推行職業安全衛生管理系統之績效研究-以印刷電路板業為例
136
0
0
全文
(2) 推行職業安全衛生管理系統之績效研究-以印刷電路板業為例 Study of Performance of Implementing the Occupational Health and Safety Management System – in Printed Circuit Board Industry 研究生:吳國聖. Student:Gwo-Sheng Wu. 指導教授:陳俊瑜教授. Advisor:Dr.Chun-Yu Chen. 蔡春進教授. Dr.Chuen-Jinn Tsai. 國立交通大學 工學院產業安全與防災碩士在職專班 碩士論文. A Thesis Submitted to Degree Program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University In Partial Fulfillment of the Requirements for the Degree of Master of Science In Industrial Safety and Risk Management January 2006 Hsinchu, Taiwan, Republic of China. 中華民國九十五年一月.
(3) 推行職業安全衛生管理系統之績效研究-以印刷電路板業為例 研究生:吳國聖. 指導教授:陳俊瑜教授、蔡春進教授. 國立交通大學工學院產業安全防災研究所碩士班. 中文摘要 近年來職業安全衛生管理系統(OHSAS 18001),在國際上受到肯 定與重視,並在全球各產業界造成一股建置風潮,截至 2005 年 11 月 底止,我國通過 OHSAS 18001 驗證的事業單位已有 239 家。為了瞭解 印刷電路板產業運用職業安全衛生管理系統的概況,並探討安全衛生 管理績效指標之選定,本研究特別經由專家與廠商問卷的比對交叉分 析,獲知推行 OHSAS 18001 的動機以因應國內外客戶的要求為最優先 考量﹔在內在誘因部份,以提升公司形象與內部高階主管要求最為顯 著。而成功關鍵在於高階主管的承諾及支持,公司內部人員配合度不 佳為推行困難之原因。在績效指標選定研究結果,在狀態面,以職業 災害統計狀況、員工安全行為良劣、員工安全意識水平、機械設備異 常次數、零災害工時數等應列為第一優先選項﹔在管理面,認為管理 階層審查與承諾程度、政策目標之達成度、矯正及預防措施改善完成 率,是最重要的選項﹔至於操作面,認為承攬商違規次數、自動檢查 執行與缺失改善完成率、消防設施設置情形、使用危險物有害物及管 理情形、危險性機械設備操作妥善率、高階主管巡查數、教育訓練計 畫之執行頻率等項目最需列為績效指標選項。 績效指標之研究結果,有效診斷了印刷電路板業推行 OHSAS 18001 的問題,期能利於推動安全衛生管理系統持續運作,以建立其 印刷電路板業安全衛生文化,創造永續經營之契機。 關鍵字:職業安全衛生管理系統,績效指標,印刷電路板。. I.
(4) Study of Performance of Implementing the Occupational Health and Safety Management System – in Printed Circuit Board Industry Student:Gwo-Sheng Wu. Advisor:Dr. Chun-Yu Chen Dr. Chuen-Jinn Tsai Degree of Industrial Safety and Risk Management College of Engineering National Chiao Tung University. Abstract For the past years Occupational Health and Safety Management System OHSAS 18001 has been increasingly recognized and caught attentions throughout the world, resulting in a widespreading implementation of the system among the industries. By November 2005, 239 enterprises have passed the certificate surveillance countrywide. In order to understand the implementation status of the OH&S management system in the printed circuit board (PCB) industry and to study the selection of the system performance indicators, cross examination of questionnaires gathered from both scholars and industries were made and concluded that motivation of implementing the OHSAS 18001 is mainly driven externally by to cope with either international or native customer requirements. Internally, it is outstood by to promote company image and to fulfill the top management's determination. Key of its success comes from management's commitments and supports when poor collaboration within the company personnel is the main cause of its failure. With respect to selection of the health and safety performance indicator, occupational incident statistic results, maturity of employee behavior safety, safety awareness, frequency of machinary failure and cumulative workhour with zero incident shall be considered first as an indicator as comes to condition aspect. For indicators in management aspect, all agree unanimously that management review, degree of commitment, achievement of policies and goals as well as degree of completion of the corrective and preventive measures are prominent. As to II.
(5) indicators in operation aspect, number of violation by contractors, self-inspection implementation and completion rate of corrective action, fire fighting system integrity, handling and managing of hazardous substances, properness of operating the dangerous machines, frequency of top management auditing, degree of traing program excution are more critical. By studying the performance indicators we could effectively identify barriers in implementing the OHSAS 18001 system, hoping to benefit the execution of the health and safety management system and its continuity, to establish the health and safety culture within the PCB industry, and to create opportunity of sustainability for the business. Key words: Occupational Health and Safety Management System, Performance Indicator, Printed Circuit Board.. III.
(6) 誌 謝. 本論文的完成首先感謝陳俊瑜教授、蔡春進教授,給予細心指導 與教誨,論文口試期間,承蒙簡弘民博士撥冗細審提供寶貴意見,使 本論文更瑧完善,同時感謝服務單位祐大技術顧問股份有限公司同仁 在資料及電腦上支援協助,謹致崇高謝意。 感謝引導吾踏入安全衛生界之啟蒙恩師李文元老師提攜;其在論 文撰寫過程中承蒙游逸駿博士、丘周剛博士、摯友建朝、新福及多位 好友先進,在課業上切磋與勉勵,由衷感謝。 最後感謝內人梅昭,在這段時間支持並照顧倆位小朋友欣蓓、尚 衡,讓我能兼顧工作並完成學業,在此謹將此論文獻給我最敬愛的父 母、二哥謝謝你們,一直關懷與照顧。. IV.
(7) 目. 錄. 中文摘要. --------------------------------------------- Ⅰ. 英文摘要. --------------------------------------------- Ⅱ. 誌. 謝. --------------------------------------------- Ⅳ. 目. 錄. --------------------------------------------- Ⅴ. 表 目 錄. --------------------------------------------- Ⅶ. 圖 目 錄. --------------------------------------------- Ⅸ. 一、緒論-----------------------------------------------1 1.1 研究背景與動機-------------------------------------------1 1.2 研究目的-------------------------------------------------3 1.3 研究範圍-------------------------------------------------3 1.4 名詞定義-------------------------------------------------4. 二、文獻探討. ------------------------------------------6. 2.1 印刷電路板產業概況與製程---------------------------------6 2.2 印刷電路板產業危害特性-----------------------------------12 2.3 我國印刷電路板產業職業災害現況分析-----------------------15 2.4 印刷電路板業適用法令-------------------------------------17 2.5 職業安全衛生管理系統發展沿革與特點-----------------------19 2.6 職業安全衛生管理系統與自護制度主要內容比較---------------21 2.7 職業安全衛生管理系統與國際勞工組織管理系統主要內容比較---34 2.8 職業安全衛生管理系統績效指標概況及應用-------------------39. 三、研究方法. ------------------------------------------61. 3.1 研究架構-------------------------------------------------61 3.2 問卷設計-------------------------------------------------63 3.3 分析方法-------------------------------------------------64. 四、資料統計與分析. ------------------------------------66. 4.1 問卷調查之基本資料分析----------------------------------66 4.2 印刷電路板業推行職業安全衛生管理系統架構分析---- - - - -----72 4.3 構面相關性分析------------------------------------------78 4.4 印刷電路板業安全衛生績效指標之選定----------------------90. 五、結論與建議. ----------------------------------------96 V.
(8) 參考文獻. ----------------------------------------------99. 附錄一. 問卷--------------------------------------------102. 附錄二. OHSAS 18001 條文 1999 年版-----------------------112. VI.
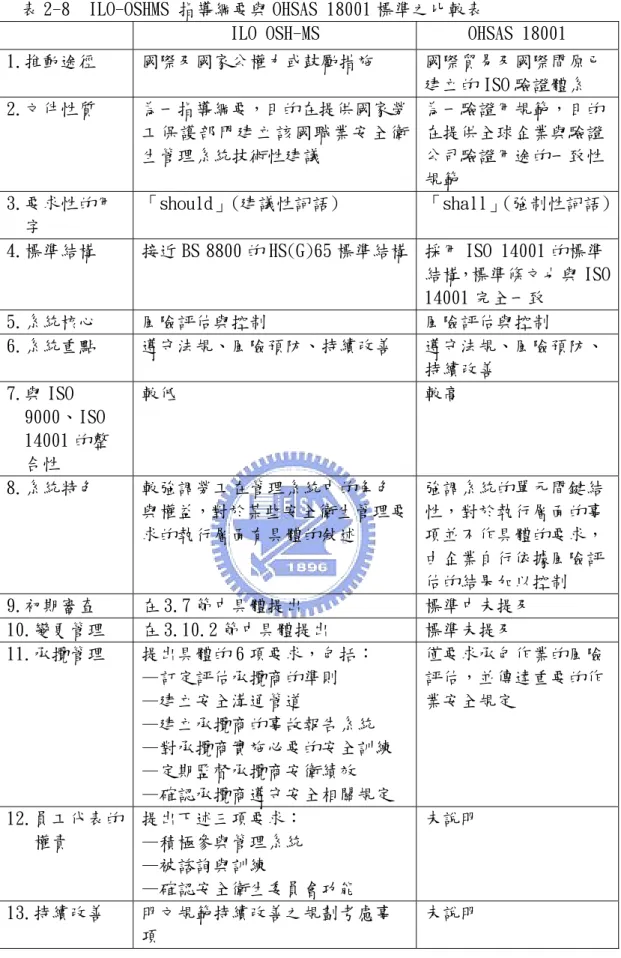
(9) 表. 目. 錄. 表 2-1 常見印刷電路板業危害特性-----------------------------12 表 2-2 印刷電路板職業災害案例(2000~2005)--------------------16 表 2-3 有關印刷電路板產業適用法令---------------------------17 表 2-4 行政院勞工委員會 92 年 75 家 PCB 專案檢查違反法令次數及 排序-------------------------------------------------18 表 2-5 各國職業安全衛生管理系統標準一覽表-------------------19 表 2-6 自護制度與 OHSAS 18001 之對照表-----------------------29 表 2-7 自護制度修訂版之配分一覽表---------------------------32 表 2-8 ILO-OSHMS 指導綱要與 OHSAS 18001 標準之比較表--------38 表 2-9 安全衛生績效之相關研究------------------------------39 表 2-10 2002 年至 2003 年經濟部工業局建置 OHSAS 團隊績效平均值 ---------------------------------------------------41 表 2-11 2002 年至 2003 年經濟部工業局持續改善 OHSAS 團隊績效平 均值-----------------------------------------------41 表 2-12 整體績效計分配分評估表------------------------------59 表 2-13 安全衛生績效經濟效益計算式說明表--------------------60 表 3-1 問卷調查五點量表衡量指標重要程度統計表---------------64 表 4-1 推行 OHSAS 18001 動機 PCB 廠商外在壓力表---------------72 表 4-2 推行 OHSAS 18001 動機 PCB 廠商內在誘因表---------------73 表 4-3 推行 OHSAS 18001 PCB 廠商成功關鍵因素表---------------75 表 4-4 推行 OHSAS 18001 PCB 廠商推動困難因素表---------------77 表 4-5 誘因同意度-做好職業安衛管理以利招募優秀人才/公司成立 時間交叉分析表---------------------------------------78 表 4-6 安衛狀態指標同意度-機械設備異常次數/公司成立時間交叉 分析表-----------------------------------------------78 表 4-7 安衛管理指標同意度-安衛宣導活動及次數/員工人數交叉分 析表-------------------------------------------------79 表 4-8 安衛操作指標同意度-個人防護具需求使用情形/員工人數交 叉分析表---------------------------------------------79 表 4-9 成功關鍵因素同意度-請專家預評與輔導/填表人教育程度交 叉分析表---------------------------------------------80 VII.
(10) 表 4-10 安衛操作指標同意度-安全衛生組織人員之運作/工安環保部 門員工人數的交叉分析表-------------------------------80 表 4-11 26 位專家分類別統計表--------------------------------80 表 4-12 專家各類別狀態面績效指標平均數與標準差統計表---------81 表 4-13 專家各類別管理面績效指標平均數與標準差統計表---------82 表 4-14 專家各類別操作面績效指標平均數與標準差統計表---------83 表 4-15 專家類別績效指標選定變異數分析表---------------------84 表 4-16 專家與廠商狀態面安全衛生績效評估指標之選定實施 T 檢定 結果狀態面組別統計量---------------------------------84 表 4-17 專家與廠商狀態面安全衛生績效評估指標之選定實施 T 檢定 結果獨立樣本檢定-------------------------------------85 表 4-18 專家與廠商管理面安全衛生績效評估指標之選定實施 T 檢定 結果管理面組別統計量---------------------------------86 表 4-19 專家與廠商管理面安全衛生績效評估指標之選定實施 T 檢定 結果獨立樣本檢定-------------------------------------87 表 4-20 專家與廠商操作面安全衛生績效評估指標之選定實施 T 檢定 結果管理面組別統計量---------------------------------88 表 4-21 專家與廠商操作面安全衛生績效評估指標之選定實施 T 檢定 結果獨立樣本檢定-------------------------------------89 表 4-22 專家部分問卷狀態面-安全衛生績效指標表----------------90 表 4-23 專家部分問卷管理面-安全衛生績效指標表----------------91 表 4-24 專家部分問卷操作面-安全衛生績效指標表----------------92 表 4-25 廠商部分問卷狀態面-安全衛生績效指標表----------------93 表 4-26 廠商部分問卷管理面-安全衛生績效指標表----------------94 表 4-27 廠商部分問卷操作面-安全衛生績效指標表----------------95. VIII.
(11) 圖. 目. 錄. 圖 1-1 至 94 年 11 月 OHSAS 18001 通過驗證家數累計統計圖--------2 圖 1-2 至 94 年 11 月 ISO 14001 通過驗證家數累計統計圖----------2 圖 2-1 印刷電路板產業結構圖----------------------------------6 圖 2-2. 單面板製造流程圖--------------------------------------9. 圖 2-3. 雙面板製造流程圖--------------------------------------10. 圖 2-4. 多層板製造流程圖--------------------------------------11. 圖 2-5 82 年至 92 年職業災害死亡統計圖-------------------------15 圖 2-6 92 年勞安法職災死亡災害類型圖--------------------------15 圖 2-7. 職業安全衛生管理系統國際發展趨勢----------------------20. 圖 2-8 OHSAS 18001 之 PDCA 管理循環示意圖----------------------22 圖 2-9 84 年至 93 年自護單位家數統計圖-------------------------32 圖 2-10 89-91 年度自護單位與全產業之失能傷害頻率比較圖---------33 圖 2-11 89-91 年度自護單位與全產業之失能傷害嚴重率比較圖-----—33 圖 2-12 ISO 與 ILO 訂定國際 OHSMS 標準互動關係圖-----------------35 圖 2-13 ILO-OSHMS 系統架構-------------------------------------36 圖 2-14 P.D.C.A 安全衛生績效執行圖-----------------------------54 圖 3-1. 本研究架構流程圖--------------------------------------62. 圖 4-1. 問卷調查之基本資料分析--------------------------------66. 圖 4-2 推行 OHSAS 18001 PCB 廠商雇用員工人數統計圖-------------67 圖 4-3 推行 OHSAS 18001 PCB 廠商 93 年營業額生產總額統計圖------67 圖 4-4 推行 OHSAS 18001 PCB 廠商技術類型來源統計圖-------------68 圖 4-5 推行 OHSAS 18001 PCB 廠商通過國際驗證項目統計圖---------68 圖 4-6 推行 OHSAS 18001 PCB 廠商生產產品項目統計圖-------------69 圖 4-7 推行 OHSAS 18001 PCB 廠商負責推行部門統計圖-------------69 圖 4-8 推行 OHSAS 18001 PCB 廠商資訊管道取得統計圖-------------70 圖 4-9 推行 OHSAS 18001 PCB 廠商遴選顧問輔導考量因素統計圖-----70 圖 4-10 推行 OHSAS 18001 PCB 廠商相關活動統計圖-----------------71 圖 4-11 推行 OHSAS 18001 PCB 廠商通過驗證花費時間統計圖---------71 圖 4-12 推行 OHSAS 18001 PCB 廠商外在壓力表正負向統計圖---------72 圖 4-13 推行 OHSAS 18001 PCB 廠商內在誘因表正負向統計圖--------73. IX.
(12) 圖 4-14 推行 OHSAS 18001 PCB 廠商成功關鍵因素表正負向統計圖---—75 圖 4-15 推行 OHSAS 18001 PCB 廠商推動困難因素表正負向統計圖-----77 圖 4-16 專家部分問卷狀態面-安全衛生績效指標表正負向統計圖-----90 圖 4-17 專家部分問卷管理面-安全衛生績效指標表正負向統計圖-----91 圖 4-18 專家部分問卷操作面-安全衛生績效指標表正負向統計圖-----92 圖 4-19 廠商部分問卷狀態面-安全衛生績效指標表正負向統計圖-----93 圖 4-20 廠商部分問卷管理面-安全衛生績效指標表正負向統計圖-----94 圖 4-21 廠商部分問卷操作面-安全衛生績效指標表正負向統計圖-----95. X.
(13) 第一章 緒論 1.1 研究背景與動機 印刷電路板業(Printed Circuit Board,以下簡稱 PCB),是維 繫我國經濟發展的重要產業,在產業界舉足輕重,深具地位。2004 年,台灣印刷電路板產值估計達新台幣 1400 億元,約占全球電路板 總產值的 10%,而穩居世界第三位【1】 。目前,我國的 PCB 相關製造 商、供應商及承包商,約有 600 多家。其中,全製程生產印刷電路板 的專業廠家約有 150 家,整個產業的從業人員,總計約達 38000 人。 面對層出不窮的安全衛生問題,推展建構職業安全衛生管理系 統,已經是無法抗拒的時代潮流世界趨勢,故需藉由推動管理系統, 來增進安全衛生績效與經營績效【2】 。而此一管理系統也就是近年來 廣受世界各國重視,並作為驗證指標之職業安全衛生管理系統,亦即 OHSAS 18001 ( Occupationl Health and Safety Assessment series 18001)。 根據經濟部工業局的統計,截至 2005 年 11 月底止,國內事業單 位通過 OHSAS 18001 驗證者已有 239 家,如圖 1-1 ,通過 ISO 14001 驗證已有 1494 家【3】 ,如圖 1-2 ,由此可以證明工安環保工作已成 為現代企業經營不可或缺的要項之一。而建置通過的廠商未來如何進 行績效評估及選擇績效指標,乃是系統運作的重點所在。目前在 ISO 14001 環境管理系統中,已有 ISO 14031 環境績效評估(Environmental Performance Evaluation﹔EPE)來輔助展現環境管理績效【4】 ,若能 依此相同管理架構,應用於 OHSAS 18001 安全衛生管理系統,並選擇 適當指標定期監督與量測系統績效,相信更能發揮產業安全衛生管理 系統的效益。就國際局勢及經濟環境的長遠觀點來看,績效指標乃是 企業邁向永續發展,賴以維繫的主要技術工具。 綜上所述,PCB 產業當然也要面對趨勢,積極因應。所以,在這 樣的動機下,本論文乃以「推行職業安全衛生管理系統(OHSAS 18001) 之績效研究-以印刷電路板業為例」作為研究主題。. 1.
(14) 圖 1-1 迄至 94 年 11 月我國 OHSAS 18001 通過驗證家數累計統計圖 (經濟部工業局,2005). 圖 1-2 迄至 94 年 11 月 ISO 14001 通過驗證家數累計統計圖 (經濟部工業局,2005) 2.
(15) 1.2 研究目的 在管理學中,有一句名言「可量測的就可被達成(what gets measured gets done)」【5】 。在產業的各個管理層面上,此一論點可 以被廣泛認同,因此,當然也適用於職業安全衛生管理系統之推動。 PCB 產業推行職業安全衛生管理系統 OHSAS 18001,其目標在於追求 零災害、零事故的安全工作環境。從管理的角度而言,為了達成此目 標,必然會投入一些必要的資源,包括人力、財力或時間。而在資源 投入了一段時間之後,管理階層為了想要知道所投入的資源,到底是 否達成預期的績效,則將會採取他認為適當的手段或方法,以進行評 估量測。因此,安全衛生績效評估指標,乃成為職業安全衛生管理系 統中不可或缺的項目之一。有鑑於此,本篇論文之研究目的包括如下: (1)探討我國 PCB 產業推行職業安全衛生管理系統 OHSAS 18001 之現 況。 (2)以狀態面(Condition)、管理面(Management)、操作面(Operation) 三類績效指標,找出客觀且普遍適用於印刷電路板業的主動式、 被動式安全衛生績效指標。 (3)將本研究所獲的成果,提送 PCB 產業及其他產業,作為具體實施 模式之參考。. 1.3 研究範圍 (1)以目前台灣的產業結構來說,電子業在高技術、高生產力及高度 轉換率的情況下,其角色與地位已是未來經濟發展的主流,就電 子業的體系來說,製程相當複雜而重要,其中印刷電路板(PCB) 業是電子產業中重要的一環。 (2)國內之電子產業均以外銷為導向的情況下,印刷電路板業勢必配 合國際工安環保之趨勢而行,在環境管理系統 ISO 14001 推廣多 年已逐漸成熟後,現今以推行職業安全衛生管理系統(OHSAS 18001) 為下階段執行之目標,很多企業為使該產業於國際市場中擁有最 佳的競爭力,紛紛投入此職業安全衛生理系統之驗證,而在日趨 成熟穩定的情況下,目前已朝向將管理系統建制,提升為實際績 效量測指標的展現及相關者溝通之層次,故如何呈現企業之職業 安全衛生績效或選定績效指標成為企業組織發展的重要課題之 一。 (3)藉由文獻探討及輔導 PCB 廠商的實際經驗,並訪問推行 OHSAS 18001 的廠商承辦負責人員,透過問卷調查,擬定規劃其研究方向,所 以本研究推行職業安全衛生績效指標,是根據印刷電路板業的產 業特性,而擬定狀態面績效指標、管理面績效指標、操作面績效 3.
(16) 指標調查研究,故較難全然通用於其他產業範圍。. 1. 4 名詞定義 1.4.1 OHSAS 18001 職業安全衛生管理系統(OH&S management system) 【6】 1998 年 11 月,英國標準協會【British Standards Institution; BSI】邀集全球七大主要驗証機構【BSI、DNV、BVQI、Lloyds、SGS、 NSAI、NQA】以及其他國家標準組織共同協商制定一國際性的職業安 全衛生評估系列標準,並於 1999 年 4 月,公布 OHSAS 18001 職業安 全衛生管理系統規範。此一管理系統標準架構與要求是在安全衛生政 策之最高指導原則下,依循規劃(PLAN)、實施與運作(DO)、查核與矯 正措施(CHECK)及管理階層審查(ACTION)等步驟,利用循環管理 ,以達持續改善目標。 1.4.2 印刷電路板(Printed Circuit Board) 印刷電路板(PCB) ,為電子零組件安裝與插接時主要的支撐體, 經過特定的電路設計,將連接電子零組件之線路繪製成配線圖形,再 將此圖案製成膠片,然後在銅箔層板上經過影像、鑽孔、電鍍、蝕刻、 防焊及鍍錫等加工的過程,最後製成一完整的印刷電路板。也就是 說,印刷電路板指的就是用來連通電子零件,使已經設計好的電氣線 路,在電路板及電子零件的搭配下,呈現原來設計的功能之硬體平 台。 【7】 1.4.3 績效量測(Performance Measurement) 績效量測是職業安全衛生管理系統要素之一,其主要目的是: (1)判別職業安全衛生計畫是否已執行且有效果。 (2)判定危害鑑別、風險評估、風險控制是否已執行且有效果。 (3)擷取安全衛生管理系統失敗的教訓,包括造成危害的事件。 (4)提供回饋資訊,以促進改善計畫與風險控制措施之執行。 (5)提供可檢討的資訊,以持續改善職業安全衛生管理系統之運作。 【8】 1.4.4 績效指標(Performance Indicators) 所謂的績效指標,Kaufman 【9】 認為是用以辨別與證明預先 規劃的目標成效已達成所預期結果之衡量方法;而 Fortuin 【10】 4.
(17) 則將其定義為一種變數,用以衡量一個整體系統或部分系統效率 (Efficiency)或效能(Effectiveness),以了解其作業過程是否符合 先前設定的目標。亦即,效率是把事做好(Do the thing right);而 效能則是做對的事(Do the right thing)。所以績效指標應為職業安 全衛生管理系統欲達成的目標因子。. 5.
(18) 第二章 文獻探討 2.1 印刷電路板產業概況與製程 2.1.1 印刷電路板產業概況 印刷電路板(PCB)為安置電子零組件,使其相互連結的基本承載 體,是所有電子產品都不可或缺之關鍵零件,舉凡消費性電子、資訊 產品、通訊器材等皆為應用範圍,故有電子系統之母的雅稱。印刷電 路板業產業結構圖如下:. 技 術 材 料 電 鍍 鑽 孔 線路形成 機 械 電 機. 加成法基板. .民生機器 .自動販賣機 .鍵盤. 佈 線 板. .高級機器操作機 .多品種少量機器. 雙 面 板 電 路. 多 層 板. 板 高層數多層板. 軟 式 板. .筆記型電腦 .照相機 .列表機. 其. .鐘錶 .列表機. 他. 圖 2-1 印刷電路板產業結構圖 (資料來源:經濟部工業局,2000。【11】 ). 6. .通信機 .辦公室自動化機器 .攜帶式傳真機 .汽車 .行動電話 .中型及個人電腦 .大型電腦 .電子交換機 .防衛機器.
(19) 2.1.2 印刷電路板業的特性 PCB 產業是台灣第二大電子零組件產業,在產業的特性方面 【12】,有以下幾點: 1.產業相對資本密集:相較於其他電子零組件和下游個人電腦廠商, 印刷電路板廠屬相對資本密集產業。 2.相對技術密集:隨著相關周邊元件高密度化、輕巧化、高頻化、低 雜訊化和低價化,以及積體電路之 IC 構裝化和零組件標準模式化 的改變,印刷電路板在技術上必須相對提升才能因應趨勢,所以, 化學、機械、資訊人才匯集,為相對技術密集產業。 3.由於全球電子資訊業的蓬勃發展,系統廠商及周邊零件對印刷電路 板的需求量大增,但也由於近期的電腦成品削價競爭,迫使資訊大 廠不得不降低製造成本,轉而選擇代工能力強、機動性高的台灣廠 商作為合作對象,從而連帶提昇我國印刷電路板業的成長。 4.印刷電路板的製作流程是由下游廠商的電子產品系統業者,將設計 好的電路圖,交由印刷電路板業者依照一定的程序完成整個繁複流 程,同時還得依客戶需求而微調其生產流程,製程中需耗用大量的 化學藥劑及水處理,故易造成安衛危害及環境污染。因此使用材料 之改善、製程作業安全之評估、環保安全之投資與妥善運用是業者 所必須面對的課題。 5.目前我國擁有印刷電路板全製程能力的廠商,有近九成都聚集在北 部區域,而部分代工廠及相關周邊材料支援廠商也聚集於此一地 帶,因此在原物料供應充足、代工資源不虞匱乏,且因減少運輸費 用導致產品價格低廉的情況下,對本產業的發展,有極大的助力。 2.1.3 印刷電路板製程 所謂印刷電路板,就是在絕緣基板上,經由印刷方式、電鍍或蝕 刻等化學手法、運用導電膏,而形成導電性配線圖的板子【13】。然 後,再配合膠片及銅箔而與完成導體線路製作之內層板壓合;單雙面 板及多層板的製造流程依其面板層數之不同而有些許差異,其製程內 容及功能,茲簡要說明【14】如下: 1.表面處理(刷磨):以刷磨機的刷輪來研磨銅箔基板上的銅層,增加 阻劑與銅面間的附著力,除去通孔口毛頭及噴錫後可能產生的錫絲 。 7.
(20) 2.蝕刻阻劑轉移:讓滾壓於銅箔基板上的感光乾膜,藉由紫外線(UV) 的曝光,使置於其上的線路圖案底片與乾膜起感光硬化反應,再以 含碳酸鈉的顯像液除去未感光硬化的乾膜(線路之外)。 3.蝕刻阻劑後蝕刻:將銅箔基板上未覆蓋阻劑之銅面溶解(使用酸性 蝕刻液),使之成為僅剩被油墨或乾膜保護的線路銅。 4.去蝕刻阻劑:以鹼液(NaOH)或有機溶劑溶解線路銅油墨或乾膜,使 其裸露。 5.黑/棕氧化處理:內層線路形成高抗撕裂強度的黑/棕氧化銅,增加 結合力。 6.鑽孔:形成上下或內外層線路之連通管道,使面板呈現零件導線插 入路徑。 7.除膠渣:以鉻酸溶液或高錳酸鉀液去除鑽孔過程中於孔壁所產生的 毛渣。 8.鍍通孔:在非導體通孔壁上沉積具導電性的金屬銅。 9.抗鍍阻劑轉移:以負片影像轉移,即將線路以外的區域曝光或烘乾 硬化,然後,反過來將線路上的乾膜去除,以利於後續進行之金屬 析鍍。 10.線路鍍銅:以微蝕、酸浸及鍍銅的方式,將裸露出來的線路進行 鍍銅。 11.鍍錫鉛:以氟硼酸液在線路上進行電鍍錫鉛合金,使其利於後續 抵抗蝕劑。 12.去抗鍍阻劑及蝕刻:以鹼性溶液(NaOH)或有機溶劑將線路以外的 乾膜或油墨部份溶解去除,再將未鍍上耐蝕劑的錫鉛合金銅面溶 解之。 13.剝錫鉛:以硝酸或氫氟酸液將抗蝕作用之錫鉛剝除,使線路銅裸 露。 14.防焊處理:將液態綠漆以塗佈或乾膜壓合於電路板上,經紅外線 硬化及紫外線曝光及顯像處理,將通孔及線路部份裸露出來,使 其不具沾錫性並利於噴錫製程。 15.鍍鎳鍍金:通稱鍍金手指,目的為使板面線路具抗磨性及耐焊性。 16.噴錫:使板上通孔及線路附著一層錫,以作為電子零件裝配之用。. 8.
(21) 另以單面板、雙面板、多層板來區分,則其製程可概述如下: (一)、單面板 單面板之基材主要為酚醛樹脂基板,少部分為環氧樹脂基板,經 單面貼合銅箔,於加熱、加壓下形成單面銅箔基板,進行裁切形成一 定規格後,在銅面上輕刷粗化(加強蝕刻阻力與銅面之附著力),再 進行正片蝕刻阻劑轉移,在欲形成的線路上覆蓋一層耐蝕刻的乾膜或 油墨阻劑(一般採油墨網版印刷),經蝕刻程序溶蝕除去線路以外的 銅面,再將阻劑去除,接著施以鑽孔,以供未來電子零件導線插入及 焊接之用,經過刷磨後,全板加印防焊綠漆。製造流程如圖 2-2 單面 板製造流程。 單面銅 箔基板. 裁板. 表面 處理*. 蝕刻阻 劑轉移. c. 去蝕 刻阻劑. 鑽孔. 表面 處理*. 防焊 處理**. d. 表面 處理*. 鍍鎳 鍍金. e. 噴錫. 文字 印刷. 成型. 成品. 蝕刻. c. 鍍金板. d e. 非鍍金板. e. *:刷磨 **:加防焊綠漆 圖 2-2 單面板製造流程圖 (資料來源: Leonida 1995。【35】). (二)、雙面板 雙面板的基材是以環氧樹脂基板為主,兩面貼合銅箔以成雙銅 箔基板,然後,在裁切好的基板上進行鑽孔,進行化學銅導通孔(在 非導體的通孔壁及兩面銅層上沉積銅,使上下兩面銅層,經由化學 銅導體化後的通孔得以連通) ,之後做上一次薄的全板鍍銅(加厚孔 壁上銅層) ,隨後進行表面刷磨清潔及粗化銅面,進行負片抗鍍阻劑 轉移,進行線路鍍銅及鍍錫鉛之後,去除阻劑,經蝕刻將兩面所要 形成的線路及通孔裸露出來,錫鉛鍍金板則先行鍍鎳鍍金,再將板 面上已鍍上的灰暗錫鉛合金層,用高溫的媒體(甘油、石蠟)溶蝕 成光澤表面的合金實體,以增加美觀、防銹及焊接功能;噴錫鍍金 板則需要撥除錫鉛鍍層,形成裸銅板,以進行防焊綠漆塗佈,最後 在待插焊之通孔及其焊墊上進行噴錫,使裸銅能具備良好的保護及 焊錫性。製造流程如圖 2-3。. 9.
(22) 雙面銅 箔基板. 裁板. 鑽孔. 表面 處理*. 鍍通孔. c. 全板 鍍銅. 表面 處理*. 抗鍍 阻劑轉移. 線路 鍍銅. 鍍錫鉛. d. 錫/鉛鍍金板. 表面 處理*. 鍍鎳 鍍金. e. 噴鍚鍍金板. 剝錫鉛. 表面 處理*. f. 文字 印刷. g. c. d. 去抗 鍍阻劑. 蝕刻. e. 重熔. 防焊處 理**. f. 防焊處 理**. 表面 處理*. g. 成型. 成品. *:刷磨. 鍍鎳 鍍金. 噴錫. **:加防焊綠漆 圖 2-3 雙面板製造流程圖 (資料來源: Leonida 1995。【35】). (三)、多層板 多層板的製造包含內層及外層線路的製作,雙面銅箔基板為多 層板主要的內層材料,另配合膠片及銅箔,與完成導體線路製作的 內層板,進行疊板壓合以形成多層板。內層板導體線路的形成與單 面板相同,待完成內層線路後,進行黑/棕氣化使內層板線路表面上 形成一粗糙的結構,以增進疊板壓合時與膠片之間的結合能力,在 疊板過程中,四層板用一片內層板、六層板用兩片、八層板用三片, 中間以膠片做為粘合及絕緣材料,外層再覆蓋銅箔,進行壓合後成 為多層板。製造流程如圖 2-4。. 10.
(23) 雙面銅 箔基板. 裁板. 表面 處理*. 蝕刻阻 劑轉移. 蝕刻. c. c. 去蝕 刻阻劑. 黑/棕 氧化. 疊板 壓合. 鑽孔. 表面 處理*. d. d. 除膠渣. 鍍通孔. 全板 鍍銅. 表面 處理*. 抗鍍阻 劑轉移. e. e. 線路 鍍銅. 鍍錫銅. 去抗 鍍阻劑. 錫/鉛鍍金板 蝕刻. f g. f. 表面 處理*. 鍍鎳 鍍金. 重熔. 防焊處 理**. g. 剝錫鉛. 表面 處理*. 防焊處 理**. 表面 處理*. h. 噴錫. 文字 印刷. 成型. 成品. *:刷磨. i. **:加防焊綠漆 圖 2-4 多層板製造流程圖 (資料來源: Leonida 1995。【35】). 11. 噴鍚鍍金板. i. 鍍鎳 鍍金. h.
(24) 2.2 印刷電路板產業危害特性 印刷電路板(PCB)產業具有製程複雜、消耗大量能源、使用大量 化學物品及勞工密集等特色,因此,作業環境中,相對地也潛藏著許 多安全衛生的危害。 表 2-1 常見印刷電路板業危害特性(資料來源:經濟部工業局 2000 年) 機械/設備/原料/狀況. 主要危害項目. 大量使用有機溶劑,高揮發性、擴散 於空氣中具有毒性,對皮膚、眼睛、 肝、腎臟機能造成急性與慢性危害症 狀,另有機溶劑閃火點低,易燃燒, 常因高溫、明火、靜電火花產生火災 事故。 使用硫酸、塩酸、硝酸、氫氧化鈉及 雙氧水,均屬於腐蝕、氧化特性,常 因管理缺失造成皮膚灼傷及酸鹼氣體 吸入肺部導致傷害。 電路板噴錫作業因錫條(膏)含有 40-60%之鉛化物,常在加熱熔融狀態 下形成氧化鉛,經由接觸吸入蓄積在 人體內造成造血器官、消化系統、神 經系統危害,產生鉛顏貌、貧血、腎 疾病症狀。 電路板業在製程中使用加熱器、乾 燥、烘乾、焊接均以電氣為能源,如 使用不合格電氣設備則容易漏電或操 作不當觸電及電氣火花過載、短路、 過載發熱引起火災。 使用大量機台、鑽孔運轉,裁板壓合 過程、廢水場泵浦及洗滌塔所使用之 風車,均會產生相當大噪音及振動。. 有機溶劑中毒、火災危 害. 六、烘烤、 熱壓合、 測品測試、 鍋爐房、 噴錫。 七、裁板、鑽孔、 壓合、廢水廢氣處理場、 升降機。. 電路板業製程中使用烘烤、壓合、熱 媒鍋爐、噴錫均有熱危害之存在,常 造成熱表面接觸灼傷、熱衰竭、失水、 熱痙攣、中暑等症狀,另有機溶劑與 高溫接觸易造成火災危害。 轉動機械、高速回轉,自動化設備、 鑽孔、往復機械、直線運動機件及輸 送,均易造成捲入、夾傷、壓傷、撞 傷等傷害。. 高溫熱危害及火災危 害、有機溶劑中毒. 八、倉儲物料 搬運、 台車、輸送帶、 升降機、 化學品儲槽。. 印刷電路板製程網板運送、台車、運 送帶、升降機造成翻車壓傷及扛重 物、搬貨物姿勢不正確造成肌肉扭 傷,另外化學品槽車,裝卸時有脫管 致化學品洩漏危害。. 製程作業單元 一、 綠漆顯影、 文字印刷、 品檢、 網板清洗。. 二、 蝕刻、微蝕、 剝掛架、電镀 線、廢水處理、 化學品儲槽。 三、噴錫作業焊 接作業。. 四、乾燥、烘烤、 裁剪、焊接、 測試、工務。. 五、裁板、壓合、 噴錫、鑽孔、 廢水場、真空泵浦空壓 機房。. 12. 特定化學物質中毒、腐 蝕性之危害. 鉛(Pb)中毒危害. 電氣設備漏電、感電危 害、短路、過載發熱、 火災. 噪音及振動危害,鉛 (Pb)中毒危害. 動力機械造成人、機界 面接觸危害. 人體與物體碰觸及人 力搬運傷害、化學品洩 漏之危害.
(25) 如表 2-1 所示之印刷電路板業之製程危害因子包括如下【15】: 一、 化學性危害 1、有機溶劑之危害 有機溶劑均具有高揮發性,其蒸氣容易擴散空氣中,並都具有毒 性,吸入會造成咳嗽及肺水腫、肝、腎機能損傷;皮膚接觸易引 起皮膚不適及過敏等反應。 2、酸鹼藥液使用之危害 酸鹼藥液皆具有強烈腐蝕性,若未妥善管理,則會濺到勞工身上 造成皮膚灼傷,或逸散酸鹼霧滴及氣體,以致勞工吸入肺部引起 吸入性肺部灼傷等。 3、噴錫作業造成的危害 印刷電路板噴錫作業中所使用之錫條(膏),內含 40~60﹪的鉛化 合物,在加熱熔融狀態下,其所產生的蒸氣會在空氣中與氧反應, 成為氧化鉛的鉛燻煙(Fume),此時,廠內抽排氣系統如果不完善, 則易引起急性或慢性鉛中毒。 二、物理性危害 1、電氣設備造成之危害 在印刷電路板業中,由於使用不合格的電氣設備,不按標準規定 接線,或帶電體或使用設備鏽蝕不良,以致產生漏電情況,或因 操作方法不當而發生人員觸電的死傷事件者,也時有所聞。而電 氣所產生的危害,包括感電傷害(死亡)、電弧灼傷、機械傷害、 墜落傷害(死亡)、靜電災害、火災爆炸危害等。 2、噪音、振動危害 印刷電路板業因大量使用機台,其機器運轉亦產生大小不等的噪 音,尤其,裁板壓合製程、廢水廠真空泵浦與洗滌塔的空壓機所 使用之風車或馬達皆會產生相當大之噪音及振動,因此,過量噪 音暴露的話,會影響作業人員之身心健康,過度振動則會造成白 手症職業疾病。 3、高溫作業造成的危害 高溫作業危害,包括灼傷、熱衰竭、失水、熱痙攣、中暑等。 4、通風換氣系統不良危害 通風換氣系統不良或故障,會導致有害物在工作場所中擴散累 積,而無法將工作環境之有害物控制在容許濃度之下,以及易燃 氣體、蒸氣、可燃性粉塵濃度積聚攀升,達到爆炸範圍濃度,而 引起嚴重災害事故。 5.動力機械造成的傷害 印刷電路板業目前大多已朝在自動化製程方向努力,惟部分作業仍 有與勞工直接碰觸之可能,如裁板、鑽孔、壓合、廢水處理等作業, 因之,若操作不慎,作業人員就會有被壓傷、割傷或被捲入之虞。. 13.
(26) 三、火災、爆炸危害 1.高火災負載量: PCB 廠內大部分材料都屬於可燃性物質,且塑膠風管大量使用於電 鍍、蝕刻及黑化製程,對於未具自動灑水系統保護措施之工廠來 說,容易造成火災延燒。 2.高化學物質使用量高: 在濕製程內,使用各種不同的大量化學物質,且大部分化學物質均 具腐蝕性,對於電路系統易造成腐蝕導致電氣短路而引起火災。另 外,使用雙氧水(H2O2) ,為氧化性放熱反應,遇高溫易產生分解、 爆炸之危害。 3.易燃性溶劑: 由於銲錫爐、內外層及網版印刷均會使用溶劑(Flux、Thinner、 IPA、丙酮等) ,因此廠內大部分都會儲存相當容量的溶劑,另外部 分化學原料亦含有溶劑成分,這類溶劑若遇熱,容易引起火災事 故,而此類火災事故,並非簡單之消防滅火器就能輕易撲滅。 4.電鍍/蝕刻槽 由於電鍍或蝕刻時需要使用多種且複雜之化學物質,且這些化學物 質大多具腐蝕性,因此電鍍區內電線容易受化學物侵蝕而發生絕緣 不良,致引起電路之短路,嚴重時甚至會造成火災,另外由於電鍍 槽往往須用大電流之電器系統及電加熱系統,所以,亦常常因為在 低液位時過度加熱,以致造成易燃性氣體揮發而引起火災。 5.壓合 印刷電路板在壓合時,係使用熱煤油間接壓合電路板,但由於熱媒 油系統是在高壓高溫下操作,且閃火點均在 150~200℃範圍,因此 一旦洩漏,即易引起火災。 6.錫爐 由於錫爐區係屬高熱製程且亦含有 Flux 及 Thinner 溶劑,同時, 其製程所產生的蒸氣含有多量溶劑蒸氣,因此,容易累積於排風管 內,而形成潛在的引火源。. 14.
(27) 2.3 我國印刷電路板產業職業災害現況分析 2.3.1 我國職業災害死亡統計 目前國內適用勞工安全衛生法保護對象之勞工約 456 萬人,惟從 82 年至 92 年,我國職業災害勞工死亡人數有逐年下降之趨勢,以 92 年度 328 件次職業災害死亡災害類型比例分佈分析【16】,主要原因 為墜落者佔 42.6﹪,比例最高,倒塌、崩塌次之佔 14.7﹪,感電佔 9.1﹪、物體飛落 8.8﹪、被撞 8.5﹪、被捲被夾 7.2﹪、火災爆炸 1.9 ﹪、其他佔 7.2﹪。是故,應加強有關工作場所屋頂、樓梯、開口部 等作業及臨時性之機械設備維修作業之災害防範設施。 700. 非營造業死亡人數. (不含交通事故) 600. 536. 576. 522. 營造業死亡人數. 553. 535 479. 500. 478. 193 228. 人 數. 201. 235. 422. 225. 400. 369. 172 216. 334 198. 300. 328. 171 145. 169. 200. 383 321. 308. 318. 310. 307 262 224. 100. 198 165. 183. 91年. 92年*. 0. 82年. 83年. 84年. 85年. 86年. 87年. 88年. 89年. 90年. 圖 2-5 82 年至 92 年職業災害死亡統計圖. 物體 飛落 8.8%. 火災 爆炸 1.9%. 墜落 42.6 %. 其他 7.2%. 被撞 8.5% 被捲 被夾 7.2%. 感電 9.1%. 倒塌 崩塌 14.7%. 圖 2-6 92 年適用勞安法職災死亡災害類型圖. 15.
(28) 2.3.2 我國印刷電路板產業職業災害分析 檢討分析 89 年至 94 年的重大職業災害狀況,可以發現印刷電路 板業之職災原因不安全行為,未實施系統化安全管理,確有上昇之趨 勢。90 年度,印刷電路板(PCB)產業發生勞工從事掀板機操作,頭部 被夾致死的職業災害。91 年度則發生勞工從事二次銅電鍍槽電磁閥 更換作業時被感電死亡職災、從事電路板壓合下料機作業被壓死職業 災害、從事簡易提升機維修作業因搬運機器墜落被夾災害、從事印刷 電路板運送作業因搭乘簡易提升機被夾災害…等重大職業災害等;總 計 91 年度 PCB 產業所發生的重大職災,約佔該年整體製造業重大職 業災害的 13.2﹪,以各產業而言,其發生率堪稱最高【17】 。另從火 災事件案例,在印刷電路板業發生比率也有上昇之趨勢,參見如表 2-2。 表 2-2 印刷電路板職業災害案例(2000~2005) 工廠名稱. 時間. 聯茂電子. 2000.03. 燿華電子 (土城一廠 楠梓電子. 2000.09.10 2000.10.01. 敬鵬工業 (平鎮廠) 瀚宇博德 (大園舊廠). 2000.11.15. 雅新實業 ( 山) 先豐通訊 (觀音工業區). 2001.12.07. 金像電子 (中壢工業區). 2002.09.02. 鴻源科技 (印刷電路板業). 2005.07.14. 2001.05.31. 2002.02.25. 事故原因. 粗估損失狀況. 工廠火警事件. 2 死 11 傷,財物 損失約 4000 萬 元 工廠停工維修設備時,排風管發生氣爆事件 1 死 5 傷,財物 損失約 20 萬元 第三廠區廠房外圍儲存處理廢水沉澱用硫 6 仟 2 佰萬元財 化鈉桶槽區不明原因著火,火苗經廠外牆排 產損失 氣管直接延燒至 5 樓頂之廢棄洗滌槽。(2 小 時後火勢獲得控制) 內層壓合線傳出火警 財物損失難以 估計上午二樓無塵室機器燈管發生火災(4 小時 1 億元財產損失 後火勢受控制),另外二樓設有柴油槽,消 防人員全力降溫,以避免引發爆炸意外 倉庫因抽風馬達電路燒斷導致電線走火因 200 多萬元財產 而引發火警事件。(1 小時後火勢受控制) 損失 晚上廠房 2 樓電鍍線突然起火,火勢蔓延至 約 10 億財產損 全廠,造成全廠損失(火勢悶燒一整夜約 8 失 小時) 中壢一廠二樓後側電鍍室起火,火警隨後竄 約 10 億財產損 升到三/四樓,另外鄰近二廠亦遭致煙燻(火 失 勢悶燒逾 10 小時) 過度使用,不適當的工具設備,因為溫度過 3 名警消遭不明 強酸腐蝕送醫 高以致起火燃燒。. 日月光半導體製造公 2005.05.01 C421 貫流鍋爐不適當的維修及儲存大量易 造成 1 人嚴重灼 燃材料。而造成此火災。 傷、8 人輕傷, 司 財物損失難以 (印刷電路板廠) 估計 資料來源:各大媒體報紙. 16.
(29) 2.4 印刷電路板業適用法令 符合勞工安全衛生法令規定,只是安全衛生工作最基本的要求。 符合法令規定不僅是為了落實工安管理工作,更重要的是藉由法令強 制規範企業提供安全衛生的工作環境,減少潛在危害事故的發生,並 提升企業整體的經營績效。遵守安全衛生法令規章是執行管理系統之 基本要求,所以訂定績效指標時應考量法令規章事項,但不應再用傳 統觀念以符合法令規章為滿足,而應以超越法規為目標,有關印刷電 路板產業適用法令如表 2-3 所示。 表 2-3 有關印刷電路板產業適用法令包括以下各項: 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23. 適用相關法令項目 勞工安全衛生法 勞工安全衛生設施規則 勞工安全衛生組織管理及自動檢查辦法 勞工作業環境測定實施辦法 危險性工作場所審查暨檢查辦法 勞工健康保護規則 勞工安全衛生教育訓練規則 危險物及有害物通識規則 特定化學物質危害預防標準 勞工作業環境空氣中有害物容許濃度標準 有機溶劑中毒預防規則 鉛中毒預防規則 鍋爐及壓力容器安全規則 機械器具防護標準 起重升降機具安全規則 危險性機械及設備安全檢查規則 工業用機器人危害預防標準 精密作業勞工視機能保護措施標準 職業災害勞工保護法 消防法 各類場所消防安全設備設置標準 游離輻射防護法 游離輻射防護安全標準. 公佈日期 91/06/12 93/10/20 91/12/18 91/10/30 91/07/10 94/02/18 91/12/31 88/06/29 90/12/31 92/12/31 92/12/31 91/12/30 85/02/14 93/07/30 85/04/17 93/10/20 87/06/30 85/07/03 90/10/31 89/07/05 93/04/06 91/01/30 92/01/30. 依照 92 年行政院勞委會北區勞動檢查所專案檢查 75 家 PCB 廠商 的結果,如表 2-4:印刷電路板業所違反的法令,前五項依序【18】 為: (1) 勞工安全衛生法第五條 安全衛生設備部份違反項數計 173 項。 (2) 勞工安全衛生法第十四條 安全衛生組織,人員及自動檢查部份 違反項數計 60 項。 (3) 勞工安全衛生法第二十三條 安全衛生教育訓練部份,違反項數 計 42 項。 (4) 勞工安全衛生法第七條 危險物及有害物標示及作業環境測定部 17.
(30) 份, 違反項數計 20 項。 (5) 勞工安全衛生法第二十五條 安全衛生工作守則部份,違反項數 計 13 項。 上述檢查結果,值得 PCB 產業警惕省思,從而儘速改善,以確保 勞工安全與健康。 表 2-4 行政院勞工委員會 92 年 75 家 PCB 廠商專案檢查違反法令次數及排序. 十 二. 十 四. 十 五. 十 七. 十 八. 二 十 三. 二 十 五. 二 十 九. 勞 工 工 作 場 所 之 建 築 物. 健 康 檢 查. 安 衛 組 織 、 自 動 檢 查. 危 險 性 機 械 或 設 備 操 作 人 員. 承 攬 管 理 告 知. 承 攬 管 理. 教 育 訓 練. 安 衛 守 則. 職 災 統 計. 0. 4. 60. 1. 2. 3. 42. 13. 0. 3. 5. 勞工安全衛生 五 法條款. 六. 七. 八. 九. 安 衛 設 施. 機 械 防 護. 危 險 物 及 有 害 物 標 示 及 環 境 測 定. 危 險 性 機 械 設 備. 違反次數. 173. 8. 20. 4. 排序. 1. 概要內容. 4. 2. 18.
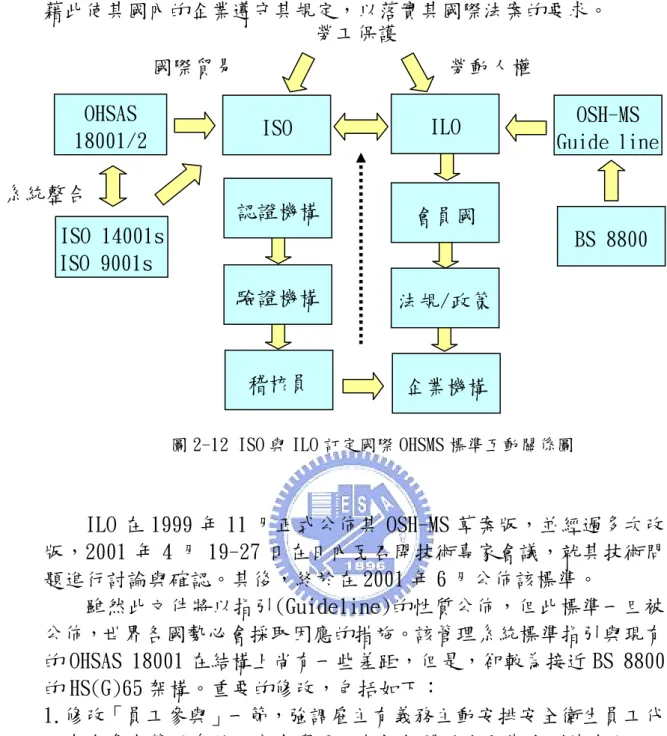
(31) 2.5 職業安全衛生管理系統 OHSAS 18001 發展沿革與特點 2.5.1 職業安全衛生管理系統發展沿革 由於英國 BS8800 職業安全衛生管理系統強調該系統非供驗證之 用,僅作為企業提升安全衛生績效之指引和參考,因此,許多驗證公 司在該標準的研擬階段即積極建立驗證能力,並各自嘗試推廣其所自 行建立之驗證標準,而許多國家也都有相關機構提出其個別的職業安 全衛生標準草案,包括澳洲、中國大陸、日本等,另外,也有許多國 家在其國內廣泛討論職業安全衛生管理系統,研擬相關事項。目前國 際上主要的職業安全衛生管理系統標準,如表 2-5【19】所示,國際 性職業安全衛生管理系統的發展趨勢,如圖 2-7 所示。. 表 2-5 各國職業安全衛生管理系統標準-覽表 名稱. 公佈年份. 備註. 英國標準協會(BSI). 1996. 參考指引. 澳洲及紐西蘭國家標準局. 1997. 參考指引. 立恩威驗證公司(DNV). 1997. 驗證規範. ISA 2000. 亞力士國際驗證公司(SGS). 1998. 驗證規範. OHSMS 18001. 愛爾蘭國家標準局(NSAI). 1999. 驗證規範. OHSMS. 中國國家經濟貿易委員會. 1999. 驗證規範. 七大國際驗證公司暨其他研究單 位. 1999. 驗證規範. 日本勞動省. 1999. 驗證規範. 國際勞工組織 ILO. 2001. 參考指引. BS 8800 AS/NZS 4804 OHSMS. OHSAS 18001 OHSMS ILO/OHSMS. 制訂者. 資料來源:(李龍堯,2001 年)。. 19.
(32) ILO 國際勞工組織 OSHMS 標準公告 OHSAS 18001, 18002 標準之公告 中國大陸CSSTLP 1001. 職業安全衛生管理體系 試行標準 日本中災防協會 (JISHA) 制訂指引 紐澳AS / NZS4801 / NZS 4804 標準公告發行 美國ANSI / OSHA / AIHA 提出研討報告 英國 BS 8800 標準制訂公佈. ~. ISO TMB 會議建議制定 職安衛國際標準. 1994. 1996. 1997. 1998. 1999. 2000 年度. 圖 2-7 職業安全衛生管理系統國際發展趨勢. 有鑒於世界各國對制定一套國際性職業安全衛生管理標準的殷 切期盼,同時,也為了有效整合各個驗證機構對安全衛生管理系統的 評估觀點,使其趨於一致性,因此,全球七大驗證機構乃共同研擬出 一套名為 Occupational Health and Safety Assessment Series(簡 稱 OHSAS) 的國際級職業安全衛生評估係列標準,並於 1999 年 4 月 公佈系列中的核心標準-OHSAS 18001 標準,2000 年 2 月 15 日又再 公佈 OHSAS 18002 標準,以作為指導綱要。目前,在世界各國,OHSAS 18001 已成為職業安全衛生管理此一領域的共同標準。 2.5.2 職業安全衛生管理系統 OHSAS 18001 之特點 職業安全衛生管理系統 OHSAS 18001 之特點如下【20】 : 1.重視風險評估 OHSAS 規範是以「風險分級管理」為方法(approach),在進行危 害辨識、風險評估後,再依危害程度將風險分級,並根據風險之影 響程度,各自採取不同的管制方式,以提升職業安全衛生管理系統 之推行績效。換言之,OHSAS 18001 標準旨在強調事前預防,以降 低工作場所中潛在職災風險的重要性。 2.明訂最高管理階層責任 OHSAS 18001 規 範 開 宗 明 義 , 清 楚 指 出 最 高 管 理 階 層 (Top management)必須明令制定組織的職業安全政策,並對職業安全衛 20.
(33) 生管理系統的發展與實施,以及持續改進及績效建立提出具體的承 諾,以宣示其決心。 3.強調管理系統的整合功能 OHSAS 18001 規範所要求的職業安全衛生管理系統是組織管理系統 的一部分。此規範不包括其他管理系統所規定之要求,但能與相關 的管理系統要求相互調和,並整合成具有共同要項的單一管理系 統,而便於規劃、資源分配以及整體有效性評估。 4.採用 PDCA 方法論 OHSAS 18001 規範係與 ISO 9001 標準、ISO 14001 標準相同,均採 用 PDCA 循環作為其規範的編訂基礎,以方便事業單位進行管理系 統的整合。 5.強調持續改進導向 OHSAS 18001 規範之職業安全衛生管理系統的持續改進(continual improvement),目的在於增進安全績效的提升機率,透過 PDCA 之 循環機制使組織能不斷地改進其安全衛生的執行績效。持續改善是 一種持續性的活動,精益求精,追求更高的有效性。 另外 OHSAS 18001 規範雖明列各管理系統要項,但對建構職業安 全衛生管理系統所需實施事項的具體內容並未明確規定。換言之, OHSAS 18001 規範只提供事業單位建構職業安全衛生管理系統時所需 之實施項目,而其具體內容則可依事業單位本身之規模、特性、需求 或文化等,自行判斷酙酌。. 2.6 職業安全衛生管理系統與自護制度主要內容比較 2.6.1 職業安全衛生管理系統 OHSAS 18001 主要內容 OHSAS 18001 規範之內容共分四章,分別為 1.適用範圍(Scope)、 2.參考出版物(Reference Publications) 、3.名詞與定義(Terms and Definitions) 、4.職業安全衛生管理系統要項(Occupational Health and Safety Management System Elements) 【21】 。 一、一般要求 組織(事業單位)應建立並維持職業安全衛生管理系統的要求,陳 述於第四條。 二、安全衛生政策 不論是 ISO 9000(品質)、ISO 14001(環境)或 OHSAS 18001(安全 衛生)管理系統都是以 PDCA(PLAN, DO,CHECK,ACTION)作為相同 的基本架構。以 OHSAS 18001 為例,是在安衛政策之最高指導原 則下,依循規劃(P)、實施與運作(D)、查核與矯正措施(C)及管 21.
(34) 理階層審查(A)等步驟,如圖 2-8 所示,以達持續改善目的,說 明如下: 持續改善. ACTION. PLAN 4.2 安衛政策. 4.6 管理階層審查. 4.5 查核與矯正措施 4.5.1 績效量測與監督 4.5.2 意外事件、事故、不符 合、矯正及預防措施 4.5.3 紀錄及記錄管理 4.5.4 稽核. CHECK. 圖 2-8. 4.4 實施與運作 4.4.1 架構與責任 4.4.2 訓練、認知及能力 4.4.3 諮詢與溝通 4.4.4 文件化 4.4.5 文件及資料管制 4.4.6 作業管制 4.4.7 緊急事件準備與應變. 4.3 規劃 4.3.1 危害鑑別、風險評估及 風險控制之規劃 4.3.2 法令規章與其他要求 事項 4.3.3 目標 4.3.4 安全衛生管理方案. DO. OHSAS 18001 之 PDCA 管理循環示意圖. 安全衛生政策代表一個企業對於安全衛生維護的觀點與期望,也 是安全衛生管理的最高指導原則。在制定安全衛生政策時,需明確陳 述企業的整體安全衛生目標及改善安全衛生績效的承諾,同時,此政 策也須獲得事業單位最高管理階層的認可並由其頒佈。 此安全衛生政策應符合下列各項要求: (一)對組織安全衛生風險的性質與規模來說,必須是合宜的。 (二)包括對持續改善之承諾。 (三)至少包括目前適用符合的安全衛生法令規章,及組織需遵守的其 他要求事項之承諾。 (四)使其文件化、實施及維持。 (五)傳達給所有員工,並使其認知個人的安全衛生責任。 (六)可向利害相關者公開。 (七)進行定期審查,以確認該政策持續關連並適合於該組織。 由此可知,安全衛生政策至少需包含兩個承諾,即「持續改善」 與「符合法規」。此外應建立一個動態的管理系統,也就是政策之訂 定須以先前的稽核、績效量測回饋及管理審查為本,再藉由規劃、實 施、稽核及審查階段進行改善,然後,隨著風險特性之改變,再訂定 下一階段的政策,以達動態管理的目的。 22.
(35) 三、規劃 在 OHSAS 18001 中,其規劃重點有四,分別為:危害鑑別、風險 評估及風險控制之規劃、法令規章與其他要求事項、目標以及安 全衛生管理方案。其重點內容,茲說明如下: (一)、危害鑑別、風險評估及風險控制之規劃:在 OHSAS 18001 中,要求組織應建立並維持程序,以持續鑑別危害、評估 風險,並執行必要之控制方法,其風險評估範圍包括如下: 1.例行性與非例行性活動:例行性的活動包括企業正常運 作時的產品、活動及服務,例如,正常的產品生產、製 程活動及服務過程等;非例行性活動包括機械設備的故 障修理、年度歲修及緊急狀況的發生等。 2.所有進入工作場所人員的活動:所有進入工作場所人 員,除了員工外,承攬商及訪客的活動也都可能對該場 所具有潛在之危害。舉例而言,土木承包商、設備維修 商及廢棄物承包商、化學品與設備供應商,乃至進入廠 內之訪客與暫時性工作人員如暑期工讀生等,均應考量 其所帶給工作場所之風險。 3.工作場所中包括由組織或外界所提供之設備:如前所 述,供應商、承包商所使用或攜入工作場所的任何設 備,例如:動火設備、衝剪設備等,均需進行危害鑑別, 因為這些設備皆有可能造成工作場所的安全衛生危 害,當然,企業本身的設備也都在此範圍內。 審視上述範圍,亦即針對製程(含服務)、人員及設備等三方 向,考量其對事業單位所造成之風險程度。此外危害鑑別與風險 評估可依照企業之特性與能力選擇最適宜的方法,並未特別要求 使用複雜的系統分析方法如 HAZOP 或 FMEA。針對危害鑑別的結 果,再進行風險大小的評估,並依照風險評估結果,確認不可接 受之風險,從而決定適當的改善或控制計劃。如果是進行改善計 劃,則可與企業之「安全衛生目標」與「安全衛生管理方案」相 結合;如果是制定管理控制手段,則在系統上應與「作業管制」 連結;如屬緊急應變則與「緊急事件準備與應變」相串連,以使 風險管理不僅是一項安全管理工作,更是管理工作的源頭。 (二)、法令規章與其他要求事項:企業在安全衛生方面所需符合 之法令規章並不僅限於行政院勞委會所公佈之法規,內政 部消防署制定之消防法、管理游離輻射設備的原子能等, 亦皆須了解與鑑別,除此之外,其他要求事項如企業內安 衛政策及標準規定等,也均應遵從。此外企業針對上述資 訊之獲得,應建立各種管道,包括資料之媒介(公報、網 23.
(36) 路、函文、刊物等),且應提供並保持更新,使員工知道 如何取得;並應就所獲得之資訊,與員工及利害相關者進 行溝通。 (三)、目標:企業應依據不可接受風險、法規不符合事項、作業 與業務要求(如客戶之要求)及利害相關者觀點(如企業 內員工)等項目,集思廣益,訂定階段性安衛管理目標, 目標並應與職業安衛政策相連結,以達持續改善的目的。 此外目標應儘可能量化、具體化,俾可有效判斷目標達成 程度及所帶來之安全績效。在訂定目標時,可分為長程、 中程及短程目標,長程目標往往偏向政策性之宣示,如零 災害;惟在訂定短程目標時,應考量現階段安衛之重點, 務實的建立可行目標,以使執行者有一明確的努力方向, 千萬不能好高騖遠,如此,反而會讓執行者喪失信心。 (四)、安全衛生管理方案:企業應藉由職安衛管理方案之建立, 來達成安衛政策與目標。在管理方案中應明定三要件: 1.職權分工:負責該方案之執行的相關授權與責任,至 少規定到部門。 2.方法:達到目標之各階段方式。 3.時程:完成各階段工作的預定期限。 四、實施與運作 管理系統於企業內推動時,必須建立明確的權責區分制度,並充分授 權,各項工作之推展由專人或特定部門執行。 在此部份包含:架構與責任、訓練、認知及能力、諮詢與溝通、文件 化、文件及資料管制、作業管制、緊急事件準備與應變。茲分述如下: (一)、架構與責任:為促進職安衛管理的有效性,對置身於具有潛在 職安衛風險之組織、設施及製程活動之中,而負責管理、執行 及查驗的人員,其職責及權限應加以界定、文件化及溝通。 其中最高主管承擔企業的最終安全衛生責任,所以組織應指派 高階主管中之一員作為管理代表,交付特定責任並獲得充分授 權,另外,應將安全衛生管理責任賦予現場的作業主管,以確 保其能有效掌控安全衛生事務的運作。此安全衛生的責任與權 限並應以適合於企業本身的表格文件來記載,例如職務說明 書。 (二)、訓練、認知及能力:個人在工作場所中從事可能影響職安衛的 作業時,應具備適當的能力以執行此操作,而避免事故的發 生,在此所謂「個人」,除了企業內部員工外,亦須考慮企業 外部人員可能進入企業內部作業的情形,如承包商與供應商 等。 24.
(37) 「能力」可依學歷、訓練及經驗來加以界定。企業應考慮所有 進入工作場所之人員所負的責任、工作能力及作業之風險高 低,從而加強訓練。此外企業需透過各種可能的方式使內部員 工了解安全衛生的需求,包括政策與各種程序的重要性、個人 作業對安全衛生的影響、個人的安全衛生權責及未依循標準作 業程序工作時所可能造成的安全衛生後果,以加強全體員工對 安全衛生的認知。 (三)、諮詢與溝通:在企業內與安全衛生最直接與重要的利害相關者 是企業內部的員工,故企業除了要在適當時機對員工傳達安全 衛生資訊外,亦應邀請其提供意見。 員工與企業的相關主管應有一固定的溝通管道,以參與企業安 全衛生的相關討論與會議,同時,應達到下列四項要求: 1.員工應參與安全衛生管理系統相關文件的制定與審查,至少 包括政策與管理程序。 2.當員工工作場所的安全衛生狀況改變時,企業管理階層應與 相關員工溝通,並使其了解改變的狀況。 3.聽取安全衛生相關事務的說明。 4.企業應使所有員工知道那些人是安全衛生員工代表及安全 衛生管理代表。 (四)、文件化:企業應將安全衛生管理相關資料維持為最新的文件, 並將此資訊透過適合之媒體如書面或電子型式等,傳達給所有 員工,以確認其職業安全衛生管理系統能被充分的了解與有效 的作業。因此企業應制定「安全衛生手冊」 (或同等的文件), 說明安全衛生管理系統的所有要項與要求,並依此展開相關的 管理程序或作業指導書,以利管理系統的推動與執行,甚至作 為系統執行的依據。惟應注意文件化的目的在於增進系統的操 作性,過多的文件反而會降低系統的效率與增加無謂的工作負 擔,故應先行檢討安全衛生管理系統所需的文件與資料,加以 整合,然後再制定合宜之文件系統。 (五)、文件及資料管制:組織應建立並維持程序,使安全衛生管理系 統的文件符合下列各項要求: 1.文件易於索取。 2.文件要定期審查並視情況需要加以修訂,且由授權人員認可 其適切性。 3.在所有關係到職安衛系統有效運作之重要作業地點都可以 取得現行版本的相關文件及資料。 4.即時地將失效的文件及資料自所有發行處和使用處回收,並 要確認其不被誤用。 25.
(38) 5.基於法律或知識或兩者兼具之保存目的而保留的檔案文件 及資料,均能適當鑑別。 企業應以書面程序規定安全衛生管理系統相關文件與資料 的鑑別、核准、發佈、與撤銷之管制,並確保製程作業員或 任何員工在例行與非例行狀況下,包括緊急狀況,若有需 要,都能隨時取得最新的工廠工程圖、物質安全資料表、程 序、說明書等文件及資料。 (六)、作業管制:企業應針對不可接受風險,發展出必要的作業管制 程序書,以規範操作人員的作業方式,確保操作的安全性。在 作業場所中常見的管制措施,茲列舉如下: 1.作業之管制措施:如危險性作業的鑑別;預先設計及核准工 作方法,如動火作業程序;預先核准從事危險作業人員的資 格;許可作業系統與管制人員進出危險工作場所的程序。 2.危險物及有害物之管制措施:進行危害物清單製作,了解總 量及儲存位置;安全儲存規定與使用管制;提供及教育訓練 員工使用物質安全資料表程序。 3.維持工廠與設備的安全之管制措施:工廠與設備的供應、管 制與維護;個人防護具的供應、管制與維護;檢查並測試與 安全衛生相關之設備。 4.貨品與服務的採購或轉讓及使用外部資料之管制措施:核准 採購或轉讓危險性化學品、材料及物質;採購時要求安全處 理機械、設備、物料或化學品的相關文件;評估並定期重新 評估承包商的安全衛生能力;核定新設工廠或設備在安全衛 生方面的規格。 (七)、緊急事件準備與應變:企業應建立緊急應變計畫,以鑑別與提 供適當的緊急應變設備,並以實際的演練測試應變的能力。實 際演練時,應確認程序的有效性,包括人員的編組、設備的適 當性、通報的管道以及救災方式的適用性等。演練的頻率必須 明訂,一般而言,以半年至一年一次為宜。 五、查核與矯正措施 為了確保安全衛生管理工作的推動與執行成效,企業必須建立完整的 績效評估與查核作業,而對於查核時所發現之問題,更應建立改善對 策,以使缺失不再發生。 在此部份包括:績效量測與監督、意外事故之矯正及預防措施、紀錄 及紀錄管理、稽核。茲分述如下: (一)、績效量測與監督:組織應建立並維持程序,以例行監督與量測 職業安全衛生績效,此程序應符合下列各項: 1.定期監督組織職安衛目標之達成。 26.
(39) 2.訂定適合組織需求並兼具定性及定量特點的績效指標。 3.訂定主動性的績效量測方法,以監督職安衛管理方案、作業 準則及法令規章要求事項的符合性。 4.訂定被動性的績效量測方法,以監督損失事件、疾病、偶發 事件(包括虛驚事件)及其他職安衛績效缺失的歷史證據。 5.確認監督與量測的資料及結果的紀錄方法,足以作為後續矯 正及預防措施分析之用。 (二)、意外事件之矯正及預防措施:針對意外事件(含虛驚事件),企 業應鑑定其根本原因,並建立矯正與預防措施之程序,以防止 類似事件再度發生。採取任何矯正與預防措施,以消除不符合 狀況之根本原因時,應根據問題的大小和經由風險評估流程加 以審查,再訂定適宜的作法,並應針對變更方式,採行書面紀 錄。 鑑定事故的原因時,應予以分類並定期分析,並與同業所接受 之實務準則及意外事件發生的頻率和嚴重性進行比較,以作為 日後改善的指標。 (三)、紀錄及紀錄管理:企業應建立程序,針對職安衛進行相關紀錄, 並與稽核、審查結果的鑑別資料,一併維護和保存。 上述相關紀錄應清楚易讀,並涵蓋所有的安衛活動,此外保存 與維護的記錄應使其易於檢索,並訂定保存期限。 應予保存紀錄者,至少包括下列項目: 1.職安衛會議記錄。 2.職安衛管理系統稽核報告。 3.意外事件及虛驚事件報告及其後續追蹤檢討報告。 4.教育訓練紀錄。 5.健康追蹤報告。 6.緊急應變演習報告及其後續檢討報告。 7.管理審查報告。 8.危害鑑別、風險評估及風險控制紀錄。 (四)、稽核:企業應針對廠區內應用安全衛生管理系統的所有作業進 行內部稽核,以評估其所制定安全衛生作業程序與執行符合程 度;企業對於稽核的範圍、頻率、方法及稽核員的資格應明確 規定,且每次稽核時,均應審查上次的稽核結果加以審查,以 確認改善的有效性。 稽核報告內容必須明確與完整,由稽核員簽署並記載日期。所 有稽核結果應儘速送回所有的相關單位,以便採取矯正措施, 另外,也必須制定後續的監督計劃,以確保建議事項的有效執 行。 27.
(40) 六、管理階層審查 管理階層審查的目的在於全面審視管理的有效性與適當性,審查的資 料應包括前次內部稽核的結果、內在與外在情勢的變化,以及企業整 體改善的成效與期望。每年至少應審查一次,而以半年一次為理想。 此外高階主管應親自出席並主持審查會議,以使決策能夠順利進行並 鼓舞員工士氣,同時,也應避免僅作事後的會議記錄審查。 審查時,應涵括之主題,茲列舉如下: (一)、現行職安衛政策的適合性。 (二)、持續改善所設定或更新的職安衛目標。 (三)、現行風險分級與既存控制方式的有效性。 (四)、資源的適當性(財力、人力、物力)。 (五)、系統稽核的結果與改善措施。 (六)、意外事故之調查結果。 2.6.2 我國自護制度主要內容 為鼓勵並輔導事業單位健全安全衛生管理機制,落實自主管理, 致力改進安全衛生措施,發揮自行保護功能,以防止災害發生,行政 院勞工委員會乃於 83 年 11 月 23 日公佈「事業單位安全衛生自護制 度實施要點」 【22】 ,開始正式推動此一制度。 我國職業安全衛生自護制度乃參考美國職業安全衛生署之自護 計劃(Voluntary Protection Program,VPP)、南非國家職業安全協 會的五星評等系統、美國國際損失控制協會所發展之國際安全評分系 統,ISO 9000 系統以及勞委會所制定之「選拔全國性推行勞工安全 衛生優良單位及人員實施要點」 , 【23】訂立而成,藉以強化國內事業 單位之安全衛生工作。 自護制度前後經過兩次修正,第一次是在 87 年 2 月,第二次則 是在 90 年 5 月。第二次修訂,勞委會是依據 OHSAS 18001 職業安全 衛生管理系統之精神與內容,與自護制度進行整合,然後加以修正, 公佈實施。而新版自護制度與 OHSAS 18001 的分別,如表 2-6 所示。. 28.
(41) 表 2-6 自護制度與 OHSAS 18001 之對照表 自護制度 1、安全衛生政策 2、規劃與管理方案 2.1 風險評估及控制 2.2 法規鑑別 2.3 基線量測及目標設定 2.4 安全衛生管理方案. OHSAS 18001 4.2、安全衛生政策 4.3、規劃 4.3.1 危害鑑別、風險評估及風險控制之規劃 4.3.2 法令規章與其他要求事項 4.3.3 目標 4.3.4 安全衛生管理方案. 3、組織 3.1 授權與分工 3.2 訓練、認知及能力 3.3 諮詢與溝通 3.4 文件管理. 4.4、實施與操作 4.4.1 架構與責任 4.4.2 訓練、認知及能力 4.4.3 諮詢與溝通 4.4.4 文件化 4.4.5 文件及資料管理. 4.4.6 作業管制 4、作業管制措施 組織應鑑別出有哪些作業與活動項目係與已確 4.1 操作程序/手冊制定與講解 認須使用控制方法的風險有關,組織應規劃包含 4.2 承攬管理 維修在內的上述活動,透過下列各項方式以確認 4.3 安全距離 作業時能符合規定的條件: 4.4 工作場所安全設備措施 ‧建立並維持文件化之程序俾能涵蓋如缺少哪些 4.5 工作場所消防設備措施 程序時可能造成偏離安全政策目標之情況。 4.6 危險性機械、設備之管理 ‧在哪些程序中明訂作業準則。 4.7 一般機械、設備之管理 ‧建立並維持有關於組織所購買及(或)使用的商 4.8 勞工安全衛生自動檢查 品、建設或服務中可鑑別之相關安全衛生風險 4.9 特殊作業許可 4.10 製造、處置、使用危險物及有害 的程序,同時把相關程序與其要求傳達給供應 商和承包商。 物之管理 ‧建立並維持設計工作場所、製程、安裝、機械、 4.11 作業環境衛生 作業程序及工作組織的程序,包括順應員工能 4.12 勞工健康管理 力,俾消除或降低其源頭之安全衛生風險。 4.13 變更管理 5、緊急應變與事故預防措施 4.4.7 緊急事件準備與應變 5.1 緊急應變計劃 4.5.2 意外事件、事故、不符合、矯正與預防措 5.2 醫療衛生單位、設備狀態 施 5.3 急救人員、設備狀況 5.4 意外事件、事故之處理及預防措施 (分散於各單元中,不另訂稽核問項) 4.5.3 紀錄與紀錄管理 6、績效評量與稽核 6.1 績效量測與監督 6.2 稽核 7、管理階層審查. 4.5 檢查與矯正措施 4.5.1 績效量測與監督 4.5.4 稽核 4.6、管理階層審查. 29.
(42) 自護制度的修訂,是依循以下理念: 1.從被動式滿足法令要求,提升到主動式建立 PDCA 自我審查、持續 改善之管理機制。 2.從原先鼓勵中小企業參與的設計,提升到引導事業單位建置符合世 界潮流的制度化安全衛生管理。 3.建立以風險管理為基準的安全衛生運作機制,降低因不安全行為和 不安全環境所造成的意外事故發生頻率。 4.由檢查機構主導管理,進展到引導事業單位自主管理。 而新版自護制度的修訂重點,玆列舉如下: 強化「自主管理」 刪除原適用於勞工安全衛生法第四條規定之事業(營造業除外)條,以 鼓勵所有事業單位皆可以參與自護制度。 增設自護評鑑委員會,辦理自護制度評鑑決審及管理事項。 刪除自護輔導機構之相關規定。 強化自護評鑑機構之設置及運作方式。 申請自護單位之受理單位由當地檢查機構修改為勞委會。 自護標誌有效期間由一至三年改為一律二年。 增列自護單位應辦理自行稽核之規定。 修訂評鑑員之資格限制,並增訂稽核員之資格限制。 刪除實施安全衛生檢查之規定,改為列冊參考。 刪除自護評鑑機構、評鑑員、自護單位之相關處分規定。 至於評鑑問項的修正重點,則包括如下: 針對已訂定之分業自護制度,在保有其分業特性下,進行整合,俾可 增進管理修訂上之容易性及降低管理成本。 依據 OHSAS 18001 驗證條文之要求,將原十個單元各問項之屬性重新 調整編排,並適度增加或修訂原未要求之事項,如風險評估、法令規 章和其他安全衛生事項要求、建立量化目標並進行目標管理和自主管 理、績效量測與監督稽核、管理階層審查等,以提昇自護制度推行之 誘因,並符合國際間相關標準之發展趨勢。 取消 R 問題、基本問項和進階問項(*)之區別,因此修訂後之自護 制度,就不會再發生以往 R 問題項中有任一不符合者即無法成為自護 單位之狀況。 修改原每一問項一分之評分方式,而改成依其執行成效給予不同的評 分:不良、可、良、優及不適用,如此,不僅可讓事業單位清楚了解 目前安衛績效之水準,亦能協助事業單位確立持續改善安衛績效之方 30.
(43) 向。依據各單元之重要性,給予不同之分數權重。在配分考量上,因 為法令之要求事項是事業單位必須確實執行安全衛生工作的最低要 求,因此,主要乃是依照管理成效及重大影響考量面之安全績效給予 之配分權重。 修訂後之自護制度取消依得分高低給予一年、二年或三年自護單位標 誌之區分,一律將其改為得分達 70 分以上,經自護評鑑委員會審查 通過者,即授與自護單位標誌。 職業安全衛生管理系統稽核為事業單位可以審查並持續評估其職業 安全衛生績效的方法,而職業安全衛生管理系統稽核需要考量政策與 作業程序,以及工作場所的條件及實務。因此,勞委會乃依據 OHSAS 18001 之要求,修訂自護制度中有關稽核之相關問項。 新版自護制度係依據 OHSAS 18001 職業安全衛生管理系統之精神與條 文加以修訂,執行架構是以 PDCA 系統進行運作,計有 102 個稽核問 項,分為安全衛生政策、規劃與管理方案、組織、作業管制措施、緊 急應變與事故預防措施、績效評量與稽核及管理階層審查等七個單 元。 自護制度推動現況及成效: 自護制度自八十四年推動迄今,已有 760 家次獲得自護單位標誌(統 計資料期限為九十三年十二月底),申請自護單位之企業有逐年增加 趨勢(如圖 2-9),顯見自護制度之推動成效良好,而截至九十三年 十二月為止,仍在自護單位標誌有效期限者計有 151 家。另外,在導 入職業安全衛生管理系統,並將評分項目修正為 102 項(如表 2-7) 後,參加自護制度之事業單位近三年(89-91 年)失能傷害頻率及失 能傷害嚴重率之平均值遠低於全產業平均值(如圖 2-10 及圖 2-11) , 失能傷害頻率至少較全產業降低 40﹪,失能傷害嚴重率降幅更達 80 ﹪,顯見事業單位推動自護制度,對企業安全衛生管理系統助益良多 ,並能有效降低職業災害發生。. 31.
數據



+7





相關文件
Students are expected to explain the effects of change in demand and/or change in supply on equilibrium price and quantity, with the aid of diagram(s). Consumer and producer
2.17 Information provided to new board m embers should include the organisation’s aims and objectives, control environment, organisational risks and risk management
Internal Control and Management Practices in Non-Profit Organisations Northern India Regional Council of the Institute of Chartered Accounts of India Terrance S. Demczur
In case of any disputes regarding any competition(s), and/or other related matters, the decision of the Organiser shall be final, binding and
• elearning pilot scheme (Four True Light Schools): WIFI construction, iPad procurement, elearning school visit and teacher training, English starts the elearning lesson.. 2012 •
name common laboratory apparatus (e.g., beaker, test tube, test-tube rack, glass rod, dropper, spatula, measuring cylinder, Bunsen burner, tripod, wire gauze and heat-proof
Microphone and 600 ohm line conduits shall be mechanically and electrically connected to receptacle boxes and electrically grounded to the audio system ground point.. Lines in
• Delta hedge is based on the first-order approximation to changes in the derivative price, ∆f , due to changes in the stock price, ∆S.. • When ∆S is not small, the
