國立交通大學
管理學院(工業工程與管理學程)碩士班
碩士論文
以限制理論需求拉動補貨策略改善散熱基板廠
庫存管理---以 P 公司為例
Improving the Effectiveness of Inventory Management for a
Copper Clad Laminate Foundry by Using Demand-Pull
Replenishment Policy-A Case Study on Company P
研究生:鄭占禹
指導教授:張永佳 博士
以限制理論需求拉動補貨策略改善散熱基板廠庫存管理---以 P 公司為例
Improving the Effectiveness of Inventory Management for a Copper Clad
Laminate Foundry by Using Demand-Pull Replenishment Policy- A Case
Study on Company P
研 究 生:鄭占禹 Student:Chan-Yu Cheng 指導教授:張永佳 Advisor:Yung-Chia Chang國立交通大學
管理學院(工業工程與管理學程)碩士班
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
in partial Fulfillment of the Requirments
for the Degree of
Master
in
Industrial Engineering and Management
June 2011
Hsinchu, Taiwan, Republic of China
i
以限制理論需求拉動補貨策略改善散熱基板廠庫存管理---以 P 公司為例
研究生:鄭占禹 指導教授:張永佳 博士
管理學院(工業工程與管理學程)碩士班
中文摘要
企業因為無法充分掌握市場資訊,為了避免生產線斷料或是避免客戶有需求 時卻沒貨可出的情況,企業會建立所謂的安全庫存來因應,存貨可為企業帶來許 多好處,當客戶下單時,可以立即自庫存中迅速出貨,以提高準時交貨率,包括 半成品和原料。但如此一來,庫存就經常要維持較高的水準,市場的劇烈波動往 往企業會因為安全存貨而造成資金成本的積壓,大大降低了企業的獲利,所謂成 也存貨,敗也存貨,也因為如何企業針對存貨控管實在需要小心謹慎,而限制理 論(TOC)是一個不錯的解決方案,以原本的預測需求模式或稱為推式(Push) 轉換為依實際賣出多少數量進而生產多少數量的拉式需求或稱為「Demand pull」,並搭配動態緩衝管理「Buffer-Management」,以驗證即使市場變化多端, 依舊能夠滿足客戶的需求,進而改善公司的庫存管理的問題,大幅提高企業的獲 利表現。 關鍵字:供應鏈管理、限制理論、拉式生產、動態緩衝管理Improving the Effectiveness of Inventory Management for a
Copper Clad Laminate Foundry by Using Demand-Pull
Replenishment Policy-- A Case Study on Company P
Student:Chan-Yu Cheng Advisor:Yung-Chia Chang
Degree Program of Industrial Engineering and Management
National Chiao Tung University
ABSTRACT
To reflect the quick demand by customers, a proper safety stock control will be vital to fulfill the production in no time. In the incomplete market, the information transfer is un-parallelized and obscure, so to make the shipment on time, the main method is to prepare the semi-manufactured goods or raw materials in advance. However, partial cost issues are resulted from overload stocks and thus decreased the company profit. Based on stock issue, this essay will elaborate TOC, Theory of Constrains, to predict the end-customer demand by transferring actual selling quantity into incoming production quantity, so-called Demand Pull. Meanwhile, this essay will adopt Buffer Management to operate with Demand Pull. Based on the method of this essay, the test result can verify and fulfill customer demand instantly and better the stock management and rise up the hereafter company profit.
Key words: Supply Chain Management, Theory of Constraints, Demand-Pull, Buffer Management
iii
誌謝
時光飛逝,兩年多來在職場與學校間地不斷地來回穿梭的專班學
生生涯,回想這段辛苦卻甜美的旅程將要劃下句點,心中雖然充滿不
捨,但對於自己的未來也因為這個歷練進而懷抱著更大的期許,充滿
著自信向前大步邁進。而能夠順利畢業,學生必須由衷地向張永佳教
授表達最崇高的感謝之意,感謝張教授的耐心指導與指引方向,適時
改善論文的問題,並不斷給予學生鼓勵,使本篇論文得以順利完成。
另外,也要感謝唐麗英、王志軒與李榮貴這三位教授百忙之中抽空在
學生口試時予以指導,並提供寶貴的意見,使得本篇論文內容能夠更
臻完善。也要感謝一起打拼論文的同窗同學們的相互打氣與協助,那
彼此相互加油的聲音到現在仍然不絕於耳,每每在撰寫過程遇到瓶頸
時,也是因為各位同學鼓勵的力量,能讓我突破每次的障礙。我也要
感謝我的內人慧玉,給予我源源不絕的鼓勵與體諒,陪伴我在浩然圖
書館中度過無數個周末,能讓我在繁忙的課業與工作中,不用掛念家
中的大小事。最後,我要感謝我的父母親,感謝他們含辛茹苦的養育
之恩,從小到大對我的諄諄教誨,並對於我與弟弟在高等教育上的堅
持,而對於我讀碩士專班更是全心全力的支持,並適時提供經濟援
助,使得剛出社會幾年的我,經濟上的壓力能夠得以紓解,沒有他們
的不辭辛勞付出,就不會有今日的我,在此,將這一切的榮耀獻給我
最愛的父母親。
鄭占禹 謹誌
于交通大學工管碩士專班
中華民國一百年十月
目錄
中文摘要...i ABSTRACT ...ii 目錄...iii 圖目錄...v 表目錄...v 第一章 緒論...1 1.1 研究背景與動機... 1 1.2 研究目的 ... 4 1.3 論文研究架構 ... 4 1.3.1 論文章節介紹... 4 1.3.2 論文研究架構圖 ... 5 1.4 論文研究範圍與限制 ... 5 第二章 文獻探討 ... 6 2.1 供應鏈管理 ... 6 2.1.1 供應鏈結構之演進 ... 7 2.1.2 供應鏈需求預測 ... 9 2.1.3 供應鏈預測法...10 2.2 存貨管理 ...112.2.1 經濟批量(Economic Order Quantity)...12
2.2.2 存貨控制 ...12
2.2.3 長鞭效應(Bullwhip effect)...14
2.3 限制理論(Theory of Constraints, TOC) ...17
2.3.1 限制理論對於企業的思維...17 2.3.2 瓶頸管理與緩衝管理 ...18 2.3.3 拉式生產(Demand Pull)...21 第三章 研究方法 ...23 3.1 散熱基板目前現況...23 3.1.1 散熱基板目前趨勢 ...23 3.1.2 個案公司簡介...25 3.1.3 個案公司產品簡介 ...26 3.2 個案 P 公司的存貨管理問題 ...28 3.3 應用限制理論於個案 P 公司存貨管理問題 ...30 3.4 應用於本研究的限制理論研究方法...31 第四章 個案分析 ...34 4.1 模擬數據分析 ...34 4.2 限制理論應用於個案 P 公司的模擬分析 ...38
v 第五章 結論與後續研究建議 ...39 參考文獻 ...41 附錄 ...42
圖目錄
圖 1.1 存貨衝突圖 ...1 圖 1.2 LED 市場產值趨勢圖...2 圖 1.2 研究架構圖 ...5 圖 2.1 供應鏈管理五大驅動元素圖(Hugos, 2004) ...7 圖 2.2 新舊供應鏈比較圖(Hugos, 2004) ...8 圖 2.3 經濟批量 ...12 圖 2.4 存貨控制取捨分析 ...13 圖 2.5 鼓-緩衝-繩示意圖...20 圖 2.6 緩衝管理 ...20 圖 3.1 散熱基板應用 ...23 圖 3.2 LED 背光產品發展趨勢 ...24 圖 3.3 LED 照明產品發展趨勢...25 圖 3.4 捲狀散熱膠片與乾式製程示意圖 ...27 圖 3.5 鋁基板示意圖 ...27 圖 3.6 個案 P 公司傳統存貨作業模式 ...32 圖 3.7 個案 P 公司導入限制理論作業模式 ...33表目錄
表 2.1 定量訂貨控制系統與定期訂貨控制系統比較表...14 表 3.1 鋁基板實際銷貨與庫存與業務預測數字比較...29 表 3.2 散熱膠片實際銷貨與庫存與業務預測數字比較...29 表 4.1 產品 A-銷售與存貨比較圖...34 表 4.2 產品 A-傳統推式生產與業務預測數字比較...35 表 4.3 各條件庫存數量結果比較 ...37 4.2 限制理論應用於個案 P 公司的模擬分析 ...38 表 4.4 各模擬條件數據 ...38第一章 緒論
1.1研究背景與動機
有人稱存貨為「銷售的救世主」,因為存貨是不致於錯失銷售良機的利器, 但也有人稱存貨為「企業的墳墓」,因為會造成資金成本的積壓,這兩種說法都 各自有各自的道理,適當的存貨建立能有助於企業對於市場的需求能夠立即提供 產品,自庫存中迅速的出貨,以提高交貨準確率,為達此目的,就必須有充足的 存貨,不僅是成品,也包含了半成品與原料,雖然客戶的需求滿足了,公司業績 也可提高,但必需維持較高的庫存水準,以至於公司獲利不高與資金流動緩慢, 甚至為了維護與管理庫存而產生了倉庫成本,人事費用等。因此管理人員陷入了 「建立高的存貨」與「低的存貨」的衝突,這種衝突可以用限制理論的存貨衝突 圖(圖 1.1)來表示。 圖 1.1 存貨衝突圖 本論文所欲研究的個案 P 公司就是一直在如此的矛盾與衝突中尋求最佳 解,在開始進行本研究前,必須對於個案 P 公司的產品與個案 P 公司所在的市場 有所了解。個案 P 公司為亞洲第一間專業 PPTC(高分子正溫度係數)製造公司。 擁有領先的技術優勢,提供客戶創新的電路保護及散熱管理系列產品之解決方 好的 存貨管理 即時交貨 滿足客戶 降低庫存 降低成本 積壓 建立較高 的庫存 建立較低 的庫存 衝突為個案 P 公司的散熱材料事業部門。在散熱材料(Thermal Conductive Material) 相關業務上有兩項主要的產品線,散熱膠片與散熱基板,散熱基板主要應用於發 光二極體(Light Emitting Diode,LED)相關產業,如 LED TV 背光模組散熱基 板,LED 照明等,散熱基板在未來應用的市場上有兩大的趨勢:第一、LED TV 的的全面應用,LED TV 將完全取代冷陰極管(CCFL)成為未來電視的主力; 第二、LED 照明時代的來臨,LED 照明會逐漸取代傳統耗能的白熾燈泡與日光 燈管成為照明市場的新主流,以上的兩大應用在現今全球大力推動的節能減碳運 動的趨勢看來,未來的市場相當看好,市場分析家預測 LED 的相關應用預計在 2011 年以後會有爆發性的成長(圖 1.2)。 圖 1.2 LED 市場產值趨勢圖 因此在 LED 背後管控 LED 能否具有效散熱性的散熱基板成為市場的新寵 兒。由於 LED 散熱基板的製程與 PCB 產品相近,而台灣擁有 PCB 產業上ヽ中ヽ 下游完整的生產與供應鏈,有助於未來散熱基板產業的發展與建立。目前國內從 事新型散熱基板的相關業者甚多,由於入門門檻不高,因此國內外的基板廠前仆 後繼挹注資金進入此市場,使得市場競爭日趨白熱化,誰能領先取得先機獲得國 際大廠的認證,也就代表長期且穩定的銷售訂單,但也因為新興市場供需非常不 穩定,生產線投料必須依據業務所提供的最有可能的需求預測來做生產與原料備 料的動作,但大部分時間預測都相當不準確,造成不是備料不足要不就是不需備 料的產品與原料庫存過高,或是客戶對於產品需求飄忽不定,造成無法及時供貨
給客戶造成公司的訂單損失,而個案 P 公司最常碰到的情況有:「市場所需求的 產品沒有庫存,有庫存的產品沒有市場」,或是「必須生產的產品沒有原料,不 需生產的產品原料過剩」,以上的情況對於個案 P 公司來說,一直以來是個很大 的問題,使得許多不需要的存貨與原料放在庫房,再加上原料與產品在庫存上必 須做溫度與濕度的管控、人員的定期維護與儲存場地空間的有限,都再再增加了 成本的資出,再加上庫存存放都是很長的時間,使得公司必須在庫存上積壓許多 資金,也降低個案 P 公司獲利表現,另外其有些原料都有有效期限,到期就必須 面臨過期報廢的命運,而報廢又必須花上一筆報廢費用,這無疑對公司成本的傷 害更是雪上加霜,也因此本篇論文所欲解決的問題就是該如何使得原料與成品生 產皆能有系統地與有效率地改善庫存問題,能夠提高整體產出,提高 P 公司的獲 利表現。 個案 P 公司目前是依據傳統供應鏈的作法去執行存貨管理,傳統供應鏈的程 序為依據產品在市場上的需求預測,依銷售需求預測-推式(Push)的方式,指 的是產品未來會被市場上所接受的程度,以及未來可能銷貨的數量做出預測,再 依據預測的結果,估計產能並規劃生產所需要的生產設備與人力數量等,並同時 進行各種原料的採購,依照製造程序與客戶交期做出生產排程計畫,並以不斷的 追蹤,確保生產進度與交期不致落後。由於為了確保客戶在需要產品時就能在最 短的時間交貨,個案 P 公司會依照預測的數字做出預先投料的動作,但由於產業 景氣變化相當大,時好時壞的狀況會造成 P 公司在三個月前依據預測數字所做的 投料產品變成了燙手的呆滯庫存,庫存量與在製品造成資金成本積壓,庫存成本 提高等個案 P 公司最不樂見的狀況,而客戶在當下所需的產品卻都總是缺少或是 備料不足,而必須以急單方式或緊急跟催模式處理,干擾整體供應鏈從原料到製 造的程序,而急單生產亦可能帶來產品品質不良的潛在風險,進而造成整體供應 鏈的惡性循環,有鑒於傳統供應鏈以預測驅動的操作方式來進行操作,本論文研 究將依據 Dr. Goldratt 的限制理論(Theory of Constraints, TOC),以原本的預測需
需求或稱為「Demand pull」,設定目標庫存水位,依此目標水位做庫存調節,並 搭配動態緩衝管理「Buffer-Management」,期望能能驗證限制理論能夠確實有效 改善庫存問題,亦能及時滿足客戶需求,並增加備貨的彈性,降低不必要的原料、 在製品與程品庫存,減少不必要的資金積壓,使公司能夠有更好的獲利能力與表 現。
1.2 研究目的
本研究的目的希望能透過運用限制理論拉式生產(Demand pull)與動態緩 衝管理(Buffer-Management)的管理理論,將其導入個案 P 公司的存貨管理操 作中,期望能應用在個案 P 公司的庫存管理上,利用拉式生產與動態緩衝管理去 做庫存調節,可使個案公司在庫存管理上隨時依照市場的需求做出修正,降低呆 滯料與存貨的囤積,降低資金的積壓,使得各項資源能夠更被妥善的利用,使得 個案公司在庫存管理與客戶滿意度取得一個完美的平衡點,有效提高客戶的滿意 度又可同時兼顧合理的庫存水位,以提升個案公司的整體彈性應變能力,低庫存 水位,產品交期準確,有效提高個案公司的獲利表現。1.3 論文研究架構
1.3.1 論文章節介紹
第一章說明本研究之背景、動機與目的等相關內容,第二章為文獻探討,比 較傳統供應鏈的管理概念與限制理論的相關理論基礎,第三章為研究方法,第四 章為個案分析,第五章為結論與後續研究建議1.3.2 論文研究架構圖
圖 1.2 研究架構圖1.4 論文研究範圍與限制
本研究範圍與限制如下: 1.由於所研究的事業處為該公司的新興事業處,資料蒐集區間為 2010 年 6 月到 2011 年 6 月產品銷售、庫存水位等相關資料。 2.產品良率為變動的,但在此研究中採固定值,無產品良率與產品重工問題。 3.研究目標為個案 P 公司庫存數量管理。 研究方向 研究目的 資料蒐集與文獻探討 傳統作業模式 TOC 限制理論作業模式 兩者作業結果比較與分析 結論與後續研究建議第二章 文獻探討
在第二章中,本研究將針對三大主題「供應鏈管理」、「存貨管理」與「TOC 限制理論」做介紹,介紹「供應鏈管理」去了解供應鏈管理的目的、作用與如何 預測需求。「存貨管理」去介紹存貨種類以及該如何去有效控制存貨。「TOC 限 制理論」介紹限制理論對企業所帶來的思維,瓶頸管理與緩衝管理的觀念。
2.1 供應鏈管理
根據美國供應鏈管理專業協會(CSCMP,2003)對於供應鏈管理的定義是: 涉及搜源、採購、轉換(生產)及物流等所有活動的規劃與管理。供應鏈管理包 含與通路夥伴間-可能是供應商、中間商、物流商或顧客-的協調與協作。本質 上,供應鏈管理整合了企業內部與企業之間的供應與需求管理。 供應鏈管理是一項整合性的功能,它的主要任務是在連結企業之內與企業之 間的主要企業功能與企業程序,以形成堅實、高績效的企業經營模式。它包括了 上述所有的物流活動及製造作業,同時它驅動了與行銷、銷售、產品設計、財務 及資訊科技等程序和活動間的協調。 根據 Hugos(2004)討論到,一般人會認為供應鏈管理與物流管理是類似的 作業流程,不過供應鏈管理和傳統的物流還是有一些觀念上的差異,物流通常講 的是單一組織的活動,供應鏈則指的是網絡群中的許多公司共同合作、協調,以 便將一項產品送達市場的組合活動。同時物流比較重視諸如採購、配銷、維修和 存貨等活動;供應鏈除了包含所有物流活動外,還包括了行銷、新產品開發、財 務和顧客服務等活動。供應鏈管理將一整條供應鏈和其內部組織是為一體,並以 有系統的方法來了解與管理不同的活動,以協調出產品和服務流程,有效的供應 鏈必須能改善顧客服務水平,同時又能促進各公司內部營運效率。然而顧客服務最基本的定義就是訂單出貨率高、準時交貨率高、退貨率低,供應鏈管理則是參 與其中的企業進行生產、存貨、地點和運輸之間的協調,以便在回應能力與營運 效率上取得最佳的組合(如圖 2-1),目的就是要增加產品和服務的銷售量,同 時就降低存貨和營運費用。 圖 2.1 供應鏈管理五大驅動元素圖(Hugos, 2004)
2.1.1 供應鏈結構之演進
根據 Hugos(2004)提到供應鏈之演進,在 20 世紀初期,福特汽車公司幾 乎擁有一座汽車製造廠所該擁有的全部生產單位,它有自己的鐵礦場、煉鋼廠和 農場等,它所生產就只有單一產品-T 型車,絕大部分 T 型車的顏色都是清一色 的黑色,基本沒有什麼其他顏色可供選擇。亨利·福特有一句名言:「顧客可以選 擇他想要的任何一種顏色,只要它是黑色。」意思就是顧客只能夠購買黑色的 T 型車。亨利·福特並不是對黑色有什麼特殊癖好,其堅持黑色的真正原因在於黑 色油漆乾燥得快,可以使汽車在落地後第一時間能夠被賣出去。如此單一產品規 格就可以滿足顧客所有需求,需求預測量非常準確,大量生產單一規格產品變成 最有利可圖的營運模式,但隨著市場的變遷和成長,消費者意識慢慢抬頭,越來 越堅持自己對產品的品味,這樣的營運模式最後也慢慢走向破滅,因為它無法真 2. 存貨 (生產多少、儲存多少) 3. 運輸 (在何時用甚麼方式來運輸) 4. 運輸 (在何時用甚麼方式來運輸) 1. 生產 (何物、如何、何時) 5. 情報 (上述四項決策的基礎)實反映消費者的需求,這也是為什麼福特汽車從 1920 年代的市佔率超過 50%, 但到了 1940 年代,滑落到只剩下 20%,可見專注於營運效率而犧牲掉對顧客需 求的回應能力不再是成功的事業經營模式。 圖 2.2 新舊供應鏈比較圖(Hugos, 2004) 而今日全球經濟快速地變動的步調已經是前所未見的,每家企業都應該專注 在自己最專精的技能,也就是所謂的「核心競爭力」,而將其它的供應鏈管理活 動外包出去,幾乎很少有企業能夠壟斷整個供應鏈,現代企業都必須與其他企業 合作,以創造最適當的供應鏈來服務如此快速變動的市場。因此在供應鏈內的企 業都必須分工合作,採礦公司專注於採礦,木業公司專注於伐木與木材加工,製 造廠則必須專注於從製作零組件到最後的裝配等生產活動,過去,許多公司都擁 有自己的倉庫或是運輸車隊,而現在企業必須去仔細思考這些活動自己做比較划 算還是外包給專業的物流與倉儲公司比較划算?以往,大家所講求的都是「垂直 整合」,現在必須做的是「虛擬整合」,企業必須認清自己的角色,了解企業的核 原物料 製造 配銷 零售展示 運輸 量產,週轉緩慢的 大眾市場 舊 供 應 鏈 模 式 零散、快速變動的 市場 製造公司 運輸公司 原物料公司 獨立配銷公司 獨立零售商 新 供 應 鏈 模 式
心競爭力究竟是什麼?選擇適合自己企業的市場定位,例如企業的核心競力是製 造,便可將所有產能放在同一處生產設施內來製造,同時亦可將產能相互地支 援,確保產能利用極大化,然後再使用不同的運輸模式交給不同的客戶,在今天 如此變動快速地市場與環境裡,企業唯有專注改善自己的核心競爭力,才是生存 發展的正途。
2.1.2 供應鏈需求預測
Hugos(2004)提到供應鏈之演進中認為供應鏈管理決策根基是預測,預測 什麼產品需要備貨多少量,需求預測也成為供應鏈網絡中的所有企業必須滿足客 戶所追求的共同目標。所有的預測都是在處理四項重要變數,用來判斷市場目前 情勢如何,這四項變數是: 需求(Demand) 需求指的是某個市場對於某一種產品或服務的需求量為多少,市場有區分為 兩種,第一種為成熟且穩定的市場,已有好多年預測的水準供參考,並且準確率 相當高,如一到冬天,羽絨外套就會大賣;另外一種則是市場正處於開發中的狀 態,沒有什麼歷史資料可作為預測的依據,本論文所研究的個案 P 公司正是身處 在這樣的市場中。 供給(Supply) 供給量為某項產品的生產廠商數和需多少生產的「前置時間」來決定,產品 生產的廠商越多,前置時間越短,供給越容易做預測。相反地,供應商越少或前 置時間越長,市場不確定性就越高,預測就更困難。 產品特徵(Product Characteristics) 產品特徵包含影響顧客購買該產品的種種特色,該項產品是推陳出新很快嗎? (如手機,電腦等),或是其它成熟的產品,改變很慢或是根本不會改變,改變 很快的產品必須隨時根據需求做出彈性的預測模式,以確保商機不會落空。 競爭環境(Competitive Environment) 競爭環境包含是某家企業與競爭對手的市場佔有率各佔如何,必須同時將對 手針對產品所做的如打折,優惠價等商業操作一同併入預測。
2.1.3 供應鏈預測法
既然供應鏈的根基在於預測,那本研究就必須來看一下預測的方法有哪些, 以下的方法,大都供應鏈在做預測時會交互使用的,有以下這些方法: 定性分析(Qualitative) 定性分析是依照個人對於市場的直覺或判斷,使用此種方法是當市場上沒有 甚麼歷史資料可循,當新產品上市時,人們會拿類似的產品或是市場情況來做比 較。 因果分析(Casual) 因果分析假設需求與某特定環境或市場因素有密切關係。這也強烈存在價格 與需求之間,例如:產品價格降低,通常會期望需求會增加。 時間系列(Time Series) 時間系列是最普遍被拿來使用的方法,它的基本假設都是歷史會重演,去年 的需求量可作為今年需求的指標,使用時機為市場處於穩定狀態,可靠的歷史資 料充足,每年需求量變化不大。 模擬(Simulation) 模擬法則是因果分析與時間系列之組合,用以模擬在不同情境下消費者可能 出現的行為。 以上的預測方法,很少企業單獨使用單一種預測方法,大都企業都是利用好 幾種方法預測出來的結果加以整合與分析,來做成企業自身的真正預測,這樣的 準確率確實比單一種預測法方法來得準確。另外,短期預測一定比長期預測來得 準確,即使商業市場變化多端,但預測期間越短越準確的結論應該是無庸置疑的。2.2 存貨管理
在平野裕之(2001)中指出,存貨管理可以用來管理供應鏈中不同公司的存 貨水準,目標是將存貨盡量降低卻仍然維持良好的顧客服務水準,存貨管理必須 由需求預測中去獲得產品數量與產品數量這兩項的關鍵變數,存貨管理是一項永 不停止的工作,本研究力求產品存貨能因應市場需求,期望能賣得最好的產品售 價。 存貨種類共有三種:1.週期性存貨;2.季節性存貨;3.安全存貨,週期存貨 與季節性存貨皆會受到經濟規模的考量,每家企業都會根據符合自己企業的方式 來訂立存貨水準。安全存貨會受到產品需求可預測程度的影響,產品越難預測, 安全存量就必須越高,以免客戶需要時無貨可賣。 1. 週期存貨: 週期存貨是因為每批次所生產和儲存的產品量都比該時產品所需要的數量 來得多而囤積下來,那為何要訂這麼多的存貨呢?原因在於供應商與製造商認為 訂貨需有一定的經濟規模,也就是說大量少次訂貨比少量多次訂或來的划算,不 過這種做法與本研究力圖降低存貨的目標實在是大相逕庭。 2. 季節性存貨: 季節性存貨發生的原因為當產能是固定的,假設未來的需求會超過現有的產 能,企業的做法就會在需求較低時多做一些存貨累積起來,以備未來需求高時出 貨,這樣的做法目的就是為了獲得經濟規模利益,而管理季節性存貨首重需求預 測必須正確,假設大量存貨在外來沒有如期按照預測賣掉的話,將會對企業產生 相當高的庫存成本,企業反而是任何好處也沒拿到。 3. 安全存貨: 安全存貨是用來對抗存在於供應鏈中不確定的問題,企業絕對不會希望發生 斷貨的情況,安全存貨原則是,不確定性越高,安全庫存也跟著越高,一般安全 庫存的水準是在下次經濟批貨量(Economic Order Quantity)抵達前,留在手上的庫存量,會有資金成本的積壓,企業必須在客戶拉貨時總有貨可賣與存貨成本 降低兩個衝突中取得平衡點。
2.2.1 經濟批量(Economic Order Quantity)
每家企業都可以藉由企業的成本結構算出一次購貨多少才是最有經濟效 益,這也就是經濟批量(Economic Order Quantity)其算式如下:
HC UO EOQ 2 (2UO/HC 的開平方根) U=每年用量 O=訂貨成本 C=每單位成本 H=每年保持成本佔單位成本之百分比 經濟批量雖然算的是每次訂貨量,但依照這樣做卻可以使存貨投資產生最大 效益,使得總單位成本最低,假如某項產品價格高,使用率也高,結果會建議本 研究每次訂貨量少,當然地,造成訂貨次數增加,但每次所投入的存貨成本卻也 變少。假如某項產品價格低,使用率也低,結果會建議本研究每次多訂些數量, 當然地,造成投資金額增加,但由於單位成本變低,依結果看還是有其效益。 圖 2.3 經濟批量
2.2.2 存貨控制
費 用 訂貨量 總費用 庫存維持費用 訂貨費用 經濟訂貨量 最 小 總 費 用在平野裕之(2001)提到企業備有存貨的目的有以下幾項優缺點,優點:可 滿足預測的需求、減少缺貨成本,使生產作業更為平順,良率更為提高,相反地, 但持有存貨成本確實也會對企業帶來不少缺點:增加持有成本、較難對客戶的回 應做出成品的改變、或是庫存成品不是市場上所需求的產品、公司許多的成本積 壓在存貨上面,這樣的矛盾可用圖 2.4 來表示,存貨控制即是以最小的存貨成本 為目標來控制存貨的數量,使其不置於發生存貨數量過多或是不足的情況。 圖 2.4 存貨控制取捨分析 存貨控制系統可分為二類: 1. 定量訂貨控制系統(Q-system) 以訂購點與經濟量為控制之標準,以訂購點決定何時訂購,訂購量等於經濟 批量,因此,每次訂購的數量是固定的。此系統又稱為連續盤查 (Continuous-review)系統,或簡稱為(r,Q)系統。有以下幾項特徵: 即使不知道需要的變動也能管理 不適合需要變動激烈的項目 採用經濟批量訂貨,運送費用減少 可轉變成自動訂貨制度 庫存容易增加 2. 定期訂貨控制系統(P-system) 以訂購週期及最高庫存量為控制之基準,此系統主要特徵為訂購週期固定, 每次的訂購數量則根據最高庫存量與現存存量做為考慮。此系統又稱定期盤查 (Periodic-review)系統、訂購基準(Order-up-to)系統,或簡稱為(R,S)系統。 存 貨 高 不 斷 料 成 本 高 成 本 低 存 貨 低 易 斷 料 衝突 取捨分析
一般定貨週期皆與生產計劃的計畫週期相同 雖然也是定期定貨,但訂貨量皆為不固定,必須透過計算後才會得知 由於依照生產計劃和需求預測去決定訂貨量,庫存量可有所控制 定量訂貨控制系統 定期訂貨控制系統 管理要點 降低購買經費 縮減週轉金 訂貨量 固定 變動 訂貨時間 不固定 固定 訂購單價 較低 較高 消費量 高 不安定 優點 1. 事務簡單,管理容易,可自動化 2. 訂貨費用減少 1. 能夠對應需求的變化 2. 庫存量減少(需求和供給保持關聯) 3. 可同時訂購許多品項 缺點 1. 不能對應需求的變化 2. 容易流於形式上的運用 3. 尤其期限不定,會使費用增加 1. 事務處理繁雜 2. 事務量不固定,依訂貨當時情況而定 3. 必須不斷地管理 表 2.1 定量訂貨控制系統與定期訂貨控制系統比較表
2.2.3 長鞭效應(Bullwhip effect)
長鞭效應(Bullwhip effect)是一種在需求預測驅動的銷售管道中被觀察到 的現象,此理論最早在 1961 年由 J Forrester 在系統動態學(Industrial Dynamics) 描述通路系統中提出,指的是對需求信息扭曲在供應鏈中傳遞的一種現象的描 述。當供應鏈上的各企業只根據下游企業的需求訊息進行供應時,需求訊息的不 正確性會沿著供應鏈逆流而上,產生逐級放大的現象,這種現象就好像一根甩起 的長鞭,因此被稱為長鞭效應。最下游的客戶端相當於鞭子的根部,而最上游的 方法 項目供應商端相當於鞭子的梢部,在根部的一端只要有一個輕微的抖動,傳遞到末梢 端就會出現很大的波動。在供應鏈上,這種效應越往上游,變化就越大,距終端 客戶越遠,影響就越大。這種現象發生於所有與消費者有關的產業中,其中以壽 命較短,產品種類較多,需求幅度波動大的產業,所影響的幅度更大。由於全球 化的趨勢,供應鏈已經從以往的垂直整合走向複雜虛擬網絡結構,雖然很容易的 可取得資訊,但人們在做決策時對於資訊的不信任的變數卻是永遠存在的,當企 業接收到不是百分百確定的資訊,決策者通常會根據過去的經驗,去給予不同的 調整。這樣的調整,會衍生一些管理上的問題,而在一般的商業活動中,客戶的 需求總是不穩定的,企業需要通過預測客戶的需求來建立庫存,以便在客戶需求 時可以立即出貨,不過所有的預測皆是統計計算後的結果,一般來說是不可能完 全精確的,所以企業常常會保留一些額外的庫存作為安全庫存,在供應鏈上的每 個結點企業,所需求的安全庫存將會越來越多。在需求升高的時期,下游的企業 將會增加從上游訂貨的數量,在需求降低的時期,下游的企業將會減少或者停止 訂貨。這樣的備貨方式不但沒有減輕企業的負擔,反而使得企業面臨到許多庫存 的壓力。長鞭效應的成因有以下幾點的成因: 預期短缺的心理 供應鏈上每一個企業皆有自己的預測、存貨管理、生產排程與物料計畫。 當每個企業在進行安全庫存備料時,會在自身庫存中額外添加安全庫存,而供應 商也是如法炮製,從下游到上游皆是如此,造成每個節點的安全庫存量不斷累積。 訂單批量化處理 一般企業對於訂單的處理不會是馬上接到訂單就立即向供應商訂貨,而是顧 客訂單累積到某一程度後,再一起進行處理,供應商會有在某一時期訂單突然暴 增的現象,如果每位客戶能在固定時間下單訂貨,長鞭效應情況不會如此顯著, 但在現實生活中很難達成,再加上每位客戶的下單頻率與數量都不相同,其相乘 的結果就是導致長鞭效應更為劇烈,就好比每個月底或年底前,都會有爆量訂單
價格波動 下游廠商會因為上游廠商的價格變化而實際影響下單行為,如市場促銷活 動、產品折扣,優惠方案等,會使得客戶進行預先採購的行為,以取得好的價格, 不過這樣的操作卻會對製造商帶來很大的波動,在折扣期間客戶進行大量採購, 等到恢復原售價後停止採購或是等庫存消耗完畢再進行採購,這樣也無法反應市 場需求的真實性。 配給與缺貨的賭注 當需求大於供給時,合理的決策是根據訂貨量比例分配現有供應量,下游廠 商為了獲得更大的配給量常常誇大其詞,以便能取得更大量的產品分配,但如果 需求突然降溫,訂單就突然消失,這樣的操作亦會造成長鞭效應的惡化。 應付環境變異 環境變異所產生的不確定性也是促使訂貨需求放大加劇的現實原因。自然環 境、人文環境、政策環境和社會環境的變化都會增強市場的不確定性。而應付這 種不確定的最主要手段之一就是保持庫存,並且隨著這些不確定性的增強,庫存 量也會隨之變化。 企業可以透過以下方法,有效降低長鞭效應對供應鏈效益的影響: 降低資訊的不確定性: 企業可藉由共同資訊平台的建立,彼此共享整體市場供需情況,供應商可 透過資訊平台隨時了解目前市場狀況,監控實際需求,避免供應鏈的企業進行重 複的需求預測,避免需求被過度的放大,造成長鞭效應。 制定出合理訂貨週期與訂貨數量 供應鏈上企業可透過合作建立一個合理的訂單發放週期與數量,可以讓訂單 及時反映需求,取代以往批量處理訂單的方式,減少不必要的存貨堆積,再加上 配合一些優惠方案,誘導客戶下單,減少對於生產作業的衝擊。
建立供應商管理庫存(Vendor Managed Inventory, VMI)
統用戶發出訂單進行補貨的傳統做法。VMI 是以實際或預測的消費需求和庫存 量,作為市場需求預測和庫存補貨的解決方法,即由銷售資料得到消費需求信 息,供貨商可以更有效的計劃、更快速的反應市場變化和消費需求。
2.3 限制理論(Theory of Constraints, TOC)
2.3.1 限制理論對於企業的思維
由以色列物理學家高德瑞特博士(Dr. Eliyahu M Goldratt)所倡導的限制理 論(Theory of Constraints, TOC),限制理論是以科學方法之思維程序為基礎,來 解決組織的經營管理問題,方法是一套全方面的管理哲學,可應用在生產管理、 專案管理、配銷管理,市場行銷與人的管理等各方面的完全應用。 在李榮貴/張盛鴻 (2005)認為: 1. ㄧ個組織最少有ㄧ個目標要達成。 2. 組織是ㄧ個由多部門或單位組成,彼此相互依賴(Interdependence) 的系統。 3. 任何組織皆有限制(Constraints),阻礙組織得到更好的目標基效的 事情即為限制。 4. 莫非(Murphy)或不確定性(Uncertainty)因素是存在的。 限制理論認為企業就像是ㄧ條鍊條(Chain),由許多環(Link)所組成,ㄧ 環圈著ㄧ環,而各自代表不同的功能,有的代表是產品設計、有的代表是物料取 得、有的代表是生產製造、有的代表是市場銷售,以往的觀念是假設欲強化這條 鍊條時,進而增加其中某環的重量,例如強化生產製造的功能,於是增加了生產 製造那個環的重量,當本研究朝兩邊拉扯時,銷售那一環卻斷裂了,這代表了什 麼?對企業來說增加環的重量就代表增加成本,注重某一單位的績效表現,卻忽 略了了企業中其他脆弱的環節,就算該單位績效有所提升,但是企業整體績效卻
還是沒有提升。限制理論認為企業中最脆弱的那環就是「限制」,要如何去改善 企業中的限制或是管理整條鍊條?限制理論提出了五個專注步驟:
步驟一:指出系統限制(IDENTIFY the system’s constraint)。
步驟二:決定如何充分利用限制(Decide how to EXPLOIT the system’s constraint)。
步驟三:所有非限制充分支援步驟二所做的決策(SUBORDINATE everything else to the above decision)。
步驟四:打破系統限制(ELEVATE the system’s constraint)。
步驟五:如果系統限制在步驟四被打破,回到步驟一(If in the previous steps a constraint has been broken;GO BACK to step1)。
2.3.2 瓶頸管理與緩衝管理
李榮貴/張盛鴻(2005)提出只要提到限制理論就必須談到有兩項很重要的 觀念,一項是「瓶頸管理」,另外一項則是「緩衝管理」,對限制理論來說,這兩 項觀念幾乎是整個限制理論的核心精神,限制理論的基本原理就是藉由針對瓶頸 的管理與緩衝的控制來有效增加產出,降低庫存以及作業費用的目標。 在現實的工廠中,管理者常常落入了注重局部績效的陷阱裡,管理者認為資 源閒置是莫大的浪費,因此無不時刻就是在思考該如何確保任何資源不會閒置, 曾有聽說過半導體廠內部對於非瓶頸資源的管理是,機台若能百分之百充分地利 用,稼動率維持在高利用率,那麼機台的費用攤提就能越早完成,因此在該非瓶 頸機台上不斷的派工,但是卻因為接下來的瓶頸機台產能有限,結果在瓶頸機台 前造成大量的庫存,並因為這些大量的庫存有時效性的問題,若不能盡快完成瓶 頸機台的製程就必須面臨重工的命運,這樣的結果就是對於生產線上造成極大的 混亂,整體產出不但沒有增加,反而造成整條產線的混亂與生產週期的拉長。因 此,限制理論認為瓶頸資源才是管理者所應重視的重點,瓶頸損失一小時是整體
系統損失一小時,非瓶頸資源的有效提高產出對於系統是一點幫助也沒有,只會 增加存貨。所有的資源管理皆要使瓶頸資源做最有效的運用,非瓶頸資源要配合 瓶頸資源利用,瓶頸資源則是要好好管理,在產能安排上必須安排非瓶頸的產出 大於瓶頸資源的產出,限制理論稱為保護產能(Protection Capacity)。除此之外, 工廠比較偏好喜歡大批量生產以減少 setup 時間與降低單位成本,或是增加生產 效率,限制理論卻認為這是一個非常錯誤的觀念,大批量生產的結果就是造成的 就是存貨的積壓,限制理論的觀念是學習 Road Runner,有工作的時候就趕快做, 沒工作的時候就不要找事做。 限制理論有一套方法稱作「鼓-緩衝-繩」(Drum-Buffer-Rope,DBR),本研 究根據上面的論述了解到瓶頸決定工廠能提供的最大產出數量的產品,控制整個 系統的生產節奏(速度)。生產系統中都會有某個控制點,用以控制生產流量的 大小,而瓶頸點即為整個系統的最佳控制點。緩衝使系統能在不同的狀況下正常 的運作。由於系統會因為各種變異(莫非定律)造成系統的不穩定,而緩衝區的 目的就是用來保護系統使其正常的運作,但並非所有的機台都需要,不過瓶頸機 台前一定要設緩衝區。繩是作為溝通之用,必須依據瓶頸資源的節奏(鼓聲)來 控制其他非瓶頸資源的生產時機,即使非瓶頸資源閒置也不隨意發料,必須提供 所需的量等等的生產資訊給上游的工作站,以決定適當的投料時間,避免生產過 多造成存貨的堆積。而本研究該如何推行「鼓-緩衝-繩」?限制理論認為有三項 步驟: 步驟一:確認限制或瓶頸所在。 步驟二:善用限制或瓶頸-設計瓶頸的生產節奏(Drum),建立對產能限制 資源(CCR)的最佳利用排程。 步驟三:配合限制-決定投料節奏。
圖 2.5 鼓-緩衝-繩示意圖 現實環境裡時時都可看到莫非定律的發生,莫非定律的定義是這麼說的:「凡 事只要有可能會出錯,那就一定會出錯,而且往往發生在你最不願見到的時候。」 限制理論將在關鍵點導入適當的保護措施稱為緩衝管理(Buffer Management), 用來保護關鍵的瓶頸資源,這樣就不需要懼怕莫非定律。限制理論將緩衝分為三 個區域-安全區、警告區與行動區,如圖 2.6,所謂的緩衝區,是在製品的暫存 區,利用時間緩衝(time buffer)來達到保護之目的,其內容包含了加工及設定 時間、以及保護系統可能發生不穩定狀況的時間。 圖 2.6 緩衝管理 緩衝管理運作的原理是瓶頸對工單做緩衝管理,由於工單才剛下料,因此安 全區會看不到該張工單,這會產生所謂的「洞」(Hole)的現象,如果洞出現在 安全區,就代表工單離瓶頸站加工時間尚須一段時間,且所給的時間緩衝尚足以 讓其趕上進度,可暫時予以忽略;如果洞若「洞」出現在此區,因還有一些時間 緩衝,因此管理者還不必急著採取行動,只需對這些「洞」繼續追蹤、監視其進 度即可,故本區稱為警告區;若「洞」出現在此區內,則此工單會有延誤之慮, 故管理者必須採取合適的行動,如趕工、跟催或加班。 安全區(綠色緩衝區) 處置:落在綠色緩衝區,不採取任何行動 警告區(黃色緩衝區) 處置:落在黃色緩衝區,持續監控 行動區(紅色緩衝區) 處置:立即採取行動以免緩衝數量不足
李榮貴/張盛鴻(2005)認為應該停止救火的行動,回歸到核心問題,皆受 瓶頸管理的思維,導入「鼓-緩衝-繩」作生產規劃,以緩衝管理作為執行動態控 管的工具。然後就會發現,抱怨的生產管理不再是問題,這時候就有更多的時間 來面臨動亂因素了。
2.3.3 拉式生產(Demand Pull)
Dr. Goldratt 在「絕不是靠運氣」一書中提到拉式生產(Demand-Pull)的概 念,限制理論的拉式生產認為要揚棄傳統推式生產的觀念轉而改成拉式生產,在 拉式為基礎的供應鏈中,生產和配銷是以需求為導向,因此生產是以實際的顧客 需求而非推式生產中是以預測資料做為依據,以下針對限制理論對拉式生產 (Demand Pull)其中的存貨備貨的方式、補貨機制與時機與供應鏈成員的觀念 改變等說明。 1. 存貨備貨的方式: 過去將庫存建在離客戶最近的倉庫中,以確保不會有缺貨的問題產生,這樣 下來區域倉庫為了確保不斷貨,因而向工廠備了超過需求的存貨量,進而造成整 體庫存過高的問題或是造成產品缺貨的問題。限制理論認為在整個供應鏈中每個 層級皆有不同的銷售預測準確度,那麼供應鏈銷售預測準確度最高的地方在哪裡 呢?限制理論認為是在源頭,也就是在工廠,工廠內需設有中央發貨倉庫,必須 將庫存放在那裡,這樣的做法可帶來幾項好處,假設建立庫存在中央發貨倉庫 內,對區域倉庫而言就不需考慮生產的前置時間,剩下的就只是運輸時間而已, 另外,若本研究排除生產前置時間的不確定的變數而剩下的只是運輸時間,對於 區域倉庫而言,補貨的可靠度就會增加許多,客戶原先認為區域倉庫的供貨交期 是不準確的,因為區域倉庫會常常缺貨,因此要求區域倉庫建立許多的庫存,若 改由透過中央發貨倉庫建立庫存可有效改善此問題,降低缺貨率。 2.補貨機制與時機:
拉式生產補貨機制的運作在於必須要求客戶建立可涵蓋補貨時間的庫存 量,當客戶用掉多少就向區域倉庫拉多少貨,同樣地,區域倉庫也向中央發貨倉 庫建立可涵蓋補貨時間的庫存量,區域倉庫消耗多少存貨就向中央發貨倉庫拉多 少貨,工廠依據補貨給區域倉庫的量就生產多少,不需做額外的生產。在一個拉 式供應鏈中,當與一個相同的推式生產系統相比,通常可以看到系統存貨水準的 大幅減少與成本的下降。另外,以往企業與工廠生產都習慣以批量方式處理,但 企業都等到存貨水位降到需訂購的時間點時才去訂購以致生產前置時間拉長,限 制理論認為必須降低生產批量與增加補貨頻率來降低庫存與改善補貨可靠度。 3.供應鏈成員的觀念改變: 傳統推式生產的成員彼此是不信任的,從客戶至區域倉庫至生產工廠,資訊 並不會分享給彼此,每位成員皆是站在對自己有利的觀點,保護自身的最大利 益,造成每個成員的倉庫皆是堆滿存貨。但拉式生產中的成員卻因為彼此透過平 台分享存貨資訊,補貨時間縮短,工廠只做所需的量,不做多餘的存貨,進而降 低整體供應鏈的庫存,可大幅提高整體生產效率,並可有效改善缺貨的狀況。
第三章 研究方法
3.1 散熱基板目前現況
3.1.1 散熱基板目前趨勢
廣義的散熱基板 (Thermal Conductive Board),又稱為鋁基板或金屬基複合 基板,為一種具有高導熱係數之印刷電路板,同時提供電子元件所需訊號、電源 與熱傳導途徑,其導熱係數為傳統玻纖樹脂基板 (FR4)的 5~20 倍以上,能有 效降低電子元件產生之熱能與溫度,延長使用壽命。傳統的 PCB 板,無法負載高 功率的熱能,所以替代材質才顯現出來,這也是各家廠商看好散熱基板的原因, 散熱基板其實發展已經多年,以往的主機板、車子電子零件和 3C 產品等,都有 看到,只是目前在散熱基板 LED 的應用上愈來愈多元化,整體的需求量才被大 家關注,且目前各家預測機構,今年對 LED 的需求上,也是每年的複合成長率 都持續攀升,這對於散熱基板需求又更加有急迫性,目前發展技術是利用其它電 子基板技術轉移到 LED 運用上,達到降低成本、提高效率的目的。 圖 3.1 散熱基板應用
LED 取代冷陰極管(CCFL)的市場趨勢明顯,國內冷陰極管(CCFL)大 廠逐漸轉進 LED 相關產品,LED 產品營收比重已逾半,達 52%,CCFL 產品比 重為 43%。LED 背光應用於各種 LCD 面板,搭配的基板包括 FPC 軟板(螢幕小 於 15 吋)、MCPCB 鋁基板(螢幕大於 15 吋,以側光式為主)和玻璃纖維板(螢 幕大於 6 吋,以直下式為主)。依據 DisplaySearch 估計,LED 用於背光的滲透率, NB 市場 2010 年為 90%,2011 年為 100%。LCD 監視器 2010 年 25%,2011 年 50%, 2016 年 85%。大尺寸 TFT-LCD 2011 年 50%,2012 年 80%。LED TV 目前銷售面 臨短期震盪,主要因素包括:價差、CCFL 的庫存去化、LED 背光的產品調整等。 LED TV 成本以側光式較直下式為低,以側光式 LED TV 來看,背光源成本若要 進一步降低,一方面須減少 LED 使用數量、減少光條使用數量,一方面須增加 LED 亮度、增加模組出光效率和散熱能力,散熱則多使用高導熱鋁基板(MCPCB 光條)以增加散熱。 圖 3.2 LED 背光產品發展趨勢 LED 照明方面,IEK 預估 2012 年全球市場規模將達 52 億美元,2007~2012 年年複合成長率達 28.5%。LED 照明應用目前以建築照明和工商業照明為主。LED 路燈則導入合同能源管理(Energy Performance Contracting;EPC),此為 70 年代 能源危機即產生的概念,業主無須出資,供應商賺取能源節省的價差,對供應商
來說,技術能力越好,獲利越高,但短期需積壓大量資金。 圖 3.3 LED 照明產品發展趨勢
3.1.2 個案公司簡介
個案 P 公司為亞洲第一間專業 PPTC(高分子正溫度係數)製造公司。P 公 司擁有領先的技術優勢,提供客戶創新的電路保護及熱管理系列產品之解決方 案,以確保現今高密度電子產品中的安全性及可靠度。是世界上生產高分子保險 絲和散熱基板的主要廠家之一。主要產品為:其最主要的功能為電流及溫度的過 載保護,應用範圍相當廣泛,包括電腦與週邊設備、電池、汽車、通訊及家電等 領域均會使用到 PPTC,其對於電流及溫度之高敏感度,充分運用在各類電子產 品上,不論是半導體、IC 元件、印刷電路板、電源器材、連接器及線路系統之 保護均極為有用,特別在高密度電路整合系統中,其電路保護功能,是傳統 Fuse 無法取代的。PPTC 屬智慧型材料科技產品具可復性,體積輕薄,而成為主要保 護元件之重要發展趨勢。 而為因應 LED 世代的來臨以及所伴隨而來的散熱問題,P 公司研發出適合 作為熱源與金屬之間散熱介面的材料及散熱基板,包含鋁散熱基板(硬板)和可 繞式散熱基板(軟板),並進行設計與開發機台與製程,於 2007 年導入量產,此 外,將散熱基板經由 PCB 製程應用於系統產品(如﹕背光模組,燈具)上,使散熱基板的應用更為廣泛。在 LED 照明上,公司將材料之散熱功能發揮在設計 開發 12V 照明,並於 2007 年第四季量產。LED 散熱材料顯示器應用出貨於 2010 年第四季起逐步放大。P 公司的 LED TV 背光散熱材料 TCB,已取得日韓大廠認 證,提供給 PCB 和 LED 相關客戶並開始出貨。TCB(Thermal conductive board) 散熱基板,或稱絕緣金屬基板(IMS),具備高散熱性、可靠性與耐熱性等優點。 TCB 是一種三明治結構,它包括銅箔層、絕緣層與金屬基層。一般上,絕緣介 質是由環氧樹脂、環氧填充玻璃纖維、聚醯亞胺,或其他介質的材料製成。但是, 這些絕緣體不能滿足高功率電子設備的需求。由這些設備產生的熱量,會累積起 來,而導致產品的壽命縮短,與降低產品的可靠性。
3.1.3 個案公司產品簡介
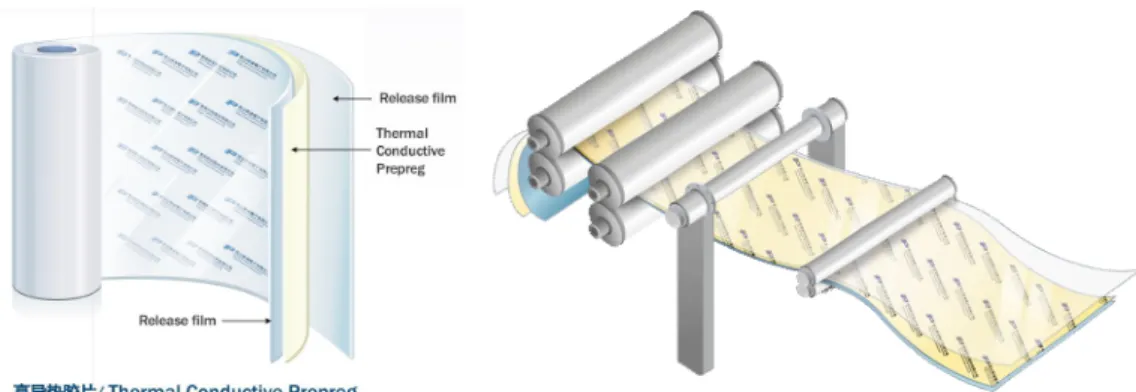
個案 P 公司為全台唯一擁有材料研發技術的散熱膠片及散熱金屬基板 (Thermal Conductive Board),主要應用於 LED TV 背光散熱及 LED Lighting 散 熱,P 公司的散熱材料應用的相關開發,成功完成各系列產品,且取得國際安規 認證,其散熱效果較國內同業為佳,而成本亦較國際大廠為低,深受國內外大型 液晶電視廠青睞,目前在散熱材料(Thermal Conductive Material)相關業務上有 兩項主要的產品線。 第一項是散熱膠片,以高分子加工,以連續式製程射出成型,無玻璃纖維、 無鹵素也完全不使用溶劑,為一完全無毒、無污染完全符合環保要求的綠色產 品,P 公司的散熱膠片採用乾式連續製程技術,與傳統濕式製程技術相比不僅產 品性能更加優越還減少了環境的污染。。同時採用滾輪壓合方式(Roll to Roll), 有別於傳統塗佈方式(Printing),可彈性調整,且長度不受限制,可成捲方式打 包儲存,更適合大量生產。圖 3.4 捲狀散熱膠片與乾式製程示意圖
第二項主要產品線為散熱基板(Thermal Conductive Board),又稱絕緣金屬 基板(IMS),具有良好的導熱性、電氣絕緣性和機械加工性,為目前高功率 LED 最主要的散熱基板。作用是提供熱傳導媒介,增加 LED 底部面積,增加散熱面 積,散熱鋁基板為類似三明治的架構,基本結構包括三層,亦即線路銅箔層ヽ散 熱膠材料層與金屬板層。材料組成是由銅箔加上散熱膠片與金屬基板所組成,散 熱膠片由 P 公司掌握關鍵技術,由 P 公司自行研發生產,金屬板與銅箔則需透過 對外採購的方式向外採購,而金屬基板的組成需透過壓合機以高、低溫同時的真 空壓合製程而成,而 P 公司目前壓合的產能皆以外包為主。 圖 3.5 鋁基板示意圖 LED 銅箔 散熱膠片 鋁板 熱 傳 導 方 向
3.2 個案 P 公司的存貨管理問題
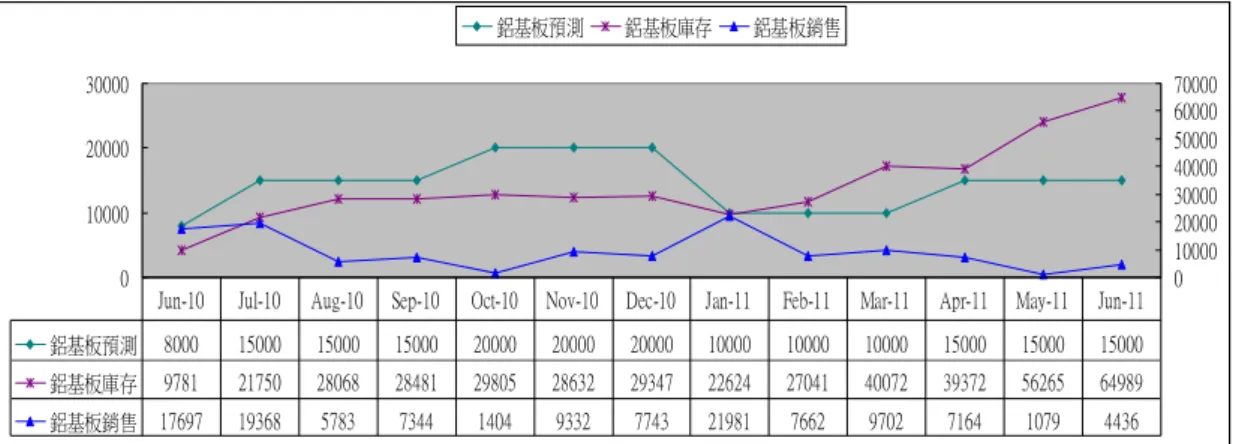
由於 LED 應用目前在照明、電視、車用電子、輕薄筆電與智慧型手機等日 益的普及,LED 整體供應鏈也因為整體需求的日益擴大,許多的企業相繼投注 資金踏入這個新興市場,也因為是全新的市場需求,整體需求不明朗,亦沒有過 往的歷史紀錄可供參考,無法去提供可能的預測資料,無形間增加了管理上的困 難度,另外,在新興市場中只要能夠把握市場先機,而為了取得國際大廠的大單, 必須盡早將產品通過相關測試與認證以取得國際大廠供應鏈的入場門票,使得投 入此新興市場的企業皆是在與時間賽跑。在如此的市場情況難以預測與步調變動 快速的環境下,個案 P 公司雖然擁有頂尖的研發技術與團隊,但企業經營不只是 只有研發技術就足夠,企業的存在的目的就是必須要能夠獲利,方法則是必須將 產品推向市場,取得銷售訂單,但由於市場需求的劇烈波動亦使個案公司在管理 上產生了許多的問題,在先探討問題前必須先去了解到個案 P 公司的庫存從何而 來,個案 P 公司現行的生產規劃有以下兩種: 1.接單式生產:依照客戶所提出的散熱基板或散熱膠片需求預測去做出產能 規劃、原料採購、外包壓合排程與散熱膠片排程等安排。由於有客戶明確的需求, 對於原物料控管與生產排程掌握度較高,較少會有多餘的成品庫存或是原物料的 呆滯庫存,可依據客戶所要求的規格去做客製化量產,提高客戶滿意度。不過由 於需包含生產時間,使得客戶需要產品時無法立即供貨,另外,若景氣突然降溫, 客戶也有可能突然取消出貨需求,特殊規格產品馬上面臨到無法出貨的狀況,而 在整個排程上只要原物料供應上有問題,馬上就會衝擊到交期,影響出貨達交率。 2.計畫性生產:在沒有需求或產能利用率較低時,依據未來三個月散熱基板 或散熱膠片較可能會有需求的產品作計畫性生產。這樣的生產方式產線可大量生 產,減少換線切換 SETUP 的頻率,提高生產效率,而原物料補貨時間與頻率容 易預測,且相當準確,當客戶有需求時亦可馬上出貨,不過缺點是若預測錯誤, 產品市場需求突然消失時,會造成大量的庫存,積壓許多資金。由此可以發現不論是哪種的生產排程方式皆有機會造成大量的存貨,雖然接 單式生產所產生呆滯庫存的可能性較低,但在 P 公司散熱事業部成立至今也確實 發生過幾次,也造成為量不少的呆滯庫存。而這兩項排程的模式也大都廣為現今 企業所採用,但是這樣的流程中所帶來的問題,卻是每家企業都會碰到,接下來 兩張表代表的是個案 P 公司在 2010 年 6 月至 2011 年 6 月個案 P 公司散熱事業處 實際銷貨、庫存數量與業務預測數字的比較表,可看得出來市場需求變化動盪不 安,個案 P 公司的業務人員依據市場銷貨狀況不斷修正預測數量,而生管人員需 求也依照業務的需求做出調整,但儘管如此庫存問題似乎沒有獲得改善,整體庫 存越來越高,這就說明了個案 P 公司目前的庫存管理手法與實際銷貨狀況有很大 的差距。 0 10000 20000 30000 0 10000 20000 30000 40000 50000 60000 70000 鋁基板預測 鋁基板庫存 鋁基板銷售 鋁基板預測 8000 15000 15000 15000 20000 20000 20000 10000 10000 10000 15000 15000 15000 鋁基板庫存 9781 21750 28068 28481 29805 28632 29347 22624 27041 40072 39372 56265 64989 鋁基板銷售 17697 19368 5783 7344 1404 9332 7743 21981 7662 9702 7164 1079 4436 Jun-10 Jul-10 Aug-10 Sep-10 Oct-10 Nov-10 Dec-10 Jan-11 Feb-11 Mar-11 Apr-11 May-11 Jun-11
表 3.1 鋁基板實際銷貨與庫存與業務預測數字比較 0 50000 100000 150000 0 10000 20000 30000 40000 50000 60000 散熱膠片預測 散熱膠片庫存 散熱膠片銷售 散熱膠片預測 5000 10000 12000 15000 25000 25000 25000 30000 30000 30000 10000 10000 10000 散熱膠片庫存 19750 41200 53400 71200 56950 36499 38196 61696 68650 91860 97310 73493 55057 散熱膠片銷售 36950 34130 31618 3500 21760 22600 20080 26800 40000 42800 40650 51800 23150 Jun-10 Jul-10 Aug-10 Sep-10 Oct-10 Nov-10 Dec-10 Jan-11 Feb-11 Mar-11 Apr-11 May-11 Jun-11
表 3.2 散熱膠片實際銷貨與庫存與業務預測數字比較
由上兩表看得出來實際銷貨數量與庫存數量似乎完全脫鉤,而業務所提供的 預測數字也幾乎完全失準,最大的原因在於 LED 市場儘管被稱為未來的明星產 業,但在市場的需求存在著許多不穩定的因素,客戶的需求也不斷地調整,所需 要的產品規格也不斷地變化,往往這一季業務所提供的預測數字或是所接的訂 單,客戶在下一季卻突然停止出貨,造成庫存不降反升,或是庫存數量不夠出貨 必須緊急加班生產的非正常排程。本研究認為限制理論的操作模式應該是可以為 個案 P 公司改善庫存問題的最終解決方案。
3.3 應用限制理論於個案 P 公司存貨管理問題
個案 P 公司目前對於大部分產品安全庫存的作法為業務針對未來三個月市 場可能的需求在每月月初的產銷會議中提出,生產管制人員便依據業務的需求審 視目前成品庫存,在製品庫存與原料庫存,並扣除當月必須滿足的訂單數量後, 得出未來三個月可能的需求量,進而做出備料與安排生產的動作,這樣的排程在 需求穩定的市場裡,可持續且穩定的出貨給客戶,但在個案 P 公司所身處的動盪 劇烈的市場,卻又是截然不同的情況,往往就是導致當該產品市場需求時突然下 滑時就會對個案 P 公司庫存帶來衝擊,使得庫存數量升高,而當下客戶所需求的 產品卻沒有存貨可出貨或是沒有產能可生產,錯失許多商機,這樣的情況不斷的 在個案 P 公司上演。 其實就個案 P 公司的產品看來,是相當適合導入限制理論中的拉式生產模 式,原因在於從鋁板與散熱膠的原料備料到生產線生產散熱膠片,外送壓合廠壓 合然後出貨所需的時間不超過兩周,也就是說,在接到客戶訂單後,兩週後可開 始交貨,若是急單更可在一週後就可開始交貨,因此只要設定合適的目標庫存水 位,依此目標庫存數量做出調節,目標庫存水位依照實際需求做出上下調整,取 代以往 P 公司一次備足二至三個月的庫存數量所帶來的高庫存風險,而閒置的產 能可用來做出其他產品排程或是急單安排,可有效改善因採用推式生產方式而對於個案 P 公司所帶來的庫存問題。另外,再搭配限制理論中緩衝管理的作法,取 代過去個案 P 公司以業務所提供的預測數字而去做生產,而疏於檢討實際需求, 緩衝管理以庫存水位所處的顏色區塊來監控庫存數量是否在安全庫存範圍中,將 緩衝分為三個區域-安全區(綠色區塊)、警告區(黃色區塊)與行動區(紅色 區塊),依照此區做出庫存水位調節,利用電腦系統設計庫存監控程式,每日自 動運算結果,輔助生管人員能立即做出是否須調節的判斷,減少做人工計算的時 間與計算錯誤的風險。而個案 P 公司的預測數字大都來自於業務提供,由於市場 變化劇烈,有可能此時所外包壓合的產品,三個月後全變成多餘的庫存,因此為 了改善此問題,除了主要利用拉式生產與緩衝管理以改善個案 P 公司庫存管理問 題外,與業務溝通的頻率也必須提高,根據理論的說法,做越短期的預測,預測 的結果就會越為準確。因此必須拋棄先前只有兩週一次的定期會議,必須改為機 動性的,隨時可做調整的討論模式,以求能在變動快速地市場中擁有彈性與迅速 的應變能力。
3.4 應用於本研究的限制理論研究方法
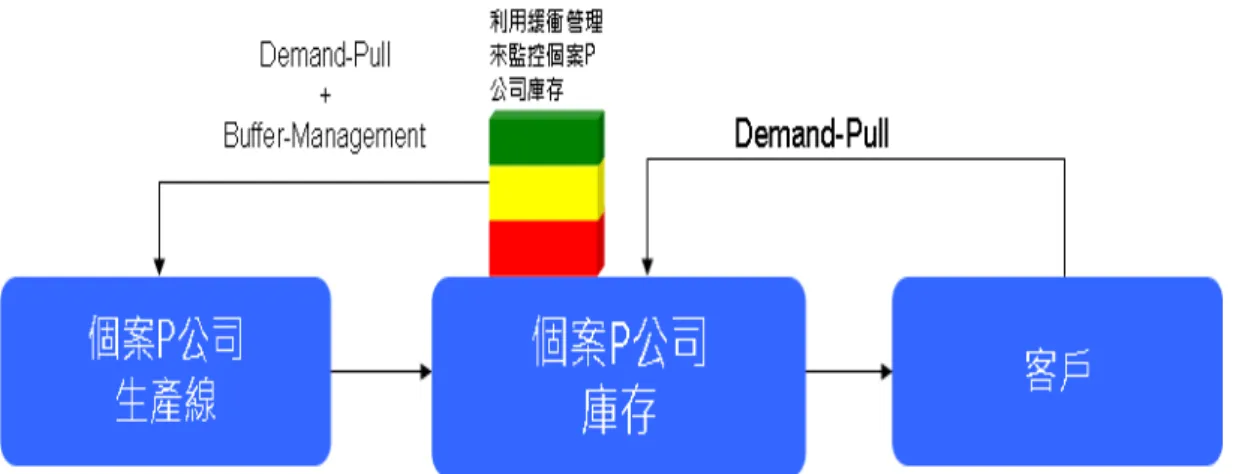
由於個案 P 公司在整體供應鏈上游的位置,是屬於材料供應商,因此在提供 預測需求時大都針對未來可能市場或是潛在客戶的需求預測做備貨動作,而個案 P 公司以往採用的方法是傳統的推式生產方式(Push)(圖 3.6),業務會在每季 季初提供此季的各產品預估數字,生產管理人員依據業務所提供的預測數字做出 各種原料的備料需求與各產線的生產排程,生管人員並跟催各排程生產進度,確 保各排程能如期入庫,這樣的作法的風險就是會有高存貨成本的風險,而當市場 沒有需求時,便會有呆滯庫存的產生。圖 3.6 個案 P 公司傳統存貨作業模式 根據 3.3 中提到限制理論應可改善個案 P 公司現在庫存管理所面臨的問 題,本研究預期將導入限制理論中的拉式生產(Demand-Pull)來取代個案 P 公 司傳統的推式生產(Push),並搭配限制理論中的動態緩衝管理 (Buffer-Management)的概念,並將限制理論模擬出來的存貨結果與個案 P 公司 傳統推式生產的作法做一比較,以驗證限制理論確實能改善個案 P 公司庫存管理 的問題。 1.拉式生產(Demand-Pull) 先決定每個產品目標庫存水位,並利用限制理論中的拉式生產 (Demand-Pull)作為生產線投產依據,本期銷貨多少,生產線就製造多少,也 就是用多少補多少的精神,不做額外的備料排程。目標庫存水位包含在庫庫存與 在途庫存的總和,而在途庫存必須能夠滿足生產及運輸時間的消耗量,而兩者設 定的目標量皆以最大消耗量的目標估算,並將生產、訂購與運輸時間列入考慮, 這樣就可得到目標庫存水位的設定。因此我們可得知目標庫存量受限於補貨前置 時間長短的影響,若能降低前置時間,所需準備的目標庫存數量就能減少。在設 定完目標庫存數量後,便可針對個案 P 公司庫存操作拉式生產(Demand-pull) 機制,是以銷貨多少就製造多少, 個案 P 公司存貨儲存足夠的庫存涵蓋可靠補貨時間內的需求,業務銷售多少,生 產線就製造多少數量。 2.拉式生產+動態緩衝管理(Demand-Pull + Buffer-Management) 此模擬條件是以限制理論中的 Demand-pull 操作機制再加上緩衝管理的模式 (圖 3.7)去操作個案 P 公司的庫存管理,將目標庫存量分為三個緩衝區域-安 全區(綠色區塊)、警告區(黃色區塊)與行動區(紅色區塊),而此設定並非是 不能做變動的,而是必須依照實際狀況做出不同的調節,假設目標庫存數量持續 數週皆位在行動區(紅色區塊),代表目標庫存水位設定過低,會有無法滿足出 貨需求的風險,必須將緩衝區往上調升,反之,若目標庫存數量持續數週皆位在
安全區(綠色區塊),代表目標庫存過高,會增加庫存成本與積壓資金,減少獲 利表現,必須考慮調降目標庫存水位。
第四章 個案分析
4.1 模擬數據分析
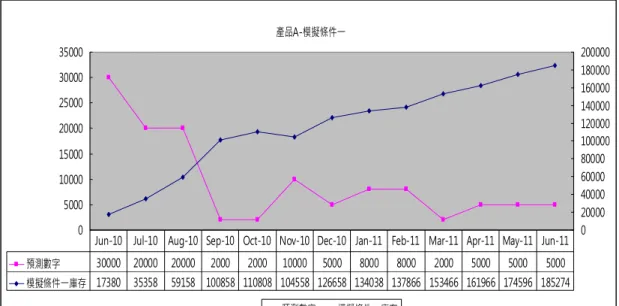
本研究會針對個案 P 公司某一個特定產品-產品 A 進行模擬分析,根據表 4.1 本研究可清楚了解產品 A 實際需求與庫存數量的關係,從 2010 年 6 月到 2011 年 6 月本研究可看出出貨需求的劇烈變化,有時每月需出貨 30K,但有幾個月完全 都沒有出貨,這也說明了市場的供需處於極度不穩定的狀況下,這樣也無形增加 了個案 P 公司生管人員在備貨上的難度,必須不斷地調整產線的排程與跟催產線 生產進度,而且必須隨時針對業務所下的急單,緊急調配產能與人力生產,以確 保如期出貨。 產品A-銷貨與存貨比較圖 0 10000 20000 30000 40000 50000 60000 70000 0 5000 10000 15000 20000 25000 30000 35000 實際庫存 實際銷售 實際庫存 9350 8100 32500 38120 40050 56230 60230 58520 49860 50200 48230 49120 47650 實際銷售 30850 16300 13700 1700 0 8100 0 6450 7100 500 1000 2050 2500Jun-10 Jul-10 Aug-10 Sep-10 Oct-10 Nov-10 Dec-10 Jan-11 Feb-11 Mar-11 Apr-11 May-11 Jun-11
表 4.1 產品 A-銷售與存貨比較圖 本研究針對此次模擬做了一些假設設定:(一) 資料蒐集區間為 2010 年 6 月到 2011 年 6 月產品銷售、庫存水位等相關資料;(二)排除原料供應不順利或 是原料品質不好的問題,亦排除生產良率的問題;(三)在投產後可在一週後順 利產出;(四)總共模擬五十二週;(五)期初庫存數量為 10000 片;(六)不考 慮生產線每開機的經濟規模數量問題。並依照本研究的模擬條件數據導入製造管
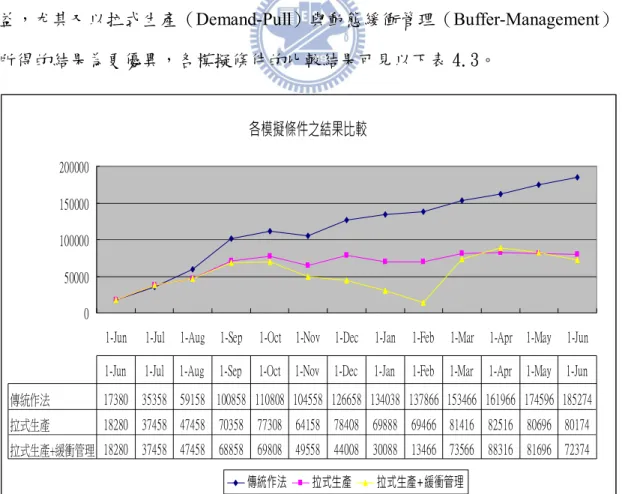
理專題中的庫存管理遊戲試算表(李榮貴,2010),去驗證每月庫存數量是否較 個案 P 公司先前所採用的推式生產管理手法來的好。 本研究的目的是驗證限制理論能夠有效改善個案 P 公司庫存管理問題,並依 照傳統推式生產與限制理論的概念設計三種模擬條件,用來作為本研究的驗證結 果,模擬條件詳細數據如下: 1.個案 P 公司傳統作法: 此存貨管理方法是依照個案 P 公司傳統的存貨管理模式,也就是依照傳統的 推式生產方式(Push),依據業務所提供的每月預測數字,每週平均分配下單給 產線進行生產,依照業務的所提供的預測數字來看,業務仍然會針對市場需求去 做出調整,例如會針對傳統的旺季時上修預測數字,而在淡季時下修預測數字, 但由於市場的需求處於震盪非常劇烈的情況,儘管業務人員不斷調整預測數字, 但實際銷貨狀況還是難以掌握,例如在 2010 年底時,普遍市場預測會有傳統旺 季的需求,如 LED 電視市場的需求,結果是旺季效應並未如預期發酵,而個案 P 公司原先所預備的庫存卻銷不掉,使得庫存過高,這也說明市場需求的震盪的情 況對於個案 P 公司的庫存管理影響甚鉅,而預測不準的狀況總是在發生,也使庫 存節節高升,也無形增加庫存管理的難度,詳細數據可見附錄一。 產品A-模擬條件一 0 5000 10000 15000 20000 25000 30000 35000 0 20000 40000 60000 80000 100000 120000 140000 160000 180000 200000 預測數字 模擬條件一庫存 預測數字 30000 20000 20000 2000 2000 10000 5000 8000 8000 2000 5000 5000 5000 模擬條件一庫存 17380 35358 59158 100858 110808 104558 126658 134038 137866 153466 161966 174596 185274
Jun-10 Jul-10 Aug-10 Sep-10 Oct-10 Nov-10 Dec-10 Jan-11 Feb-11 Mar-11 Apr-11 May-11 Jun-11
2.導入限制理論拉式生產(Demand-Pull): 本條件導入限制理論中的拉式生產(Demand-Pull)作為生產線投產依據, 本期銷貨多少,生產線就製造多少,也就是用多少補多少的精神,不做多餘的存 貨,在開始進行 Demand-pull 操作前必須先設定產品 A 的目標庫存水位,根據限 制理論的目標庫存水位=在庫庫存+在途庫存(包含生產及運輸前置時間的消耗 量),在途庫存中的生產時間需要一週的工作天,可生產數量約為 8000 片,而運 輸距離很短,因此幾乎可以忽略運輸時間,這樣就可得到目標庫存水位數字為 18000 片,有了目標庫存水位後便可進行 Demand-pull 的操作,依照用多少補多 少的精神,銷貨多少就補貨多少,例如本期銷貨 125 片,下期就生產 125 片,不 做多餘的備貨,這種作法能克服市場的不準確,同時亦可避免長鞭效應的產生, 達到降低整體庫存與提高庫存週轉率的表現,詳細數據可見附錄二。 3.導入限制理論拉式生產(Demand-Pull)與動態緩衝管理(Buffer-Management) 此操作模式是以限制理論中的拉式生產(Demand-Pull)操作機制再加上緩 衝管理(Buffer-Management)的模式去操作個案 P 公司的庫存管理,將目標庫存 量分為三個緩衝區域-安全區(綠色區塊)、警告區(黃色區塊)與行動區(紅 色區塊)做設定,由於限制理論並未明確規範該如何劃分三個緩衝區,因此我們 將目標庫存水位三等份,每等份為 6000 片,各分區數量為安全區(綠色區塊) 上限-18000 片、警告區(黃色區塊)上限-12000 片與行動區(紅色區塊)上限 -6000 片,並起初前四期採用多少補多少的方式,並沒有將緩衝管理方法考慮進 去,至第五期以後,便會將緩衝管理列入衡量標準,當庫存數量位於安全區(綠 色區塊),並不採取任何行動,避免增加過多庫存,而以個案 P 公司的產業特性 來看,當連續四周目標庫存水位都位於安全區(綠色區塊)代表目標庫存水位設 定太高,會有庫存過高的風險,必須調降目標庫存水位,而調降的數量並非為原 本限制理論中所建議的 1/3,而是 2000 片,原因在於個案 P 公司在每次批次生 產(batch)的數量為 2000 片,我們可得新的目標庫存水位數字調降為安全區(綠 色區塊)上限-16000 片、警告區(黃色區塊)上限-10000 片與行動區(紅色區