同時考慮數個品質特性,且只要其中一個特性 不符合規格,就將該單位列為不合格品。相反的,在多個品質特性的情況下,若 使用計量值管制圖,將數個品質特性都當成計量值處理時,則每一個特性都必須 要被觀察測量,所以在這種情況下,使用計數值管制圖可顯著節省測量時所花的 5.
(15) 時間及費用。 目前最常見的計數值管制圖大致可分為四種: (1) 不合格率管制圖: 不合格率管制圖:不合格率定義為群體中不合格項目與群體項目總數之 比,是一種利用製程中所產生不合格品的比例作製程管制的管制圖,此 類管制圖的統計基礎是以伯努力分配(Bernoulli distribution)為其品質 特性,一般稱之為 p 管制圖。不合格率管制圖界限如下所示:. UCL = p + 3. p(1 − p) n. CL = p LCL = p − 3. p (1 − p ) n. (2) 不合格品數管制圖: 不合格品數管制圖:此類管制圖是在各組樣本大小相同的情況下,監控 不合格品數與監控不合格率的意義相同,故使用製程中的不合格品數做 製程管制,此類管制圖的統計基礎是以二項分配(binomial distribution) 為其品質特性,一般稱之為 np 管制圖。不合格品數管制圖界限如下所 示:. UCL = np + 3 np(1 − p). CL = np LCL = np − 3 np(1 − p). (3) 缺點數管制圖: 缺點數管制圖:一個不合格品是指沒有符合一項或是多項規格的產品, 只要不符合一項規格就稱為一個缺點。可用每單位的總缺點數或每單位 的平均缺點數,而此類管制圖通常是假設在抽樣樣本大小固定不變時使 6.
(16) 用,此類管制圖的統計基礎是以卜瓦松分配(Poisson distribution)為 其品質特性,一般稱之為 c 管制圖。缺點數管制圖界限如下所示: UCL = c + 3 c CL = c LCL = c − 3 c. (4) 單位缺點數管制圖: 單位缺點數管制圖:利用每一個檢驗單位的缺點平均數來建立管制圖, 此類管制圖是在每次抽樣大小有變動的情況下使用。一個樣本其大小為 n 檢查單位,有 c 個缺點,那麼單位缺點平均數 u = c / n ,因為 u 是獨立 卜瓦松分配的一個線性組合,所以 u 也是一個卜瓦松隨機變數,一般稱 此類管制圖為 u 管制圖。單位缺點數管制圖界限如下所示:. UCL = u + 3. u n. CL = u LCL = u − 3. u n. 此四種計數管制圖雖廣泛的業界所使用,但是若使用在監控高產出且不合 格率很低之製程,現存以下三種問題; (1) 管制圖上出現許多為零的點: 管制圖上出現許多為零的點: 當製程不合格率相當低的時候,例如六標準差中的不合格率 3.4ppm, 管理者可能需要花費一段相當久的時間才能監測到一不合格品。在這樣子 的情況下,將會使傳統的管制圖,如 p 管制圖或 c 管制圖,在製圖時會出 現許多為零的點,這樣會使管理者有製程尚處於良好狀態的錯誤認知,使 管理者無法即時的做出正確判斷。 7.
(17) (2) 無法滿足常態性假設: 無法滿足常態性假設: 由於之前所提四種計數值管制圖皆採用三倍標準差管制界限,亦是 假設數據滿足常態性,但因 p 管制圖是以統計中的二項分配為其理論基礎, 而 c 管制圖則是以卜瓦松分配為其理論基礎,故若要滿足常態性假設,則 二項分配必須在不合格率 p 不是很小且樣本數很大的情況下,一般的經驗 要求是 p ≤ 0.5 且 np ≥ 10 的情形下才會趨近常態分配,如圖 2.1 所示;卜 瓦松分配則是在參數 λ ≥ 15 的條件下,統計數據的圖形才會逼近常態分配, 如圖 2.2 所示。 0.15 0.10 0.05 0.00 0. 10. 20. 30. 40. 50. -0.05. 圖 2-1 p=0.5, n=50(np=25)之二項分配圖 0.12 0.10 0.08 0.06 0.04 0.02 0.00 0. 5. 10. 15. 20. 25. 30. 35. 圖 2-2 p=0.1, n=160(λ=16)之卜瓦松分配圖. 然而對高產出製程來說,因其不合格率 p 相當的小,所以要滿足. np ≥ 10 與 λ ≥ 15 的條件,僅能夠大量的增加樣本的個數,但是此舉卻會造 成檢驗成本大幅的上升,這樣並不符合經濟效益。所以當不合格率或缺點 8.
(18) 數很小的時候,除了抽樣數目夠大,否則統計數據的圖形會出現嚴重的右 偏情況,如圖 2-3、圖 2-4 所示. 0.3 0.2 0.1 0.0 0. 5. 10. 15. 20. 25. 圖 2-3 p=0.05, n=50(np=2.5)之二項分配圖 0.4 0.3 0.2 0.1 0.0 0. 5. 10. 15. 20. 25. 圖 2-4 p=0.01, n=160(λ=1.6)之卜瓦松分配圖. (3) ) 管制下限易出現小於零的情況: 管制下限易出現小於零的情況: 因符合六標準差管理的高產出製程,其不合格率 p 與缺點數 c 通常 很小,這將容易形成 p < 3. p (1 − p ). n. 或是 c < 3 c ,這代表的是 p 管制圖或. c 管制圖的管制下限會產生小於零的情形,此時線上管理者的作法通常是. 將其管制下限設為零。但是因不合格率最小不會出現低於零,所以當管制 下限設為零,無論不合格率是否已經明顯的降低,皆不會低於下管制界限, 此時的管制界限也如同虛設一般,已無法作為製程是否有改善的依據。. 9.
(19) 綜合以上所說,這四種計數管制圖對於高產出且低不合格率的製程,在實際 使用上的確存在許多不合理之處。一些統計的學者提出數種數據的轉換方法,如 平方根轉換與 Arcsine 轉換等方法,用來解決常態近似的問題。林建志(2002)亦 提出一改良的平方根轉換方法,適合用於不合格率或缺點數相當小的計數值管制 圖,但是上述方法數據轉換過程相當繁複,導致現場使用上較為不方便,因此後 續有新的學者發展新的管制圖,目的是為了更有效率的監控高產出製程。. 2.2 監控高產出製程之管制圖 常見的高產出製程管制圖有 CCC 與 CPC 等管制圖。. 2.2.1 CCC 管制圖 較早之前的學者 Calvin (1983)提出零缺點的品質管制技術,提及當製程接近 零缺點時,使用兩個不合格品之間的累積抽樣數為監控變數,這將會比直接監控 不合格品並用以提供製程品質資訊更為有用。Goh(1987)延續這個概念,提出以 CCC 管制圖取代 p 管制圖進行高產出製程的監控。不同於 p 管制圖著重在不合 格品發生的數目,CCC 管制圖將介於兩個不合格品之間的累積抽樣數視為監控 變數 x;在此同時,捨棄傳統管制圖中所使用的 3 倍標準差管制界限,改以機率 界限做為其管制上下界限,此舉免除需使用常態性假設之前提。 在符合幾何分配的概念下所發展的 CCC-1 管制圖延續探討,不良品個數由原 本的觀察到的第一個不合格品延伸討論至第 r 個不合格品。在一個 CCC-r 管制 圖中,X 所代表的在抽樣時所檢測到第 r 個不良品所檢驗的個數。很明顯的,X 是服從負二項(negative binomial)的隨機變數,假若 X 落在上管制界限 U 與下 管制界限 L 之間,可說這個製程是在管制內的。相反的,假如 X 落在管制區間 外的話則可說製程已失去控制。在已往的例子中,警訊(alarm)提醒管理者要 採取正確的改正措施,管制圖的績效通常是由平均連串長度(average run length) 10.
(20) 所表示,它通常是由在遇到警訊之前的抽樣樣本數所繪製的。 因 p 管制圖之管制下限在不合格率相當低的時候,常發生小於零的情況,Xie 與 Goh(1995)提出證明當製程不合格率很低時,使用機率界限確實能夠改善此一 現象。這也就是為何 CCC 管制圖選擇使用機率界限卻摒棄傳統的 k 倍標準差管 制界限的主因之一。Ranjan et al.(2003)設計一種在現存的檢驗誤差中用來設置 CCC-1 管制上下界限以達成最大的 ARL0,Yang et al. (2002)考慮到樣本大小對估 計的不良率 p0 的影響,連串長度(run length)的平均數與變異數可用來當作影 響樣本大小之用,Kuralmani et al. (2002)發展具有附帶判斷的程序,用以改善在 偵測 CCC-r 管制圖中對於不良率偏移的敏感度,在這些有條件的控制程序下, 這過程是定義在先前的連串數(runs)是在控制中的情況下,即使 X 是在管制上界 與管制下界之外,基於這個假設每一個連串數都是獨立的,ARL 的函數是在此一 附帶條件下被研究它的績效表現。然而在管制計劃中,很明顯的,現存的連串數 與之前的連串數並不是獨立的。 在 CCC 管制圖漸漸的被廣泛應用的同時,Xie 與 Goh(1992)假設在製程已發 生一個不合格品的前提之下,給定一型Ι誤差值 α。以不合格率 p 為縱軸,抽樣 樣本數為橫軸,建立一個決策圖形,以提供生產線上管理者判斷製程是否仍在品 質管制狀態下的依據,在此文獻中提出當一個不合格點發生之後,判斷製程是仍 在管制內的情況下,將初始點合理化之討論。 由於 CCC 管制圖的平均連串長度在製程不合格率開始向上飄移之初,將會 有稍微增加的趨勢,如圖 2-5 所示。. 11.
(21) 圖 2-5 CCC 管制圖之 ARL 示意圖. 為了改善這個現象,並使 CCC 管制圖在不合格率等於目標值 p0 之 ARL 最大, Xie et al. (2000)推導出一管制界限之調整係數 αγ 。使用調整係數 αγ 修正後之 CCCmodified 管制圖進行製程監控,將會改善 ARL 在不合格率開始偏離目標值時 上升之情形。同時,也能夠讓不合格率等於目標值時的 ARL 最大。不僅減少 CCC 管制圖出現錯誤警告的次數,亦能提升偵測製程偏移的速度。如圖 2-6 所示。其 後有陳佩雯 (2003)繼續其研究,因 CCCmodified 管制圖的靈敏度尚有改進空間,故 提出一管制界限調整係數 kr ,取代原有的調整係數 αγ 。. 圖 2-6 CCCmodified 管制圖之 ARL 示意圖 近年來,在企業中成為風潮的六標準差管理,其主要的目的之一,就是追求 零缺點的製程,也就是說降低產品的不合格率或缺點數為其首要目標。當企業達 12.
(22) 成所謂的 3.4ppm 的不合格率時,即形成本研究中所謂的高產出製程並具有低不 合格率的製程,因此當企業實施六標準差的管理手法後,對於一些屬於計數值品 質特性而言的管控問題,傳統管制圖因本身統計特性問題已然不適用,所以 Xie 與 Goh (2003)將 CCC-r 管制圖引進六標準差方法論中的「管制」階段,監控計 數值品質特性的製程監控部分。. 2.2.2 CPC 管制圖 無論 CCC 管制圖或是 CQC 管制圖,其累積總抽樣數 x 或者單位檢驗產品數 Q, 會隨著不合格率或缺點數的降低而大幅增加。因此,於 CCC 或 CQC 管制圖中, 其縱軸通常採用對數刻度以方便作圖,但使用對數刻度會致使數據失真,增加判 斷的難度。再者,一張 CCC 及 CQC 管制圖僅能管制一個品質特性,倘若存在多 個品質特性需同時監控,就需繪製多張的 CCC 或 CQC 管制圖,對於製程管理者 在使用上較為不便。Chan et al. (2002)提出 CPC 管制圖,將 CCC 管制圖之管制 變數 x、CQC 管制圖之管制變數 Q,全部轉化為累積機率值 P,如下列式子所示:. CCC 管制變數 x→CPC(C)管制變數 P = F ( x) = 1 − (1 − p ) x CQC 管制變數 x→CPC(Q)管制變數 P = F (Q ) = 1 − e − λQ. 假設型Ⅰ誤差為 α,則 CPC 管制圖之管制界限可寫成:. UCL = 1 − α / 2 CL = 1/ 2 LCL = α / 2. 因 CPC 管制圖之管制變數為介於[0,1]之間的機率值,其變數轉換的概念類 13.
(23) 似於將 x 或 Q 標準化為介於 0 到 1 的值,排除單位不同之顧慮,故可將數據繪 於同一張 CPC 管制圖中,同時衡量監控多種品質特性,應用範圍較 CCC 管制圖 及 CQC 管制圖來得廣泛。. 14.
(24) 第三章 研究方法 本章將介紹適用於監控高產出製程之 CCC-r 管制圖與其所屬之理論基礎、建 構的方法以及其如何應用。並介紹 CCC-r 管制圖判定之績效評估指標,同時針 對 CCC-r 管制圖發展一個新的方法來設定管制上下界限。. 3.1 CCC-r 管制圖之建立 對於目前較常使用的不合格率管制圖並不適合用來監控不合格率很低的高 產出製程,近年來有學者開始提出 CCC-r 管制圖用以取代不合格率管制圖監控 高產出低不良率的製程。在本節將對此做一介紹。. 3.1.1 管制圖之樣本統計量 CCC 管制圖即當 r=1 時,該管制圖為服從幾何分配,由 Goh(1987)所提出。 相對於不合格率管制圖著重在發生不合格品的數目,CCC 管制圖將介於兩個不 合格品之間的累積總樣本數 Xi 視為欲管制的變數如圖 3-1 所示。. X2. X1. 圖 3-1 CCC 管制圖之管制變數. 為了提高 CCC 管制圖偵測製程不合格率偏移的敏銳度,Goh et al. (1999)提 出 CCC-r 管制圖,將管制變數的範圍由原本發現第一個不合格品之間的累積總 樣本數延伸至第 r 個。如圖 3-2 所示. 15.
(25) Xr X2 X1. 開始抽樣. 第一個不合格品. 第二個不合格品. 第 個不合格品. 圖 3-2 CCC-r 管制圖之管制變數 因高產出製程的不合格率很低,通常需要很長一段時間才會觀測到一個不合 格品,若只著眼於不合格品數的管制,則在管制圖中將出現許多為零的點,那對 於製程的管制與改善並無助益。CCC-r 管制圖將管制變數轉為兩個不合格品之間 的累積合格品數,如此不僅是可以節省管制資源,亦能減少誤判的機會,這將比 監控不合格點數,獲得更多有益的資訊。. 3.1.2 CCC-r 管制圖之績效評估 在統計製程管制中,最常以 ARL 來比較或是評估管制圖偵測製程異常之成效, CCC-r 管制圖亦使用 ARL 作為衡量管制圖績效之評估指標。分為兩種,一種為 ARL0,其定義為製程在管制下的 ARL,另外一種為 ARL1,其定義為製程在失去 控制後的 ARL。其中 ARL0 越大越好,ARL1 則越小越佳。ARL0 越大表示當製程 在統計管制內時,出現錯誤警告次數越少;ARL1 越小表示管制圖偵測異常能力 越佳,一般而言,ARL0>ARL1。假設型Ι誤差為 α,CCC-r 管制圖之 ARL0、ARL1 分別由下式所表示。. ARL0 = ARL1 =. 1. α. 1 1 = 1 − β 1 − [ F (UCL ) − F ( LCL ) ]. 16.
(26) 當 r=1 時,CCC 管制圖在製程不合格率開始向上偏移之初,其 ARL1 呈現遞 增趨勢且大於 ARL0。. 3.1.3 CCC-r 的經濟模式 一個傳統的計數值管制圖需要事先定下一個主觀的抽樣批量,當樣本全檢時 卻只能在管制圖上標下一點。對於 CCC-r 管制圖而言,r 的選擇可能是比較主觀 的,而 r 通常是一個比較小的數,所以在 Goh et al.(1999)的研究中發現 CCC-r 管制圖的管制界限會隨著不良率 p 往零趨近而變大。在 p 值相同情況下,當 r 是 較大的數的時候,管制界限也比 r 小的時候來得高,一般經驗是將 r 設定為 2~5 之間。吾人將 r=1~6,p=100~5000ppm,α=0.0027,之初始的管制上下界限表列, 如表 3-1 所示,由此可知當 r 上升、不合格率相當低的時候,管制上界限已相當 的高,應足以應付管制數之需求。. 表 3-1 r=1~6, p=100~5000ppm 所相對應的初始上下管制界限 r=1. r=2. r=3. p (ppm). LCL. UCL. LCL. UCL. LCL. UCL. 100. 14. 66074. 530. 88999. 2118. 108691. 200. 7. 33035. 265. 44498. 1060. 54344. 300. 5. 22023. 177. 29664. 707. 36228. 400. 4. 16516. 133. 22247. 531. 27170. 500. 3. 13212. 107. 17797. 425. 21735. 600. 3. 11010. 89. 14830. 354. 18112. 700. 2. 9437. 77. 12711. 304. 15524. 800. 2. 8257. 67. 11122. 266. 13583. 900. 2. 7339. 60. 9886. 237. 12073. 1000. 2. 6605. 54. 8897. 213. 10866. 2000. 1. 3301. 27. 4447. 107. 5431. 3000. 1. 2200. 19. 2963. 72. 3619. 4000. 1. 1649. 14. 2222. 54. 2713. 5000. 1. 1319. 12. 1777. 44. 2170. 17.
(27) r=4. r=5. r=6. p0 (ppm). LCL. UCL. LCL. UCL. LCL. UCL. 100. 4655. 126800. 7921. 143919. 11752. 160343. 200. 2328. 63398. 3961. 71957. 5877. 80169. 300. 1553. 42264. 2642. 47970. 3919. 53444. 400. 1165. 31697. 1982. 35976. 2940. 40082. 500. 932. 25357. 1586. 28780. 2352. 32065. 600. 777. 21130. 1322. 23983. 1961. 26720. 700. 666. 18111. 1133. 20556. 1681. 22902. 800. 583. 15846. 992. 17986. 1471. 20038. 900. 519. 14085. 882. 15987. 1308. 17811. 1000. 467. 12676. 794. 14388. 1177. 16030. 2000. 234. 6336. 398. 7191. 590. 8012. 3000. 157. 4222. 266. 4793. 394. 5340. 4000. 118. 3166. 200. 3593. 296. 4004. 5000. 95. 2532. 160. 2874. 237. 3202. 3.2 管制界限的建立 傳統 k 倍標準差管制圖的管制界限是基於抽樣分配為常態分配為前提下所產 生的,但之前也提到,當不合格率 p0 很小的時候,將無法滿足逼近常態分配的 條件,因此 CCC-r 管制圖無需以常態性假設之機率界限做為其管制上下界限之 依據。 CCC-r 管制圖通常是用來監控在高產出製程中(high yield process)的不合格 率 p(non-conforming fraction) ,在原始的方法中是設立一組上下管制界限,但是 這通常也造成非最高及偏態在管制中(in control)的 ARL(average run length), 形成的非最大管制下 ARL 意味著,此管制圖不能快速的偵測從目標值 p0 開始向 上偏移的不合格率 p,另一方面形成在管制下的偏態 ARL 指的是控制中與非控制 中的 ARL 是被膨脹的。在此利用一種新的方式去建立 CCC-r 管制圖裡的近似最 大與不偏的 ARL,實驗的結果表示所展示的方法可以就某些部分來說可以達到最 18.
(28) 大與不偏 ARL。 令 x 代表發生第 r 個不合格品所在抽樣次數,不合格率為 p,並假設抽樣服 從以下三個條件: A.. 每次抽樣皆為獨立事件。. B.. 每次抽樣的結果只有合格與不合格品兩種情形。. C.. 每次抽到不合格品的機率皆相同。. 監控變數 x 在 CCC-r 管制圖中是指連續觀察品項直到第 r 個不良品出現為止, 設不良率為 p,x 是一負二項分配(negative binomial distribution)的隨機變數, 它服從機率質量函數(probability mass function)。 負二項分配的機率分配函數(probability mass function). x − 1 x −r r f ( x | r, p ) = (1 − p ) p ;for x = r , r + 1,... …………………………………(1) r −1 負二項累積分配函數(cumulative mass function). i −1 i −r r F ( x | r, p ) = ∑ (1 − p ) p i = r r − 1 x. = 1−. ∞. i −1 . ∑ r −1 (1 − p ). i = x +1. . . i −r. pr. r −1. x x −k = 1 − ∑ (1 − p ) p k ;for x = r , r + 1,... ……………………………(2) k =0 k 在此給予一型Ι誤差值 α 和不合格率目標值 p0,依此兩個參數建立 CCC-r 初始的管制上下界限,參考 Xie et al. (1999)所發表的文獻, U Intitiative = F −1 (1 − α / 2 | r , p0 ) 與 LIntitiative = F −1 (α / 2 | r , p0 ) 在此 F −1 為 F 的一個反函數,再. 根據上面的負二項累積機率分配函數可得到一整數值,此即為管制上下界限的 初始值,但是在此情況下所得到的上下管制界線可能會花較長的時間才發現製 19.
(29) 程已經崩壞。因此 Xie et.al (2000)在之後又提出將原本的管制上下界限乘上一 個調整的係數 γ α ,得到 U XIE = γ αU Intitiative 與 LXIE = γ α LIntitiative ,在此. γα =. ln[ln(1 − α / 2) / ln(α / 2)] ,在經過調整之後得到近似最大的 ARL0,但沒有 ln[(α / 2) /(1 − α / 2)]. 達到不偏,因此以下利用新的方式獲得一個近似最大與近似不偏的 ARL0。. 3.3 發展新的方法 當製程不合格率已偏離目標值,其 ARL 值仍然持續上升,這代表製程等待 更久的時間才能發出正確警訊,無法及時的偵測出製程已產生衰退的情形,使 用 ARL0 與 ARL1 來代表 ARL 中的 p = p0 與 p ≠ p0 的情況,要使 ARL0 極大致使 發生錯誤警訊情況減少,ARL1 要很小以致於當不合格率 p 開始偏移可以很快 的被偵測,然而,在建構 CCC-r 不良品時,非最大與偏態的 ARL0 或許會存在, 非最大的 ARL0 意味著部分的 ARL1 大於 ARL0。在此一原因下,在監測不合格 率的轉變與偏移要花比較久的時間。這是很嚴重的問題,特別是當不合格率在 最初就發生已從目標值 p0 衰退情況。 吾人試圖利用新的方式得到調整之後的上下管制界限,試圖得到一相對應 的近似最大與不偏的 ARL 值。所謂近似最大與不偏的 ARL,是指當 p 在相當 接近 p0 或是等於 p0 的情況下可得到 ARL 值近似 1/α,以下為新方式建立管制 界限的方式與其推導過程。. 3.3.1 管制界限設定方式 在此建立新的方式以取得近似最大與不偏的 ARL0,此方法由以下的數學模 式呈現。. 20.
(30) Maxime ε = the slope of ARL ( p0 | I ) …………………………………………(3) I =[ L,U ]∈S s.t. 1 − α ≤ P ( L ≤ X ≤ U | p = p0 ) < 1 ………………………………………… (4). P( L + 1 ≤ X ≤ U | p = p0 ) < 1 − α ………………………………………… (5). ε ≤ the slope of ARL( p0 | I ) ≤ 0 ………………………………………… (6) 在此 L 與 U 代表的是管制上下界限,而 S 代表滿足方程式(4)與方程式(5) 之所有管制界限的集合。方程式(3)目的是為了得到一個相對於 α 所對應的管制 上下界限可得到最大的 ARL ( p0 | I ) 。方程式(4)則是在確認由 L 與 U 的相對應的 累積機率值必大於 1-α。而方程式(5)是在表示當下管制界線 L 如果多 1 的情況, 則由上管制界限 U 與下管制界限 L+1 所對應的累積機率應小於 1-α。因為 L 與 U 為整數值,所以在進行計算累積函數值時,無法剛好滿足型Ι誤差值 α,但是藉 由方程式(4)與方程式(5)可確保產生的累積機率值剛好等於 α 或幾近 α 值。 另外 ARL ( p0 | I ) 雖不是最大,但是由方程式(6)可以確保在繪製 ARL ( p0 | I ) 相 對於不合格率由 0 到 1 所形成的 ARL 圖形的曲線頂點附近。. 3.3.2 尋找最大與不偏 尋找最大與不偏的 最大與不偏的 ARL 要尋找 ARL 的最大值,所使用的方式是對 ARL 函數中的 p0 進行偏微分,以 求得在一次微分下的 ARL 函數可得到最小的 β 值。做法為先設立一組目標值 p0 與 α 得到一個初始的管制上下界限,因此 I = [ L,U ] ,根據前述對β值定義為. β ( p | I ) = F (U | r, p) − F ( L − 1| r , p) ,而 ARL( p | I ) =. 1 ,接下來對 1− β ( p | I ). ARL ( p0 | I ) 中的 p0 進行偏微分將可得下列方程式:. ARL[1] p ( p0 | I ) =. =. 1 β [1] p ( p0 | I ) 2 (1 − β ( p0 | I )) 1 F [1] (U | r , p0 ) − Fp[1] ( L − 1| r , p0 ) ……………(7) 2 p (1 − β ( p0 | I )). 21.
(31) 在此負二項對 p 一次偏微分之累積機率分配函數如下所示: 1 Fp[ ] ( x | r , p ) =. ∂ F ( x | r, p ) ∂p. =−. ∂ r −1 x x−k ∑ (1 − p ) ∂p k =0 k . x − 1 x −r r −1 = x (1 − p ) p ; for x = r , r + 1,... ……………………………(8) r − 1. 3.3.3 驗證形成的 ARL 為最大 以下的特性與證明可以確保所得的 ARL 為最大值: [] 特性一 特性一:當 x 從 r 到∞, Fp ( x | r, p ) 最初會一直上升當它達到最高點的值之後 1. 會開始往下降,而這最高點的值是當 x 值小於或等於 值且. r 。假如 x 是某一整數 p0. r =x 則 Fp[1] ( x − 1 | r , p ) = Fp[1] ( x | r , p ) 。 p0. 證明: 證明:此論點可由 Fp[1] ( x | r , p ) / Fp[1] ( x − 1 | r , p ) 驗證,當 x 的值是大於或小於 1 時。現由 r=1、5,p0=10ppm、2500ppm 等參數可發現所描繪出的 Fp[ ] ( x | r, p ) 曲 1. 線的最高點都在 x=. r ,如圖 3-3 所示。 p0. 22.
(32) (b)r=1, p0=10ppm. 160 120 80 40 0. F[1](x|r,p). F[1](x|r,p). (a)r=1, p0=2500ppm. 0. 20. 40. 60. 40000 30000 20000 10000 0. 80. 0. 500. x(102單位). x(10單位). (d)r=5,p0=10ppm. 400 300 200 100 0. F[1](x|r,p). F[1](x|r,p). (c)r=5, p0=2500ppm. 0. 1000 1500 2000. 200. 100000 80000 60000 40000 20000 0. 400. 0. 500. 1000. x(103單位). x(10單位). 圖 3-3 x 所對應的 Fp[ ] ( x | r, p ) 曲線 1. Fp[ ] ( x | r , p ) / Fp[ ] ( x − 1| r , p ) 1. 1. ( x − 1)! 1 − p x −r p r −1 = x ( ) r − 1 ! x − r ! ( ) ( ) =. ( x − 2 )! x − r −1 (1 − p ) p r −1 ( x − 1) ( r − 1)!( x − r − 1)! . x (1 − p ) ; for x = r , r + 1,... x−r. x (1 − p ) > 1 ⇔ x < r p ;相同 x−r x (1 − p ) 的,當 Fp[1] ( x | r , p ) < Fp[1] ( x − 1 | r , p ) 若且為若 < 1 ⇔ x > r p,因此得證。 x−r 因此當 Fp[1] ( x | r , p ) > Fp[1] ( x − 1 | r , p ) 若且為若. 在此注意到一件事,那就是 r p 為負二項分配的平均數值。. 23.
(33) 特性二 特性二:L∞ = F −1 ( L∞ | r , p0 ) < ( r p0 ) 且 U1 = F −1 (1 − α | r , p0 ),實際上 α、r、p0 為 任意可能的數值。 當 F ( L∞ | r , p0 ) ≤ α 且 1 − α ≤ F (U1 | r , p0 ) ,此特性可以證明所有可能的 α、 r、p0 值所計算的方程限制式皆為滿足 α ≤ F ( r p0 | r , p0 ) ≤ 1 − α 的情況,但是 目前本論文無法以較嚴謹的方式證明此特性。是以 r=1、3、5、10,p0 =0~1, 由 p0 所對應的 Fp[ ] ( r p | r , p ) 值所描繪出的圖形得到驗證,如圖 3-4 所示。從 1. 圖中可發現當 α=0.1 並且 r=1 的情況下,對於 L∞ < (r p0 ) < U1 而言,當. Fp[ ] ( r p | r , p ) 曲線超出 1-α 所對應的最大的 p0 值為 0.9。 1. (a)r=1, max p0=0.900. (b)r=3, max p0=0.965 1.2 F(r/p0|r,p0). F(r/p0|r,p0). 1.2 0.9 0.6 0.3 0.0. 0.9 0.6 0.3 0.0. 0.00 0.20 0.40 0.60 0.80. 0.00 0.20 0.40 0.60 0.80. p0. (d)r=10, max p0=0.990. 1.2 0.9 0.6 0.3 0.0. F(r/p0|r,p0). F(r/p0|r,p0). (c)r=5, max p0=0.979. p0. 0.00 0.20 0.40 0.60 0.80. 1.2 0.9 0.6 0.3 0.0 0.00 0.20 0.40 0.60 0.80. p0. p0. 圖 3-4 p0 所對應的 Fp[ ] ( r p | r , p ) 的折線圖 1. 24.
(34) 特性三 特性三:(a) β p[1] ( p0 | I k ) 為 k 的單調遞減值。 (b) β p[1] ( p0 | I1 ) 是正值。 (c) β p[1] ( p0 | I ∞ ) 是負值。 在此 L∞ = F −1 (α | r , p0 ) + 1{ F ( L∞ − 1) | r , p0 = α } ,因此(c)得證。 現在以 α=0.0027、0.01,r=1,5,p0=10ppm,2500ppm 將其所對應的管制區間 裡的的 β ( p0 | I k ) 斜率曲線描繪比較,如圖 3-5、3-6 所示。 (a)r=1, α=0.0027, p0=10ppm. (b)r=1, α=0.0027, p0=2500ppm 10 β(p0|Ik)的斜率. β(p0|Ik)的斜率. 2000 1000 0 -1000. 5 0 -5. k(Index of control inerval|Ik). (c)r=5, α=0.0027, p0=10ppm. k(Index of control inerval|Ik). (d)r=5, α=0.0027, p0=2500ppm 20 β(p0|Ik)的斜率. β(p0|Ik)的斜率. 3000 2000 1000 0 -1000 k(Index of control inerval|Ik). 10 0 -10 k(Index of control inerval|Ik). 圖 3-5 在 α=0.0027 的管制區間 IK 所對應的 β ( p0 | I k ) 斜率曲線. 25.
(35) (a)r=1, α=0.01, p0=10ppm. (b)r=1, α=0.01, p0=2500ppm 25 β(p0|Ik)的斜率. β(p0|Ik)的斜率. 6000 4000 2000 0 -2000. 15 5 -5. k(Index of control inerval|Ik). (c)r=5, α=0.01, p0=10ppm. k(Index of control inerval|Ik). (d)r=5, α=0.01, p0=2500ppm 40 β(p0|Ik)的斜率. β(p0|Ik)的斜率. 10000 5000 0 0. 20. 40. -5000. 20 0 0. 5. 10. -20 k(Index of control inerval|Ik). k(Index of control inerval|Ik). 圖 3-6 在 α=0.01 的管制區間 IK 所對應的 β ( p0 | I k ) 斜率曲線. (a) )證明: 證明:依據方程式(7)和(8), β p[1] ( p0 | I k +1 ) − β p[1] ( p0 | I k ) = Fp[1] (U k +1 | r , p0 ) − Fp[1] ( Lk +1 − 1| r , p0 ) − Fp[1] (U k | r , p0 ) − Fp[1] ( Lk − 1| r , p0 ) = Fp[1] (U k +1 | r , p0 ) − Fp[1] (U k | r , p0 ) + Fp[1] ( Lk − 1| r , p0 ) − Fp[1] ( Lk +1 − 1| r , p0 ) . 當 U k +1 = U k + 1 > U k 且 Lk +1 ≥ Lk ,來自於特性(一)與特性(二)推導 Fp[1] (U k +1 | r , p0 ) − Fp[1] (U k | r , p0 ) ≤ 0 且 Fp[1] ( Lk − 1| r , p0 ) − Fp[1] ( Lk +1 − 1| r , p0 ) . ≤ 0 因此完成(a)部分的證明, β p[1] ( p0 | I k +1 ) − β p[1] ( p0 | I k ) ≤ 0 。. 26.
(36) (b) )證明: 證明: F p[1] (U 1 | r , p 0 ) − F p[1] ( L1 − 1 | r , p0 ) > 0 令 F p[1] (U 1 | r , p0 ) = 1 − α + ∆,在此 ∆ 為 F (U1 | r , p0 ) 在 1 − α 的誤差值並且大於 0 , 由於 F −1 (1 − α | r , p0 ) 包含 F (U 1 − 1| r , p0 ) < 1 − α ≤ F (U 1 | r , p0 ) 之中,故可得到 ∆ < F (U1 | r , p0 ) − F (U1 − 1| r , p0 ) = f (U 1 | r , p0 ) …………………………………(9). 另外當 F (U 1 | r , p0 ) − F ( L1 − 1| r , p0 ) ≥ 1 − α 且 F (U1 | r , p0 ) = 1 − α + ∆ ,由此可 知 F ( L1 − 1| r , p0 ) ≤ ∆ ,因此藉由 f ( L1 − 1| r , p0 ) ≤ F ( L1 − 1| r , p0 ) ,吾人可得 f ( L1 − 1| r , p0 ) ≤ ∆ …………………………………………………………………(10). 結合方程式(9)與(10),可導出 f ( L1 − 1| r , p0 ) ≤ f (U1 | r , p0 ). L − 2 U − 1 L1 −1− r U −r ⇔ 1 p0r < 1 (1 − p ) 1 p0r ,左式多乘上 ( L1 − 1) 並且右式 (1 − p ) r −1 r −1 乘上 U1 ,當 0 ≤ ( L1 − 1) ≤ U1 得:. L1 − 2 U − 1 L1 −1− r U −r p0r < U1 1 (1 − p0 ) 1 p0r (1 − p0 ) r −1 r −1 . ( L1 − 1) . L − 2 U − 1 L1 −1− r U −r ⇔ ( L1 − 1) 1 p0r −1 < U1 1 (1 − p0 ) 1 p0r −1 。 (1 − p0 ) r −1 r −1 此時左式與右式正好各自代表著 F p[1] ( L1 − 1 | r , p0 ) 與 F p[1] (U 1 | r , p0 ) ,因 β p[1] ( p 0 | I1 ) > 0 ,故此(b)得證。. 27.
(37) Fp[ ] (U k | r , p0 ) 1. = 0 ………………………………………………(11) (c) )證明: 證明:lim [1] k →∞ Fp ( Lk − 1| r , p0 ) r −1. 當 0 < Fp (U k | r , p0 ) = [1]. ∏ (U j =0. k. − j). ( r − 1) [1]. 且 0 < p0 < 1,吾人可得 0 < lim Fp k →∞. (1 − p0 ). Uk −r. (U k ) 1 − p U −r p r −1 ≤ ( 0) 0 ,r ≥ 1 ( r − 1) ! r. r −1 0. p. k. (Uk ) 1 − p U −r p r −1 (Uk | r, p0 ) ≤ lim ( 0) 0 ,另外, k →∞ ( r − 1) ! r. k. 由 L`Hospital`s 法則可得知. p r −1 (U ) U −r U −r p0r −1 = 0 lim U kr (1 − p0 ) lim k (1 − p0 ) = 0 ,由夾擠定理可得知 k →∞ ( r − 1) ! ( r − 1)! k →∞ r. k. k. lim Fp[ ] (U k | r , p0 ) = 0 1. k →∞. L − 2 L −1− r 1 p0r −1 > 0 lim Fp[ ] ( Lk − 1| r , p0 ) = ( L∞ − 1) ∞ 1 − p0 ) 1 ( k →∞ r −1 . 3.3.4 所有可能的管制界限 考慮其樣本空間為 S = {I k = [ Lk , U k ] | k = 1, 2,..., ∞} 對每一 I k 均滿足方程式 (4)和(5),尤其是: 1.. U1 = F −1 (1 − α | r , p0 ) , U1 是上管制界限的最低範圍。. 2.. U k +1 = U k + 1 for k ≥ 1 ,且. 3.. Lk = F −1 ( F (U k | r , p0 ) − (1 − α ) | r , p0 ) + 1{ F ( Lk − 1| r , p0 ) = F (U k | r , p0 ) − (1 − α )}. 其中註記 1{ F ( Lk − 1| r , p0 ) = F (U k | r , p0 ) − (1 − α )} 為一指標變數,當大括號 內之左式等於右式時,其值等於 1,其他情況則為 0。明顯地可看出 Lk ≤ Lk +1 , U ∞ = ∞ ,而且 L∞ = F −1 + 1{ F ( L∞ − 1| r , p0 )} 。另外很明顯的, Lk < Lk +1,U ∞ = ∞ 28.
(38) 且 L∞ = F −1 (α | r , p0 ) + 1{ F ( L∞ − 1| r , p0 ) = α } 。 F ( r | r , p0 ) > α ⇔ p0r > α ⇔ 。於是當 I ∞ 要滿足方程(4)時, p0r ≤ α p ( L∞ ≤ X ≤ U ∞ ) = 1,這將會違反方程(4) 是一充要條件。 在此使用上管制界線為發展新方式的初始的位移點,主要原因來自於當 r 較小而不合格率目標值較小的情況也相對較小的情況下,滿足方程式(4)與 (5)的上管制界限極可能過大,因而造成電腦整數溢位的問題,為避免此情 況發生故選擇上管制界限為新方式的初始位移點。. 3.4 管制界限的演算法 依下列步驟進行上下管制界限的演算過程,首先利用 p0 與 α 算得一個初始的 管制上下界限,在其後利用 UIntitiative = F −1 (1 − α | r, p0 ) ,以固定區間移步的方式先 計算成對的管制上界區間為 ( Ilb , Iub ) ,直到 β [1] p ( p | I ub ) ≤ 0 即停止,在此之後以二 [1] [1] 元搜尋法找到 β [1] p ( p | I lb ) ≥ 0 與 β p ( p | I ub ) ≤ 0 間 β p ( p | I ub ) 剛好跨越小於 0 的 I ub. 值。演算邏輯如下所示: 步驟一:輸入 p0、α、r。 步驟二:先計算 U Intitiative 。 步驟三:決定搜尋的區間 Ilb 與 Iub 使 I0= U Intitiative crossInterval=跨步區間 do{ Ilb=Iub,Iub=Iub+crossInterval,利用方程式(7)與方程式(8)計算 [1] ARL[1] p ( p | I ub ) 與 β p ( p | I ub ). 29.
(39) } while β p[1] ( p | I ub ) >0 步驟四:二元搜尋法 do{ U=(Uub+Ulb)/2;I=(L,U) if β [1] p ( p | I ub ) ≤ 0 then Uub =U else Ulb=U } while (Uub-Ulb)>1 Output I=(Lub,Uub)。. 30.
(40) 第四章 研究結果評估與比較 在這一章節主要是將新方法所得到 ARL 數值及其參數所對應之結果進行評 估,並且與原始研究高產出率製程的方法做一比較,探討其相關數值及績效。. 4.1 參數設計與比較 以下以目標值 p0=10ppm,與 r=1、3,並以 α=0.01、0.005、0.0027 實際計算 各相對應的管制區間,如表 4-1 所示,利用此方式確認演算法所計算的管制區間 ሾଵሿ. 所算得 ܮܴܣ是否在 ARL 所描繪出的曲線上剛好斜率為負,並且觀察 ARL 是否 近似 1/α。. 表 4-1 r=1、3, α=0.0027, 0.005, 0.01, p0=10ppm 所對應之管制區間與 ARL0 p0 (ppm). r. 1. α. ARL0 目標值 (1/α). 管制區間. ARL0. ሾଵሿ. ܮܴܣ. 0.0027. 241. 813024. 370. 371.523. -120.7701. 0.005. 442. 743437. 200. 200.365. -47.9187. 0.01. 874. 664330. 100. 100.053. -38.4298. 0.0027. 24778. 1185078. 370. 370.376. -427.5347. 0.005. 30724. 1105692. 200. 200.007. -149.5163. 0.01. 39284. 1014775. 100. 100.001. 10. 3. -89.02411. 現在以 p0=10ppm,r=1,α=0.01、0.005、0.0027,計算其對應的 ARL0 是否為 近似最大與近似不偏如圖 4-1 所示。並與理論值的 ARL 做一對照如,由此可看 ሾଵሿ. 出當 ܮܴܣ經過程式演算在相對應的管制上下區間可得到一個負值,而經此計算 出的 ARL 值也是最接近 1/α。 31.
(41) 400 350 300 ARL. 250 200. α=0.01. 150 α=0.005 100 α=0.0027 50 0 0. 5. 10. 15. 20. 不合格率(10 不合格率 -6) 圖 4-1 r=1, α=0.0027、0.005、0.01 所對應之 ARL 曲線圖. 4.2 數值結果. 4.2.1 利用新方法所得 CCC-r 數值結果 圖 4-2 為利用新的方式所設定最佳管制界限的 ARL 曲線圖,設定的參數為 r=1~4,α=0.0027、0.01。由圖可知在 p0 所對應的 ARL0 值的確為近似最大與近似 不偏,而且由此圖可看出當 r 增加時,對於不合格率的微小轉變較為容易辨別。 (a)α=0.01, p0=10ppm 120 100. ARL. 80 60. r=1. 40. r=2. 20. r=3. 0. r=4 0. 5. 10. 15. 不合格率(10 不合格率 -6). 32. 20.
(42) (b)α=0.0027, p0=10ppm 400 350. ARL. 300 250 200. r=1. 150. r=2. 100. r=3. 50. r=4. 0 0. 5. 10. 15. 20. 不合格率(10 不合格率 -6) 圖 4-2 CCC 在 r=1~4, p0=10ppm 利用新方法所求之 ARL 曲線. 表 4.3 為在 α=0.0027,r=1~6,p=100~5000ppm 利用新方法所求的各管制區 間,由此可得知在 ARL 近似最大與近似不偏時所對應之管制區間。這也符合吾 人在一開始發展新方法的目的,除了得到一近似最大與不偏的 ARL,也印證在使 用一個以上的不合格品為檢驗依據的情況下,該管制圖對於不合格率偏離目標值 時可快速的監測到。. 33.
(43) 表 4- 2 CCC 管制圖在 α=0.0027 利用新方法所求得最佳管制界限 r=1. r=2. r=3. p (ppm). LCL. UCL. LCL. UCL. LCL. UCL. 100. 25. 81299. 683. 100562. 2479. 100562. 200. 13. 40647. 342. 50287. 1240. 50287. 300. 9. 27097. 229. 33523. 827. 33523. 400. 7. 20322. 172. 25132. 621. 25132. 500. 5. 16670. 138. 20114. 497. 20114. 600. 5. 13546. 115. 16759. 415. 16759. 700. 4. 11827. 99. 14368. 356. 14368. 800. 4. 10159. 86. 12590. 311. 12590. 900. 3. 9392. 77. 11177. 277. 11177. 1000. 3. 8333. 69. 10075. 249. 10075. 2000. 2. 4164. 35. 5044. 125. 5044. 3000. 2. 2621. 24. 3355. 84. 3355. 4000. 2. 1883. 18. 2529. 64. 2529. 5000. 2. 1454. 15. 2011. 51. 2011. r=4. r=5. r=6. p (ppm). LCL. UCL. LCL. UCL. LCL. UCL. 100. 5208. 100562. 8640. 100562. 12612. 100562. 200. 2605. 50287. 4321. 50287. 6307. 50287. 300. 1737. 33523. 2881. 33523. 4206. 33523. 400. 1304. 25132. 2162. 25132. 3155. 25132. 500. 1043. 20114. 1730. 20114. 2524. 20114. 600. 870. 16759. 1442. 16759. 2104. 16759. 700. 746. 14368. 1236. 14368. 1804. 14368. 800. 653. 12590. 1082. 12590. 1579. 12590. 900. 581. 11177. 962. 11177. 1404. 11177. 1000. 523. 10075. 866. 10075. 1264. 10075. 2000. 262. 5044. 434. 5044. 633. 5044. 3000. 176. 3355. 290. 3355. 423. 3355. 4000. 132. 2529. 218. 2529. 318. 2529. 5000. 106. 2011. 175. 2011. 255. 2011. 34.
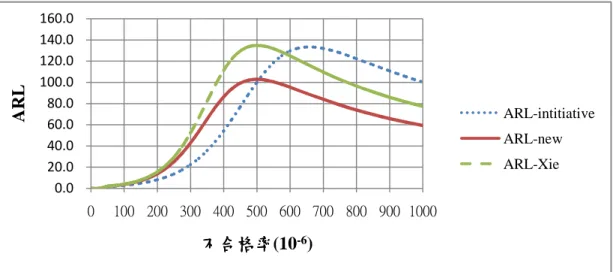
(44) 4.2.2 利用 Xie 法所得 CCC-r 數值結果 利用之前所提到 Xie et al. (2000)所提出將初始所求之管制上下界線乘上一調 整系數 αγ ,所得到 CCCmodified 管制界限,在 p0=500ppm,α=0.0027,r=1 描繪出 所對應的 ARL 曲線,如圖 4.3 所示。. 700.0 600.0. ARL. 500.0 400.0 300.0 ARL-Xie 200.0 100.0 0.0 0. 100. 200. 300. 400. 500. 600. 700. 800. 900 1000. 不合格率(10 不合格率 -6) 圖 4-3 r=1,α=0.0027,p0=500ppm 利用 Xie 法所求的之 ARL 曲線圖. 4.3 評估與比較 現在利用 Xie et al. (1999)提出計算管制上下界的方式進行 ARL 的計算,在此 稱為初始法,而利用 Xie et al.(2000)所提出的調整係數所得 CCmodified 管制上下界 限進行 ARL 的計算,在此稱為 Xie 法。現在利用初始法、Xie 法、新方法三種方 式在 r=1,α=0.0027、0.01,p0=10ppm、500ppm 參數所對應的 ARL 曲線圖,先 進行圖形上的觀察。如圖 4.4 所示。. 35.
(45) (a)r=1, α=0.0027, p0=10ppm 600.0 500.0. ARL. 400.0 300.0. ARL-intitiative. 200.0. ARL-new. 100.0. ARL-Xie. 0.0 0. 5. 10. 15. 20. 不合格率(10 不合格率 -6) (b)r=1, α=0.0027, p0=500ppm 800.0 700.0. ARL. 600.0 500.0 400.0. ARL-intitiative. 300.0 200.0. ARL-new. 100.0. ARL-Xie. 0.0 0. 100 200 300 400 500 600 700 800 900 1000. 不合格率(10 不合格率 -6) (c)r=1, α=0.01, p0=10ppm 140.0 120.0. ARL. 100.0 80.0 60.0. ARL-intitiative. 40.0. ARL-new. 20.0. ARL-Xie. 0.0 0. 5. 10. 15. 不合格率(10 不合格率 -6). 36. 20.
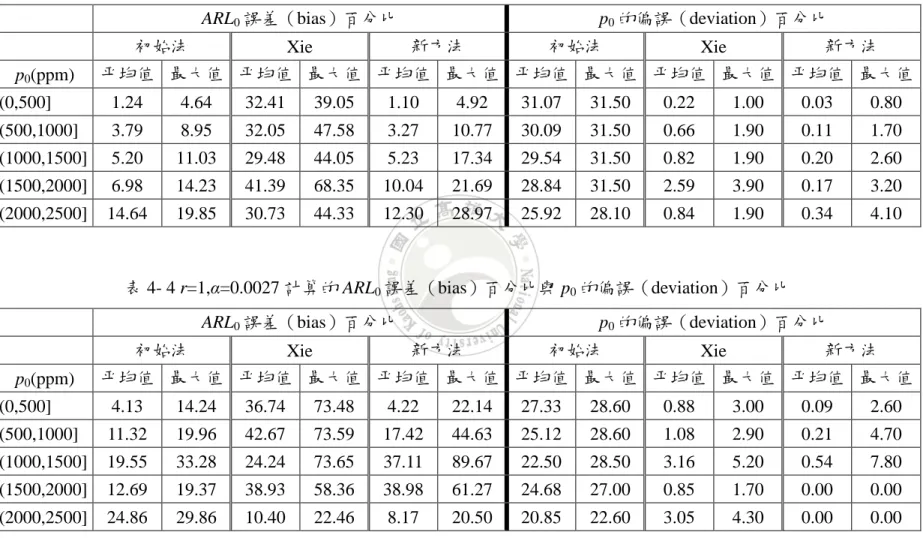
(46) ARL. (d)r=1, α=0.01, p0=500ppm 160.0 140.0 120.0 100.0 80.0 60.0 40.0 20.0 0.0. ARL-intitiative ARL-new ARL-Xie 0. 100 200 300 400 500 600 700 800 900 1000. 不合格率(10 不合格率 -6). 圖 4-4 利用原始方式與新方法在 r=1 所描繪出的 ARL 曲線. 由上圖可直覺的發現新方法所描繪出的 ARL 曲線頂點的數值都落在 1/α 附近, 且都是在 p0 之上,而 Xie 法雖然最高的 ARL 都在 p0 附近不過其最大之 ARL 值已 經過度膨脹。 為了將方法進行詳細的調查,所以利用兩個指標進行數據上的比較,一個是 比較 ARL0 與 1/α 的偏誤(deviation)百分比,另一個則是 pmax 與 p0 的誤差(bias) 百分比,式子如下 Bias percentage ( ARL0 ) = ( ARL0 − 1 α ) (1 α ) × 100% ………………………(12) Deviation percentage ( p0 ) = ( p0 − pmax ) p0 ×100% ……………………………(13). 在此 pmax 為所形成最高 ARL 時所對應的不合格率,而 ARL0 則為 p0 所對應之 ARL 值。進行比較的不合格率區間 p0=1~2500ppm,共分為五個區間,而每一個 區間內共有 500 個 p0 觀測值,在 r=1,α=0.0027、0.01,p0=1~2500ppm 參數條 件下,利用方程式(12)(13)求得兩項指標如表 4-3、表 4-4 所示。 由表 4-3、表 4-4 所示可得知 Xie 法雖然偏誤(deviation)百分比較低,不過 37.
(47) 該方法在 p0 所對應的 ARL0 值是相當大的,甚至比初始法最高的 ARL0 值還高。 現在已經確認新的方法都比原始的方式較佳,所以使用新的方法,並將測試 的 r 值放大到 6,而 p0 則由原先的 p0=1~2500ppm 改為 p0=1~4000ppm,並比較各 參數之間對指標的影響。如表 4-5~表 4-8 所示。 由表 4-5~表 4-8 可得知當 r 較大的時候,ARL0 誤差(bias)百分比與 p0 的偏 誤(deviation)百分比都變小,可見得之前所提的當 CCC-r 的 r 值高的時候對於 微小的不合率的偏移是相當敏感的。 由本章節的實驗結果可得到以下幾點發現: 1. 相同參數可知經過初始法所得到的管制界限經過調整係數之後所得到的 最高 ARL 值並非都會比原先初始法所得到的 ARL 值來得大。 2. 在相同的 α 與 p0,當r逐漸升高則新方法的偏誤百分比會逐漸降低。 3. 在相同的 α 與 p0,當r逐漸升高則新方法的誤差百分比會逐漸降低。 4. Xie 法在進行尋找最高的 ARL0 時,其所對應的不合格率並不一定在目標 不合格率 p0 之上,有可能是在之前或之後。. 38.
(48) 表 4- 3 r=1,α=0.01 計算的 ARL0 誤差(bias)百分比與 p0 的偏誤(deviation)百分比 ARL0 誤差(bias)百分比. p0 的偏誤(deviation)百分比. 初始法. p0(ppm). 新方法 初始法 新方法 Xie Xie 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值. (0,500]. 1.24. 4.64. 32.41. 39.05. 1.10. 4.92. 31.07. 31.50. 0.22. 1.00. 0.03. 0.80. (500,1000]. 3.79. 8.95. 32.05. 47.58. 3.27. 10.77. 30.09. 31.50. 0.66. 1.90. 0.11. 1.70. (1000,1500]. 5.20. 11.03. 29.48. 44.05. 5.23. 17.34. 29.54. 31.50. 0.82. 1.90. 0.20. 2.60. (1500,2000]. 6.98. 14.23. 41.39. 68.35. 10.04. 21.69. 28.84. 31.50. 2.59. 3.90. 0.17. 3.20. (2000,2500]. 14.64. 19.85. 30.73. 44.33. 12.30. 28.97. 25.92. 28.10. 0.84. 1.90. 0.34. 4.10. 表 4- 4 r=1,α=0.0027 計算的 ARL0 誤差(bias)百分比與 p0 的偏誤(deviation)百分比 ARL0 誤差(bias)百分比. p0 的偏誤(deviation)百分比. 初始法. p0(ppm). 新方法 初始法 新方法 Xie Xie 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值 平均值 最大值. (0,500]. 4.13. 14.24. 36.74. 73.48. 4.22. 22.14. 27.33. 28.60. 0.88. 3.00. 0.09. 2.60. (500,1000]. 11.32. 19.96. 42.67. 73.59. 17.42. 44.63. 25.12. 28.60. 1.08. 2.90. 0.21. 4.70. (1000,1500]. 19.55. 33.28. 24.24. 73.65. 37.11. 89.67. 22.50. 28.50. 3.16. 5.20. 0.54. 7.80. (1500,2000]. 12.69. 19.37. 38.93. 58.36. 38.98. 61.27. 24.68. 27.00. 0.85. 1.70. 0.00. 0.00. (2000,2500]. 24.86. 29.86. 10.40. 22.46. 8.17. 20.50. 20.85. 22.60. 3.05. 4.30. 0.00. 0.00. 39.
(49) 表 4- 5 r=2~6,α=0.0027 所對應的 ARL0 誤差(bias)百分比 r=2 p0(ppm). r=3. r=4. r=5. r=6. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. (0,500]. 0.23. 1.11. 0.09. 0.42. 0.05. 0.25. 0.03. 0.18. 0.02. 0.14. (500,1000]. 0.73. 2.29. 0.26. 0.85. 0.15. 0.48. 0.10. 0.35. 0.07. 0.27. (1000,1500]. 1.21. 3.52. 0.44. 1.31. 0.24. 0.77. 0.17. 0.51. 0.13. 0.40. (1500,2000]. 1.74. 4.80. 0.59. 1.80. 0.34. 1.01. 0.22. 0.72. 0.18. 0.55. (2000,2500]. 2.16. 6.20. 0.78. 2.19. 0.45. 1.28. 0.30. 0.89. 0.22. 0.68. (2500,3000]. 2.91. 7.29. 0.96. 2.66. 0.53. 1.54. 0.36. 1.06. 0.27. 0.80. (3000,3500]. 3.09. 8.45. 1.12. 3.18. 0.64. 1.81. 0.43. 1.27. 0.33. 0.96. (3500,4000]. 4.03. 10.03. 1.29. 3.58. 0.73. 2.05. 0.50. 1.46. 0.38. 1.11. 表 4- 6 r=2~6,α=0.01 所對應的 ARL0 誤差(bias)百分比 r=2 p0(ppm). r=3. r=4. r=5. r=6. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. (0,500]. 0.11. 0.51. 0.05. 0.23. 0.03. 0.15. 0.02. 0.12. 0.02. 0.09. (500,1000]. 0.34. 1.13. 0.15. 0.50. 0.09. 0.33. 0.06. 0.24. 0.05. 0.18. (1000,1500]. 0.57. 1.71. 0.24. 0.76. 0.15. 0.46. 0.10. 0.36. 0.09. 0.28. (1500,2000]. 0.80. 2.29. 0.34. 1.05. 0.21. 0.63. 0.16. 0.47. 0.12. 0.37. (2000,2500]. 1.05. 2.88. 0.44. 1.28. 0.27. 0.81. 0.20. 0.60. 0.16. 0.47. (2500,3000]. 1.29. 3.50. 0.54. 1.51. 0.33. 0.99. 0.24. 0.72. 0.19. 0.56. (3000,3500]. 1.50. 4.08. 0.64. 1.83. 0.40. 1.14. 0.28. 0.83. 0.23. 0.68. (3500,4000]. 1.75. 4.72. 0.73. 2.07. 0.45. 1.33. 0.33. 0.96. 0.26. 0.76. 40.
(50) 表 4- 7 r=2~6,α=0.0027 所對應 p0 的偏誤(deviation)百分比 r=2 p0(ppm). r=3. r=4. r=5. r=6. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. (0,500]. 0.01. 0.10. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. (500,1000]. 0.02. 0.30. 0.01. 0.10. 0.00. 0.10. 0.00. 0.00. 0.00. 0.00. (1000,1500]. 0.04. 0.40. 0.01. 0.10. 0.01. 0.10. 0.00. 0.10. 0.00. 0.00. (1500,2000]. 0.05. 0.60. 0.02. 0.20. 0.01. 0.10. 0.01. 0.10. 0.00. 0.10. (2000,2500]. 0.07. 0.70. 0.03. 0.20. 0.02. 0.10. 0.01. 0.10. 0.01. 0.10. (2500,3000]. 0.07. 0.80. 0.04. 0.30. 0.02. 0.20. 0.02. 0.10. 0.01. 0.10. (3000,3500]. 0.08. 1.00. 0.04. 0.30. 0.03. 0.20. 0.02. 0.10. 0.02. 0.10. (3500,4000]. 0.13. 1.20. 0.05. 0.40. 0.03. 0.20. 0.02. 0.10. 0.02. 0.10. 表 4- 8 r=2~6,α=0.01 所對應 p0 的偏誤(deviation)百分比 r=2 p0(ppm). r=3. r=4. r=5. r=6. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. 平均值. 最大值. (0,500]. 0.00. 0.10. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. (500,1000]. 0.02. 0.20. 0.00. 0.10. 0.00. 0.00. 0.00. 0.00. 0.00. 0.00. (1000,1500]. 0.03. 0.30. 0.01. 0.10. 0.00. 0.10. 0.00. 0.00. 0.00. 0.00. (1500,2000]. 0.04. 0.30. 0.02. 0.10. 0.01. 0.10. 0.00. 0.10. 0.00. 0.00. (2000,2500]. 0.05. 0.40. 0.02. 0.20. 0.02. 0.10. 0.01. 0.10. 0.00. 0.10. (2500,3000]. 0.06. 0.50. 0.03. 0.20. 0.02. 0.10. 0.02. 0.10. 0.01. 0.10. (3000,3500]. 0.07. 0.60. 0.03. 0.30. 0.02. 0.20. 0.02. 0.10. 0.01. 0.10. (3500,4000]. 0.09. 0.70. 0.04. 0.30. 0.03. 0.20. 0.02. 0.10. 0.02. 0.10. 41.
(51) 第五章 結論與建議 結論與建議 在經過前幾章節對計數值管制圖應用在高產出低不良率製程上的敘述與 探討,接著之後有學者提出以 CCC-r 管制圖替代目前常使用的管制圖。在本 章將對原始所使用的計算 CCC-r 管制圖上下管制界限的方式與本文所提出的 方法做研究上的總結與未來研究上的建議。. 5.1 研究結果 研究結果 目前業界所使用之不合格率管制圖,在當製程不合格率相當低的時候, 會因為無法滿足常態性假設,而造成錯誤警訊的增加。也因為不合格率很低, 所以往往要花費一段很長的時間或是檢測相當高的數量才會檢查到一個不合 格品,導致在描繪管制圖時會在下管制界限出現許多為零的點,這不但耗費 資源也無法提供現場的管理者有用的資訊。在另一方面,由於不合格率相當 低,管制下限容易產生小於零的情況,因此情況所設定的管制圖下限將無法 作為製程是否有改善的依據。基於上述所說,原始的不合格率管制圖不適用 於高產出低不合格率的製程,後續才由學者發展出 CCC 管制圖取代目前實務 上所使用之不合格率管制圖。 但是由於 CCC 管制圖只單觀測一個不合格品,因此無法適用於當不合格 率發生微小轉變之製程,所以後續為了提高 CCC 管制圖對於製程偵測不合格 率的效率,提出了多考慮檢測 r 組的樣本,或可說將原本只監測到一個不合 品的情況,提高到偵測 r 個不合格品即停止,因此衍生了 CCC-r 管制圖。 然而在初始法所設定的管制上下界限,可看出雖然不合格率小於 p0 的情 況下可快速偵測到不合格率的轉變,但是當不合格率開始偏離目標值 p0 之初, 其 ARL 值還是呈現遞增的情況,在此一情形下亦無法快速的發出警訊,告知 42.
(52) 管理者製程已發生偏移。而 Xie 法所設定的的管制上下界限雖然可在不合格 率在偏離目標值時快速被偵測出,有效提升 CCC-r 管制圖偵測不合格率偏移 的靈敏度,但是該方式會造成最大的 ARL0 度膨脹,且因為管制法的基礎為一 間斷型分配,在實際運算時該方式所形成的最高的 ARL 對應的不合格率不一 定在 p0 之上,有可能在之前或之後。而本文獻提出的方式則可綜合上述的優 點,除了最高的 ARL 值是較為接近 1/α,並且使得最高的 ARL0 所對應的 p 值 落在 p0 之上或最靠近其之後。. 5.2 研究建議 由於 CCC-r 管制圖主要是應用在高產出低不良率製程在偵測對於不合格 率的靈敏度,而 CUSUM 管制圖也是利用積分方程的方式選定在進行表格化 管制圖的參數 k 與 h 值,此一方式也是在觀測製程中不合格率的微小轉變, 或許可將兩個方式的結合並發展出對於偵測不合格率靈敏度更高的管制方 法。 此外在 Bourke(1991)所提出的文獻談到當製程是在控制的情況下,管制圖 為得到相同的 ARL 值所設定的參數,此時使用 ARL 曲線進行比較是相當有用 的。但是為了避免 ARL 的曲線也有連串的特性,所以使用了平均檢定數 (Average Number Inspected,縮寫為 ANI) ,可利用不一樣的比較標準去判斷 方法的優劣。. 43.
(53) 參考文獻 林建志 (2002). 改良的平方根轉換在計數管制圖上之應用. 淡江大學統計學 研究所碩士論文. 陳佩雯 (2003). 應用計數值管制圖於高產出製程之研究. 元智大學工業工程 與管理研究所碩士論文. Bourke, P. D. (1991). Dectecting a Shirt in Fraction Nonconforming Using Run-Length Control Chart with 100% Inspection. Journal of Quality Technology, 23(3), 225-238. Breyfogle, F.W.(2003) Implementing six sigma :smarter solutions using statistical methods. 2th edition, John Wiley, Hoboken, NJ, 12-16. Calvin, T. W. (1983). Quality control techniques for“Zero Defects. IEEE Transactions on Components, Hybrids, And Manufacturing Technology, CHMT-6, 323-328. Chan, L. Y., Xie, M., & Goh, T. N. (2000). Cumulative quantity control charts for monitor production processes. International Journal of Production Research, 38(2), 397-408. Goh, F. F. (1987). A control chart for very high yield processes. Quality Assurance, 13(1), 18-22. Kuralmani, V., Xie, M., Goh, T. N., & Gan, F. F. (2002). A conditional decision procedure for high yield processes. IIE Transactions, 34(12), 1021-1030. Page, E. S. (1954). Continuous Inspection Schemes. Biometrika, 41(1/2), 100-115. Ranjan, R., Xie, M., & Goh, T. N. (2003). Optimal control limits for CCC charts in the presence of inspection erroe. Quality and Reliability Engineering International, 19, 149-160. Xie, M., & Goh, T. N. (1992). Some procedures for decision making in controlling high yield processes. Quality And Reliability Engineering International, 8, 355-360. Xie, M., & Goh, T. N. (1995). The use of probability limits for process control based on geometric distribution. International Journal of Quality & Reliability Management, 14(1), 64-73. Xie, M., & Goh, T. N. (2003). Statistical control of a six sigma process. Quality Engineering, 15(4), 587-592. Xie, M., Goh, T. N., & Kuralmani, V. (2000). On optimal setting of control limits for geometric chart. International Journal of Reliability,Quality and Safety Engineering, 7(1), 17-25. 44.
(54) Xie, M., Lu, X. S., Goh, T. N., & Chan, L. Y. (1999). A quality monitoring and decision-making scheme for automated production processes. International Journal of Quality & Reliability Management, 16(2), 148-157. Zang, Y., Xie, M., Kuralmani, V., & Tsui, K. L. (2002). On the performance of geometric charts with estimated control limits. Journal of Quality Technology, 34(3), 448-458.. 45.
(55)
數據

相關文件
未於規定期限內報到,或報到時已不具候用資格條件(如 3 個月以內之體格檢查不符標準、受刑事處分等),均喪失錄取 資格;候用約僱管理人員於 108 年
本研究將針對 TFT-LCD 產業研發單位主管與研發人員進行 探討,並就主管於研發人員對職能重視程度作差異性分析。因此
Hogg (1982), “A State-of-the-art Survey of Dispatching Rules for Manufacturing Job Shop Operation,” International Journal of Production Research, Vol.. Gardiner (1997), “A
因此 SCP 心電圖在院際交換的時候受到限制。近來,DICOM(補充文件 30)提出一維的生物醫學訊號標準,如:血壓、心電圖。使用
發展 CCR 機台與非 CCR 機台間之派工法則。此一派工法則分二 部分進行,第一部分為確認 CCR 機台 WIP 批量現況,基本概念 是:使 CCR 機台的
將產出鍊輸入後,各訂單會依其最有利的時間排定 其生產順序,因此會發生個訂單擠在同一天等產能不足
而考量到 Covid-19 重症病患的需求,醫院的重症病床數量格外重要。根據統 計,在 OECD 國家間,每十萬人擁有之重症病床數量差距可達 10 倍(如下圖)。. 歐盟疾病管制局 (European
的機率分配 常態分配 標準常態 分配..
