國
立
交
通
大
學
高階主管管理學程碩士班
碩
士
論
文
軟性印刷電路板應用趨勢與品質管理策略
-以 F 公司為例
The Application and Trend of Flexible PCB and the
Quality Management Strategy –
- the Case Study of Company F
研 究 生:高國祥
指導教授:陳安斌 博士
The Application and Trend of Flexible PCB and the
Quality Management Strategy –
- the Case Study of Company F
研究生:高國祥 Student: Kao, Kuo-Hsiang
指導教授:陳安斌 Advisor: Prof. Chen, An-Pin
國 立 交 通 大 學
高階主管管理學程碩士班
碩 士 論 文
A Thesis
Submitted to Master Program of Management for Executives College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Executive Master
of
Business Administration
July 2013
Hsinchu, Taiwan, Republic of China
軟性印刷電路板應用趨勢與品質管理策略
-以 F 公司為例
研究生:高國祥 指導教授:陳安斌 博士
國立交通大學 高階主管管理學程碩士班
摘要
現今微處理器的運算越做越精細功能也越強,讓 3C 可攜式電子產品的功能 更多元,所需搭載的電子零件與溝通線路使電路板越來越厚,但可攜式電子產品 輕薄短小的趨勢已不可免,所以軟式電路板的需求除了超越硬式電路板的應用, 更薄的軟式電路板(FPC) ,不斷須提升技術能力,以讓可攜式產品的應用更加輕 便精緻。手機的厚度從 2011 年的 8.4mm 到 7.9mm,平板電腦也從 2011 年的 11.4mm 到 7.7mm 的輕薄境界,展望未來更輕薄的產品也會競爭更加激烈,軟性 電路板的扮演腳色之重要可見一斑。 本文研究之公司在軟式電路板已深耕多年,現有主力產品為單層、雙層,以 及多層軟式電路板,其製程技術也與產品應用以及 3C 產品大廠共同成長,厚度 從 150 微米到 50 微米,線路與線距的精密度也從 50 微米即將踏入 30 微米的超 細線路,線路設計的複雜性也隨著結構的更迭越趨細密,阻抗/電性以及電路板 可繞性也不斷再拉高,這也造成製造技術的瓶頸以及品質管制的困難性,由於軟 性電路板的製作需防止高不良報廢以及信賴性的高標準,在品質計畫與品質保證 系統的要求必須完整做到早期發現早期防止,也就是領先管理。 本研究主要是解構目前的軟性電路板應用發展趨勢,同時使用 SWOT 分析 其採用不同的品質管理策略,會帶來什麼效果。在 SPC 系統,shop-flow 系統以 及統計分析品管,進行差異化分析優劣,再以品保系統的組織架構分析模式,進 而達到改善良率的目的。利用組織可行方案中決策元素評估,新產品量產品的改 善,提供更佳的品質策略,加入實戰結果,幫助決策者做為評估與判斷的依據。 為本研究公司找到一個最佳的品質管理策略。 關鍵字:SWOT 分析、軟式電路板、品質管理策略、SPC 系統、 SHOPFLOW 系統,差異化分析The Application and Trend of Flexible PCB and the
Quality Management Strategy –
the Case Study of Company A
Student:
Kao, Kuo-Hsiang Advisor: Dr. An-Pin Chen
Master Program of Management for Executives
National Chiao Tung University
ABSTRACT
Now a day, the operation of processor is more delicate and powerful in function, this help to be with various functions for 3C mobile devices. The electric component and circuit make FPC more thicker, but the trend of slight and thin is avoidable, so FPC application surpass the PCB use, meanwhile the thinner FPC has promoted its requirement for technology, this is necessary for mobile devices. The thickness of mobile move to 7.95mm in 2011 from 8.48 mm, for tablet PC, it gets to 7.7 mm form 11.4 mm in 2011, foresee the future product, the competition would be more intensely. The play role of FPC will be important in these roles. The study case, F company, it pay technical effort in this field for twenty years, currently its main product include single, double, and triple layers, this company grows up with 3C company in terms of technical and application of mobile devices. Technical thickness has been limited to 50 um form 150 um, line width and space also step onto 30 um from 50 um, the complication of line design go to more fine with the change of structure, the impedance, electricity and flexibility of FPC leverage to higher position, too. Meanwhile, these bottle necks of manufacture technical will make many difficulties in quality control. Due to the high end criteria of reliability and prevention of huge scrap in FPC manufacture, it needs to reach early detect and early results to fulfill the requirement of quality control plan and system. Also say it leading management. The study purpose is to analyze the trends of FPC application and its development, at the same time, by using SWOT metrology to understand what effects when apply different quality strategy. To do differentiate analysis by SPC system and shop-flow system is required. Additionally helps to reach the target of yield improvement by analysis model of quality assurance organization structure. We could use the element of make-decision model in feasible cases of organization. The improvement of new product introduce and mass production, will provide more better and appropriate quality control strategy, by adding the result of actual combat. These helps to decision maker to evaluate and judge what quality strategy fit to F Company.
Key words: SWOT analysis, FPC, quality strategy, SPC, shop-flow, differentiate analysis.
誌 謝
經歷過兩年交通大學的高階管理碩士學程的訓練,讓我可以深刻體會高階主 管的眼界、專業、與管理知識提升的必要性與所學,期間同學間的活絡,老師的 指導讓我受益良多,在此向學校與 EMBA 執行長與老師們的指導與授業致謝, 最後為了論文的完成,特別感謝陳安斌教授的指導,與林秋紅及鄭仰廷助教的協 助。 高國祥 背景為化工與電化學研究(成功大學化工所), 職場經歷:研發製程、製造管理、品質保證管理、 產業經歷印刷電路板、液晶面板、手機 製造、觸控面板、LED、軟性電路板 僅誌於 國立交通大學 高階主管管理學程碩士班 民國 102 年 7 月目 錄
摘要……… i Abstract………. ii 誌謝………iii 目錄……… iv 表目錄……….………. vi 圖目錄………..vii 第一章 緒論………..1 1.1 研究背景與動機………1 1.2 研究問題與目的………2 1.3 研究問題的背景………3 1.4 論文結構……….3 第二章 文獻探討……… 5 2.1 軟性電路板……… 5 2.2 統計製程品管 SPC ………7 2.3 品管七大手法……… 7 2.4 SWOT 分析理論………10 2.5 六個標準差……… 12 第三章 研究方法………13 3.1 研究方法………13 3.2 研究架構………13 3.3 研究範圍與限制………14 3.4 問題與挑戰………14 3.5 現況分析………15 3.5.1 新產品設計流程………15 3.5.2 新產品開發流程………16 3.5.3 量產品質管理………17 3.5.4 客戶端品質管理………18 3.5.5 供應商品質管理………20 3.6 可能的決解方案………21 3.6.1 新產品設計流程………21 3.6.2 新產品開發流程………21 3.6.3 量產品質管理………22 3.6.4 客戶端品質管理………22 3.6.5 供應商品質管理………23 3.7 可能解決方式的 SWOT 分析………24 3.7.1 新產品設計與開發流程的修正………24 3.7.2 量產品質管理………253.7.3 客戶端品質管理………26 3.7.4 供應商品質管理………26 第四章 品質策略的選定與計畫執行………28 4 .1 品保策略的架構………28 4.1.1 零缺點的品質策略(六標準差) ………28 4.1.2 策略運作構面………28 4.1.3 以利潤為導向的品質策略………31 4.1.4 以整體發展規劃的品質策略………32 4.1.5 方案評選………33 4.2 適合 F 公司的品質策略………34 4 . 3 整體品質策略架構與執行………3 5 4 . 3 . 1 問 題 解 決 的 方 法 … … … 3 5 4.3.2 新產品設計的流程改善………35 4.3.3 新產品開發流程的改善………36 4.3.4 客戶端品質………37 4.3.5 量產品品質管理………38 4.3.6 供應商品質管理………38 4.3.7 KPI 管理………39 第五章 結論與建議………40 5.1 結論………40 5.2 建議………41 5.2.1 潛在風險分析………41 5.2.2 避免風險所採取的行動………41 參考文獻………42
表 目 錄
表 2-1 SWOT 分析結構……….…….……….11 表 4-1 F 公司高階主管統計….………..……….30 表 4-2 可行性分析………..……….31 表 4-3 利潤導向評估表………32 表 4-4 整體品質規劃的評估要點表………...……….33 表 4-5 方案評選表………..……….34 表 4-6 效益評估推移………..……….36 表 4-7 JIQ 件數分類統計……….38 表 4-8 KPI 管理範例………...……….39圖 目 錄
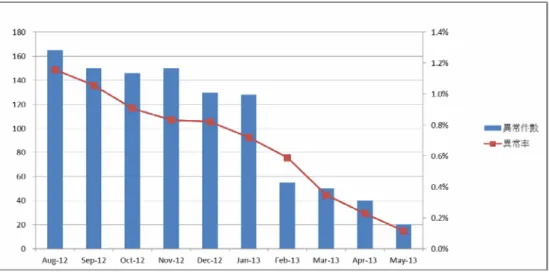
圖 2-1 軟性電路板的基本流程………6 圖 3-1 研究架構圖………13 圖 3-2 F 公司的設計流程現況圖………15 圖 3-3 F 公司的新產品開發流程現況圖………16 圖 3-4 F 公司的客訴流程現況圖………18 圖 4-1 效益評估推移圖...………..………36 圖 4-2 異常管理統計………..………37 圖 4-3 客戶滿意度調查趨勢圖…………..………37 圖 4-4 JIQ 分類件數統計………38 圖 4-5 供應商異常件數統計………39第一章 緒論
本章節主要分為三個部分,第一節說明本研究之背景與動機,第二節說明本 研究想要探討的問題與目的,第三節說明本研究的論文架構。1.1 研究背景與動機
全球 FPC 市場趨勢 2009 年全球受到金融風暴的影響,電子零組件產品呈現一片下跌的局面, 全球軟板產業也下跌 9.1%,產值下滑至只有 54 億美元規模。隨著全球景氣逐步 復甦,全球軟板產業在 2010 年也開始由負成長轉為正成長,並且在電子產品朝 向輕、薄的潮流帶動之下,軟板被採用在電子產品的比重是節節升高,拉升了全 球軟板在 2010 年產值成長 10.6%,達到 60 億美元規模。 在 2011 年初,全球預期景氣將會大幅復甦,相關總體經濟數據皆呈現相當 樂觀的看法,走過 2011 年,全球軟板產業是呈現正成長,成長幅度為 6.4%略低 於 2010 年,產值上升至 64.3 億美元規模。 展望未來,全球還一直質疑歐洲國家到底還存在著多少債務的危機,以及消 費者對於全球景氣復甦快慢的看法近趨保守之下,預估 2012 年全球軟板成長幅 度與 2011 年差不多,其年成長率約為 5.9%,產值可達到 68 億美元規模。預測 未來在景氣復甦緩慢,和電子產品的創新性亦同樣趨緩之下,在未來軟板的成長 幅度約維持在 6~7%左右,工研院 IEK 預測 2013 年全球軟板較 2012 年成長 6.46%,產值成長至 72.5 億美元規模;然而,隨著軟板的需求規模越來越大,與 電子產品的搭配也成為最困難的設計問題,線路越做越細,板厚越來越薄,目前 技術仍以日本公司最為突出。排名全球第一名為已在日本、台灣、中國大陸、泰 國、德國等地設立生產工廠的日本軟板大廠:Nippon Mektron,占全球市占率為 22.5%,遙遙領先其他 FPC 公司。排名第二為日商 Fujikura,市占率為 8.8%, Fujikura 已在日本、泰國、中國設立生產工廠。排名第三為生產工廠均設在中國 大陸的美商 MFLEX,市占率為 8.6%。第四排名是日商 Sumitomo Electric,市占 率為 7.0%;第五名為日商 Nitto Denko,市占率為 6.1%。加總全球前五大 FPC 廠 商,總市占率已達 53%,全球前五大 FPC 廠商已供應全球一半所需的 FPC 產 期自動化設備與製程設計,在良率的整合也最佳,技術當然是工廠的核心競爭 力,不可忽略的品質管理策略必須搭配技術門檻以創造較好的良率以及最佳的客 戶滿意品質,品質管理包含供應商/協力商的管理,設計品質的管理,新產品開 發的管理,量產產線的品質管制,出貨品質的管理,甚至客戶端的品質滿意服務。工廠品質管理運作已有很深的理論基礎,包括戴明等,但在實際運作上配合組織 與著重領域的運作,各個產業均有不同的架構與重點,在 FPC 產業因其產品特 性極薄且軟,其站間傳輸以及製作也成為重要課題。也由於線路的複雜性,設計 上必須有盲通埋孔的設計,其信賴性備受重視。因其電性特性,故在電鍍以及雷 射鑽孔製程,其不穩定性已是極大考驗,更有甚者,電路板的漲縮問題,更是影 響尺寸與線路製作的最大困擾。好的品質管理策略能夠協助技術的瓶頸與實驗方 法,將技術推升至最佳狀態,原物料進料對製程的影響降至最低,對於作業員的 管理以及設備管理的難度也能由品質管理系統加以約束,按照標準操作程序作 業。
1.2 研究問題與目的
產品技術的推進與品質管理系統息息相關,目前 FPC 管理的課題分成以下 幾個層面來探討: 新產品設計:在一般產業對於新產品設計均採取由設計者自行確認並試跑結 果,包含產品設計、治具發包、原物料選用等等。其複雜性常讓設計者已設計錯 誤而不自知,造成後續新產品開發進度的遲緩以及達交客戶送樣的效率,也造成 營運成本的浪費。 新產品開發,設計者將初步構想完成架構後,由新產品單位進行試跑,由於 其速度與樣本小的特性,以送樣至客戶端為目的,故其為量產而設計流程與製程 的理念無法在新產品階段獲得完全驗證,致使量產時產生很多問題。早期發現早 期治療,新產品的品質控制比其他任何階段都來的重要,但這也是一般產業的品 保系統最為忽略之處。 量產品質管理,新產品導入量產之後,SPC 系統以及量產品質的檢討是一般 業界的共同課題,良率改善在此階段集合各部門的研究與探討,並防止重大異常 發生,此時的領先管理便須往前製程以及最早時間發現及時管制為重點,並監控 製程能力。品管圈的組成不斷去解決各項異常以及良率問題,尤其在人工較密集 的流程中,分析手法更至為重要。 客戶端品質管理,產品出貨之後,客戶端的品質關係到客戶滿意度,客戶端 會有入料檢查,包括外觀功能以及信賴性測試,這是客戶對供應商的評價第一指 標,另外就是客戶產線,進入客戶產線之後的品質狀況,尤其是功能性問題,深 深影響客戶端品質,也會造成在客端的品質失敗成本。 供應商管理,供應商有原物料供應商,製程外包商,設備供應商,供應商的 管理必須被定期稽核,並評價其成績,好的供應商能夠將原物料拉料順利,較差 的供應商會因此讓我方的製程斷料斷線,故品質管理策略中,供應商管理也是不可忽視的一環。 本文主要目的是為了此一高度變化性與難度的技術需求市場品質系統,如何 能從產品高度競爭以及技術差異之中,找出一個適當的品質管理策略提供客戶較 佳品質模式,將品管系統合理化效率化,因而也使得品質管制有一模式可循,為 解此一問題,對產品品質與客戶之需求做一較佳化之研究。
1.3 研究問題的背景
全球 FPC 產業目前是處於技術高度競爭的局面,面對的是一個終端產品市 場日新月異及要求反應快速的產品競爭市場,對於 FPC 供應商而言如何滿足客 戶需求,是其公司管理過程的追求要務。1.4 論文結構
個案公司是台灣技術出發在成本服務效率有競爭力的公司,現今是可攜式 3C 產品軟式電路板供應成長最為快速的廠商,也是現今 FPC 產業的主要供應 商。經過 20 餘年的發展,該公司現有最主要事業為生產軟式電路板以及所使用 的表面封裝技術提供客戶一條龍服務的模組化產品。 本研究以 FPC 產業為對象,研究 FPC 製造商生產的軟性電路板生產,如何 有效品質管理,在資源充分運用的原則下,減少變異造成客戶端的品質風險,在 原物料端、設計端、新產品端,因為領先管理沒做好,造成量產品質以及出貨品 質的高風險與客戶端失敗成本,造成生產成本過高。 藉由品質管理策略的擬定,並滿足其特定需求,建立具有競爭優勢的生產品 質以及低成本的效率管理模式。 此研究之方法,主要為先了解產業 FPC 的特性,透過對客戶品質要求的水 準要求,如何將較佳的品質送給客戶,在新產品開發階段即導入品質策略作最早 的管理,藉由新產品的驗證稽查設計品質,將最早的錯誤設計做糾正管理,將設 計階段做最正確的開發,避免與客戶之間的溝通產生間隙。 新產品的樣品監督,新產品品質最容易被忽略,因其只需達交給客戶送樣目 的即可,故在新產品試跑階段以及入料檢,各流程操作,出貨檢查,以及信賴性 測試均必須納入管理系統,並針對每一缺點做檢討以及改正。 量產品品質的控制,利用品管手法以及六個標準差的團隊作戰方式,將量產 品質的良率提升至可接受的失敗成本以內。此時組織的戰力,跨部門之間的合作,必須完全展現,並在最快速的時間內,解決異常,讓產線得以在最快時間內 恢復生產,這是一個重要的課題,因為廠內成本在此時已完全必須在控制之內。 客戶端品質的服務,了解客戶端的檢驗方式以及規格的重要性,在客戶端品 質發生異常時,品質人員必須在最短時間內到客戶現場,並了解客戶品質以及需 求,品質服務以及駐外人員必須完全了解客戶需求與要求標準,並促使廠內對於 問題的研究與解決必須用最快速的方式回覆給客戶。 供應商品質的要求,在品質系統裡,供應商是工廠較不能親自掌控的管理範 圍,故供應商稽核管理方式,必須很有系統性,按照我方要求做矯正自我管理與 品質,提供最佳的原物料供應,方使我方的製程能順利生產。
第二章 文獻探討
2.1 軟性電路板
早期軟性印刷電路板(以下簡稱軟板) [2][3]主要應用在小型或薄形電子機 構及硬板間的連接等領域軟性印刷電路板(Flexible Printed Circuit,FPC)具有質 輕、薄小、可彎曲、低電壓、低消耗功率等特性。1970 年代末期則逐漸應用在 計算機、照相機、印表機、汽車音響及硬碟機等電子資訊產品。目前日本軟板應 用市場仍以消費性電子產品為主,而美國則由以往的軍事用途逐漸轉成消費性民 生用途。 ‧軟板的功能可區分為四種,分別為引線路(Lead Line)、印刷電路(Printed Circuit)、連接器(Connector)以及多功能整合系統(Integration of Function),用途涵 蓋了電腦、電腦週邊輔助系統、消費性民生電器及汽車等範圍。 軟性印刷電路板的上游主要原料為銅箔基板,主要 Polyimide 銅箔基板供應 商國內有杜邦太巨、台虹、律勝、四維、旗勝,國外大廠有美國杜邦、日商 Toray、 Mektron、信越、有澤等,主要原料因此供應無疑慮。 在下游應用方面,軟性印刷電路板下游應用極為廣泛,資訊產品包括 NB、 HDD、PDA,通訊產品有手機、無線通訊,視訊產品有攝錄放影機,消費性電 子產品有照相機,監視器有 LCD、PDP 等。其中應用於 NB、手機及 LCD 監視 器的軟性印刷電路板是市場成長最快速的領域。 筆記型電腦中使用軟板部分包括:(1)LCD 面板連接 LCD 螢幕、(2)CD-ROM 連接主機板、(3)FDD 連接主機板、(4)HDD 連接主機板、(5)Switch 連接底部、(6) 鍵盤連接。2001 年 NB 產量成長 11.4%,但產值受到 NB 單價下滑等因素呈現下 降走勢,但 2002 年全球景氣逐漸回升,可攜式資訊產品需求持續增加、日本中 低階產品訂單釋出、大陸生產比重的快速上升下,產量可望成長 20.1%,產值則 微幅成長 5.7%(表三)。2001 年 NB 產業為求成本下降改以同軸線(Co-axial)取 代軟板,使得軟板的使用比例大幅縮減,但目前軟板價格在推動自動化產與供過 於求的情形下,價格下滑至與同軸線趨近相同,軟板競爭力明顯增加,此外,目 前市場 8 成 NB 使用軟板,其餘 2 成使用同軸線,因此短期內同軸線要完全取代 軟板機率不大,由於 1 台 NB 需要 4~6 片左右軟板,其中又以按鍵、HDD、FDD 幾乎一定使用軟板,因此未來 NB 對軟板需求成長可期。 手機使用軟性印刷電路板的部分,包括 LCD 面板、按鍵、Voice 彈片等。手 機普及率從 1999 年的 42.3%到 2000 年時已高達 73%,在短短數年間快速成長 後,使市場接近飽和水準,手機市場因而由新機需求轉為換機需求,價格競爭也
因此更加劇烈,國際手機大廠逐步退出手機製造,改採專業代工模式。專業代工 的運作十分有利於具有產能、價格及交期競爭力的國內廠商,未來國內軟性印刷 電路板需求將有一定的成長空間。[6] LCD Monitor 用軟板主要使用於 LCD 面板和 LCD 模組,由於 LCD 和 CRT 產品世代交替正持續進行,LCD Monitor 在 2001 年產量及產值上均大幅成長, MIC 預估 2002 年國內 LCD Monitor 產量及產值仍將成長 88.4%及 70%,未來幾 年將維持高度成長,因此 LCD Monitor 對軟板的需求應會持續成長。 以下為軟性電路板的基本流程 圖 2-1 軟性電路板的基本流程
2.2 統計製程品管 SPC
SPC 是 Statistical Process Control 的簡稱,中文為統計程序控制。利用統計的 方法來監控過程的狀態,確定生產過程在管制的狀態下,以降低產品品質的變 異。[4] 統計程序控制(簡稱 SPC)是一種借助數理統計方法的程序控制工具。它對 生產過程進行分析評價,根據回饋資訊即時發現系統性因素出現的徵兆,並採取 措施消除其影響,使過程維持在僅受隨機性因素影響的受控狀態,以達到控制品 質的目的。它認為,當過程僅受隨機因素影響時,過程處於統計控制狀態(簡稱 受控狀態);當過程中存在系統因素的影響時,過程處於統計失控狀態(簡稱失 控狀態)。由於過程波動具有統計規律性,當過程受控時,過程特性一般服從穩 定的隨機分佈;而失控時,過程分佈將發生改變。SPC 正是利用過程波動的統計 規律性對過程進行分析控制。因而,它強調過程在受控和有能力的狀態下運行, 從而使產品和服務穩定地滿足顧客的要求。 實施 SPC 的過程一般分為兩大步驟:首先用 SPC 工具對過程進行分析,如 繪製分析用控制圖等;根據分析結果採取必要措施:可能需要消除過程中的系統 性因素,也可能需要管理層的介入來減小過程的隨機波動以滿足過程能力的需 求。第二步則是用控制圖對過程進行監控。 控制圖是 SPC 中最重要的工具。目前在實際中大量運用的是基於 Shewhart 原理的傳統控制圖,但控制圖不僅限於此。近年來又逐步發展了一些先進的控制 工具,如對小波動進行監控的 EWMA 和 CUSUM 控制圖,對小批量多品種生產 過程進行控制的比例控制圖和目標控制圖;對多重品質特性進行控制的控制圖。
2.3 品管七大手法
品管的定義[4]: 品質: Quality,品質意指產品規格符合客戶需求,在客戶可滿意情況下,達成 產品功能與外觀的必須條件,品質亦可指所有人事時地物稱之,不限於產品本身。 品管:關乎於品質的所有管理活動,產品合乎客戶要求,人機料法環的定義。 人: 從事生產活動可影響品質之因子。 機: 設備影響品質之因子。 料: 原物料的變異影響品質之因子。 法: 操作朴件與規範。 環:環境對產品品質的影響。¾ 統計分析表 統計分析表是利用統計表對資料進行整理和初步原因分析的一種工具,其格 式可多種多樣,這種方法雖然較簡單,但實用有效。 ¾ 數據分層法 資料分層法就是將性質相同的,在同一條件下收集的資料歸納在一起,以便 進行比較分析。因為在實際生產中,影響品質變動的因素很多,如果不把這些困 素區別開來,則難以得出變化的規律。資料分層可根據實際情況按多種方式進 行。例如,按不同時間,不同班次進行分層,按使用設備的種類進行分層,按原 材料的進料時間,按原材料成分進行分層,按檢查手段,按使用條件進行分層, 按不同缺陷項目進行分層等。資料分層法經常與上述的統計分析表結合使用。 ¾ 排列圖 排列圖又稱為柏拉圖,由此圖的發明者 19 世紀義大利經濟學家柏拉圖 (Pareto)的名字而得名。柏拉圖最早用排列圖分析社會財富分佈的狀況,他發 現當時義大利 80%財富集中在 20%的人手裡,後來人們發現很多場合都服從這 一規律,於是稱之為 Pareto 定律。後來美國品質管制專家朱蘭博士運用柏拉圖的 統計圖加以延伸將其用於品質管制。排列圖是分析和尋找影響品質主原因素的一 種工具,通過對排列圖的觀察分析可抓住影響品質的主原因素。這種方法實際上 不僅在品質管制中,在其他許多管理工作中,例如在庫存管理中,都有是十分有 用的。 ¾ 因果分析圖 因果分析圖是以結果作為特性,以原因作為因素,在它們之間用箭頭聯繫表 示因果關係。因果分析圖是一種充分發動員工動腦筋,查原因,集思廣益的好辦 法,也特別適合於工作小組中實行品質的民主管理。當出現了某種品質問題,未 搞清楚原因時,可針對問題發動大家尋找可能的原因,使每個人都暢所欲言,把 所有可能的原因都列出來。 所謂因果分析圖,就是將造成某項結果的眾多原因,以系統的方式圖解,即 以圖來表達結果(特性)與原因(因素)之間的關係。其形狀像魚骨,又稱魚骨 圖。 某項結果之形成,必定有原因,應設法利用圖解法找出其因。首先提出了這 個概念的是日本品管權威石川馨博士,所以特性原因圖又稱「石川圖」。因果分 析圖,可使用在一般管理及工作改善的各種階段,特別是樹立意識的初期,易於
使問題的原因明朗化,從而設計步驟解決問題。 ¾ 長條圖 長條圖又稱柱狀圖,它是表示資料變化情況的一種主要工具。用長條圖可以 將雜亂無章的資料,解析出規則性,比較直觀地看出產品品質特性的分佈狀態, 對於資料中心值或分佈狀況一目了然,便於判斷其總體品質分佈情況。在製作長 條圖時,牽涉到一些統計學的概念,首先要對資料進行分組,因此如何合理分組 是其中的關鍵問題。分組通常是按組距相等的原則進行的兩個關鍵數位是分組數 和組距。 ¾ 散佈圖 散佈圖又叫相關圖,它是將兩個可能相關的變數資料用點畫在座標圖上,用 來表示一組成對的資料之間是否有相關性。這種成對的資料或許是特性一原因, 特性一特性,原因一原因的關係。通過對其觀察分析,來判斷兩個變數之間的相 關關係。這種問題在實際生產中也是常見的,例如熱處理時淬火溫度與工件硬度 之間的關係,某種元素在材料中的含量與材料強度的關係等。這種關係雖然存 在,但又難以用精確的公式或函數關係表示,在這種情況下用相關圖來分析就是 很方便的。假定有一對變數 x 和 y,x 表示某一種影響因素,y 表示某一品質 特徵值,通過實驗或收集到的 x 和 y 的資料,可以在座標圖上用點表示出來, 根據點的分佈特點,就可以判斷 x 和 y 的相關情況。 ¾ 控制圖 控制圖又稱為管制圖。由美國的貝爾電話實驗所的休哈特(W. A. Shewhart) 博士在 1924 年首先提出管制圖使用後,管制圖就一直成為科學管理的一個重要 工具,特別在品質管制方面成了一個不可或缺的管理工具。它是一種有控制界限 的圖,用來區分引起品質波動的原因是偶然的還是系統的,可以提供系統原因存 在的資訊,從而判斷生產過程是否處於受控狀態。控制圖按其用途可分為兩類, 一類是供分析用的控制圖,用控制圖分析生產過程中有關品質特性值的變化情 況,看工序是否處於穩定受控狀態;再一類是供管理用的控制圖,主要用於發現 生產過程是否出現了異常情況,以預防產生不合格品。 以上概要介紹了七種常用初級統計品質管制七大手法即所謂的“QC 七工 具",這些方法集中體現了品質管制的“以事實和資料為基礎進行判斷和管理" 的特點。最後還需指出的是,這些方法看起來都比較簡單,但能夠在實際工作中 正確靈活地應用並不是一件簡單的事。
2.4 SWOT分析理論
SWOT 分 析 即 從 「 優 勢 Strengths 」、「 劣 勢 Weaknesses 」、「 機 會 Opportunities」,以及「威脅 Threats 」四個面向進行產業分析。優勢和劣勢考量 主要從企業內部思考是否利於產業競爭;機會和威脅則是針對企業外部環境進行 探索,探討產業未來情勢之演變。Weihrich 於 1982 年提出 SWOT 矩陣圖[5],做 為產業分析擬訂因應策略的思考。分析時應儘量找出與本身相關的各項條件詳細 記入以利分析。例如在優勢中可能會考慮到公司的核心能力為何?劣勢中可能會 考慮到公司在那一層面最弱?在外部環境的機會可能會考慮到在產業趨勢下可 以提供何種新產品?而威脅則可能會考量競爭者的動作等等。 SWOT 分析,常用以分析組織或個體所處現狀的優勝劣敗,以提供清晰的組 織現狀,供經營者做當下決策、現狀分析或未來進展的思考基礎。可分為下列四 項: (1) 優勢(Strengths):組織或個體所擁有的長處與專才。 (2) 劣勢(Weaknesses):組織或個體所缺乏之短處與缺憾。 (3) 機會(Opportunities):外部環境所提供的機會與未來發展。 (4) 威脅(Threats):外部環境所存在的威脅與未來生存壓力。 面對全球競爭的環境,企業必須了解全球產業之結構,才能決定最佳策略。 由於全球的經濟十分複雜,尤其在資訊快速流動的現代社會中,有關產業分析中 的重要因素,也隨著外在與內在環境的不同而有所差異。因此,我們可以發現策 略的制定與企業所處的環境有密不可分的關係,一個優良的策略可以讓企業將火 力集中在自身的強處,並找到適當的機會點得以發揮其強處。SWOT 分析包括內 在環境的優勢(Strength)與劣勢(Weakness),外在環境的機會(Opportunity)與威脅 (Threat),產業內在環境即是產業的環境,指對企業績效有影響力的群體或力量, 一般以波特的五力分析作為分析的基礎。而產業外在環境指的是那些對企業可能 存在著潛在的衝擊力,但是相關性並不是很明顯的因素,如經濟、法律、政治、 科技及社會等因素。策略規劃的過程均始於策略分析,企業在進行策略規劃時的 SWOT 分析包含了五大分析類別,亦即外在總體環境分析、產業分析、消費者分 析、競爭者分析及自我分析。經由 SWOT 分析後,企業可瞭解目前或未來的機 會、威脅、優勢及劣勢,而能掌握與維持企業的競爭優勢。 表 2-1 是利用 SWOT 分析架構,將企業之 S、W、O、T 四項因素進行配對, 可得到 2×2 項策略型態,其說明如下: (1) SO : Maxi-Maxi 策略:此為最佳策略,企業內外環境能密切配合,充分
利用優勢資源,取得利潤並擴充發展。 (2) ST : Maxi-Mini 策略:此為企業面對威脅時,利用本身的強勢來克服威 脅的策略。 (3) WO : Mini-Maxi 策略:此為在企業利用外部機會,來克服本身的弱勢的 策略。 (4) WT : Mini-Mini 策略:此種策略企業必須改善弱勢以降低威脅,常是企 業面臨困境時所使用,例如必須進行合併或縮減規模等。 表 2-1 SWOT 分析結構 列出內部強勢 列出內部弱勢 列出外部機會 SO:Maxi-Maxi 策略 WO:Mini-Maxi 策略 列出外部威脅 ST:Maxi-Mini 策略 WT:Mini-Mini 策略 資料來源:Weihrich, Heinz (1982)[5]
2.5 六個標準差
六個標準差管理對企業文化建設的作用[1] 六個標準差管理將對企業文化建設或改進產生很大的作用。在分析一些成功 企業,特別是處於頂層位置的企業文化建設方面的經驗教訓時發現,成功的企業 在實施品質戰略時,比別的企業多走了一步,那就是,他們在致力於產品與服務 品質改進的同時,肯花大力氣去改造他們與六個標準差品質不相適應的企業文 化,以使全體員工的信念、態度、價值觀和期望與六個標準差品質保持同步,從 而創造出良好的企業品質文化,保證了六個標準差品質戰略的成功。 沒有了目標和方向,企業必然停滯不前。簡而言之,六個標準差指的是企業 在產品設計、製造和提供服務的過程中,每百萬次機會中允許發生的失誤不能超 過 3.4 次。六個標準差這一近乎完美的標準猶如一隻指南針,為絕大多數企業 經營指明了一個長期持續改進的管理目標和方向。而只有一個看得見,摸得著, 並被多家跨國企業實踐證明成功的管理目標,才能凝聚組織士氣,才會形成企業 穩定地,鍥而不捨地管理提升和帶來持續不斷的成功。 六個標準差顯著不同的是,除了作為指南針給出明確的目標方向之外,它還 提供了一系列嚴謹系統科學的方法,來幫助企業實現: 1) 以事實為依據進行科學決策 2) 號召企業內部全員參與 3) 以客戶需求為導向的流程管理改善 4) 建立管理改善與財務指標的密切聯繫 5) 對企業未來領導人的培養 6) 順應市場變化,變革企業文化第三章 研究方法
3.1 研究方法
本研究主要以為軟性電路板的供應商為研究範圍,著重在生產品質與客戶/ 供應商品質需求的控管與策略,所以本研究主要是採用特定個案方式發展,進行 深入的探討與分析。3.2 研究架構
研究背景與動機 研究目的 文獻回顧 FPC/SPC/QC7/SWOT/6 Sigma SWOT 分析 新產品設計 新產品開發 量產品質管理 客戶端品質管理 供應商管理 組織功能 品管手法 六個標準差 決策 流程改善 結論與建議 圖 3-2 研究架構圖 資料來源:本研究整理
3.3 研究範圍與限制
本研究藉由探討某特定的供應商,剖析其生產品質、新產品開發問題,並提 出建議,研究過程雖力求嚴謹,但仍存在下列因素之限制,此乃針對某特定廠商, 難免會有代表性之缺失。3.4 問題與挑戰
現況分析所面臨的問題如下: 1. 為滿足客戶需求,製品須維持高檔且時間短的產出,漏檢的風險增加。 2. 上游供應商的零件多為客戶指定,當原物料出現異常,督促供應商的改善力 道有限。 3. 台灣本土廠商,在設備的能力上與日系廠商有差距。日系廠商多為自行開發 但設備能力影響品質控制有一定程度。 4. 由於客戶的樣品存在極高機密性,在開發過程中。有外漏風險招致客戶嚴重 損失。 5. 新產品開發過程,對於問題的解決缺乏有系統的整合,故影響量產階段的良 率甚鉅。 6. 終端客戶的要求,常與下游客戶的規格要求不一致,導致問題解決的時效成 本變高。 7. 客戶如無法在需求的時間獲得品質問題的解決,訂單將流失。 由於以上種種原因,造成出貨品質以及製造品質的成本的損失,對公司營運 影響非常大。為滿足客戶需求,額外增加製造成本以及外部失敗成本,影響公司 競爭力及獲利。 追求客戶品質需求的目標,而客戶所提供的品質目標均遠遠超出我們技術能 力,且有的客戶即使一片都可能要求全部剔退選別或者退貨,客戶不論在打樣或 量產出貨要求都是特別高,此案之研究公司,是極快速成長中的公司,訂單預測 為一個月且隨時可能變更需求。在內部系統組織與人才尚未準備好情況下,不斷 在跟時間賽跑。在成本與品質/效率的要求下,如何滿足客戶品質需求,便成了 公司營運上最大的挑戰! 生產良率上也是極盡的要求改善,所以吾人才產生必須 制定完整且早期發現早期治療的品質管理體系,加上組織與流程,構成一戰鬥力 強競爭性高的品質管理策略。3.5 現況分析
3.5.1 新產品設計流程
F 公司的新產品設計流程如下圖 3-2 所示。 客戶資料數據輸入 資料評審 產品開發策畫 製程設計與開發 設計製作與審查 模治具開發 設計檢核與發行 圖 3-3 F 公司的設計流程現況圖 問題點: 1. 設計單位針對新產品可行性評估常因客戶急需作業,因而忽略此一重要評 估,它關係到後續試樣以及量產後的結構品質,品質是設計出來的,在這一 塊完全體現,仍需加強,而在產業界這一領域也因人才需求有限可行性評估 也做得比較不完整。 2. 設計者對於設計過程的檢核常會犯錯,這點體現在一般性量產體系裡時,製 造單位要達到自我要求是比較難的,同樣的設計者也會忽略很多細節,但這 些細節往往是後續設計品質以及量產品質的成功要件。 這也是目前設計單位 認為最簡單但卻是最容易犯錯之處。3.5.2 新產品開發流程
F 公司的新產品開發流程如下圖 3-3 所示。 設計流程完成 產品開發通知 製程設計與開發 樣品製作 樣品測試 客戶承認 進入量產 圖 3-4 F 公司的新產品開發流程現況圖 問題點: 1. 樣品測試報告書的製作,目前作法由樣品執行單位負責製作,執行單位製作 的問題點為球員兼裁判,最主要是因為新產品階段通常由 RD 單位自行跑進 度自行進行測試,自己做報告,再達交給客戶。品質發生問題客戶抱怨也是 由 RD 單位自行解決,這樣的模式需要改變,故應由品保單位介入,在一般 業界品保單位介入品質問題均是在量產階段,故品保單位在新產品階段介入 不但能協助 RD 做公正性的測試,包含客訴品質問題的解決,以及連接量產 階段的問題解決,可以做一個連貫。 2. 新產品開發階段缺乏品保單位的監督與糾正提出,試產階段,人機料法的監 督跟量產階段一樣重要,目前 RD 單位仍從頭到尾自己包辦,易產生只為達 交 樣 品 而 忽 略 是 否 可 與 量 產 連 接 的 重 要 性 , 所 謂 的 DFM , design for Manufacture,就是在新產品階段就必須有 control plan,以及 FMEA 的完成, 故品保單位的 IQC/IPQC/OQC 均需跨入新產品階段,為給客戶的品質把關。3.5.3 量產品質管理
量產品品質管理目前分成幾塊: 1. 針對製程各站的品質抽檢
就是所謂的 IPQC (Inline Process Quality Check)分別在重要關鍵站的品質抽 檢,達到控制品質的目的,再由每日的報表輸出,週報,月報等 KPI 指標,對 生產單位提出品質評分的動作。 有效的監督動作可以讓現場問題減少發生,但 問題是這並不是最釜底抽薪的辦法,如何讓製造自我發現問題,解決問題才是最 領先的管理。 2. 實施各製程設備,人員操作,原物料管理做稽核 稽核活動是在維持生產單位的紀律,包括設備保養,人員操作,人員素質, 原物料管理等。 這樣的稽核在產業界已行之有年,如何讓生產作業員能自覺管 理,一直是產業界研究的課題。 3. 品管圈專案活動 良率改善除了是製造單位,也是製程單位,設備單位,品保單位的共同課題, 對於所有異常與良率的提升,品管圈扮演了相當重要的角色,近年來除了品管七 大手法,也有所謂的六個標準差的團隊作戰指南出現,方法有很多種,但效率為 何,實用性為何? 有賴於團隊的合作,加上效率與方法的結合。 4. 品質會議 定期品質會議目的主要是藉由高階主管的領導力與統御能力,將良率以及品 質異常做一推升改善的動作,但一般而言僅限於品質議題,而對於各項 KPI 的 審核比較忽略,這樣一來,像工廠成本,特採 WAIVE 的進行,藥液管理,信賴 性管理就會比較缺乏,故討論的議題必須作更新與加強。才能讓品質管理會議更 加完整。 5. SPC 管控
SPC 就是統計製程品質管制 Statistical Process Control,這樣的管理包括製程 參數、規格管理、藥液管理,均可以看出趨勢。但這樣的方法有其盲點,第一很 少有工廠內百分之一百完全照 SPC rule 去做管制,不但需要耗費大量資源以及人 力去管理,且常常造成流程中有很多在製品/半成品 WIP (Work in Process) 無法 順利入庫,造成生產管理上一大困擾,故取得一個生產與品質的平衡,才是公司 賴以經營以及生存的法門。如何取得公約數是比較實際的,畢竟實驗室製作藝術 品與製造現場製作量產品是不同的光景,品保主管也必須做出最佳的判斷。
3.5.4 客戶端品質管理
重工 再檢 報廢 CS提供再檢規格客訴處理流程圖
3個月無相同客訴,結案 技術提供重工標準 再檢指示管理表開出 制造領出再檢 IPQC/QS確認對策標準化並有效落實執行 不成立,結案 不良訊息反饋廠內開客訴Card 廠內庫存處理 回复客戶報告 客訴會議召開 客戶反饋訊息接收 客訴是否成立初步判斷 登錄客訴平台 品保裁 決 圖 3-5 F 公司的客訴流程現況圖品保對於客戶品質客訴,必須提出相關的對策以符合客戶品質要求: 1. 須達到客戶品質入檢目標 ,例如 200 dppm 在軟板產業,能夠達到此目標且長期穩定是非常難的事情,因其製程特性仍 是以半自動以及人力完成生產為主,同時對於外觀規格的判定,檢驗員的判定也 會有誤差。 這是要不斷改進的議題。 2. 在客戶端的產線必須達零缺點,否則將有財損產生 也就是說客戶上線後的損失更甚於入料所剔退的損失,因為已經進入客戶製 程加上其已經搭載零件,賠償客戶損失是非常必須做的準備。 3. 客戶端品質會議與客訴報告 良率未達客戶目標或者異常,均需迅速且正確的傳達給客戶,但廠內常因技 術問題無法正確獲得解答時,CS 客服人員就會面臨很大壓力,故一般公司均會 配置大量的客服工程師,作為對應客戶的主力部隊。CS 人員的專業以及素養就 會影響公司的 Performance。 4. 客戶品質不是只有解決品質而已 為了創造公司利益,以及解決客戶問題,讓客戶滿意。 CS 工程師必須要和 客戶交朋友,交際應酬不是只有業務的事,此外應有一套機制與系統去組織客服 人員的反應速度,讓客戶抱怨聲音降到最小。所有客戶的聲音都會影響訂單。
3.5.5 供應商品質管理
1. 入料檢管理
IQC (Incoming Quality Control)
進料檢驗的方法是管理供應商的第一步,必須訂定合理的規格,但在定義規 格以及量測方法時,工程師的素養相當重要,同時自承認供應商的原物料時,就 必須很嚴謹定義與審查。這點在業界是比較缺乏的。 2. 產線原物料異常管控 原物料進入供應商之後, 常因已變成半成品,致使即使是供應商的問題, 也無法正確釐清,因為畢竟 IQC 並不是全檢。 故配合 IPQC 以及產線人員自檢 能力是相當重要的。 3. 與供應商確認問題點 在與供應商釐清問題點時,若是入料檢比較好澄清,若已經進入產線,就必 須先澄清是原物料還是製程問題,這時由於產線均傾向是供應商問題,這樣一來 與供應商的協力關係,就會互相不信任。故科學證據與方法與邏輯才能解決真正 問題。 4. 定期對供應商輔導稽核
供應商的品質管理系統並不是那麼健全時,SQE (Supplier Quality Engineer 就必須肩負起稽核共應商且瞭解供應商問題的責任,對於品管系統的了解以及供 應商的製程專業必須有一定的認識與熟悉。 這方面才能真正有效率的解決問題。 5. 原物料規格承認與認定一開始沒做好 在很多情況新產品開發階段時,與供應商的共同開發規格或特性就沒有做得 很好,所以很多均是到量產階段才發生品質問題,故有賴於新資材階段的審核以 及對於供應商的材料承認,才能在原物料於新產品階段時就已經定義清楚,此外 包裝問題也是很關鍵的問題,這方面的規定也必須清楚。
3.6 可能的決解方案
在整個品質管理策略中,吾人認為好的品質管理策略並不是要做到零缺點像 六個標準差的 3.4 dppm 之境界,對有限的生產資源應如何安排產線,生產最佳 的品質(不是最好的品質甚至零缺點品質)將影響到公司的市佔率與利潤。才可在 使用有限的資源下,滿足客戶需求。可用方式如下:3.6.1 新產品設計流程
產業界對於設計流程 1. 設計流程最最重要的是可行性評估,故可成立一個屬於品保單位的審查單 位,監督新產品設計階段,在可行性評估的活動,品保人員必須有設計的專 業性,評估產品的可行性,包括製程能力,設計能力,產品結構,客戶需求 等等,審核設計評估結果。故此一單位成立也代表品保單位正式跨到設計階 段。 2. 對於設計圖通常只有設計者比較了解,而流程設計甚至模工治具的設計也是 相當重要,這些設計過程也可由品保單位介入,做審核,並糾舉設計者的錯 誤,適時改正。3.6.2 新產品開發流程
1. 樣品測試報告書的製作,由品保單位介入之後,對於測試報告的量測與進行 作最專業且公正的評判,並由品保主管審核,在這樣的機制下,開發過程中 各種測試的報告必須由品保單位出具的作用,對於客戶來說,也是比較放心 的開發流程,同時也代表試產階段的團隊合作戰力。 2. 將量產階段的品質管制,導入新產品的試作,目的是不讓送樣因為人為疏失 將樣品製作錯誤,所以從原物料進料到試產的進行,出貨檢查,QC 單位均 涉入並做品質報表管控。除了協助客戶管控,也減少送樣品質的錯誤。3.6.3 量產品質管理
量產品品質管理目前分成幾塊; 1. 針對製程各站的品質抽檢
IPQC 的效果是有其限制的,有效的監督動作可以讓現場問題減少發生,但 問題是這並不是最好的辦法,如何讓製造自我發現問題,解決問題才是最領先的 管理。故可以導入 JIQ(Joint inline Quality) ,這不只是由製造者自己自我檢查且 自己整理問題發掘問題,並做自我追蹤。 當然必須由 QA 做最後驗證與確認動 作。這樣的模式不但更是早期發現早期治療,更是節省成本人力的方式,此系統 的導入應該是最佳方式。 2. 實施各製程設備,人員操作,原物料管理做稽核 JIQ 在這方面也會起到最佳防範的作用,這部分也是 JIQ 的範圍 3. 品管圈專案活動 良率改善是各單位的團隊合作,腦力激盪,由於品管圈理論在業界已是很成 熟的解決問題方式,本研究並不深加討論,但重點在於領導者如何貫徹執行,必 須由最高階主管親自主持屏除本位主義的障礙,建立共同解決問題的文化。 4. 品質會議 品質會議必須加入成本以及報廢,特採品質評分個項目,這樣才能不只是光 解決技術問題,還兼顧成本以及效率,甚至達交客戶的出貨數量,才能讓品質管 理會議更加完整。 5. SPC 管控 實驗室製作藝術品與製造現場製作量產品是不同的方式。品保主管也必須做 出最佳的判斷。幫 SPC 做最恰當的管制基準,並不是所有參數規格均須用很嚴 謹的 SPC rule 去管制製程。換句話說,取其平衡值去做取捨。
3.6.4 客戶端品質管理
1. 須達到客戶品質入檢目標,例如 200 dppm 對於最終檢驗必須提出辦法,例如盲樣測試,GRR,提升 AQL 這些方法這是短期,長期上還是要將良率提升減少製程上異常發生。 2. 在客戶端的產線必須達零缺點,否則將有財損產生 這有賴於駐廠人員的反應速度,可以在最短時間內確認不良,並進行不良初 步分析與產品選別(sorting),同時取得客戶的信任。 3. 客戶端品質會議與客訴報告 廠內必須有相對應的分析人員與工程技術,不只是單單由製程人員解析,故 技術單位必須成立客訴解析單位與人員予以快速對應。 4. 客戶品質不是只有解決品質而已 交際應酬不是只有業務的事,此外應有一套機制與系統去組織客服人員的反 應速度,讓客戶抱怨聲音降到最小。
3.6.5 供應商品質管理
1. IQC 對於規格以及檢測方法必須在新產品階段就先與供應商談好,並經過 供應商與我司的技術人員共同討論確認。 2. 技術分析人員對於原物料必須更專業,提升解決問題的能力。 3. 供應商輔導以及稽核目的在提升供應商素質,提供我司更好的原物料品質。 可能的決解方案 SWOT 分析 品質策略的選擇與制定和企業所處的環境有絕對密不可分的關係,絕佳的策 略調整,可以使企業掌握大環境的現況,提出最佳的策略,使該企業將資源做最 有效率的應用,來達到所設定的目標。SWOT 分析是針對企業內部與外部的現 況,借由對內部優勢(Strengths)、弱勢(Weaknesses)、及外部機會(Opportunities)、 與威脅(Threats)做一個完整的分析。主要在考量企業內部條件的優勢和劣勢,是 否有利於在產業內競爭;機會和威脅是對企業外部現況環境進行探討,討論產業 未來情勢之演變。3.7 可能解決方式的 SWOT分析
藉由 SWOT 分析來了解所選定的可能生產方式彼此之間的優缺點軟性電路 板產業的優勢與劣勢及避開外部威脅掌握未來發展的機會,來分析品質策略規 劃。3.7.1 新產品設計與開發流程的修正
1. 內部條件(SW) 優勢 (Strengths) (1) 設計與開發可被詳細審核,可避免設計錯誤的發生。 (2) 節省不必要的時間與物料浪費,容易掌握客戶需求,時效性容易掌控。 (3) 在最初階段就已達到領先管理的目的。 劣勢 (Weaknesses) (1) 雖然時效性比較容易掌握,所需管理成本相對也高。 (2) 樣品生產比較沒有彈性,較無法及時滿足客戶最緊急需求。 2. 外部環境 (OT) 機會 (Opportunities) (1) 可滿足客戶品質要求,產生不必要重大客訴。 (2) 試產線的紀律提升。不因只為打樣而忽略品質,引起客戶疑慮。 威脅 (Threats) (1) 客戶條件變動大的時候,因來不及做治具變更,使試產無法及時因應。 (2) 競爭對手的生產彈性策略搶走訂單。3.7.2 量產品質管理
1. 內部條件(SW) 優勢 (Strengths) (1) JIQ 的導入,對於自主品質管理,品質良率高,管理成本低。 (2) 即時發現及時解決,供貨產品品質相對高,再由 IPQC 彙整監督。客戶對產 品品質滿意度相對高。 (3) 生產客戶所需產品,較無品質風險。 (4) 高階主管直接管理,效率以及效果較明顯。 劣勢 (Weaknesses) (1) 生產線作業員動作複雜度變高,產品線變換生產不同品項,頻率相對也高, 人員對於不同規格的辨識能力必須提高。 (2) 人員因增加自檢動作,人事管理成本高。 2. 外部環境 (OT) 機會 (Opportunities) (1) 及時發現及早解決問題提供客戶所需品質,客戶滿意度增加。 (2) 良率相對增高,對於供貨給客戶的品質以及出貨量均較易滿足。 威脅 (Threats) (1) 競爭對手也採用 JIQ 模式,公司競爭優勢將隨之降低。3.7.3 客戶端品質管理
1. 內部條件(SW) 優勢 (Strengths) (1) 成品在終檢與電測時會依據客戶需求規格將不良打掉,客戶收到的良品將會 維持低檔保護客端品質。 (2) 提供最近最快的客戶服務,讓客戶滿意品質服務。 劣勢 (Weaknesses) (1) 終檢會打掉太多致使廠內良率不斷降低,看到影子就開槍,故規格澄清是很 重要的事情。 (2) 客戶的要求因為我方的提供服務,而使失敗成本逐步升高。 2. 外部環境 (OT) 機會 (Opportunities) (1) 客戶不用擔心我司提供的品質問題,可穩住訂單,甚而吸引客戶下更多的訂 單。 (2) 良好的品質,提高公司商譽,有機會獲得較多訂單,提升市場佔有率。 威脅 (Threats) (1) 競爭者擴大攔檢自己的品質爭奪訂單。 (2) 客戶新的品質需求未能及時滿足,訂單流失。3.7.4 供應商品質管理
1. 內部條件(SW) 優勢 (Strengths)(1) 在新產品階段就與供應商討論好規格與測試方式能確保雙方品質疑慮,雙方 合作夥伴更加穩固。 (2) 保護我司產線的品質,提供更順利的原物料品質,產線產能與品質更加順利。 劣勢 (Weaknesses) (1) 廠商因規格過嚴時,會出現無法供應良好品質而斷料,故合理的品質要求必 須在品質合約討論時詳加考慮。 2. 外部環境 (OT) 機會 (Opportunities) (1) 有系統性的供應商稽核,廠商不用擔心提供我司的品質問題,可穩住合作關 係。 (2) 良好的品質與系統,提高供應商素質,有機會向共同客戶獲得較多訂單,提 升市場佔有率。 威脅 (Threats) (1) 廠商透露我司的品質或技術要求,與我司競爭者產生競爭關係。
第四章 品質策略的選定與計畫執行
4.1 品保策略的架構
一個企業的品保架構,關係到系統的運作,品保就像一個醫生要做診斷,下 藥防止病情再惡化,告訴病人要注意那些事情,品保也像警察,必須督導人循規 蹈矩,犯了法就要抓他出來,甚至品保是系統的制定者,既像憲法的大法官。 所以品保採取哪一種策略,執行的到不到位,已經是一個企業技術核心中不 可或缺的一個重要功能。 那究竟哪一種策略才是最佳的? 這個答案並不容易回 答,筆者以所知的品質策略逐一探討,就由專家及學術研討的結果,只要是符合 本公司生存以及提高競爭力的系統策略,就是我們要選擇的。 以下討論幾種品質策略:4.1.1 零缺點的品質策略(六標準差)
6σ (六標準差)協助世界級企業展現驚人的經營績效,導入六標準差已成為 企業追求卓越(Business Excellence)的最佳利器,是管理學界品質管理熱門探討的 領域。六標準差為一全面且具彈性的系統,用於獲取、維持和擴大企業的成功, 六標準差的驅動主要在於瞭解顧客之需求,使用嚴謹的事實與資料進行統計分 析,並把重點關注於業務流程的管理、改善和創新。透過六標準差與經營策略文 獻探討與整理,建立六標準差整合經營策略架構之研究架構,經由台灣產業之實 施,探討六標準差整合經營策略架構的內涵,尋求最適整合六標準差與全面品質 管理經營策略方程式,有助於六標準差與全面品質管理理論之發展。4.1.2 策略運作構面
組織企業文化: Eckes指出組織必須發展願景共享(vision sharing)、使命定位 (mission positioning)。願景共享是強調員工真心願意達成長期的目標,而且是企 業上下共同的意願。企業應該是一個共同學習型的組織,不斷的學習、自我超越、 提升心智並建立系統性的思考,而這樣的組織必須在共有的願景上才能成立。使命定位則是策略規劃的起點,使命在於陳述並確認出組織基本概念,提供組織目 標及組織存在的焦點,組織內共同的觀點,讓所有成員能明白辨識。 組織環境評估: 推動目標管理企業必須進行組織環境評估,亦就是SWOT 分析,分析組織內部的優勢、劣勢與外部環境的機會、威脅,根據外在環境機會、 威脅分析,找出企業經營利基,結合內部環境分析,確認企業的優劣勢進行搭配, 以發展本身的可行策略。 策略形成定位: 策略形成定位認定六標準差活動是建立在策略基礎,為了達 成策略目標所選取之行動計劃方案,並進行有關組織環境間資源分配的形態。 Schendel & Hofer認為策略形成定位是決定與分析組織的使命、整體目標與資源 的分配。六標準差活動建構在品質管理為中心的經營策略,發展經營策略進行組 織環境評估,確認企業核心流程,勾勒組織企業文化共同願景,落實六標準差管 理體系。
改善整合導向: Oakland and Porter指出企業可以運用目標管理的方式,結 合企業經營策略創造競爭優勢,企業策略是決定與分析組織的使命、整體目標與 資源的分配。目標管理為一項管理方式,組織各級經理人員認定應予達成的成 果;據以釐訂足以達成的計畫及方案;承擔達成成果的責任,針對實際成果加以 衡量管理的績效。 本研究方法為採用專家決策分析模式。其方法是一個以層級架構,來組織可 行方案中決策元素(評估要點)可行性量化評估,進而可以融入專家與實際參與決 策者之意見,幫助決策者作評估判斷的思維方法。 本研究探討六標準差系統整合經營策略構面因子相關因素,問卷調查發放對 象採取選取特定樣本的方式進行,樣本框架以F公司的高階以及經理級主管為 主,本問卷發放61份,回收52份問卷,回收率約為85%,扣除回答不完整與重複 問卷,有效問卷為45份,有效回收率為92%,其中部門別以總經理室,製造研發 品保業務最多。如表4-1
表 4-1 F 公司高階主管統計 部門別 經理人數 六標準差 利潤型品質 EDER 製造處 6 1 1 4 研發處 5 2 1 2 採購處 4 0 1 3 品保處 5 2 0 3 資訊處 3 0 0 3 財務處 4 0 2 2 業務處 8 1 2 5 總經理室 9 3 3 3 人資部 3 1 1 1 生技部 4 1 1 2 工務部 2 1 0 1 廠務部 1 0 0 1 專案部 1 0 0 1 工程部 4 2 0 2 環安部 1 0 0 1 總務部 1 0 0 1 合計 61 14 12 35 本研究之認知程度與可行適合性分析如表 4-2 由各部門問卷所答我們可觀察各部門在了解六個標準差運作之後,對於此六 個標準差之導入與運作均有認知為科學方法以及嚴謹程度,對於策略組織改善預 防解決問題的細密性,有一定程度的認可,但在此製程複雜的產業,其資源利用 的可行性均較為保守,公司運作的大策略均需各部門與領導者的共識,在資源的 有效分配下才能執行此品質策略,經過六個標準差的方案訓練,各部門對於六個 標準差的執行在資源利用上有以下幾點: 1. 人員素質與組織條件尚未準備好,雖然可以透過教育訓練去執行六個標準差 的團隊作戰,但此策略尚未有條件去執行。 2. 資源是有限的,公司規模與系統能力可以朝這方向去努力,但目前並無法看 出六個標準差可以馬上見效,故整體而言,在這階段上我們並不傾向馬上朝 這方向執行。
表 4-2 可行性分析 運作系統 運作項目 認知程度 可執行程度 可強化組織運作 85% 70% 組織環境嚴謹 83% 70% 策略定位分明 81% 80% 可改善結構方法 79% 75% 跨部門運作更緊密 84% 74% 組織結構再造 84% 70% 改善品質 87% 88% 改善技術 87% 85% 績效指標明確性 83% 70% 改善整合力道 85% 75% 組織運作資源分配 79% 65% 資源與效益的合理性 75% 50% 資源發揮的信心度 70% 40% 系統策略 運作結構 資源效益
4.1.3 以利潤為導向的品質策略
公司以經營績效為宗旨,利潤當然是一切的終極指標,但在利潤與公司目標 並不是總是為最終判定標準,有時是為了後續的客戶關係,有時是為了商場的戰 略,此時利潤並非唯一選擇,藉由對業務的訪談,選定對 F 公司可能產生的客戶 影響及公司經營成效之可能重要因素。此要素為幾位此領域的專業負責人,藉由 日常客戶訪談或是由客戶的回應,以及公司內部重要的業務策略。影響利潤性的 品質要素如下: 1. 使公司對客戶需求的掌握高 2. 可滿足客戶臨時需求的訂單 3. 可適用公司的生產能力(較少的換線次數) 4. 對客戶供貨能做得到 5. 出貨達成率高 6. 成品庫存管理成本低 7. 較低的物料庫存管理成本 8. 提升客戶滿意度高 9. 生產線生產成本低將其列表如下,來進行下個評量。評估要點如表 4-1 所示。 由表可看出,F 公司各經理人雖然重視利潤,但利潤必須建立在客戶滿意服務以 及品質的保證,故利潤型的品質政策,雖然短期可以保護利基,但是對於公司的 發展,公司決策者與經理人的思維還是會放在長期穩定的客戶關係,這也是 F 公司數年來一直能在競爭激烈環境中,保持不斷成長,並也能維持相當高的利潤 所在,服務成本速度,這三項競爭核心的競爭力。 表 4-3 利潤導向評估要點表 項次 評估要點 對品質的影響度 對企業的營運目標 1 出貨達成率 30% 50% 2 供貨準時 35% 45% 3 對客戶掌握度 35% 45% 4 可適用的生產能力 25% 60% 5 可滿足客戶臨時訂單 35% 50% 6 成品庫存管理成本 20% 30% 7 提升客戶滿意度 35% 55% 8 生產線生產成本 20% 50% 9 較低的物料庫存成本 30% 35% 利潤型的品質策略往往以利潤為出發點,在不同企業文化與不同產業也是可 以考慮的品質策略,但以 F 公司的發展現況,正處於高速成長的狀態,太以利潤 為出發會阻礙與客戶的關係與營運動能成長。
4.1.4 以整體發展規劃的品質策略
企業重視成長,從小規模到大規模,營運的重要性在於掌握市場脈動抓住客 戶,但問題來了!公司原有作法與系統是不是可以跟上腳步,是企業主與經理人 要思考的問題,故系統完整性必須考慮詳細,以及資源是否不足或擴充太多,都 須多加規劃。在全面品質管制,(Total Quality Control)的觀念由來已久,直到六個標準差 的演進,其應為品質觀念的更加嚴謹,但六個標準差是不是適用在各企業,適不 適合在各種產業,適不適合在各種規模的企業,仍有待討論,主要是資源的問題。
這邊所謂的以整體規畫發展的品質策略,是正適合 F 公司的品質策略,規 模中等,由小而大不過三年光景,系統仍處於較基礎階段,也就是比土法煉鋼更 進階的階段,所以仍首重在防錯管理 Prevention,反應速度 Quick Response,以 及早期發現早期治療的品質領先管理觀念,我們稱之為 EDER 的觀念,(Early Detect,Early Resolve),由這些觀念,衍生出目前適合此規模的企業在競爭激烈
環境下,如何與產業龍頭競爭,甚至在可見的未來幾年會超越的品質策略,下表 為各部門的部門長對於 EDER 的品質策略評價,表的調查顯示各部門對於 EDER 的品質領先管理策略,均持肯定態度,並認為這是現階段適合公司的品質策略, 從防錯的管理以及反應速度看來,這是防止事態擴大,先止血再醫治客戶端品質 仍是受重視的,著重在反應速度與滿意度,工廠製造的管理則分成量產產品的領 先管理,這是指製程管理要往前跨;產品設計的領先管理,這是指一開始設計就 要管理好;新產品階段的品質管理,目的則是在試產階段就把兩產可能問題就先 管理好;信賴度與產品價值,則是產品的整體規劃,成敗完全看這裡。 表 4-4 整體品質規劃的評估要點表 項次 評估要點 對品質的有效管理評價 1 防錯的品質管理 85% 2 品質系統的反應速度 80% 3 反映品質的彈性 75% 4 客戶端品質領先管理 70% 5 量產品質的EDER 管理 75% 6 產品設計的EDER管理 65% 7 新產品階段的EDER管理 65% 8 信賴性的品質領先管理 70% 9 產品價值的領先管理 70% EDER 的觀念,必須被展開,必須在 KPI 管理被看到,必須在成本管理被看 到,必須在反映品質以及品質會議被實施,這樣才能符合 EDER 所產生的價值與 成果,以目前現階段來說,這比較符合中規模企業的品質管理策略,工廠不是藝 術品製造,也不是只衝量就好,要選擇最佳最適當的品質管理策略。
4.1.5 方案評選
邀請 F 公司專家,公司各部門的一級主管,經理級主管,參與公司品質 策略的評選,對於完美零缺點的品質策略,利潤型規劃的品質策略,以及適合整 體營運規劃的品質策略(EDER)進行評選。 並在評選之後再實施與驗證品質策略的動作,由表裡數據顯示,製造體系中 的製造研發品保,對於 EDER 的觀念是較能接受且認為符合廠內狀況的,周邊 部門對於不同品質體系的意見則比較偏向中立或者兩極化,有的部門比較偏向效 益,有的部門比較偏向科學方法(六標準差),整體而言,超過百分之 57%的中高階主管,仍偏向在此階段的品質策略,此品質策略的適度性,彈性,與反應速度, 成本力,服務力,都比較適合在這階段進行,在做評選之前,已先分析各品質策 略的方向給所有中高階主管,並由主管們提出各部門看法,雖然此品質策略由品 質最高主管主導,但因品質策略是必須各部門通力配合,故經過各部門研討,評 選較佳較適合現階段的品質策略,既定的品質策略再通盤考量與實施,除了公司 政策支持,領導執行者的意志也是很重要的,故包括總經理,執行副總的認可, 在後續的執行力部分,也能給予最大的支持與方向建議。後續將對此策略進行實 施與驗證,並持續檢討此方向的細膩度與完整性。容後一節作為檢討與建議。 表 4-5 方案評選表 部門別 理級以上主管人數 百分比 累計百分比 製造處 6 9.8% 9.8% 研發處 5 8.2% 18.0% 採購處 4 6.6% 24.6% 品保處 5 8.2% 32.8% 資訊處 3 4.9% 37.7% 財務處 4 6.6% 44.3% 業務處 8 13.1% 57.4% 總經理室 9 14.8% 72.1% 人資部 3 4.9% 77.0% 生技部 4 6.6% 83.6% 工務部 2 3.3% 86.9% 廠務部 1 1.6% 88.5% 專案部 1 1.6% 90.2% 工程部 4 6.6% 96.7% 環安部 1 1.6% 98.4% 總務部 1 1.6% 100.0% 合計 61 100%
4.2 適合F公司的品質策略
依 F 公司決策模式,最後選定適合整體規劃的品質策略,為最佳之決策。也 就是 EDER 早期發現早期治療的領先管理策略,如前所言領先管理的目的,就現 有量產/試產/新產品設計/客戶端品質/供應商品質做領先管理,減少產品失敗成 本,提升產品良率,增加服務客戶的滿意度。後面就整體品質策略架構與執行方 式做說明。4.3 整體品質策略架構與執行
接下來將針對整個品質管理策略如何配合整體營運已達到最佳的效益做說 明,並分成新產品設計,新產品開發,客戶端品質,量產品質,供應商品質等各 領域做品質管理的領先對策作探討。4.3.1 問題解決的方法
針對問題所提出的決解方法主要為八個步驟,如下: 1. 團隊的成立=> 跨部門功能包含製造,設計,製技,品保,工務等相關部門人 員成立解決問題團隊。 2. 問題的定義與描述=> 針對問題必須清楚描述,包括 5W 與 2H,人事時地物, 影響多大? 如何造成損害? 3. 產品處置與短期措施=> 工廠不能停止運轉,故異常發生時,必須優先對半成 品如何處理做決議,並完成對策可以讓產線繼續生產的基本條件,在還沒有 找到發生異常的真因時,先以暫時短期對策讓產線得以繼續生產。 4. 原因分析與確認=> 針對發生問題的原因應用技術以及專業方法找出可能的 真正原因,並做出原因驗證。 5. 針對原因的對策=> 原因找出後,必須下解決原因的對策,以讓此異常獲得解 決,讓產線繼續生產。 6. 對策的驗證=> 對策下達後,必須由數據驗證,是否對策有效? 若證據無法證 明有效,那麼原因分析可能是錯的。 7. 標準化與防止再發=> 對策執行必須標準化,確保被有效執行,例如列入 SOP 標準作業程序。 8. 平行展開=>每次異常都必須被平行展開,記取每次異常的教訓。擴及到其他 不同的機種,不同的線別,不同的廠區,甚至追朔到新產品可做為預防性的 領先管理。4.3.2 新產品設計的流程改善
對於設計的品質與設計結果,由品保組織 QA 工程部門的組織提出對設計部 門的產出進行檢核,檢核的結果可有效減低因設計 miss 所造成的成本損失下表 為一範例統計,對於設計 miss 所造成損失,以及預先管理的結果。 整體而言,因此系統的設計,讓 F 公司因產品設計系統減少失誤所節省的成 本在最新的會計月份,達最高 11223K 元/月,這樣的效益已足以影響企業的EPS,同時在提供客戶打樣的速度服務以及信用上,其影響的力道更是難以估算。 故此系統是少見而且成功的。 表 4-6 效益評估推移 月份 08月 09月 10月 11月 12月 01月 02月 03月 04月 05月 06月 實際審查件數 40 24 27 27 18 27 56 119 110 173 148 效益評估件數 6 3 11 14 9 16 28 37 55 36 37 審圖人員(人) 1 1 1 1 1 1 2 2 2 2 2 預估效益(KNT) 491 239 827 990 57 412 2,754 823 6,098 3,250 11,223 圖 4-1 效益評估推移