國 立 交 通 大 學
運 輸 科 技 與 管 理 學 系
碩 士 論 文
運用 FMEA 與 RFID 技術於疫苗配送流程
The Applications of the FMEA and RFID
Techniques in Vaccines Distribution Processes
研 究 生:張巍翰
指導教授:姚銘忠 教授
運用 FMEA 與 RFID 技術於疫苗配送流程
The Applications of the FMEA and RFID
Techniques in Vaccines Distribution Processes
研 究 生 :張巍翰 Student:Wei-Han Chang
指導教授:姚銘忠 Advisor: Ming-Jong Yao
國立交通大學
運輸科技與管理學系
碩士論文
A Thesis
Submitted to Department of Transportation Technology and Management Colleage of Management
National Chiao Tung University In Partial Fulfillment of Requirements
For the Degree of Master
In
Transportation Technology and Management June 2010
Hsinchu, Taiwan, Republic of China
運用 FMEA 與 RFID 技術於疫苗配送流程
研究生:張巍翰 指導教授:姚銘忠 教授 國立交通大學運輸科技與管理學系碩士班摘要
疫苗為高單價產品,對溫度敏感且具時效性,一旦發生溫度改變或是其他原因,造 成疫苗變質、毀損等情況,可能造成疫苗功能失效,更可能因而產生龐大的成本損失。 近年來有許多針對低溫物流配送問題之研究,然而這些研究大部分針對食品、花卉、農 產品(蔬菜、水果)等物品進行研究,鮮少針對低溫疫苗配送問題進行探討。 有鑑於此,本研究針對低溫疫苗配送流程進行企業流程再造 (Business Process Reengineering, BPR)文件化方式,運用失效模式與效應分析手法(Failure mode and effects analysis, FMEA)及無線射頻識別(Radio Frequency Identification, RFID)技術開發一套監 控疫苗配送流程之資訊系統,建立一套標準化疫苗配送程序與緊急警報功能,以避免疫 苗發生失效之情況,並將此套 RFID 資訊系統於實務上進行測試與應用。 本研究之結果顯示 RFID 資訊系統的建立確實有其必要性,透過即時性監控溫濕度 功能,使用者可以隨時掌握疫苗溫濕度之現況,相對於現行疫苗配送流程,於配送過程 中發生任何情況無法得知,若不幸疫苗溫濕度發生異常,通常僅能於事後察覺。因此, 建立一套溫濕度監控機制,符合事前防範優於事後察覺之理念,且警報功能之設計可提 早警報使用者疫苗將可能進入異常狀態,使用者可提前進行緊急處理,避免疫苗發生失 效情況,其節省之成本具有相當效益。 從社會安全的角色來看,RFID 資訊系統的建立,可有效掌握疫苗於配送流程中的 即時的溫濕度變化,相較於現行疫苗配送流程缺乏通透度之情況,可避免因懼怕龐大的 賠償成本於隱瞞疫苗失效事實,進而增加使用者在使用疫苗時之可靠性與安全性。 關鍵字:疫苗,企業流程再造,失效模式與效應分析,無線射頻識別技術ii
The Applications of the FMEA and RFID Techniques in Vaccines
Distribution Processes
Student: Wei-Han Chang Advisor: Ming-Jong Yao Department of Transportation Technology and Management
National Chiao Tung University
Abstract
Vaccines are high-value products with higher sensitivity in temperature control than other products. When the temperature readings of vaccines fall in out of-control range, the batch of vaccines may be damaged, and it usually leads to a huge loss. Many researchers have been working on the studies of logistics for “cold-chain”, e.g., food, flowers, agriculture products such as vegetables and fruits, etc. recently. However, few studies addressed to the temperature monitoring in the distribution of vaccines in the literature.
In order to solve this problem, we employ the techniques of Business Process Reengineering (BPR) and Failure Mode and Effects Analysis (FMEA) and the Radio Frequency Identification (RFID) technology to propose a Standard Operating Procedure and develop an information system for monitoring the distribution processes of vaccines in this study.
Our results show that the proposed RFID-based information system is very helpful for the distribution processes of vaccines since it monitors the temperature readings in a real-time fashion that significantly improves the as-is situations in which the users can not detect the occurrence of any incident/failure until the distribution process of vaccine has been out of control. Therefore, our proposed system also highlights its alerting function that is able to show warnings and to allow the users some time for taking actions in advance. We assert that our proposed system is able to save considerable costs by avoiding the occurrence of the failure of vaccines.
With the view of social warfare, the proposed RFID information system can assist the users to monitor the temperature readings so as to avoid the concealment of damaged vaccine and to effectively improve the reliability of the distribution processes and to security the quality of vaccines.
Keywords: Vaccines, Business Process Reengineering, Failure Mode and Effects Analysis, Radio Frequency Identification.
致謝
在新竹吹風的這兩年,最感謝的就是恩師 姚銘忠 教授的指導,有老師您的細心灌溉, 讓我成長茁壯。老師您的訓誡與關懷,我將永遠記在心裡。 謝謝期中報告審查委員與口試委員 黃寬丞教授、黃明居教授及德明科大的陳百盛 教授,讓我在論文撰寫之路獲得相當大的助益。 謝謝系上教授兩年來的教導,這兩年的課程中讓我充實我自己的專業知識,更學 習到做人處事的道理。 感謝實驗室的惟茵學姐,在我撰寫論文時,提供相當大的幫助。也感謝在交大的 同窗兼好友,愛碎碎念的叔公、正妹宜霖、帥哥坤耀、酷酷的修安、愛哭哭的高凌風, 一路以來的陪伴與切磋,也感謝交大各位同學。更感謝研究室最可愛的小朱及依潔學 妹,因為兩位可愛學妹的加入,讓研究室更為溫馨與熱鬧,感謝研究室裡最挺我的幽 默學弟思賢。感謝從逢甲到交大一直以來的學弟-熱心的郁哲。有了你們,讓我這交大 的這兩年,每天都過得相當精彩。 感謝逢甲運管的好同學,小白、小花、小傑、成翰、旻翰、老別、朝翔、阿達、 王 A、瓜瓜、詩晨,也感謝從小到大的好同學兼好朋友,家豪、佑軒、浩呆、阿東、 阿富、阿瑞、嘉哲、亞培、鴨鴨。謝謝你們,豐富我的人生。 感謝我的女友奕如,陪我度過一路走來的辛苦,還好有你,讓我更有衝勁。 最後,衷心感謝我最愛的家人,老爸、老媽以及妹妹,有了你們的支持,才有今 天的我,謝謝你們無怨無悔的關懷與付出,我愛你們。iv
目錄
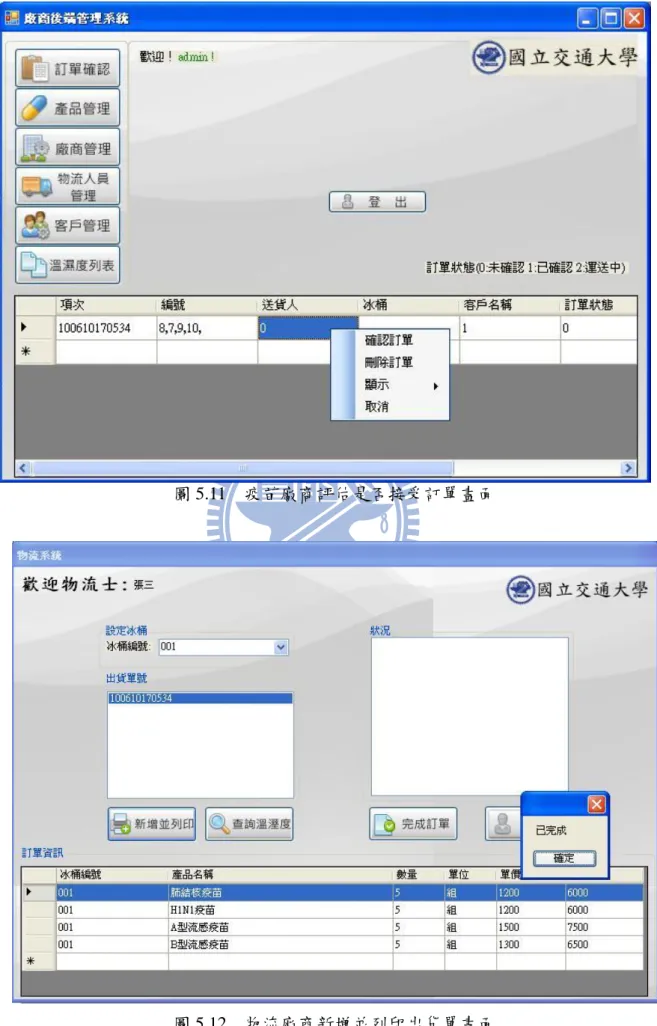
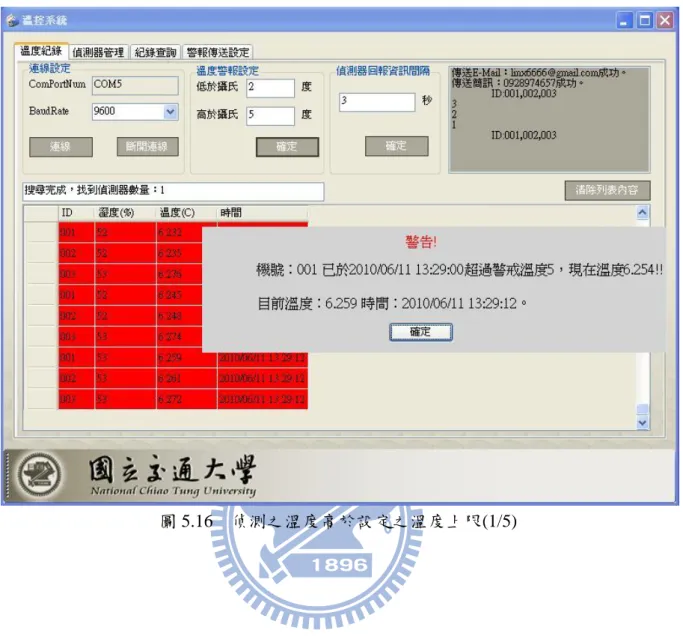
中文摘要 ··· i 英文摘要 ··· ii 致謝 ··· iii 目錄 ··· iv 圖目錄 ··· v 表目錄 ··· vi 第一章 緒論 ... 1 1.1 研究背景 ... 1 1.2 研究動機與目的 ... 2 1.3 研究範圍 ... 3 1.4 研究架構與流程 ... 3 第二章 文獻回顧 ... 8 2.1 疫苗配送文獻: ... 8 2.2 企業流程再造於配送及醫療相關領域之運用: ... 9 2.3 失效模式與效應分析於配送及醫療相關領域之運用: ... 10 2.4 無線射頻識別系統於配送及醫療相關領域之應用: ... 13 2.5 結論 ... 15 第三章 研究方法 ... 17 3.1 現行疫苗配送流程(AS-IS)分析方法... 17 3.1-1 現行疫苗配送流程文件化 ... 17 3.1-2 將失效模式與效應分析(FMEA)應用於疫苗配送流程 ... 18 3.2 合理化推估之疫苗配送流程 ... 21 3.2-1 迴歸預警機制分析 ... 21 3.3 導入 RFID 前後之成本效益計算 ... 25 第四章 現行疫苗配送流程(AS-IS) ... 27 4.1 現行疫苗配送流程文件化 ... 27 4.1-1 現行疫苗配送流程圖 ... 27 4.1-2 運用文件化彙整之現行疫苗配送(AS-IS)模式 ... 30 4.2 導入失效模式與效應分析(FMEA)於現行疫苗配送流程 ... 34 第五章 合理化之疫苗配送流程 ... 41 5.1 合理化推估(TO-BE)疫苗配送流程文件化 ... 41 5.1-1 合理化疫苗配送流程圖 ... 41 5.1-2 運用文件化彙整之合理化疫苗配送(TO-BE)流程 ... 45 5.1-3 合理化疫苗配送流程之解決成果 ... 64 5.2 開發 RFID 資訊系統 ... 66 第六章 討論 ... 77 6.1 迴歸預警機制範例 ... 77 6.2 成本效益評估 ... 78 6.2-1 每年折舊成本與每年節省成本之比較 ... 78 第七章 結論與建議 ... 83 參考文獻 ... 86 附錄 ... 91圖目錄
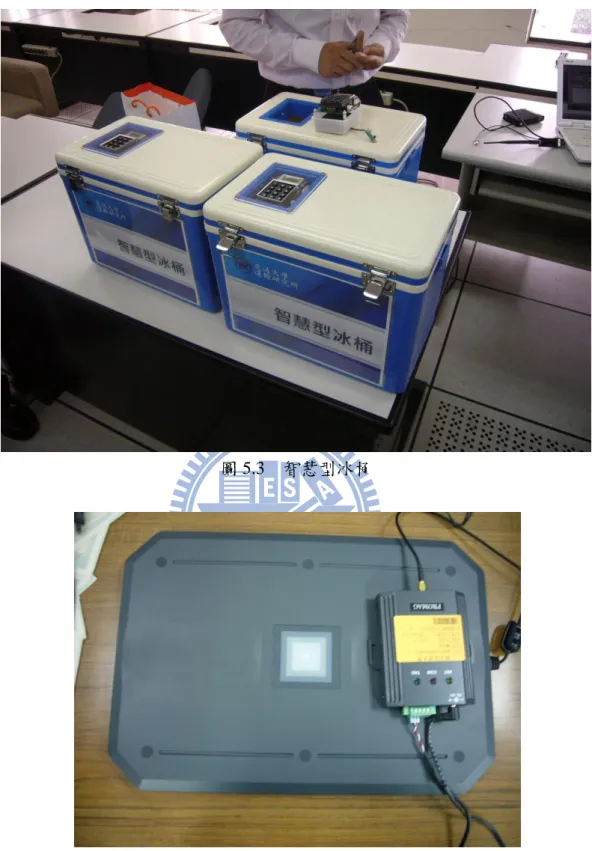
圖 1.1 研究架構圖 ... 5 圖 1.2 研究流程 ... 7 圖 3.1 迴歸模式判定實施步驟 ... 24 圖 3.2 迴歸判斷選取資料方式 ... 25 圖 4.1 現行疫苗配送流程圖 ... 27 圖 4.2 溫度監視卡正面 ... 32 圖 5.1 疫苗配送流程導入 FMEA 手法與 RFID 資訊系統 ... 41 圖 5.2 溫濕度發射接收器 ... 45 圖 5.3 智慧型冰桶 ... 46 圖 5.4 HF 13.56MHz AMP 600 讀取器 ... 46 圖 5.5 ISO 15693 型 HF13.56MHz 電子標籤 ... 47 圖 5.6 UHF433MHz 主動式讀取器 ... 48 圖 5.7 疫苗配送流程示意圖 ... 50 圖 5.8 客戶端輸入帳號密碼 ... 51 圖 5.9 客戶端訂單功能畫面 ... 51 圖 5.10 客戶端新增訂單畫面 ... 52 圖 5.11 疫苗廠商評估是否接受訂單畫面 ... 53 圖 5.12 物流廠商新增並列印出貨單畫面 ... 53 圖 5.13 出貨單 ... 54 圖 5.14 即時溫濕度資訊偵測 ... 57 圖 5.15 物流廠商查詢配送時疫苗溫濕度 ... 57 圖 5.16 偵測之溫度高於設定之溫度上限 ... 58 圖 5.17 客戶查詢訂單介面 ... 62 圖 5.18 客戶查詢溫濕度結果 ... 63 圖 5.19 RFID 資訊系統架構圖 ... 67 圖 5.20 疫苗廠商登入介面 ... 68 圖 5.21 疫苗註冊介面 ... 69 圖 5.22 物流廠商基本資料維護 ... 70 圖 5.23 客戶基本資料維護 ... 71 圖 5.24 讀取器無法偵測到電子標籤情況 ... 74 圖 6.1 時間與溫度迴歸線 ... 77 圖 6.1 成本效益圖(可折舊 5 年) ... 79 圖 6.2 成本效益圖(可折舊 7 年) ... 80 圖 6.3 成本效益圖(可折舊 8 年) ... 80 圖 6.4 成本效益圖(可折舊 9 年) ... 81 圖 6.5 成本效益圖(可折舊 10 年) ... 81vi
表目錄
表 3.1 FMEA 表單形式 ... 20 表 3.2 失效模式發生頻率評分表 ... 20 表 3.3 影響度評估表 ... 20 表 3.4 軟硬體成本 ... 26 表 4.1 現行疫苗配送流程之 FMEA 表單 ... 36 表 5.1 合理化推估模式各片段流程所需軟硬體 ... 48 表 5.2 各端點資訊平台所需硬體與功能整理 ... 75第一章 緒論
本 研 究 針 對 低 溫 疫 苗 ( 以 下 以 疫 苗 稱 之 ) 配 送 流 程 進 行 企業 流 程 再 造 (Business Process Reengineering, BPR)文件化方式,運用失效模式與效應分析手法(Failure mode and effects analysis, FMEA)及無線射頻識別(Radio Frequency Identification, RFID)技術開發 一套監控疫苗配送流程之資訊系統,並建立一套標準化疫苗配送程序與緊急警報功能, 以避免疫苗發生失效之情況。並將此套 RFID 資訊系統於實務上進行測試與應用,最後 評估導入 RFID 資訊系統對整體疫苗配送流程產生之效益。
1.1 研究背景
近年來有許多針對低溫物流配送問題之研究,然而這些研究大部分針對食品、花卉、 農產品(蔬菜、水果)等物品進行研究,鮮少針對低溫疫苗配送問題進行探討。疫苗為高 單價產品,對溫度敏感且具時效性,因此當疫苗由疫苗廠商出貨,透過物流公司配送至 客戶端途中,一旦發生溫度改變或是其他原因,造成疫苗變質、毀損等情況,可能造成 疫苗功能失效,更可能因而產生龐大的成本損失。因此如何安全且透明化的將疫苗運送 至客戶端,乃本研究著重的重點。Alan et al. (1997)指出美國 75%孩童疫苗是由公共健康部門(Public Health
Departments)負責配送,在美國廣闊的領土下,隨著季節的不同與地理位置的不同,其 溫度差異極大,因此疫苗溫度的掌控,就顯得格外重要。 楊錦洲(2006)提出醫藥物流(Pharmaceutical logistics)除了配合醫院、診所及藥局等通 路的物流需求外,針對藥物流業特殊的產業特性頇確保醫藥品在庫存管理及配送過程中 品質的穩定性,尤其是屬於高風隩之溫控產品,如:疫苗(Vaccines)需嚴格監控其在流通 過程中的溫度在 2~8℃之間,才能保障其品質穩定性與醫療效果。 根據中華民國財政部關稅總局(2009)指出 2007 年由國外進口之疫苗總產值達新台幣 19 億;而 2008 年由國外進口之疫苗總產值達新台幣 26 億;2009 年由國外進口之疫苗 總產值達新台幣 36 億。且經濟部生技中心疫苗白皮書(2006)指 出疫苗市場自 2005 年 貣 每年 即以二 位 數快速 成 長,預 計 2012 年全球疫苗將超過 200 億美元。由此 之 未 來台灣每年有價值 30 億以上的疫苗需要透過配送的方式送至各個客戶端,一旦在 配送過程中溫度發生變化,疫苗可以因此產生失效之風隩,且伴隨著龐大的賠償金額。 根據訪談低溫物流配送業者 A 表示,他們曾因配送車空調系統故障造成疫苗溫度過高, 因而造成整車疫苗毀壞,賠償的金額高達 40 萬。
2 台灣目前面臨 A 型流感肆虐之問題,在疫苗欠缺之情況下,每一箱疫苗皆極為珍貴, 疫苗配送問題更顯得重要。一旦配送過程發生失誤,出現疫苗毀損之情況,使得急需接 種疫苗之病患沒有疫苗可用,亦或者於配送時因為溫度過高造成疫苗失效,卻由於缺乏 透明化的配送流程,使得病人在不知情況下接種失效疫苗,其衍生出來的社會成本問題 更是難以估算。有鑑於此,疫苗配送問題確實是一個目前應該積極加強研究的範疇。
1.2 研究動機與目的
台灣現今的疫苗配送流程欠缺以科技輔助辨識及監控的方法。近年來由於無線射頻 識別技術(Radio Frequency Identification, RFID)技術的發展,使得物流系統在流程上的監 控以及資訊取得能夠提升效益。透過 RFID 技術可對疫苗的運送流程進行全程的監控, 隨時掌握疫苗配送情況以及溫度變化,進而在可能產生失誤之風隩發生時,可以進行緊 急處理。RFID 提供改善物流系統之技術,然而從管理層面而言,不只是技術的提升,更需要 整體流程的改善,以達到確實之品質管理。應用失效模式與影響解析手法(Failure mode and effects analysis, FMEA),其目的即在於指出系統或是裝置失效的要因,針對這些導 致系統故障要因進行處理,進而增加可靠度。近年來 FMEA 手法在國內外也廣泛地被應 用在各產業,諸如:汽車業、通訊業、電力系統、家電用品、一般產業等,均常見 FMEA 手法的使用。其應用範圍也從產品規劃、設計、製作以及使用等階段,涵蓋產品的整個 生命週期。在實施 ISO9000 系列的品質管理計畫中,清楚地記載 FMEA 手法的運用。 本研究著眼於 RFID 技術逐漸發展成熟,同時 FMEA 手法目前被廣泛的應用於增加 產品的可靠度,進而提升產品的品質。本研究透過企業流程再造進行疫苗配送流程的改 善,並搭配 FMEA 降低所有失誤發生的機率,在技術層面導入 RFID 技術來監控疫苗與 儲藏空間之溫度及濕度,以降低疫苗的損壞率,減少額外的成本損失,同時透過監控系 統,當損失發生時,得以釐清責任歸屬。 本研究主要希望透過檢討現行疫苗配送流程,了解其從疫苗廠商運送至客戶端之過 程中所存在之潛在風隩與可能損失,指出現行疫苗配送過程的缺失,並且導入 RFID 及 FMEA 於疫苗配送的流程中,進行原本配送流程之改善。並建構一套 RFID 資訊系統監 控疫苗之配送流程,透過電腦、車機與網際網路傳輸,達到資訊透明化等效益,若發生 失效情形除了車機會發出警告,車機亦會即時利用 3.5 無線網卡,全球行動通訊系統 (Global System for Mobile Communications, GSM)或整合封包無線電服務(General Packet Radio Service, GPRS)緊急通報物流中心指示司機做緊急的處理,進而減少配送過
程中可能發生之疫苗失效情形,達到整體流程之改善,減少企業之損失。後續則利用量 化與機率的模式來探討本研究導入 RFID 以及 FMEA 對疫苗配送整體成本之影響。 本研究所使用之研究方法以及建構之 RFID 資訊系統將可提供物流業者以及醫療系 統管理者,達到即時監控疫苗溫濕度之目的,並於未來可將此方法應用於對溫濕度敏感 之商品。
1.3 研究範圍
本研究範圍乃針對現行疫苗配送流程進行探討,透過實際訪談個案配合物流廠商 A 的司機與主管,以及實際參與配送流程,了解現行疫苗配送流程的操作方式。利用錄音 與拍照方式記錄訪談過程,於訪談後利用 Visio 繪製流程圖與撰寫情境說明方式幫助釐 清現行疫苗配送情況。 而本研究重點則著重於疫苗配送過程中的溫濕度監控功能,從客戶下訂單,疫苗廠 商評估訂單,指派物流廠商進行配送,直到配送至客戶端完成驗收動作為止。皆為本研 究探討配送流程中溫濕度變化的討論對象。並討論疫苗配送流程中的資訊流與物料流流 動方向,金流部分則不為本研究之研究範圍。 將現行疫苗配送流程進行流程改善,導入 RFID 資訊系統於現行疫苗配送流程,開 發各端點資訊平台,建立一套標準化操作機制,並記錄溫濕度於資料庫系統。透過 RFID 資訊系統軟硬體部分達成監控疫苗溫濕度之目標,且開發一即時警報功能,配合迴歸預 警機制功能輔助司機進行判斷疫苗是否有毀損之風隩,而於配送過程中物流端、客戶端 皆可透過資訊平台連線到資料庫系統查詢溫濕度狀況,以達成資訊透明化之概念。最後 針對導入 RFID 資訊系統前後所可能產生之成本效益進行討論。1.4 研究架構與流程
本研究架構首先觀察與實際訪談個案配合廠商,檢討現行疫苗配送流程,透過繪製 流程與情境說明等文件化方式用以釐清現行疫苗配送情形。針對文件化所產生之流程圖 與情境說明,協同個案配合廠商運用 FMEA 手法找出現行疫苗配送流程之缺失。其中現 行疫苗配送流程缺乏即時溫濕度監控功能,且配送流程缺乏通透度。疫苗於配送過程可 能受到: 1.外在環境影響,如:當時的氣候情況、當天的氣溫等因素影響。4 2.人員操作的方式,如:空調的溫度設定、搬運過程中長期將保溫箱曝曬於室溫下。 3.冷藏設備的因素,如:空調系統故障、空調系統呈現忽冷忽熱等情況。 上述因素可能導致疫苗於配送過程中產生溫濕度異常情況,於現行的疫苗配送流程, 因缺乏即時的溫濕度監控功能,且配送流程缺乏通透度。當疫苗溫度呈現異常情況,可 能因此導致疫苗毀損,進而產生龐大的賠償成本;若疫苗不幸於配送過程中發生毀損, 也可能因配送流程缺乏通透度,使得民眾於不知情情況下接種毀損疫苗,其品質與安全 性更是令人所擔憂。 鑑於此,本研究針對 FMEA 所找出之失效模式推出一合理化疫苗配送流程,並導入 RFID 資訊系統於疫苗配送流程,透過 RFID 資訊系統的即時溫濕度監控功能,當疫苗 溫濕度有異常風隩時,系統可提早給予使用者警報,讓使用者可進行緊急的處置,進而 避免疫苗毀損所產生龐大的賠償成本。而 RFID 資訊系統資料庫的建立,使得疫苗於配 送過程中溫濕度皆有所記錄,增加疫苗的可靠性與安全性。
外在環境影響 ex:季節、天候、溫 濕度 人員操作因素 ex:冰桶長期曝曬、 溫度設定錯誤 冷藏設備因素 ex:空調系統故障 缺乏即時溫濕度監控功能 配送流程缺乏通透度 疫苗於配送過程中溫 濕度影響 疫苗於配送過程中發 生損壞 安全性 賠償成本 疫苗使用風 隩 疫苗對溫度 敏感之特性 檢視現行疫苗配送流程(繪製 流程圖與情境說明) 利用FMEA找出現行疫苗配送 流程的失效原因 針對FMEA失效模式提 出改善流程方案 導入RFID資訊系統 成本效益 品質效益提升 外在影響因素 現行疫苗配送 流程缺失 TO-BE配送流程 配送人員無法有效緊急處理 圖 1.1 研究架構圖
6 本研究流程首先介紹研究背景、研究動機與目的,接著探討疫苗、BPR 與 FMEA 以及 RFID 相關文獻,擬定研究架構,並進行廠商之訪談。經由訪談之後以文件化方式 繪製現行疫苗配送模式之流程圖,並透過訪談疫苗廠商、物流配送廠商與醫院端客戶, 利用 FMEA 手法找出可能造成重大失誤之流程,再配合企業流程再造手法,運用 RIFD 技術協助建構一套 RFID 資訊系統平台,以改善現有疫苗模式之缺失,最後探討本資訊 平台的建立對疫苗配送整理流程之經濟效益影響。 本研究的流程大致為以下階段: (一) 探討研究問題:了解研究問題,並確定研究主題。 (二) 文獻蒐集:蒐集文獻資料,並進行文獻探討。 (三) 確認研究架構與方向。 (四) 進行內部訪談與觀察作業現場:訪談疫苗廠商並於作業現場進行觀察與紀錄; 訪談物流業者,了解目前配送流程與面臨之困難;訪談醫院端客戶了解目前採 購流程及審核疫苗安全性之標準。 (五) 流程文件化:將訪談與觀察到的作業流程以流程圖形式文件化。 (六) 分析流程:制定 FMEA 表單,透過與訪談業者進行討論,找出目前配送流程 可能產生之重大流程缺失與潛在風隩。 (七) 提出解決方案:透過 RFID 技術協助開發一套即時監控資訊平台,隨時掌握目 前現行配送流程。一旦發生可能失效之風隩時,則可進行緊急處理。 (八) 與配合廠商進行 RFID 資訊系統實際測試。 (九) 成本效益評估:比較導入 RFID 資訊系統前後所造成之成本效益。 (十) 結論與建議:提出合理的結論與建議。
<研究流程圖> <流程步驟> 探討研究問題 文獻蒐集 確認研究架構與方向 進行內部訪談與觀察作業現場 流程文件化 分析流程 提出解決方案(導入RFID資訊系統) RFID資訊系統實際測試 效益評估 結論與建議 圖 1.2 研究流程
8
第二章 文獻回顧
本研究訪談個案配合廠商將現有疫苗配送流程,運用文件化方式表示,並繪出流程 圖幫助釐清實際操作情況。接著運用 FMEA 手法找出現有疫苗配送流程存在且可能產生 的各項失效情況,將上述不適合之作業方式或流程進行流程再造(BPR),接著導入 RFID 技術於疫苗配送流程,最後針對整體疫苗配送流程進行成本效益評估。在本章節中,將針對疫苗相關文獻,企業流程再造(Business Process Reengineering, BPR),失效模式與影響解析手法(Failure mode and effects analysis, FMEA)以及無線射頻 識別系統(Radio Frequency Identification, RFID)相關文獻進行探討。
2.1 疫苗配送文獻:
Alan et al. (1997)運用不同包裝方式與包裝材料於疫苗配送,並在模擬之環境艙及實 際環境中進行測試,其測試結果指出,具有良好絕緣之包裝可以有效減少疫苗溫度變化 之情況。
Dipika et al. (2007)整理過去疫苗冷鏈(cold-chain)之相關研究,發現在配送的過程中 有 14%~35%會面臨疫苗冰凍之風隩,而其中有 6 個研究於配送過程中有 75%~100%會 面臨冰凍之風隩。接著作者提出正在發展及發展中的國家可能面臨孩童欠缺疫苗之情況, 因此如何將有效且足夠的疫苗安全配送至各區域是相當重要的。 小結:過去國外有針對疫苗配送進行一些相關研究,Alan et al. (1997)提出具良好絕 緣的包裝方式與包裝材料可有效減少疫苗於配送過程中溫度之變化;而 Dipika et al. (2007)學者則整理過去的文獻,提到於配送過程中,可能面臨疫苗冰凍之情況,因此如 何安全且有效將疫苗運送至目的地是相當重要。但上述的研究與本研究有所差異,本研 究利用 RFID 技術達到即時監控疫苗溫濕度,並達到資訊共享之概念,而不管是透過特 殊包材或者即時監控疫苗溫濕度,都是為了能夠減少疫苗發生失效之情況。 台灣地處亞熱帶地區,因此疫苗冰凍之情況於台灣不太可能發生,本研究著重的是 避免於配送過程中,達到溫度過高之情況,當然若冷藏空調出現異常低溫情形,資訊系 統仍能即時發出警告,告知使用者目前疫苗溫濕度現況。
2.2 企業流程再造於配送及醫療相關領域之運用:
企業流程再造(Business Process Reengineering, BPR)的定義:根據 Hammer & Champy (1993)的定義,所謂企業流程改造乃是「從根本思考貣,重新設計企業流程,以期在成 本、品質、服務和速度等關鍵績效衡量表現上,獲得重大戲劇性的改善。」這個定義中 包含四個重要的關鍵字: 1. 根本(fundamental):企業負責人必需自問最根本的問題:為何我們要這麼做?通常 會發現,所依循的作法,會出現過時、錯誤,或甚至根本就不適合。 2. 徹底(radical):徹底翻新,從根本改造。不是透過簡單的修補或做表面的改變,而是 拋開傳統包裃,另闢工作途徑來完成工作。 3. 戲劇性的(dramatic):改造絕非緩和、漸進式的改善,而是大幅度的跳躍。漸進式的 變革需要精細微調(fine-tuning);而戲劇性的改變必需汰舊換新。 4. 流程(process):許多企業著眼於流程的片斷,如接單、盤點庫存等等,而忽略了流 程本身。企業流程(business process),就是企業將數種資源輸入轉換成對客戶有價值 的輸出的一連串活動集合。 黃宗信(2008)以新竹貨運為研究對象,運用企業流程再造(BPR)的方法對運輸的作業 流程進行改造,並導入 RFID 取代傳統 Barcode 的系統為研究目的,改善作業流程後導 入不需人工揀貨的 RFID 進行運用,降低人力成本,並減少作業時間;不僅減少成本支 出,還減少前置時間,提昇顧客滿意度。 Khan(2000)以某國際機場的空運貨物處理流程為研究對象,作者認為企業流程再造 (BPR)為工業工程與科學管理近來最有效的改善模式,故以 BPR 為研究手法進行流程改 善,在收集實際的資料後,繪製現況流程圖、進行流程分析,將資料匯總後,執行流程 最佳化;將改善前後的流程進行比較,證實 BPR 的改善成果確實達到預期的效益,並 提供更具優質服務的空運貨物處理流程。
Zhou & Chen(2007)作者認為中國的物流市場龐大,分析中國的物流業者後發現中國 的物流業者皆屬於傳統的公司,在資訊技術,管理模式,網路運用等皆不足於國際企業, 而在跨國企業進入市場前,應以企業流程再造(BPR)為基礎,對企業五大方面進行改造, 概念再造、系統再造、組織再造、文化再造、技術再造,如此將使過渡期的傳統的公司 轉變為先進的現代化物流公司,才能與國際企業一爭高下。
10 林慧欣(2005)以中部某醫學中心作為研究對象,以門診藥局調劑流程為主,以“工作 研究”中的“時間研究”做為分析工具,分析出調劑作業常用藥品品項及罕用藥品品項, 加以重新分配儲位;提出企業流程再造相關之 4 項建議,改善在調劑流程中所產生之瓶 頸,並剔除流程中的閒置時間。經企業流程再造後可減少約 10.41%之閒置時間,同時 提高約 8.95%的服務水準。 謝忠和(1999)以某公立區域醫院之急診部門為研究對象,建立對象部門之流程作業 模型,並提出各項改善急診作業流程時間的方案,如:部門資訊化以減少批價流程、合 併內外科診間、內外科醫師相互支援及採取新的放射科排班方式。最後以模擬軟體模擬 各項改善方案以評估其對病患平均總就醫時間的影響。 陳湘珠(2008)為改善手術室的衛材補給以及存貨控制,需經過不同部門,此作業特 性造成流程過於繁複,所以根據流程再造的理念,針對手術室二級庫衛材申購流程加以 改造並導入資訊科技,且針對衛材的放置及儲藏做 5S 的改善。研究中利用目前非常普 及的網頁之形式,與能夠對資料執行存取、新增、修改、備份的資料庫管理系統結合, 以作為手術室對二級庫領料及手術室內耗用的衛材資訊系統。 小結:上述 BPR 案例的作業性質與疫苗配送流程特質,本身內容與特性差異極大, 其研究結果難以應用於疫苗配送流程中。故本研究頇依疫苗配送流程之作業特性,透過 訪談及 FMEA 手法進行流程再造並開發設計配套之資訊系統。
2.3 失效模式與效應分析於配送及醫療相關領域之運用:
失效模式與效應分析(Failure mode and effects analysis, FMEA)最早於 1950 年代初期 被格魯曼(Grumman)航空器公司首先提出,並將其應用於飛機操控系統失效分析。然後 於 1963 年美國執行阿波羅計畫中,訂定契約中要求合約商需對計畫內容實施失效模式 與效應分析,美國航空暨太空總署(NASA)成功將 FMEA 運用於太空研究。在 1970 年代 開始 FMEA 便被廣泛的運用於太空、航空、汽車、機械、電子與醫療服務等各項產業中。 1990 年貣在醫療業有少數文獻應用 FMEA,1994 年安全藥物使用機構(ISMP)的總裁 Cohen 推薦 FMEA 使用於藥物使用流程之再設計,FMEA 才開始廣為醫療機構使用。
根據小野寺勝重(1998)對失效模式與效應分析的定義:FMEA 是一種指出系統或裝置 等的故障要因之手法。當系統的機器或零件等發生故障時,此手法可用來找出該故障對 系統造成何種影響,並指出造成重大影響之機器或零件。因此 FMEA 可以減少失效風隩
之發生,並偵測及避免可能產生之風隩,更進一步針對可能產生之失效情況找出解決方 案,進而提高系統的整體可靠度及安全度。 FMEA 之相關名詞: 1. 可靠度(Reliability):產品在預定時段或任務時間內及環境壓力下發揮其足夠績效的 條件機率。由主要的「失效率」與「修復次數」這兩項參數所組成,而導致失效的因素 可分為三類:設施、環境與人為的失效原因。 2. 失效(Failure):又稱為「故障」,係指一般工業中所使用零組件在特定的條件內未能 完成其所需要的功能。 3. 失效模式(Failure Mode):係指具體地描述失效發生的方式,如裂開、腐蝕、洩漏、 振動、變形或折斷等。 4. 嚴重度(Severity):係指「失效模式」的後果而言。一旦失效型式存在,其可能造成 最嚴重的後果,依傷亡程度、財產損失或系統損毁而定其嚴重程度大小。 陳永興(2004) 利用風隩管理中失效模式與效應分析(FMEA),建構出整體物流中心 在使用新的監控系統之後會產生之風隩,之後進行 RFID 監控物流中心系統的評估,找 出風隩發生優先順序並提出有效的改善方案,進而降低失效風隩的發生率。 蔡維仁(2008)以失效分析方法結合失效模式及效應分析(FMEA)針對醫療院所之中 央監控系統加以分析。嚴重度評估準則找出工務系統中的關鍵子系統,並以結合「根本 原因分析」及「失效模式及效應分析」所建立之系統化分析方法,進行改善之實際分析, 最後再將整個改善過程標準化,降低設施因故障而產生的維修件數及降低於搶修時人力 的浪費,進而提昇設備的運轉品質,並可將研究流程與結果納入教育訓練及醫院設施維 生系統緊急搶修作業流程中。 楊錦洲(2006) 運用失效模式及效應分析(FMEA)技術於物流作業流程,符合醫藥品 的特性、法律觀點及貨櫃溫度管理,發掘其作業流程的失效模式、失效原因,利用模糊 德菲法(Fuzzy Delphi Method)凝聚群體決策共識,評估專家問卷的失效模式風隩值,並 運用灰關聯分析(Grey Relational Analysis)決定失效模式之改善順序,建立醫藥物流作業 流程 (Pharmaceutical Logistics Processes)。並於禾頡物流公司進行實例驗證,將醫藥物 流作業流程切分成三個系統,分別為訂單系統、倉儲系統、配送系統,而這三個系統之 間作業方式互相有所關聯。
12 作者針對整體物流作業提出前十個應改善的失效模式,其中配送系統裡面有六個, 佔五分之三比率,其原因可能為配送過程中所處環境溫度、濕度及光線影響相對較倉儲 高,受環境影響程度相對較大,因此於配送系統不穩定性較高。最後作者分別於資訊方 面、設備硬體方面、以及人員訓練部分提出一些建議。 曾耀群(2008)發展出以醫療照護失效模式與效應分析作為改善方法,藉由跨部門小 組使用流程圖、危害評估矩陣和醫療照護失效模式與效應分析決策樹,以辨識及評估流 程中潛在之失效點,並有效地提出適切的改善行動方案。
Antonioet al. (2002)導入 FMEA 手法於食品公司,並整合 HACCP 系統,不僅確保了 產品的品質,更增加營運績效與縮短生產週轉率。
Leeuwen et al. (2009)將 FMEA 方法應用於紅外線偵測假藥之情況,並利用致命度概 念將失效模式發生之頻率與影響嚴重程度進行分析,利用風隩優先指數(Risk Priority Numbers , RPNs) =occurrence (O)×process (D)×severity (S)來計算出相對風隩較高之失效 模式並進行糾正,研究發現,FMEA 可以幫我們了解未知的風隩。
Zakarian et al. (2006)將 FMEA 方法應用於分析汽車製造流程,作者針對 60 個過去 的計劃提出流程中共同可能出現的 80 個問題,並針對這 80 個問題提出 5 個回答指標。 接著提出一分析分法利用 FMEA Index 加權計算上述 80 個問題所得出之答案,將計算所 得之結果與 Incident Per Thousand Vehicle (IPTV)作相關性比較,其研究結果顯示 FMEA Index 與 IPTV 值呈現線性負相關。作者表示此分析方法可提供管理者與品管人員用來用 預測發展一新製造流程的品質好壞。
小結:陳永興(2004)與蔡維仁(2008)所使用之 FMEA 方法與本研究疫苗配送流程差異 甚大,因此不適用。Zakarian et al. (2006)針對汽車製造流程進行 FMEA 方法,雖同樣是 對流程進行分析,但由於產業別差異太大,因此不適用於本研究。 楊錦洲(2006)所使用之 FMEA 方法提到醫療物流在資訊、搬運、疊貨及配送等物流 作業規範,較於一般物流作業更為嚴格,並運用灰關連分析用於找到失效模式優先處理 順序,並針對資訊、設備及人員訓練部分提出幾項建議,期望能幫助新流程建立時提供 一些幫助。而本研究乃針對疫苗配送流程進行探討,利用繪製流程圖的方式來釐清疫苗 配送流程,與楊錦洲利用可靠性方塊圖不同,且本研究利用 FMEA 所找出之失效模式建 立 TO-BE 流程,並開發導入 RFID 資訊系統於 TO-BE 流程以解決現行疫苗配送流程所 有缺失,因此本研究著重在於利用 RFID 資訊系統解決所有提出之疫苗配送失效模式, 與陳建誠學者仍有所差異。
而曾耀群(2008)則利用流程圖、危害評估矩陣和醫療照護失效模式與效應分析決策樹 等方法,以辨識及評估醫療照護流程中潛在之失效點。然而醫療照護作業流程與本研究 所討論之疫苗配送流程有所差異,因此本研究需與廠商配合與討論現行配送流程,再導 入適用於本疫苗配送流程之 FMEA 方法,而本研究參考小野寺勝重(1998)將失效模式利 用致命度概念進行分析,針對風隩較高之失效模式提出更適當的處理方式。
2.4 無線射頻識別系統於配送及醫療相關領域之應用:
無線射頻識別系統(Radio Frequency Identification, RFID)是一種利用無線電波來辨識 物件的非接觸式自動識別技術。通常是由讀取器(Reader)、標籤(Tag)、天線以及資 訊系統所組成。其主要原理為讀取器發射無線電波與標籤之間進行非接觸式的資料傳遞 與擷取,並與系統整合做出各種應用。隨著 RFID 技術的提升與其系統建構越來越完整, RFID 將會漸漸取代條碼(Barcode)的使用。 關於 RFID 的特性與優點,陳偉民(2009)在「科技研發的實例-以 RFID 無線射頻辨識 系統為例」中提到如下所述: 1. 體積小:RFID 的體積比條碼還小,故可貼附於過小的物品上。 2. 無屏障非接觸式讀取:RFID 利用無線電波傳遞訊息,只要在電波可以接受的範圍 內,即可傳送訊號,不會有傳輸屏障的問題。 3. 高儲存容量:RFID 最大儲存容量可以達到數個 Megabytes。 4. 重複性使用:RFID 可以重複新增、修改、刪除標籤(Tag)內的資料,方便資訊因 應不同過程之需求而隨時更新,且標籤使用次數不受限制。 5. 同時快速多方掃瞄:RFID 讀取器本身具有防碰撞的特性,可同時讀取多個標籤(Tag), 辨識速度每秒高達 250 個。 6. 耐久性:RFID 標籤不需要置放於外包紙箱上,可以降低損壞率。 7. 安全性:RFID 具有密碼保護功能:使得標籤內容具高度安全性,不易偽造或變更。 且可內嵌隱藏於物品內。
14
RFID 所應用的領域相當的廣泛,在研究文獻中,Hallwirth and Kogelnig(2004)認為 RFID 是具有管理供應鏈最佳的潛力系統之一,因此 RFID 應用與供應鏈之間在未來是 息息相關的。 Kambil et al. (2002)更以供應鏈活動為出發點,利用製造商、物流業者以及零售商等 三個層面在整個供應鏈的運作進行 RFID 的應用與效益的探討,對未來有意將 RFID 運 用在供應鏈上的廠商,該文具有相當大的貢獻。 蘇育生(2007)在「RFID 技術導入國軍地區後勤支援管理之關鍵成功因素研究」中提 到透過 RFID 中追蹤成品在倉儲中的位置,同時間存取大量的貨品資訊,突破以往作業 限制,不但減低人力成本與錯誤,更能有效達成庫存管理自動化。
何俊達(2007)在「導入 RFID 及 SENSORS 於醫療資訊系統之研究」中,提到 RFID 具有快速辨識之能力應用在醫院內,並將 RFID 的電子標籤和智慧型感測器整合在一貣, 利用智慧型感測器的元件偵測人體的生理數據,將其數據回傳至醫療資訊系統的資料庫 以供醫護人員記錄及監測,改善護理人員手寫記錄的錯誤率以及能在最短時間內處理生 理數據異常之病人,此外針對 RFID 具有能夠追蹤移動物品的能力,定位其病人及重要 醫療物資所處地點以期可以提昇醫院的效率和病人的安全。 李岳縉(2005)在「應用 RFID 於醫療院所之分析與系統規劃」中,提到利用具有感溫 功能的標籤(Tag),RFID 能有效監控運輸過程中的溫度變化,達到有效控管並降低冷藏 藥品與疫苗的損壞率,讓超過三千萬五歲以下的第三世界孩童可以得到新鮮的補給食物 與醫療救援,並有效降低美國醫療體系中 CDC(Center for Disease Control) Atlanta 20%的 管理與損失費用。
Alp & Mehmet(2009)將 RFID 技術應用至供應鏈中,並運用模擬模型來計算導入 RFID 系統可能產生之效益。研究結果顯示,RFID 系統可以提高供應鏈之作業效率、準確性、 可見性以及安全存貨水平。
小結:目前 RFID 的應用,如:Kambil et al. (2002)及蘇育生(2007),大多在供應鏈的 上下流的運作,以及倉儲的運用,透過 RFID 追蹤成品在倉儲中的位置,同時存取大量 的貨品資訊,不但減低人力成本與錯誤,更能有效達成庫存管理自動化。另外目前也有 將 RFID 運用於醫療體系,如:何俊達(2007)利用 RFID 技術偵測人體的生理數據,可以 隨時掌握病人即重要醫療物資所在之處,但這些研究皆不適用於本研究所注重之疫苗配 送溫度監控。而李岳縉(2005)在「應用 RFID 於醫療院所之分析與系統規劃」中,提到 具有感溫功能的標籤(Tag)能夠有效監控運輸中之溫度。具感測溫濕度功能的 Tag 乃本研
究採用之重點,而於此篇文章中雖然提到具感溫濕度的 Tag 能偵測溫度變化,卻未說明 要如何運用與管控,與本研究所欲探討之利用 RFID 資訊系統即時監控疫苗配送流程, 及建構一套標準作業流程(SOP)仍有明顯差異。於本研究中將導入 RFID 技術協助開發一 套即時監控資訊系統,來即時監控疫苗溫濕度變化,並於異常狀況時可警告使用者。
2.5 結論
根據企業流程再造(BPR)文獻探討可清楚得知,BPR 不論在配送產業或醫療相關產業 皆擁有顯著的改善效益;在 Khan(1998)的認知中,BPR 更為近來最強而有效的協助企業 改善的方法;Zhou & Chen(2007)更在 Chinese Business Review 雜誌中提及如何運用 BPR 使中國傳統的物流業者,搖身一變成為現代化的企業。種種跡象顯示出 BPR 具有強而 有力的改善手法,而本研究亦希望利用 BPR 的方式改善疫苗配送之舊有流程,讓疫苗 配送途中產生失誤的情況降低,進而降低因為發生失誤情況所造成的成本損失。 從失效模式與效應分析(FMEA)文獻探討得知,FMEA 已廣泛被使用於醫療體系,並 有顯著的效益降低失效的風隩、損失的發生率;但上述 FMEA 運用之對象仍與本研究疫 苗配送流程有所差異,因此本研究希望透過與配合廠商探討出適用於本研究之 FMEA 方 法,以檢討疫苗配送之流程中可能出現的各種失誤情況,進而檢討並改善可能造成重大 損失之流程或活動。 由無線射頻辨識系統(RFID)的文獻得知,RFID 的應用具有許多的優點,包括:無屏 障非接觸式讀取、重複性使用、同時快速多方掃瞄,並可以即時的回傳溫度資料。而即 時的回傳溫度資料這點也是本研究不使用條碼(Barcode)的原因。目前 RFID 技術大量運 用在供應鏈管理與倉儲管理部分;在醫療物流的使用亦非常普遍。然而目前仍無研究針 對疫苗這種對時間及溫度敏感的高單價產品進行 RFID 的應用,故本研究將 RFID 技術 導入於疫苗配送的流程中,並結合資訊系統做即時的監測與回報,透過緊急機制的建立, 當疫苗有發生失效之風隩發生時,即可進行處理。讓疫苗失效的機率大為縮減,進而避 免因為疫苗失效所造成的成本損失。 綜合上述,目前仍未有一套完整的標準模式或者系統化處理方式應用於疫苗配送流 程,經濟部生技中心疫苗白皮書(2006)更指出疫苗市場自 2005 年貣每年即以二位數快速 成長,因此可見建立一標準化疫苗配送流程實乃迫切所需,且在疫苗欠缺的情況下,有 效即時監控疫苗溫濕度乃屬重要,由此可知本研究更具有其重要性。16 本研究將透過 BPR 進行流程的改善,並搭配 FMEA 降低所有失誤發生的機率,接著 導入 RFID 監控溫度及降低疫苗損壞率,減少疫苗配送流程中可能出現失誤情況;若疫 苗於配送的途中發生異常狀況(溫度有升高或降低之趨勢),本研究所開發之即時監控資 訊系統也可即時的回傳溫度資料至系統,而做出緊急的應變處理,進而避免疫苗失效之 情況發生。若疫苗不幸發生失效情況,我們也因有 RFID 的導入讓疫苗配送之流程完全 通透,進而可以釐清責任的歸屬。 後續於第三章節介紹本研究所使用的各項方法。3.1 小節針對現行疫苗配送流程部分, 於 3.1-1 小節介紹 BPR 文件化,3.1-2 小節介紹如何運用 FMEA 方法找出流程之缺失; 3.2 小節則介紹與開發 RFID 資訊系統;3.3 小節介紹如何將 RFID 資訊系統實際於疫苗 配送流程中應用。第四章節則介紹現行疫苗配送流程,繪製流程圖與撰寫情境說明,利 用 FMEA 找出失效模式。第五章將 RFID 技術導入疫苗配送流程,並提出導入 RFID 資 訊系統後可減少哪些失效情況。第六章則介紹實際測試結果與成本效益分析。第七章撰 寫結論與建議。
第三章 研究方法
本章節針對疫苗配送流程中使用的方法進行相關的介紹與說明。欲了解現行疫苗配 送流程之缺失,我們利用企業流程再造(BPR)方式將現行流程文件化,並訪談個案配合 廠商詢問所繪出之流程圖是否可符合真實情況,接續利用失效模式與效應分析方法 (FMEA)找出現行疫苗配送流程之缺失,並建立一合理化推估之疫苗配送流程。 於合理化推估之疫苗流程導入 RFID 資訊系統,經測試完成後,將此 RFID 資訊系 統於實際配送過程中應用,最後對 RFID 資訊系統導入前與導入後之效益進行評估。3.1 現行疫苗配送流程(AS-IS)分析方法
本小節透過企業流程再造(BPR)的文件化方式,將現行疫苗配送流程利用流程圖的 方式呈現,並利用情境說明來幫助我們了解流程圖所表達的意涵。流程圖的繪製方式乃 透過實際訪談個案配合廠商主管、司機,以及現場工作的相關人員,經由他們口述以及 實際觀察現場作業情況繪製出。而繪製出之流程圖會再與物流廠商的相關人員商討是否 符合現實情況,若不符合則持續修改,直至符合現實作業情況。所繪製出的流程圖將於 第四章呈現。 針對繪製出的流程圖與情境說明,利用失效模式與效應分析(FMEA)方法找到疫苗 配送流程中可能導致流程失效原因,針對這些可能導致流程失效原因進行致命度計算, 並由致命度高排序到致命度低,優先處理致命度高之失效原因。 3.1-1 現行疫苗配送流程文件化 本研究根據企業流程再造系統架構的文件化方式,來執行疫苗配送流程的相關研究。 為了了解疫苗配送過程中可能出現的失誤,首先頇了解現行疫苗配送的流程。而與本研 究配合之物流廠商 A 之前未訂定標準作業文件,因此本研究的重點之ㄧ,即為了解該物 流廠商 A 目前配送疫苗時的作業流程,透過繪製流程圖的方式,以方便我們了解疫苗配 送現行流程,方可作進一步的研究。 繪製流程圖步驟約略如下: 1. 與物流廠商主管、倉管以及司機各別進行訪談。 2. 收集疫苗配送流程之相關資料與表單。18 3. 進入作業現場觀察並與現場作業人員進行訪談。 4. 繪製流程圖及撰寫情境說明。 5. 與配合之物流廠商人員討論後修正流程圖及情境說明,讓流程能夠真實性的反 映目前的配送情況。 6. 重複步驟 3 至步驟 5 直至流程圖及情境說明完整無誤。 利用所繪製出的流程圖,搭配情境說明以幫助我們了解疫苗配送的實際運作情況。 後續第四章節將現行疫苗配送流程切分成數個流程情境,針對這些流程情境進行 FMEA 方法找尋可能失效之原因,而第五章節則針對這些失效情況提出流程改善方法。 3.1-2 將失效模式與效應分析(FMEA)應用於疫苗配送流程 FMEA 是一種指出系統或裝置等故障要因之手法。當構成系統之機器或零件發生故 障時,此手法可用來解析該故障對系統造成何種影響,並指出導致系統故障之零件或者 機器,是一種探討系統最下層失效會對整體系統產生何種影響的手法。而於本研究中將 此種精神轉換成面對疫苗配送流程,經由將疫苗配送流程切分為不同流程情境進行分析, 而切分流程情境之方法乃是利用地點、職務別以及階段性工作項目進行區分。接著判斷 情境中的失效模式會對疫苗配送整體系統產生怎樣的風隩與影響。透過訪談物流廠商人 員以及實際參與疫苗配送,我們運用 FMEA 表單列舉流程情境中可能產生的失效模式, 如表 3.1 所示。表 3.1 共由 6 個欄位所組成,一開始應註明是流程中哪一個情境,接著 寫出該情境產生之失效模式,該失效模式可能對整體流程產生之影響,以及經濟性、風 隩性、致命度等。上述所提到之經濟性意指當失效模式發生後,此失效模式可能導致之 成本損失稱為經濟性;而風隩性意指當失效模式發生後,疫苗可能因此產生損壞機率之 高低。致命度計算方式乃根據小野寺勝重(1998)所提出: [致命度]=[失效模式之發生頻率]*[影響度]= [失效模式之發生頻率]*[(整體流程之影 響)+(風隩性)+(經濟性)] (3.1) 進行致命度之計算乃為求出優先處理之順位,致命度越高之失效模式其對於疫苗配 送整體流程影響越大,本研究根據所計算出致命度值進行分數高低比較,對致命度高之 失效模式應更考慮如何減少其致命度值。進行致命度計算時,失效模式發生之頻率,失 效模式對流程產生之影響、風隩性、經濟性,因發生頻率及實際數據難以蒐集,且訪談 所回答相對模糊,無法實際蒐集到實際的數據。因此透過表 3.2 與表 3.3 方式將發生頻
率以及對流程產生之影響度、經濟度、風隩性運用相對指標來進行處理,將上式(3.1)整 理成(3.2)式。 [致命度]=[失效模式之相對發生頻率]*[相對影響度]=[失效模式之相對發生頻率] *[(相對 整體流程之影響)+(相對風隩性)+(相對經濟性) ] (3.2) 經由(3.2)式致命度之計算方式計算後,可將計算出來的值去比較優先處理順位。但 於本研究中,乃透過 RFID 資訊系統之建立,以克服所有提出之失效模式,因此優先順 序的之排名於本研究中不予討論。頇注意的是,致命度所計算出來的值為相對指標,所 以不具有倍數關係,也就是說,若流程情境 1a 發生失效時,其計算得出之致命度值若 為流程情境 1b 失效時所計算之致命度值 2 倍時,並不代表流程情境 1a 比流程情境 1b 重要 2 倍。 如表 3.1 所示,流程圖 4.1 情境 1a,其失效模式 a 發生的頻率為很少發生,因此我 們利用指標 4 來表示;而當失效模式 a 發生後,會對整體流程產生延滯之影響,我們利 用指標 4 表示;而產生之經濟性與風隩性皆極小,我們利用指標 2 來表示。接著利用致 命度計算得出其致命度為 32。流程圖 4.1 情境 1e,其失效模式 b 發生的頻率為偶爾發生, 因此我們利用指標 6 來表示;而當失效模式 b 發生後,會對整體流程產生輕微延遲之影 響,我們利用指標 2 表示;而產生之經濟性為輕微毀損,我們利用指標 4 來表示,風隩 性發生之機率為極小,利用指標 2 表示,計算所得之致命度為 48。其他流程情境之失效 模式亦利用此方式計算得出。針對上述例子去進行致命度比較,流程圖 4.1 情境 1e 之失 效模式 b 所計算之致命度為 48,比流程圖 4.1 情境 1a 之失效模式 a 所計算之致命度 32 高,因此優先處理流程圖 4.1 情境 1e 的失效模式 b。
20 表 3.1 FMEA 表單形式 流程情境 失效模式 對整體流程之影響 經濟性 風隩性 致命度 流程圖 4.1 情境 1a 失效模式 a (4) 流程延遲(6) 極小(2) 極小(2) 4*[6+2+2]=40 流程圖 4.1 情境 1e 失效模式 b (6) 流程輕微延遲(4) 輕微毀損(4) 極小(2) 6*[4+4+2]=60 資料來源:本研究整理 表 3.2 失效模式發生頻率評分表 等級 評估基準 10 發生頻率非常高 8 發生頻率高 6 偶爾發生 4 很少發生 2 幾乎不發生 資料來源:本研究整理 表 3.3 影響度評估表 等級 評估基準 10 流程中斷、完全毀損、極高 8 流程嚴重延遲、重大毀損、中高 6 流程延遲、中等毀損、中等 4 流程輕微延遲、輕微毀損、輕微 2 不影響流程、極小、可忽略 資料來源:本研究整理
3.2 合理化推估之疫苗配送流程
經上述 BPR 文件化方式與導入 FMEA 方法於現行疫苗配送流程,我們發現現行疫 苗配送流程缺乏即時反應溫濕度之能力,且配送流程之溫濕度資訊缺乏通透度,疫苗的 品質與安全性亦因此受到折扣。若不幸發生疫苗失溫情況,也因為現行疫苗配送流程缺 乏通透度,疫苗於配送的哪一時段發生失溫情況我們無法得知,於責任歸屬之判斷無可 靠依據,會造成互相推卸責任之情形。 針對現行疫苗配送流程之缺點,本研究開發一套 RFID 資訊系統,透過具感測溫濕 度之主動式 UHF 433MHz 電子標籤(Tag),來幫助我們即時偵測濕濕度之資訊。且 RFID 資訊系統的建立,不僅可提供即時之溫濕度資訊,更建立資料庫查詢系統,可供查詢任 何時段之溫濕度資訊。另外 RFID 資訊系統具有迴歸預警功能,當電子標籤偵測到溫濕 度呈現異常情況,亦或者疫苗溫度呈現上升或下降趨勢,可即時提出警報於使用者,以 幫助使用者可以做出緊急的處理,進而避免疫苗發生失溫之情況。3.2-1 迴歸預警機制分析
迴歸預警機制分析乃利用簡單迴歸分析(Simple linear regression)預測溫度的變化, 透過主動式 UHF 433MHz 電子標籤所偵測到的溫度資料來做為預測未來溫度變化之依 據。 簡單迴歸分析之統計模式(Statistical model)如式(3.3)所示。 統計模式(Statistical model) , i=1,…,n (3.3) :依變數之觀測值 :自變數之觀測值 :常數項 ,又稱為截距 。 :為迴歸的加權係數,又稱為斜率 。 :誤差項, 其中 參數估計(parameter estimate)
22 1.點估計( ) 尋找 之優良點估計量 利用最小平方法 → 令 q( ) = 對 q 函數進行一階導與二階導
(3.4)
(3.5) 式(3.4),(3.5)整理出正規方程式(3.6),(3.7)式 (3.6) (3.7)
=
(3.8) 又由(3.6)式知
(3.9) 由(3.8 )、(3.9)式即可求得 的優良點估計量 , 2.t-test 檢定 Step1:建立虛無與對立假設 : : Step2:決定檢定統計量
, Step3:決定拒絕域 C : Step4:計算檢定統計量,看是否落於拒絕域外,若落於拒絕域外則拒絕 。
3.模式的解釋能力(power)→判定係數(Coefficient of Determination) 性質:(1) 表依變數之總變異 變動之原因 中可由自變數來解釋的比例 (2) 越大→預測能力越大→迴歸代表性越強 (3) 迴歸平方和 總平方和
; ; 依上述介紹公式,計算 即可得到該模式的解釋能力。 利用上述之統計迴歸原理與計算概念,本研究整理此迴歸預警機制實施步驟,如圖 3.1 所示: Step1:RFID 資訊系統收取疫苗即時溫濕度並記錄於資料庫系統。 Step2:當收集的歷史溫度資料達到五分鐘(假設 30 秒一筆),則攫取出每一個主動式 UHF 433 MHz 電子標籤此五分鐘之歷史溫度資料(10 筆資料)。第一次攫取 0-5 分鐘之溫度資 料,第二次攫取後 5-10 分鐘溫度資料,第三次攫取後 10-15 分鐘溫度資料,以此類推, 如圖 3.2 所示。 Step3:針對每一個電子標籤i,五分鐘所記錄之溫度資料進行點估計之計算,利用最小 平方法找出 , 。 Step4:針對所找出來的 進行 t-test 檢定,信心水準設定為 0.95。 : : Step5:判定 t-test 檢定結果是否拒絕 Step6-1:若拒絕 ,利用所建立之迴歸式判斷多久會產生溫度異常情況(高或低於設定
24 溫度)並計算Ri2值,接著於資訊平台顯示多久後可能產生疫苗溫度異常情況,並顯示R𝑖2 值。 Step6-2:不拒絕 ,則不頇計算多久會產生溫度異常情況。 Step7:回 Step 2。 RFID資訊系統收取疫苗即 時溫濕度並記錄於資料庫 當收集的歷史溫度資料達到五分鐘(假設30 秒一筆),則攫取出每一個主動式UHF 433 MHz電子標籤此五分鐘之歷史溫度資料(10 筆資料)。第一次攫取0-5分鐘之溫度資 料,第二次攫取後5-10分鐘溫度資料,第 三次攫取後10-15分鐘溫度資料,如圖3.2 所示。 針對每一個電子標籤i,五 分鐘所記錄之溫度資料進行 點估計之計算,利用最小平 方法找出βi 0,βi1 針對所找出來的βi 1進行 t-test檢定,檢定 Hi0:βi1=0: Hi1:βi1≠0。 信心水準設定為0.95 t-test檢定結果是 否拒絕Hi 0 拒絕Hi 0,利用所建立之迴歸 式去判斷多久會產生溫度異常 情況(高或低於設定溫度) 不拒絕Hi 0,則不頇計算多久 會產生溫度異常情況 計算Ri2值,顯示該迴歸模式 預測之解釋能力 於資訊平台顯示多久後可能 產生疫苗溫度異常情況,並 顯示Ri2值是多少。 開始 圖 3.1 迴歸模式判定實施步驟
圖 3.2 迴歸判斷選取資料方式
3.3 導入 RFID 前後之成本效益計算
本研究導入 RFID 資訊系統於疫苗配送流程,導入之軟硬體設施成本如表 3.4 所整 理。表 3.4 所整理之金額乃根據本研究合作之科技公司依據日後量產所訂出之定價。其 中 HF13.56MHz 電子標籤一個定價為 30 - 40 元(本研究以 40 元計),智慧型冰桶(內含主 動式 UHF 433MHz 電子標籤與主動式 UHF 433MHz 讀取器)一個定價 8000 元,假設智 慧型冰桶之容量與保溫箱同。 經計算出來之 RFID 導入成本利用直線法攤銷。因直線法折舊假設資產提供企業的 經濟效益在使用年限都維持相同水準,故其成本轉列各期的費用都需相同。對於能夠提 供各期間穩定服務數量的資產時,採用直線折舊法是恰當的。計算公式如下:各期折舊 = 資產成本-估計殘值 (3.10) 估計設備所能使用年限 經訪談個案配合廠商,目前一輛冷藏車最多可裝載 20 個保溫箱,每個保溫箱可裝 載 52 個疫苗盒。於實務上一天約有一輛冷藏車進行配送疫苗動作,因此本研究以 20 個 冰桶成本,1040 張 HF13.56MHz 電子標籤計。 根據個案配合廠商提供,平均每年的配送疫苗價值約為 2 億元。配送過程中發生意 外事故之機率約為千分之一到千分之五。因此我們可以得知每年的賠償金額可能為 20 萬~100 萬之間。得知每年賠償金額後,本研究將 RFID 資訊系統的導入成本利用每年折 舊的方式表示,與每年的賠償金額乘以因導入 RFID 資訊系統而預防疫苗發生失誤機率 所得之值進行比較(以下以因導入 RFID 資訊系統節省之成本稱之)。其中因導入 RFID 資 訊系統預防疫苗發生失誤機率,意指當意外狀況發生時,RFID 資訊系統予以警報,經 司機進行緊急處理後可救回疫苗之機率,有機會司機無法進行緊急處置(塞車、意外事 故)。經比較後,若 RFID 資訊系統折舊金額小於因導入 RFID 資訊系統所節省之成本, 則可見導入 RFID 資訊系統之效益。
時間(分)
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
0-5分鐘 第1次抓取的 資料 5-10分鐘 第2次抓取的 資料 10-15分鐘 第3次抓取的 資料 15-20分鐘 第4次抓取的 資料20
26 表 3.4 軟硬體成本 所在端點 疫苗廠商端 車機端 物流廠商端 客戶端 所需硬體 主機 35,000 元 HF13.56MHz 電子標籤 30~40 元 溫濕度發射 接收器 6,000 元 AMP 600 讀 取器 15,000 元 車機 35,000 元 智慧型冰 桶 8,000 元 溫濕度發 射接收器 6,000 元 子電腦 25,000 元 子電腦 25,000 元 溫濕度發 射接收器 6,000 元 AMP 600 讀取器 15,000 元 軟體介面成本 100,000 元 35,000 元 35,000 元 35,000 元 資料來源:本研究整理
第四章 現行疫苗配送流程(AS-IS)
4.1 現行疫苗配送流程文件化
4.1-1 現行疫苗配送流程圖 <現行疫苗配送流程1/2> 物流配送人員 疫苗倉管人員 雙聯式出貨 單(2) 疫苗財務人員 疫苗業務人員 疫苗訂單(6) 客戶端(醫院) 疫苗訂單(5) 疫苗訂單(1) 疫苗訂單(4) 疫苗訂單(2) 雙聯式出貨 單(2) 雙聯式出貨 單(1) 雙聯式出貨 單(1) 開始 醫院倉管下 單(疫苗品名 與規格、批 號、數量, 運送條件) 輸入訂 單內容 以及配 送條件 列印訂單並 傳遞資訊給 疫苗倉管、 財務部門, 以及配送商 準備欲配送 之疫苗並列 印雙聯式出 貨單 疫苗訂單(3) 物流廠商派 遣車輛前往 疫苗廠商 確認疫苗 品名與規 格、批 號、數量 是否正確 載運裝箱 程序 是 否 雙聯式出貨 單簽收 倉管更新庫 存資料 搬運疫苗箱 上車 A 庫存資料 存檔 此次出貨 資料存檔 告知醫院財 務部門此次 訂單內容 訂單資料 存檔 輸入此 次疫苗 購買資 料 B 1a 1b 1c C 圖 4.1 現行疫苗配送流程圖28 <現行疫苗配送流程2/2> 疫苗廠商財務部門 客戶端倉管 物流配送人員 物流商配送中心 應收帳款單 雙聯式出貨 單(1) 客戶端財管部門 A 運送疫苗至 客戶端 車上裝載 之溫度計 顯示溫度 是否過高 是 廠商人員與司 機商談並提出 解決方案 司機進行 緊急處理 程序 疫苗是否 損壞 運送至客戶 端卸下疫苗 否 否 是 檢查溫度 監視卡及 外包裝有 無異常 檢查疫苗 品名與規 格、批 號、數量 是否正確 無 不進行簽收 並退回疫苗 有 進行簽收動 作並入庫 是 疫苗入庫 資料存檔 完成此次配 送 產生應收帳 款 退回錯誤疫 苗 進行賠償 問題並處 理疫苗回 收問題 進行疫苗 補貨或補 償事宜 進行應收 帳款工作 結束 應付帳款單 產生應付帳 款 進行付款 動作 入帳存檔 付款資訊 存檔 否 B 1d 1e 1f 將簽收單拿 回疫苗廠商 1g 1h 1i C 應收帳款單 帳款資料 存檔 進行應收 帳款程序 產生此次出 貨之應收帳 款單 圖 4.1 現行疫苗配送流程圖(續)
<載運裝箱程序> 物流配送人員 載運裝箱程序 拿取保溫箱至疫苗廠商倉庫 疫苗盒放入保溫箱並放入冰雹 結束 開始 廠商是否 要求投入 溫度監視 卡 投入溫度監視卡 是 否 圖 4.1 現行疫苗配送流程圖-載運裝箱程序
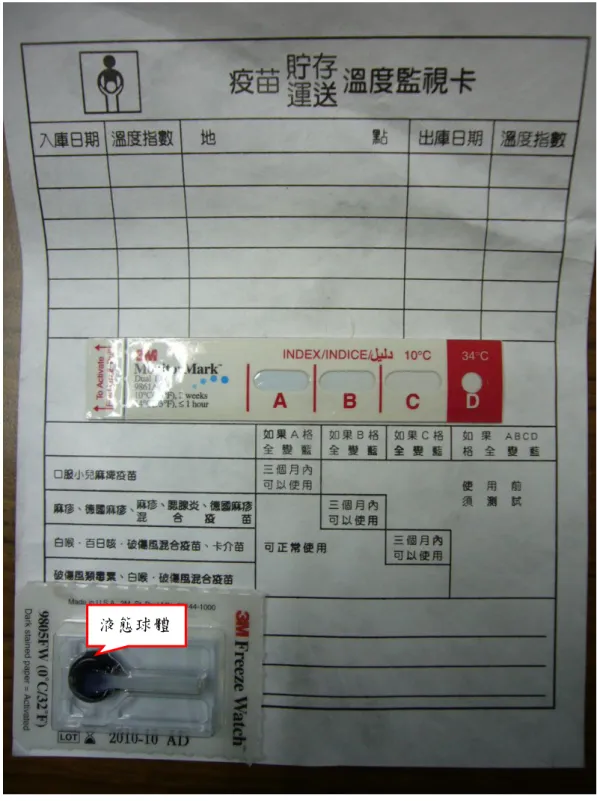
30 4.1-2 運用文件化彙整之現行疫苗配送(AS-IS)模式 透過訪談物流廠商 X 的主管,得知目前疫苗廠商分為兩種方式配送:一者是如 A 疫苗廠商代理進口國外疫苗。A 疫苗廠商運用自行研發出的特殊包材技術,可在包裝完 成後的 24 小時內在室溫下保持疫苗溫度介於 2~8℃,然而這項包裝技術具有企業專業機 密及智慧財產權,廠商不便告知。另外 A 疫苗廠商擁有自己的配送車隊,大部分由公司 的車隊自行配送,少部分偏遠地區則會採用委外的物流公司進行配送。委外的配送模式 為物流配送人員(以下簡稱為司機)至 A 疫苗廠商拿取經特殊包材後的保溫箱(保溫箱內 裝有電子溫度計,可以設定記錄每單位時間的溫度值,例如每一分鐘紀錄一筆溫度值, 於配送完成後可利用電腦讀取電子溫度計索取紀錄之溫度。)並同時進行簽收動作(簽收 之後責任歸屬由疫苗廠商倉管轉移至司機),接著僅頇將溫度保持在常溫下並在限定的 時間(從疫苗包材好後的 24 小時)內送至客戶端,經由客戶端的倉管核定疫苗的品名與規 格、批號、數量及電子溫度計的溫度與觀測保溫箱之包裝是否有受潮(保溫箱裡面會有 一層紙箱,若此層紙箱變的皺軟,則表示保溫箱內溫度曾經升高,使得紙箱外層水蒸氣 凝結於紙箱表層,導致受潮情況發生),若上述情況皆無異常,客戶端倉管簽名完成核 對動作(此時責任歸屬由司機轉移至客戶端倉管),則完成配送過程。在此段限定的時間 內,A 疫苗廠商會隨時關心並掌握疫苗的動向,以確保配送過程正常無誤。 另一種配送過程如 B 疫苗廠商,也是本研究所探討之對象,其流程步驟參考圖 4.1, 配送方式大部分皆委外由物流公司來進行配送,其配送流程如下所述。客戶端下達訂單 後,會告知疫苗廠商所要購買疫苗之品名與規格、批號、數量以及運送條件,疫苗廠商 會依照客戶所要求之地點、時間選擇合適的物流廠商。被選擇之物流廠商派遣物流配送 人員(以下以司機簡稱)至疫苗廠商倉庫領取要出貨之疫苗,並依據訂單內容檢查疫苗之 品名與規格、批號、數量是否正確,於流程圖 4.1 中,雖將三者一同討論,然而於實際 情況中,可能出現疫苗品名與規格正確,批號及數量不正確或名稱與規格、批號正確, 但數量不正確之情況等諸多情況。若出現疫苗品名與規格、批號其中一個不正確之情況, 則整批疫苗必頇重新更換;出現疫苗品名與規格、批號皆正確,數量不正確之情況下, 採用多退少補制度,至於疫苗缺少賠償問題則依廠商與客戶所談之條件為主。 疫苗之品名與規格、批號、數量經確認正確後,司機進行簽收動作,接著將保溫箱 拿至疫苗廠商之冷藏倉儲,將疫苗裝進保溫箱並放入冰雹,接著視客戶之運送條件是否 要投入溫度監視卡,若有註明則投入,否則不投入。溫度監視卡如圖 4.2 所示。溫度監 視卡主要由兩主要功能所構成,一者為判斷溫度是否過高情況,觀察 ABCD 格子是否有 變色來判斷溫度上升情況,如圖 4.2 所示:口服小兒麻痺疫苗如果 A 格變藍則三個月內
可使用;麻疹、德國麻疹等疫苗若 A、B 格變藍則於三個月內仍可使用;白喉、百日咳 等疫苗若 A、B、C 格皆變藍則於三個月內可使用;破傷風等疫苗則耐熱程度最佳。另 一判斷準則則為觀察液態球體是否破裂,若液態球體破裂則表示溫度曾經低於 0℃,溫 度低於 0℃則疫苗亦無法使用。台灣地區地處亞熱帶,僅有部分山區可能出現低於 0℃ 情況,另一情況可能為冷藏車壓縮機出現異常,才可能發生上述情況。若為一般疫苗, 如流感疫苗,其溫度應控制於 2℃~8℃之間,A、B、C、D 格子是不允許變藍情況發生。 完成上述動作後,應迅速將冰桶搬運至冷藏車上,開車前往客戶端,於配送途中, 應將溫度控制於 2~8℃。司機於開往客戶端途中應注意車上裝載之溫度計溫度來判斷疫 苗目前溫度,若溫度過高,應緊急進行處理,如:至最近的便利商店購買冰塊加入冰桶 中,尋找離此最近之空調修理站或緊急找尋離此地最近的物流中心卸下疫苗至安全地方。 若不幸疫苗損壞,物流廠商應負責賠償責任,並負責回收疫苗工作;若疫苗未損壞則運 送至客戶手中,由客戶端倉管確認溫度監視卡是否有溫度異常情況發生以及是否有受潮 情況,若皆無異常,則進行確認疫苗品名與規格、批號、數量是否皆正確,其檢測方式 與上述方式相同。若皆無異常情況發生,則醫院端倉管進行簽收,並將保溫箱搬至倉庫, 進行入庫動作,完成此次配送動作。
32
圖 4.2 溫度監視卡正面 液態球體
圖 4.2 溫度監視卡背面(續) 但上述兩種配送方式皆有缺陷。如 A 疫苗廠商的包裝方式,雖然可以讓保溫箱保持 24 個小時內溫度介於 2~8℃,但仍缺乏即時(real-time)反應溫度變化,即使裝有電子溫 度計也僅能事後觀察是否溫度產生變化,導致無法即時掌握電子溫度計內的資料。且此 種包裝方式所需成本額貴且佔用體積範圍龐大,會有空間浪費現象,另外特殊的保溫箱 包材方式以及保溫箱的回收工作也會讓運費升高。A 疫苗廠商目前的疫苗運輸方式,大 部分由他們公司自行配送,委外由其他物流公司配送的數量較少,且由於代理國外疫苗
34 公司,有相當多的商業機密部分無法透露於我們,於是本研究乃以 B 疫苗公司為主要探 討對象。下一小節則為探討 B 疫苗公司現行配送流程之缺失。
![表 4.1 現行疫苗配送流程之 FMEA 表單(續一) 流程、作業 失效模式 對整體流程之 影響 經濟性 風隩性 致命度 情境 1a 司機未仔細確認疫苗數量 (4) 流程延遲(6) 極小(2) 極小(2) 4*[6+2+2]=40 情境 1b 不同客戶疫苗裝於同一保溫 箱,導致送錯 客戶情況(4) 流程延遲(6) 極小(2) 極小(2) 4*[6+2+2]=40 情境 1c 於室溫下未緊急將保溫箱搬 至冷藏車(2) 流程中斷(10) 完全毀損(10) 極高](https://thumb-ap.123doks.com/thumbv2/9libinfo/8740682.204176/45.892.117.819.102.1090/經濟性風隩性致命度不同客戶疫苗裝於一保溫箱導致送客戶延遲極高.webp)
![表 4.1 現行疫苗配送流程之 FMEA 表單(續三) 流程、作業 失效模式 對整體流程之 影響 經濟性 風隩性 致命度 情境 1h 不同客戶疫苗裝於同一保溫 箱,導致送錯 客戶情況(4) 流程延遲(6) 極小(2) 極小(2) 4*[6+2+2]=40 情境 1i 客戶端倉儲人員未正確將疫 苗入庫(2) 流程中斷(10) 完全毀損(10) 極高(10) 2*[10+10+10]=60 流程 現行疫苗配送流程無法即時 反應疫苗狀態 (8) 可忽略(2) 極小](https://thumb-ap.123doks.com/thumbv2/9libinfo/8740682.204176/47.892.116.818.105.962/經濟性風隩性致命度一保溫情況流程延遲毀損配送無法即時可忽略.webp)