國 立 交 通 大 學
管理學院在職專班工業工程與管理組
碩 士 論 文
應用 SDBR 與緩衝管理
於太陽能晶圓廠交期改善之研究
A Study of Using SDBR and Buffer
Management to Improve Due-Date Performance
for a Solar Wafer Plant
研 究 生:彭文瑞
指導教授:李榮貴博士
應用 SDBR 與緩衝管理
於太陽能晶圓廠交期改善之研究
A Study of Using SDBR and Buffer Management to Improve Due-Date
Performance for a Solar Wafer Plant
學生:彭文瑞 Student:Wen-Jui Peng
指導教授:李榮貴 博士 Advisor:Dr. Rong-Kwei Li
國 立 交 通 大 學
管理學院在職專班工業工程與管理組
碩 士 論 文
Submitted to Department of Engineering and Management
Colledge of Management
National Chiao Tung Unversity
In partial Fulfillment of the Requirements
For the Degree of Master
In
Industrial Engineering and Management
Jan. 2013
Hsinchu, Taiwan, Republic of China
應用 SDBR 與緩衝管理
於太陽能晶圓廠交期改善之研究
研究生:彭文瑞 指導教授:李榮貴 博士
國立交通大學管理學院在職專班工業工程與管理組
摘
要
太陽能產業,是一個新興而且市場很不穩定的產業,整個產業景氣循環不是大好即是 大壞。景氣好的時候需求暢旺,產能不足交期拉長;景氣不好時以臨時性的急單居多,重 視快速交期時間。本研究個案在這樣的產業環境下長期交期績效不佳,遭遇到客戶高度的 不滿意。由於許多文獻皆提到導入 TOC SDBR 可使大部分的工廠得到很好的交期績效(高達 95%以上),釋放出更多產能,得到較短的生產前置時間。因此本研究嘗詴將 TOC SDBR 與緩 衝管理戰略戰術圖,應用於個案公司太陽能晶片的生產環境,驗證是否可以有效改善交期 績效。研究結果顯示,WIP 降低 41.5%,生產前置時間縮短 38.2%,達交率則由 65.4%提升 到 93.3%。
A Study of Using SDBR and Buffer Management to Improve Due-Date
Performance for a Solar Wafer Plant
Student: Wen-Jui Peng Advisor:Rong-Kwei Li
Department of Industrial Engineering and Management National Chiao Tung University
A
BSTRACTSolar power industry is a new and unbalanced industry. The demand is quite strong when business is good and lead to lake of capacity and long lead time. The orders are always rush orders when economy is in a slump and short lead time is requested. In this business environment, the object of this study performed a low due-date performance for a long time and suffered from strong customer’s complaint. Many literatures indicate that implement TOC SDBR can reach high due-date performance for most of the plants (over 95), release more capacity and get shorter production lead time. In this study, we follow S&T Tree to apply SDBR and buffer management on a solar wafer plant to see if it can deliver a high due-date performance as well. The result shows a 41.5% improvement on WIP, reduce 38.2% of production lead time and improve due-date performance from 65.4% to 93.3%.
誌謝
我本身大學讀的是理工科系,就業後的工作是在半導體廠的研發部門。就業後三年, 因為公司的需要才開始嘗詴從事製造管理的工作。然而,門外漢畢竟是門外漢,對於每天 複雜多變的生產問題,深深感受到自己在製造管理知識方面的不足。為了不讓自己成為別 人工作的絆腳石,於是報名參加受到好評的國立交通大學製造管理師訓練學程,藉以提升 自己的管理知識。 在製造管理師的學程中,有幸接觸到李榮貴老師講授有關限制理論的知識,對於限制 理論看起來直覺、簡單又有效的管理方式感到驚奇。可是所學的皮毛要談如何應用在工作 的改善上,顯然還是太遙遠。於是乎,顧不得每天已經被工作佔滿生活的疲態,我決定報 考交通大學工業工程與管理研究所,以便更深入的跟李榮貴老師學習限制理論的相關知 識,同時也能學習更多管理的相關知識,以彌補自己理工背景於管理知識上的不足。 在因能力不足所造成的忙碌的工作漩渦中,我努力的查找資料熬夜準備,好不容易也 很幸運的考上了交通大學管理學院在職專班工業工程與管理組。然而,快樂並沒有持續很 久,考上難,讀起來苦,要完成更是一條漫長的路。 很榮幸可以成為交大的學生,很榮幸可以成為交大校友,很榮幸成為李榮貴老師的學 生,感恩。 彭文瑞 謹誌 於目
錄
中文摘要 ………
i
英文摘要 ………
ii
誌謝
………
iii
目錄
………
iv
圖目錄
………
iv
表目錄
………
vi
第一章
緒論………
1
1.1
研究背景與動機………
1
1.2
研究目的………
9
第二章
文獻探討………
10
2.1
限制理論的基礎………
10
2.2
限制驅導式管理………
12
2.3
簡化型限制驅導式管理………
14
2.4
TOC 戰略與戰術圖 ………
17
第三章
個案分析………
23
3.1
個案產品製造流程介紹………
23
3.2 Touch Time 與 Production Lead Time 分析……… 24
3.3
產能與 WIP 分析………
26
3.4
交期及投料控制方法………
27
第四章
實做驗證………
29
4.1
縮小產品移轉批量及抑制投單管理………
29
4.2
緩衝管理………
32
4.3
研究心得………
35
第五章
結論與未來研究………
36
參考文獻 ………
37
圖目錄
圖 1.1
太陽能發電技術演進圖………
1
圖 1.2 全球太陽能發電安裝量………
2
圖 1.3 太陽能發電與傳統發電成本比較圖………
3
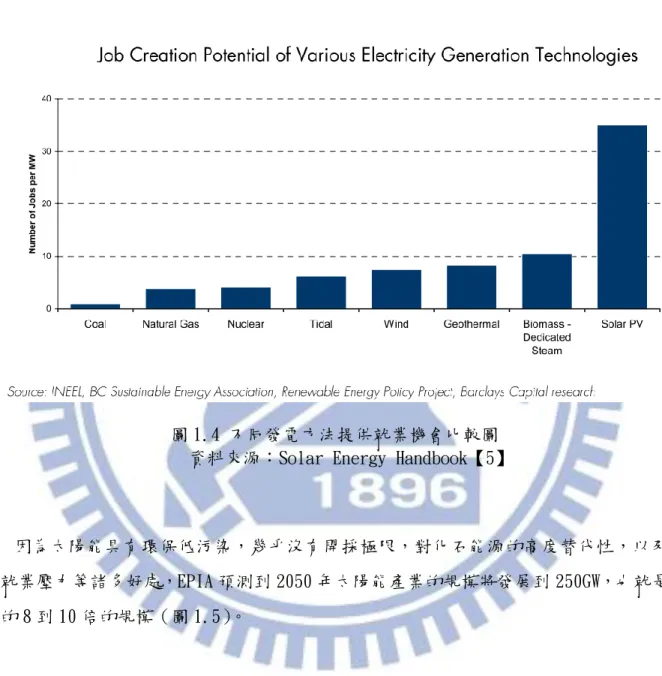
圖 1.4 不同發電方法提供就業機會比較圖………
4
圖 1.5 太陽能發電安裝量預測圖………
5
圖 1.6 個案公司營業收入圖………
6
圖 1.7 個案公司每股盈餘圖………
7
圖 1.8 個案公司一次達交率趨勢圖………
9
圖 2.1 組織是一條鏈條………
11
圖 2.2 網狀生產流程圖………
13
圖 2.3 計畫性負荷示意圖………
16
圖 2.4 TOC SDBR 與緩衝管理導入方法―TOC 戰略與戰術圖邏輯
樹圖………
17
圖 2.5 建立卓越的生產管理績效戰略戰術圖………
18
圖 2.6 抑制投單管理戰略戰術圖-1………
19
圖 2.7 抑制投單管理戰略戰術圖-2………
20
圖 2.8 訂單優先順序管理戰略戰術圖………
21
圖 2.9 緩衝狀態示意圖………
22
圖 3.1 產品形態轉變示意圖………
24
圖 3.2 個案公司各製程月產能分析圖………
26
圖 4.1 加工批量示意圖………
29
圖 4.2 導入縮小批量與抑制投單管理之達交率變化圖…………
32
圖 4.3 導入緩衝管理之達交率變化圖………
35
表目錄
表 1.1 台灣太陽能產業鏈企業一覽表………
6
表 1.2 個案公司客戶滿意度調查表………
8
表 1.3 個案公司抱怨因素分析表………
8
表 3.1 Touch Time 分析表………
25
表 3.2 Touch Time 佔 Lead Time 比例分析表………
26
表 3.3 2011 年 7 月到 2012 年 1 月各製程的平均 WIP 統計表……
27
表 3.4 工單生產進度管制表………
28
表 4.1 各製程移轉批量變更表………
29
表 4.2 緩沖天數計算表―以黏晶棒站為例………
31
表 4.3 導入縮小批量與抑制投單管理之 lead time 統計表……
31
表 4.4 導入縮小批量與抑制投單管理之 WIP 變化表………
32
表 4.5 緩衝狀態計算表示意圖―以黏晶棒站為例………
33
表 4.6 導入緩衝管理之 lead time 變化表………
34
表 4.7 導入緩衝管理之 WIP 變化表………
34
第一章 緒論
1.1 研究背景與動機 光伏特效應(Photovoltaics, PV),是將太陽光照射的能量,轉換成為電能的物理現 象。光伏特效應是在西元 1839 年,首先由法國的物理學家 Henri Becquerel 所發現。但是 一直到 1883 年,第一個太陽能電池才由美國的科學家 Charles Fritts 所製造出來,當時 的光電轉換效率還僅僅不到 1%。 現代使用的矽晶太陽能電池,是到 1946 年才由一位叫作 Russell Ohl 的半導體學者所 開發出來。Russell Ohl 發現了矽晶材料中 p-n junction 的光電效應,從此開啟了太陽能 電池的發展。1954 年貝爾實驗室研究發現,矽材料中摻入一定量的雜質後,材料對光更加 敏感,進而開發出第一個摻合某種雜質的矽晶的 PV 電池。這些電池的光電轉換效率在當時 能達到 6%。從貝爾以後,一系列技術的新發現,發展出結晶矽、非晶矽、薄膜以及有機物 等發電技術,並將太陽能電池的平均光電轉換效率提高到 12%以上(圖 1.1)。到 2010 年為 止,量產的太陽能電池光電轉換效率最高已經能達到 20%以上。 University of Maine Boeing Boeing Boeing Boeing ARCO NREL Boeing Euro-CIS NREL/ Spectrolab NREL NREL Japan Energy Spire No. Carolina State University Multijunction ConcentratorsThree-junction (2-terminal, monolithic) Two-junction (2-terminal, monolithic)
Crystalline Si Cells
Single crystal Multicrystalline Thin Si
Thin Film Technologies Cu(In,Ga)Se2 CdTe
Amorphous Si:H (stabilized)
Emerging PV
Organic cells Varian
RCA Solarex UNSW UNSW ARCO UNSW UNSW UNSW Spire Stanford Westing-house UNSW Georgia Tech Georgia Tech Sharp
AstroPower NREL AstroPower Spectrolab NREL Masushita Monosolar Kodak Kodak AMETEK Photon Energy University So. Florida NREL NREL Princeton University Konstanz NREL NREL Cu(In,Ga)Se2 14x concentration NREL United Solar United Solar RCA RCA
RCARCA RCA RCA Spectrolab University California Berkeley Solarex 12 8 4 0 16 20 24 28 32 36
Best Research-Cell Efficiencies
Eff ici en cy ( % ) 026587136
1973 年第一次石油危機,讓歐美先進國家體認到替代能源開發的重要性。對太陽能發 電科技的研究也日益的投入,此後的太陽能電池光電轉換效率開始有大幅度的成長,實驗 室所能做到的轉換效率更是遠高於量產的水準。然而因為太陽能電池的發電成本高,以至 於市場始終難以擴大。傳統發電成本每度電約在 0.04-0.05 美金左右,太陽能發電成本每 度電約在 0.3-0.6 美金左右;也就是說,太陽能發電的成本大約是在傳統發電成本的 10 倍 以上。 21 世紀以來,隨著地球暖化帶來的傷害增加,人類環保意識升高,降低石化能源的使 用量變成一個迫切而嚴肅的課題。而在所有的替代能源中,以太陽能最為潔淨少副作用, 發電的能量來源―太陽光也是取之不盡。所以,歐美已開發國家開始領先實行太陽能發電 補助政策,21 世紀儼然是太陽能起飛的世紀。太陽能工業的發展由歐美拓展到全世界,全 球太陽能的安裝量急速上揚如圖 1.2 所示。 圖 1.2 全球太陽能發電安裝量 資料來源:Market Outlook 2010【2】
依據美國能源部能源資訊署二 OO 二年三月出版之「International Energy Outlook 2002」【3】,從一九九九年至二 O 二 O 年全球能源消費趨勢,預測全球能源總消費量將成長 百分之六十,其中開發中亞洲及中南美洲國家將成長一倍。其中石油預估將成長五成九,
至百分之二十八。煤炭占全球能源總消費量的比重將由百分之二十二降低到百分之二十。 也就是說,石化燃料佔了目前全球能源消耗的將近九成。 根據經濟部能源委員會九十一年五月「臺灣能源統計年報(九十年)」資料顯示【4】, 預估世界石油蘊藏量只可再開採四十年,天然氣可開採六十二年,煤炭可開採二百二十七 年。也就是說,目前全球最為依賴的在二十一世紀的前半,就將日趨枯竭。 太陽能電池製作技術的進步,快速且大幅的降低了太陽能電池的發電成本。同時,因 為化石能源日漸枯竭以及開採成本變高,加上碳權的成本,使得太陽能發電與傳統電力的 發電成本愈來愈靠近。根據 Barclays Capital 在 2010 年 9 月的研究報告指出【5】,在高 電價的區域從 2010 年開始已經能夠達到太陽能發電與市電同價的商業能力(圖 1.3)。 圖 1.3 太陽能發電與傳統發電成本比較圖 資料來源:Solar Energy Handbook【5】
同時,相較於其它發電方式,圖 1.4 顯示太陽能產業可以創造大量的就業機會,這也 使得不論是先進國家或開發中國家都相當熱衷與投入,以期能夠對持續低迷的就業市場提 供一個改善的契機。
圖 1.4 不同發電方法提供就業機會比較圖 資料來源:Solar Energy Handbook【5】
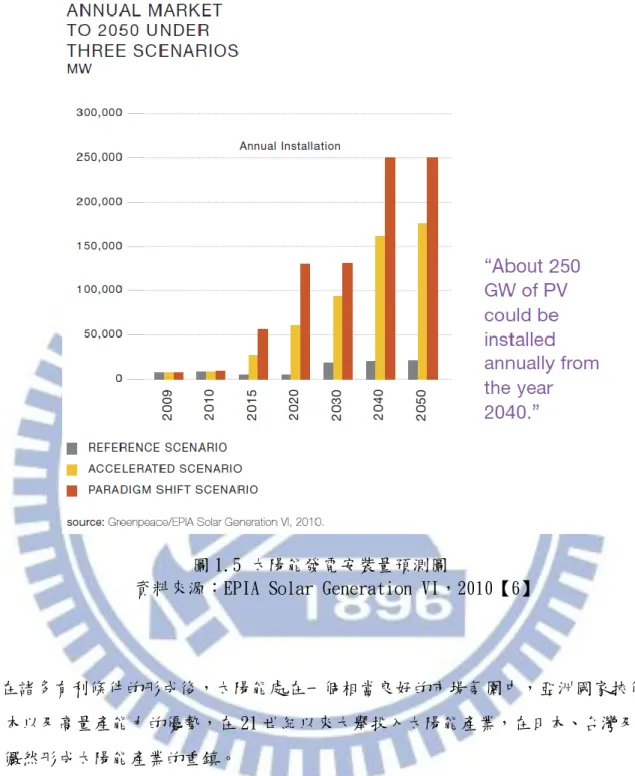
因為太陽能具有環保低污染,幾乎沒有開採極限,對化石能源的高度替代性,以及疏 導就業壓力等諸多好處,EPIA 預測到 2050 年太陽能產業的規模將發展到 250GW,也就是目 前的 8 到 10 倍的規模(圖 1.5)。
圖 1.5 太陽能發電安裝量預測圖
資料來源:EPIA Solar Generation VI,2010【6】
在諸多有利條件的形成後,太陽能處在一個相當良好的市場氛圍中,亞洲國家挾低製 造成本以及高量產能力的優勢,在 21 世紀以來大舉投入太陽能產業,在日本、台灣及中國 等地儼然形成太陽能產業的重鎮。 台灣近幾年來有相當多的企業紛紛投入太陽能產業的上、中、下游各段生產,整理如 表 1.1 所示。而在這些企業當中,本研究的個案公司可以說是台灣最早投入太陽能產業的 企業之一。
POLYSILICON WAFER CELL MODULE SYSTEM 福聚 中美晶 茂迪 頂晶科 台達電 科冠 綠能 昱晶 友達能源 太陽光 寶德 陽光能 新日光 科風 合晶 益通 茂迪 昇陽科 達能 旺能 旭晶 太陽光 國碩 太極能源 新日光 友達 表 1.1 台灣太陽能產業鏈企業一覽表 資料來源:本研究整理 個案公司成立於西元 1981 年,主要從事小尺寸半導體矽晶圓的製造,2001 年洞悉太陽 能發展的潛力以後,便開始投入太陽能矽晶圓的製造。個案公司的營收受惠於太陽能產業 的蓬勃發展而快速爬升(圖 1.6),甚至在 2008 年創下連續 40 個月營收創新高的台灣上市 公司最高記錄。 圖 1.6 個案公司營業收入圖 資料來源:本研究整理
如同前面所提到的,因為有太多的企業同時投入太陽能產業,太陽能的產業鏈處在一 個不穩定,而且相當競爭的時期。同時,太陽能畢竟還是處於一個需要透過各國政府補助 才能獲利的產業,隨著景氣以及各國太陽能政策的變化,太陽能各段的營業預測變得相當 困難。好比 2008 年底美債危機,導致 2009 年全台灣太陽能都因為高庫存的跌價損失而虧 損,個案公司也僅僥倖維持在虧損邊緣的小賺(圖 1.7)。接著於 2010 年,在德國、西班 牙等太陽能補助大國都大幅下修或取消補助的重大利空之下,太陽能獲利卻逆勢開出有史 以來獲利最佳的一年紅盤。這樣的悖乎常理以及大起大落正是太陽能產業的寫照。 圖 1.7 個案公司每股盈餘圖 資料來源:本研究整理 在太陽能晶圓長期供需不穩定,以及市場景氣變化快速而劇烈的狀態下,客戶多轉而 嚴控庫存水位,急單相對越來越多,客戶對交期快而準確也越來越要求。而根據個案公司 2011 年 7 月的年度客戶滿意度調查結果,如表 1.2 所示,交期的滿意度得到了最低的平均 5.4 分的分數,顯示客戶對交期的不滿意排在第一位。
2 2 2 1 1 0.5 0.5 0.5 0.5 品質 交期 業務應對 產品種類 客訴處理 價格 新產品 技術支源 市場訊息 1 A 6 8 8 10 4 8 10 8 10 76.0 2 B 8 7 10 8 10 6 8 8 10 84.0 3 C 6 4 10 6 8 6 6 6 8 67.0 4 D 8 6 10 8 8 7 8 8 8 79.5 5 E 10 4 10 8 10 7 8 8 8 81.5 6 F 7 8 7 7 8 6 9 6 8 73.5 7 G 10 6 10 10 10 8 10 8 10 90.0 8 H 7 8 7 7 8 7 9 6 8 74.0 9 I 8 4 9 8 8 7 8 8 8 73.5 10 J 9 6 10 9 10 6 8 7 10 84.5 11 K 10 4 10 8 10 7 8 8 6 80.5 12 L 10 4 10 10 10 6 10 10 10 86.0 13 M 8 2 8 8 8 5 7 8 10 67.0 14 N 8.5 6 9 10 7 6 10 8 8 80.0 15 O 9 4 9 10 8 8 10 10 10 81.0 8.3 5.4 9.1 8.5 8.5 6.7 8.6 7.8 8.8 78.5 評分項目 客戶名稱 客戶排名 Average 評分標準 配分權重 極差:0, 差:2, 稍差:4, 尚可:6, 佳:8, 優:10 總分 表 1.2 個案公司客戶滿意度調查表 資料來源:本研究整理 個案公司接著再針對交期滿意度這一個項目進行追踪問卷調查,結果如表 1.3 中低評 價因素一欄所指出,客戶對交期不滿的因素不外乎是交期太長、短交、延交及頻繁更改交 期等等。 品質 交期 業務應對 產品種類 客訴處理 價格 1 A 6 8 8 10 4 8 交期太長,避重就輕,回覆速度慢 2 B 8 7 10 8 10 6 3 C 6 4 10 6 8 6 經常短交,延交期 4 D 8 6 10 8 8 7 5 E 10 4 10 8 10 7 交期太長,頻繁更改交期 6 F 7 8 7 7 8 6 7 G 10 6 10 10 10 8 8 H 7 8 7 7 8 7 9 I 8 4 9 8 8 7 交期太長,承諾的交期跟數量經常達不到 10 J 9 6 10 9 10 6 11 K 10 4 10 8 10 7 交期太長,交期經常變更 12 L 10 4 10 10 10 6 交期經常delay 13 M 8 2 8 8 8 5 永遠無法達交,價格永遠最高 14 N 8.5 4 9 10 7 6 頻繁延交期 低評價因素 評分低於6分項目追踪問卷 客戶排名 客戶名稱 評分項目 表 1.3 個案公司抱怨因素分析表 資料來源:本研究整理 依據個案公司生管部門的統計,民國 99―100 年個案公司的訂單一次達交率幾乎都在 8
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 達交率 圖 1.8 個案公司一次達交率趨勢圖 資料來源:本研究整理 1.2 研究目的 高德拉特博士(Eliyahu M. Goldratt)在 2006 年「可靠快速回應-策略與戰術圖:3-1 節-99%交期績效」【8】文獻中提出,SDBR(Simplified Drum-Buffer-Rope)和緩衝管理 可以有效提升許多工廠的交期績效。而且許多個案也證明導入 SDBR 可以使大部分的工廠得 到很好的交期績效(高達 95%以上),釋放出更多產能,得到較短的生產前置時間【14】。因 此本研究的目地是嘗詴將 SDBR 及緩衝管理應用於個案公司的太陽能晶片廠,驗證是否也能 夠達到顯著的交期績效的改善。
第二章 文獻探討
2.1 限制理論(Theory of Constraint, TOC)的基礎TOC 理 論 起 源 於 OPT ( Optimized Production Technology ), OPT 是 1970 年 代 Goldratt 博士和其它三位以色列籍合作夥伴,有感於製造業在排程、資源與存貨的管控成 效不彰,為了解決這個問題,考量了設備的限制、機器、人員、工具、原料及其他影響排 程進行的限制因素所創建的管理系統。他們在 1979 年把它帶到美國,成立了一家名為 Creative Output 的公司,致力於發展 OPT 相關的軟體,在那個時候 OPT 的管理理念和 DBR(Drum-Buffer-Rope)的管理手法也成熟了起來。Creative Output 公司經過幾年的發展 後結束了,其後 OPT 的軟體所有權移轉給了一家名為 Scheduling Technology Group 的 英國公司。1986 年,Goldratt 博士和 RobertE. Fox 共同創立 Goldratt 研究機構,經 過十年發展才成為我們現在所所接觸到的 TOC。 1984 年,Goldratt 和 J. Cox 合著的「目標」一書,用小說的手法說明如何用近乎常 識的邏輯推演來解決複雜的管理問題,用以引出 TOC 理論基礎,在當時並沒有得到出版商 的支持,一般認為沒有人會對一本由物理學家所寫的企管小說有興趣。但 Goldratt 博士並 不氣餒,利用各種機會推廣自己的理論跟小說,在不久後就得到了廣大的迴響,越來越多 的製造業主管被目標這本書激起共鳴,「這正是我一直在尋找的書」是很多管理者初次讀完 這本書時的感想。這本書被英國「經濟學人」雜誌譽為是最成功的企管小說。高德拉特的 TOC 思想和理念終於廣泛的被接受,不僅在許多工業先進國家受到重視,如今也已經被英 國、美國等的著名大學列為 MBA 必修課程。 1991 年,當更多的人開始知道和瞭解 TOC 的時候,TOC 又發展出用來邏輯化、系統 化解決問題的「思考程序」(Thinking Process, TP)【12】。限制理論之思考程序:「什麼 需要改變?」、「改變成什麼?」、「如何改變?」。限制理論稱這三個改變步驟為持續改善程 序(Process of On Going Improvement : POOGI)
1. 要改變什麼?(What to change?):知道核心問題,該專注的地方。對於組織或 企業的問題,首要之務就是找到進步的阻礙即限制。把所有可能妨礙進步的因素之間 的因果關係釐清,找出關鍵的核心問題。
擬可行的解決方案,訂定改善的方向及目標,使組織有一個清楚的藍圖及努力的目 標,持續的破除限制達到高營運績效的表現。
3. 如何作改變?(How to cause the change?):當研擬出解決方案之後,必頇針對 各個方案建構具體執行的計劃,訂定里程碑,有系統的達成改善的目標。
TOC 既是朝向有效產出的管理理念,同時又是一系列的思維工具。TOC 理論在美國企 業界得到很多應用,在 90 年代逐漸形成一個完善的管理系統。美國生產及庫存管理協會 (American Product and Inventory Control Society, APICS)非常關注 TOC,稱其為「限 制管理」(Constraint Management), 並且成立了限制管理的研究小組。該小組認為:TOC 是一套管理理念與管理工具的結合,他把企業在實現其目標的過程中現存的或潛伏的制約 因素稱為「限制」,透過一系列發現系統限制並破除系統限制的改善循環,使得企業的改善 方向和改進策略明確化, 從而達到幫助企業更有效地實現其目標的目的。 限制理論重視系統的整體改善而不是局部的績效,認為局部改善並不等於整體改善。 限制理論認為應該要把企業當作是一個系統,組織相互依賴的關係就如同是一條鏈條一般 (Chain),如圖 2.1,鏈條由許多的環(Link)組成,分析系統內各個單元的連結關係並 找到系統最弱的環節,然後針對系統最弱的環節進行改善,而不是各別去改善每個環結。 分散資源去做各個環節的局部改善得到的往往不是期望的整體最大效益【12】。
採購
工程
生產
財務
市場
銷售
圖 2.1 組織是一條鏈條 資料來源:TOC 限制理論,從有「限」走向無限【12】限制理論的改善循環即是產出管理的五個專注步驟(Five Focusing Steps)【12】,說 明如下:
鏈條最弱的環節決定整個鏈條的強度,所以要提升鍊條的強度就要先找出系統最弱的地 方,那就是系統的限制。
步驟二:決定如何充分利用系統限制(Decide how to EXPLOIT the system’s constraint) 找到最弱的環之後,如果可以花很少的資源就可以打破限制,那就採取直接打破限制, 回到步驟一。如果不是,那就不要浪費系統限制,充分的利用系統限制,設法讓系統限制 得到更大的有效產出。
步驟三:所有非限制充分支援步驟二所做的決策(SUBORDINATE everything else to the above decision)
對其它非最弱環即非限制所在的環節,必頇全力支援系統限制,以讓系統限制的有效 產出最大化為目標,而不再是追求局部的改善跟績效。這樣的決策同時也強調且促進了個 人以及部門之間的合作。
步驟四:打破系統限制(ELEVATE the system’s constraint)
完成前四個步驟以後,限制可能依然還是原來的限制,如果要增強整個鏈的強度,就 可以針對限制來做改善,以打破或提升限制。在這個步驟,要評估可以打破限制的各種方 案,然後執行最佳的方案。
步驟五:如果系統限制在步驟四被打破,回到步驟 一(If in the previous steps a constraint has been broken:go back to step 1)
當限制在步驟四被打破之後,經過一段時間後限制就不再是限制,如果再繼續執行原 來指定的改善方案,不但改善會停滯,甚至可會造成浪費。所以我們必頇回到步驟一,找 出系統新的限制,再一次改善的循環。 限制理論是一個常識管理,用常識加上邏輯的思考程序(Thinking Process, TP)來 解決複雜的管理問題。 2.2 限制驅導式管理【13】(Drum-Buffer-Rope, DBR)
事,所帶領讀者了解的 Drum-Buffer-Rope 的觀念有很清楚的認識。Drum 代標的是行進的 節奏,由瓶頸來擔任決定行進的速度。Buffer 就是兩個童子軍之間的距離,確保走的最慢 的瓶頸可以不會因為其它突發因素的影響而耽擱,Rope 則將每個人限制在一定的距離以 內,避免隊伍拖得太長。 將 DBR 的觀念應用到生產管理技術上: 1. Drum:鼓作為一個生產系統的控制點,用以控制系統中產品的流量。瓶頸就是最佳 的控制點,鼓就是瓶頸的生產排程。 2. Buffer:在生產系統中的每一個環節間,建立一個緩衝,確保系統不會因為當機、 缺料等因素而造成產能的損失及生產線流動不穩定。 3. Rope:用來確認整個系統都會與瓶頸點 Drum 同步生產的機制,是一種類似看板管 理(Kanban)的拉式生產(Pull)的方法。 如果系統沒有瓶頸,設置鼓的最佳的位置就是產能受限資源(Capacity Constraint Resource, CCR)。CCR 就是產能利用率接近滿載的作業,所以只要沒有不當的規劃,則確 保 CCR 的利用最大化就可以確保系統的有效產出最大化。假如沒有瓶頸也 CCR,則控制點 可設於任何地方,一般最好的位置在某些資源產出供下游作業的分歧點。有如圖 2.2 所示, 限制驅導式排程為了有效的保護系統的有效產出,預先設置三個存貨緩衝: 要和 CCR 完工作業進行裝配前的作業 CCR 前的加工作業 CCR 的加工作業 CCR 後的加工作業 會合緩衝 交期緩衝 受限緩衝 出 貨 投 料 投 料 圖 2.2 網狀生產流程圖
1. 產能受限資源緩衝 (CCR buffer):置在瓶頸之前,保護受限產能資源不因缺料而 閒置,並確保限制驅導節奏的有效進行,也稱為時間緩衝。 2. 會合緩衝 (Assembly buffer):保護受限產能產出後的裝配不會因等待而慢下來。 3. 交期緩衝 (Shipping buffer):保護出貨日期,防止錯過對客戶承諾的交期。 DBR 共提出了三種緩衝時間 (Time Buffer) 保護的觀念,時間的內容包含設置與加工 時間以及保護系統內部不穩定與負荷尖峰的寬放。而系統內部不穩定與負荷尖峰會是一隨 機狀況,因此當製單在現場遇到這些隨機狀況,時間緩衝會保護製令工單及時到達;而製 令工單在現場流動很快,如果沒遇到隨機狀況時即會提早到達,然後形成緩衝區的在製品。 也就是說緩衝時間的大小還有現場作業的流暢度會決定 CCR 前待加工的在製品數及 CCR 的狀態,特別是緩衝管理僅對 CCR 的緩衝區在製品狀況做評估。所謂的緩衝區即是 CCR 前 在製品的暫存區,由計劃緩衝區和實際緩衝區所構成。計劃緩衝區是指到了投料時間的訂 單,它提供了緩衝區的內容與各訂單的次序;而實際緩衝區是指在 CCR 前已實際出現的訂 單,它提供了緩衝區上的訂單是否已出現的訊息。而其兩者比較其內容,即可發現計劃緩 衝區上的訂單比實際緩衝區多,而計劃緩衝區比實際緩衝區多出來的訂單,則稱為緩衝區 上的空洞(hole)。 2.3 簡化型限制驅導式管理(Simplified-Drum-Buffer-Rope, SDBR)
簡 化 型 限 制 驅 導 式 排 程 法 (Simplified Drum-Buffer-Rope, SDBR) 最 初 是 由 Eli Schragenheim 以及 H.William Dettmer 在 2000 年於 Constraints Management Special Internet Group(CMSIG)技術研討會中首次提出,隨後於 2001 年出版之”Manufacturing at Warp Speed:Optimizing Supply Chain Financial Performance”【10】一書中有更詳盡 完整的論述,書中提到傳統的 DBR 雖然是有效的,然而針對 CCR 的排程管理方法卻似乎太 複雜了。簡化型限制驅導式排程法(Simplified Drum Buffer Rope; SDBR) 與傳統 DBR 的 概念相同,兩者之間的區別是 SDBR 新增了計畫性負荷(Planned load; PL) 與單一出貨緩 衝設計,也就是只有一個保護交期的緩衝,是一套更簡易只覺得的方法,也更能夠與企業 內 現 有 的 物 料 需 求 規 劃 (Material Requirements Planning ; MRP) 與 企 業 資 源 規 劃 (Enterprise Resources Planning;ERP) 系統連結。
1. 當我們決定如何充分利用 CCR 時,我們必頇同時仔細考慮,這項決定對市 場長期的影響。 2. 一旦我們承諾市場需求,當無法完全實現承諾時的損害,可能比犧牲一些 CCR 的產能損失還要嚴重。 3. 前面兩點效應意味著只要系統有 CCR,我們便落入一種互動性限制 (Interactive constraint)的情境當中。 4. 內部限制可能出現亦可能消失,但是整體營運的背後總是有市場限制。 簡單的說,CCR 必需配合市場做出承諾,當市場波動時,CCR 有負荷過多的風險,基 於此應該維持 CCR 某種程度的保護產能。在這樣的情況之下,引申出第二項假設:一個內 部限制的實際作業順序的小變化,對於整體系統績效不具有大幅度影響。第二項假設導引 出 SDBR 的基本規則【16】: 1. 根據 CCR 的負荷,我們抑制投入訂單來控制在製品的數量:收到訂單第一時間頇確 認 CCR 的負荷,當 CCR 負荷過載時,為了確保訂單的準時達成,必頇採取減輕產能負 荷的短期措施。 2. 唯一需要保護的緩衝只有交期緩衝:此項戰略同 DBR 處理無 CCR 的情境,在少數 情況下,CCR 可能會發生匱乏,若犧牲一些有效產出,可能換得未來大幅的有效產出, 自然可全力配合市場需求。 3. 繩(rope)聯繫到市場需求,不再聯繫到 CCR 排程:物料釋出排程直接由收到的 確定訂單來決定。 在接單式生產 (Make-to-order; MTO)的環境下,CCR 排程的優先順序由於銷售量突 然的增加,可能會有重大的變化,因此 SDBR 藉由使用單一緩衝與不詳排 CCR 的排程來克 服局部干擾,讓管理更能聚焦與有效的執行。SDBR 並使用計畫性負荷來決定可靠的交期, 以快速回應訂單(Rapid response orders; RR)。新的訂單可達交的日期就為計畫性負荷
少於市場標準生產時間時,可增加緩衝時間至等於市場的標準生產時間【16】。 ½ 緩衝時間 ½ 緩衝時間 從此時間點承諾產能 安全達交 日產能 時間(日) 負荷 訂單投入的時間點 計畫性負荷 圖 2.3 計畫性負荷示意圖
資料來源:Using SDBR in Rapid Response Project【9】
SDBR 與傳統的 DBR 一樣都使用緩衝管理作為整個生產管制的機制。Goldratt 博士在 2006 年「可靠快速回應-策略與戰術圖:3-1 節―99%交期績效」(TOC Strategy & Tactic Tree),中提到以 TOC SDBR 建立規劃面的接單、下單流程,讓業務及生管面對客戶洽談訂 單時能做及時性的回應,而使用緩衝管理建立執行面的作業加工優先順序,可以使得工廠 內的生產活動能更有效及簡易的方式執行,協助企業建立 DDP>99%【7】的高交期績效。 緩衝管理是對訂單消耗緩衝的程度而提供了現場改善的方向,換句話說,對每一張訂 單而言,緩衝是讓訂單能及時到達受限產能站的時間長度,這個時間是造成在受限產能站 前等待的在製品存貨量多寡的原因之一。緩衝管理提供了緩衝狀態(Buffer Status, BS) 清楚判斷訂單優先順序的指標外,也提供了生產線上的那些訂單需要跟催。生產現場包含 CCR 及各工作站派工的優先順序取決其工單的緩衝狀態,而緩衝狀態即是緩衝的耗用比 例,以百分比計算,緩衝耗用比率愈高,表示該訂單有愈高的優先加工權。如果工廠生產 方式為訂貨生產系統,其緩衝狀態的計算公式: 緩衝狀態(BS)= (生產緩衝時間-距交期剩餘時間) ÷ 生產緩衝時間
2.4 TOC 戰略與戰術圖 基於傳統上對於戰略及戰術定義及作法上的不夠精準,並且得到之效果不佳,因此 Goldratt 簡單的將「戰略」定義為「希望達成的目標」【14】。Goldratt 在思考程序的基 礎上,致力於發展出一套協助企業制訂改善內容、程序、步驟架構的新方法,稱之為戰略 及戰術的邏輯樹圖,可以幫助企業的高階管理者確認組織所有的改變行為都是必要的,並 且是足夠充分據以達成目標的。Goldratt 認為戰略及戰術必頇有更清晰的架構及說明,才 能為公司最高目標制訂方向,同時找出達成目標的所有必要行動及條件,因此提出了戰略 及戰術樹圖。 TOC SDBR 與緩衝管理導入方法―TOC 戰略與戰術圖,其邏輯樹圖如圖 2.4 所示。為建 立高交 DDP 的卓越的工廠生產管理績效,本研究將詴著導入 3:11 節「抑制投單管理」以及 3:12 節「訂單優先順序管理」即緩衝管理兩個戰略。 2 4:11:3 遵守投 單排程 4:11:1 設定生產 緩衝時間 4:11:2 產生投 單排程 3:11 抑制投單 管理 3:12 訂單優先 順序管理 3:14 工作負荷 控制 3:13 CCR管 理 3:15 POOGI—系 統化的改善 Flow 4:11:3 多餘WIP 的處理 4:12:1 設定優先 順序系統 4:12:2 遵守優先 順序系統 4:14:1 依產能負 荷決定交 期日 4:14:2 不浪費RR 機會 2:1 建立卓越的工廠生產 管理績效
1
卓越的工廠生產管理績效
3:31 調整生產 緩衝時間 3:22 產能提升 2:2 維持卓越的工廠生產 管理績效 4:22:1 估計多久 需要增加 產能 4:22:2 擴充產能TOC SDBR 與緩衝管理導入方法―戰略與戰術圖,2:1 節(圖 2.5),卓越的工廠生產管 理績效之目標為,持續地以較高的交期績效(DDP),較短的前置時間,較低的在製品(WIP) 交付產品給客戶。 4
2:1
公司達成卓越的工廠生產管理績效 TOC S-DBR和緩衝管理(BM)是以下列四個營運管理觀念發展 出來的: 1. 將改善流速(等同於前置時間)當作營運系統的首要目標 2. 這個首要目標的達成必需要有一個知道何時指導營運系統不 要生產的管理機制(預防生產過多) 3. 追求局部效率觀念必頇揚棄 4. 必頇要有一個能平衡流速的聚焦改善程序 導入S-DBR與緩衝管理可使大部分的工廠得到很好的交期績效 (高達95%以上),釋放出更多產能,較短的生產前置時間 * 請閱讀高德拉特博士所寫的 Standing On The Shoulders ofGiants文章 公司應用S-DBR 與緩衝管理於工廠生產管理上 (只有在準時交貨率持續有極佳表現時,銷售部門才開始推銷交期可靠) 持續地以較高的交期績效(DDP),較短的前置時間,較低的在 製品(WIP)交付產品給客戶所需要的能力是大部分公司做不到的
建立卓越的工廠生產管理績效
要確保重要項目有好的開始,需確保每一部分的第一個扎實行 動可以馬上得到實質的效益必要假設
戰略/目標
並行假設
戰術
充分假設
圖 2.5 建立卓越的生產管理績效戰略戰術圖 資料來源:TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖 2.1 節建立卓越工廠管理的生產管理績效,其並行假設為,導入 SDBR 與緩衝管理可使 大部分的工廠得到很好的交期績效(高達 95%以上),釋放出更多產能,較短的生產前置時 間。改善交期績效即為本研究的目標。 TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖,3.11 節抑制投單管理(圖 2.6), 其必要假設為當生產現場有太多訂單時會容易做錯優先順序,促進局部最優的行為,因此 拉長前置時間(Lead Time)同時嚴重的傷害交期績效。並行假設中提到以傳統方式管理的投入以及沒有系統化管理生產優先順序的問題,符合 TOC 戰略與戰術圖 3.11 節的基本假設。
6
3:11
生產現場只允許在預設的時間範圍(生產緩衝時間)內
需要投入的訂單投入生產現場
大部分工廠的touch time只佔前置時間(Lead Time)
一小部份 (<10%)*。 因此依交期日提前一段安全時
間投料生產,TOC稱安全時間為生產緩衝時間。有
兩個極端情形—緩衝時間太短或太長—都會使生產
產生混亂。介於兩者間有很大的安穩區
以傳統方式管理的工廠,工單都太早投入生產(第二
個極端點) ,造成太多WIP容易做錯優先順序。 因
此以傳統方式管理的工廠,縮短生產前置時間可以
將系統遠離第二個極端,但不會有移到另一個極端
點的危險
*
此為SDBR的假設,如工廠不符合此假設,SDBR需做修正當生產現場有太多訂單時會容易做錯優先順序,促進
局部最優的行為,因此拉長前置時間(Lead Time)同時
嚴重的傷害交期績效
抑制投單管理
必要假設
戰略/目標
並行假設
圖 2.6 抑制投單管理戰略戰術圖-1 資料來源:TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖 同時 3.11 節抑制投單管理,並行假設提到,許多經驗顯示,以傳統方法管理的工廠, 如以訂單交期日為基準,只提前半個現在的生產前置時間投料,只會帶來好的結果不會有 負面的效應(前置時間縮短一半,交期績效顯著改善,有效產出增大,多餘產能暴露出來)。 這樣的效果跟瓶頸存在與否無關(圖 2.7)。7
3:11
許多經驗顯示,以傳統方法管理的工廠,如以訂單
交期日為基準,只提前半個現在的生產前置時間投
料,只會帶來好的結果不會有負面的效應* (前置時
間縮短一半,交期績效顯著改善,有效產出增大,
多餘產能暴露出來)。這樣的效果跟瓶頸存在與否無
關
* 除非是生產環境有嚴重的dependent set-up
matrixes
。此環境必頇有不同的方法面對
抑制投單管理
對每一產品群,將生產緩衝時間( buffer time)設定
等於現在生產前置時間的50%
只依承諾交期日提前一個緩衝時間將訂單投入生產
線(凍結多餘已下線訂單直到根據前面所訂的準則所
決定的投單時間到才投單生產)
初期業務人員禁止利用較短前置時間去得到更多訂
單
戰術
充分假設
詴著尋找更精準的數字只會失焦,肯定會拉長得到成
效的時間
並行假設
圖 2.7 抑制投單管理戰略戰術圖-2 資料來源:TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖 黃運金【14】在「以實務驗證 TOC 營運管理解決方案之可行性及有效性」研究中,以 S&T Tree 之抑制投單管理及緩衝管理運用於大陸的傳統家具製造工廠,經過一個月的時間 在製品金額就大幅下降 27%,production lead time 更是大幅降低了 60%。該個案改善前 的狀態,如僅有財務面的系統管理而沒有生產的管理,很長的製造前置時間以及很高的 WIP 等等,正與本研究個案類似。對於本研究以抑制投單及緩衝管理的戰術來導入生產的管理, 預期應該也會有顯著的改善。 按照 TOC SDBR 與緩衝管理導入方法―TOC 戰略與戰術圖,3.12 節-訂單優先順序管理 (圖 2.8),其必要假設為,狂熱的優先順序(急、緊急、馬上做)導致生產現場混亂即使 抑制投單管理做的很好,沒有優先順序系統也會導致某些訂單仍然會延遲交貨。其擬定戰10
3:12
生產現場受到一套簡單,但是健全的優先順序系統管控
許多經驗顯示當根據設定的緩衝時間投料生產,根據
緩衝時間(buffer-time)被消耗掉的程度來設定優先順
序 (四個顏色區),可以得到很好的結果:
綠色 -緩衝時間被消耗掉1/3以內,低優先順序
黃色 -緩衝時間被消耗掉1/3到2/3間
紅色 -緩衝時間被消耗掉超過2/3
黑色
– 已延遲了,最高優先順序
教育管理者確保四種顏色的緩衝管理(Buffer
Management)是生產現場唯一的優先順序系統,並依
此建立趕工機制
狂熱的優先順序(急,緊急,馬上做)導致生產現場混亂
即使抑制投單管理做的很好,沒有優先順序系統也會導
致某些訂單仍然會延遲交貨
訂單優先順序管理
必要假設
戰略/目標
並行假設
戰術
充分假設
只提出一個新的系統不會改變長期存在的習慣
圖 2.8 訂單優先順序管理戰略戰術圖 資料來源:TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖 3-12 節-訂單優先順序管理,其並行假設為,許多經驗顯示當根據設定的緩衝時間投料 生產,根據緩衝時間(buffer-time)被消耗掉的程度來設定優先順序 (四個顏色區),可以 得到很好的結果(圖 2.9): 綠色 -緩衝時間被消耗掉 1/3 以內,低優先順序 黃色 -緩衝時間被消耗掉 1/3 到 2/3 間 紅色 -緩衝時間被消耗掉超過 2/3 黑色 -已延遲了,最高優先順序11
訂單優先順序管理
交期日 如果工單在 此點尚未完 成就變成黑 色區 緩衝時間 ⅓ ⅔ 如果工單在 此點尚未完 成就變成紅 色區 如果工單在 此點尚未完 成就變成黃 色區 緩衝管理 僅依據緩衝時間被消耗掉 的程度決定優先順序 圖 2.9 緩衝狀態示意圖 資料來源:TOC SDBR 與緩衝管理導入方法-TOC 戰略與戰術圖 3-12 節-訂單優先順序管理,其戰術為,教育管理者確保四種顏色的緩衝管理(Buffer Management)是生產現場唯一的優先順序系統,並依此建立趕工機制。 本研究詴著擬定具體的執行步驟,導入上述「TOC SDBR 與緩衝管理導入方法-TOC 戰略 與戰術圖」之管理技術。第三章 個案分析
3.1 個案產品製造流程介紹 本研究個案為一個專業的太陽能晶圓製造工廠,屬於接單式生產,製程主要分成 13 個 工站,按流程順序說明如下: 1. 長晶(Casting)―利用一種稱為鑄錠爐的設備,將純度高達 99.9999999%以上的 矽原料熔融之後,以一種固定方向凝固結晶的晶體成長方式,製程一個擁有半導 體特性之巨大塊狀晶體。依據不同客戶的需求,給予不同的配方,生產不同半導 體特性的晶體。 2. 冷卻(Cooling)―移出鑄錠爐後之晶體鑄錠仍處於攝氏數百度高溫的狀態,為免 熱應力造成產品脆裂,必頇將高溫的晶體置放於設計過的特定空間,以期望的溫 度梯度進行冷卻,直到溫度降到室溫為止。 3. 開方(Squaring)―利用一種稱為開方機之設備,將巨大的晶體切割為特定截面 積之小方塊。 4. 切頭尾(Cropping)―利用一種稱為帶鋸機之設備,將小晶體方塊兩端有瑕疵的 部位切除。 5. 中剖回切(Inclusion removing)―利用一種稱為外徑鋸片切割機之設備,將小 晶體方塊中間有瑕疵的部位切除。 6. 平磨(Grinding)―利用一種稱為表面研磨機的設備,將晶體方塊的表面做細緻 化的加工,移出切割所留下的損傷層。 7. 黏晶棒(Mounting)―使用特定的工具及化學物品,將晶體方塊固定在後製程設 備使用的治具上,經過足夠長時間的穩固。 8. 切片(Slicing)―利用一種稱為游離砥粒切割機的設備,將晶體方塊切割成特定 厚度的晶體薄片。依據的需求,切割成不同的厚度。 9. 預洗(Pre-clean)―利用一種稱為預洗機的設備,將切割完成的晶體薄片與固定10. 晶片清洗(Final-clean)―利用一種稱為晶片清洗機的設備,將晶體薄片進行更 進一步的清潔並乾燥。 11. 分選(Sorting)―利用一種稱為晶片分選機的設備,將晶體薄片按照特定的規格 要求,進行半導體特性及尺寸的量測及分類。 12. 目檢(Visual inspection)―利用人工目視檢驗,剔除特定的瑕疵。 13. 包裝入庫(Packing)―依客戶要求的特定方式進行包裝入庫。 太陽能晶圓生產的過程中,產品的形態經過數次轉變,如圖 3.1 所示,由大方塊加工 成小方塊,最後切成薄片狀的成品。形態轉變的過程簡單敘述如以下 3 點。 1. 零散的各種矽原料在經步驟 1 長晶製程後,形成一個 500kg 左右之大型晶體 2. 經過步驟 3 開方製程後,分割成 25 個 13kg 左右之小晶體方塊 3. 經過步驟 8 切片製程後,切割成 600 片左右之晶體薄片,即為最終成品形態,稱 之為晶片。 切方 切片 大型晶體 小型晶體方塊 晶片 圖 3.1 產品形態轉變示意圖 資料來源:本研究整理 工單下線後,製造批量以一個大型晶體為製程移轉批量。
3.2 Touch Time 與 Lead Time 分析
工時間 (Touch time) 應該要小於客戶前置時間(Quoted Lead Time, QLT)的 10%。 但根據陳春源【15】研究指出,SDBR 與緩衝管理在 QLT/TT≦10 的生產環境仍然有效, 只是在預定完工日時紅單比例可能會較高。 本研究個案的加工時間(Touch Time)分析如表 3.1,計算個案公司產品生產的 13 個 流程的純加工時間,將其加總後得到 5,390 分鐘,換算成天數大約是 3.74 天。 No. 製程 加工時間(min) 1 Casting(長晶) 3,720 2 Cooling(冷卻) 600 3 Squaring(開方) 210 4 Cropping(切頭尾) 40 5 Inclusion removing(中剖回切) 40 6 Grinding(平磨) 70 7 Mounting(黏晶棒) 10 8 Slicing(切片) 540 9 Pre-clean(預洗) 30 10 Final-clean(晶片清洗) 75 11 Sorting(分選) 15 12 Visual inspection(目檢) 10 13 Packing(包裝入庫) 30 Total 5,390 表 3.1 Touch Time 分析表 資料來源:本研究整理 由製造資訊系統資料統計個案公司 2011 年 7 月到 2012 年 1 月所生產的,每一張工單 的平均製造前置時間(production lead time),並計算 touch time 與 production lead time 的比例,如表 3.2 所示:
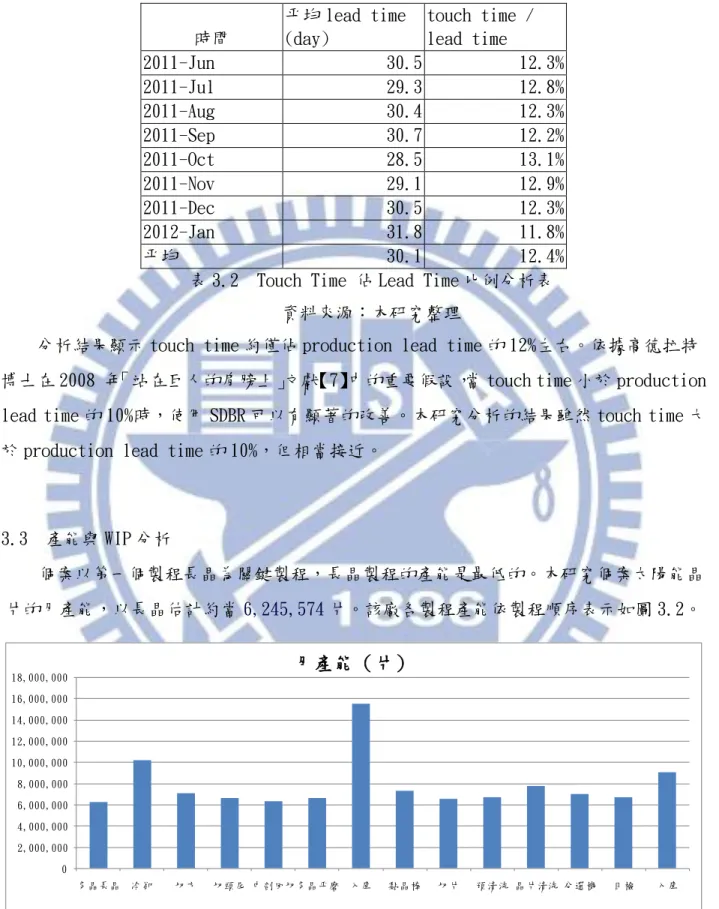
時間 平均 lead time (day) touch time / lead time 2011-Jun 30.5 12.3% 2011-Jul 29.3 12.8% 2011-Aug 30.4 12.3% 2011-Sep 30.7 12.2% 2011-Oct 28.5 13.1% 2011-Nov 29.1 12.9% 2011-Dec 30.5 12.3% 2012-Jan 31.8 11.8% 平均 30.1 12.4%
表 3.2 Touch Time 佔 Lead Time 比例分析表 資料來源:本研究整理
分析結果顯示 touch time 約僅佔 production lead time 的 12%左右。依據高德拉特 博士在 2008 年「站在巨人的肩膀上」文獻【7】中的重要假設,當 touch time 小於 production lead time 的 10%時,使用 SDBR 可以有顯著的改善。本研究分析的結果雖然 touch time 大 於 production lead time 的 10%,但相當接近。
3.3 產能與 WIP 分析 個案以第一個製程長晶為關鍵製程,長晶製程的產能是最低的。本研究個案太陽能晶 片的月產能,以長晶估計約當6,245,574 片。該廠各製程產能依製程順序表示如圖 3.2。 0 2,000,000 4,000,000 6,000,000 8,000,000 10,000,000 12,000,000 14,000,000 16,000,000 18,000,000 多晶長晶 冷卻 切方 切頭尾 中剖回切多晶平磨 入庫 黏晶棒 切片 預清洗 晶片清洗 分選機 目檢 入庫 月產能(片)
統計 2011 年 7 月到 2012 年 1 月各製程的平均 WIP,並與月產能做一比較,如表 3.3 所示。Total WIP 約為年產量的 7%,多晶長晶、多晶平磨及中剖回切這些製程的 WIP 都要 大於 3 天才能做完,顯示 WIP 相當高。 工作站 月產能 平均 WIP 多晶長晶 6,245,574 1,096,424 冷卻 10,142,752 380,478 切方 7,043,577 490,738 切頭尾 6,592,789 328,439 中剖回切 6,268,784 872,424 多晶平磨 6,611,571 714,087 入庫 15,495,870 77,490 黏晶棒 7,301,408 279,929 切片 6,542,062 369,852 預清洗 6,717,296 298,688 晶片清洗 7,776,000 108,960 分選機 6,998,400 32,272 目檢 6,720,000 136,248 入庫 9,000,000 24,355 Total 5,210,382 表 3.3 2011 年 7 月到 2012 年 1 月各製程的平均 WIP 統計表 資料來源:本研究整理 3.4 交期及投料控制的方法 本研究個案公司在業務接獲訂單後,生管回覆的交期是以接受訂單的時間加上標準的 lead time 4~5 週為承諾的出貨時間,而 4~5 週的 lead time 是依據客戶的要求及生管 根據經驗認為安全可行的時間。生管使用詴算表計劃和管控工單生產進度,如表 3.4 所示。 生管在接到業務的訂單後,依訂單量除以 21~28 天作為每日該訂單應入庫量,同時整筆工 單立即投入產線。現場的排程由生產線自己決定。生管每天撈系統的入庫數,把入庫數不 足的工單別回饋給生產線,然後針對已經延遲交期及距離交期較近的訂單進行跟催的工
單、太高的 WIP,因而容易做錯優先順序,導致低落的交期績效。 負荷 184,000 184,000 208,500 207,500 200,500 209,500 204,500 216,500 195,500 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 工單編號 出貨時間 出貨量 已入庫量 plan 10,000 10,000 10,000 10,000 10,000 actual plan 20,000 20,000 20,000 20,000 20,000 actual plan 15,000 15,000 15,000 15,000 15,000 15,000 15,000 15,000 actual plan 11,000 11,000 11,000 11,000 11,000 11,000 11,000 11,000 actual plan 24,000 24,000 24,000 24,000 23,000 23,000 23,000 23,000 actual plan 11,000 11,000 11,000 11,000 10,000 10,000 10,000 10,000 10,000 actual plan 9,000 9,000 8,500 8,500 8,500 8,500 8,500 8,500 8,500 actual plan 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 10,000 actual plan 18,000 18,000 18,000 17,000 17,000 17,000 17,000 17,000 17,000 actual 200,000 12/9 360,000 12/22 240,000 12/19 180,000 12/19 220,000 12/12 300,000 12/12 400,000 12/9 230,000 12/16 500,000 12/16 XXX-XXX0003 XXX-XXX0007 XXX-XXX0006 XXX-XXX0005 XXX-XXX0004 XXX-XXX0011 XXX-XXX0010 XXX-XXX0009 XXX-XXX0008 表 3.4 工單生產進度管製表 資料來源:本研究整理
第四章 實做驗證
4.1 縮小移轉批量及抑制投單管理 本研究個案在第一個製程長晶後為一個大型晶體鑄錠,經過第三道製程切方後變成 25 個小晶體方塊(圖 4.1),但製程移轉的批量仍以一個大型晶體鑄錠為一批,也就是同一個 大型晶體鑄錠所分切下來的 25 個小晶體方塊仍必頇為同一批移動。然而後製程的加工設備 都是以一個小晶體方塊為最小生產單位,所以每一道製程都必頇等 25 個小晶體方塊都完成 加工後集結,再移轉到下一製程進行生產,也就是產品耗費許多時間在生產線上進行等候。 切方 圖 4.1 加工批量示意圖 資料來源:本研究整理 本研究首先改變系統設定,在開方後即賦予每一個小晶體方塊一個獨立的編號,過站 時也取消綁定 25 個小晶體方塊的限制,改以一個小晶體方塊為移轉批量,之後依製程設備 之不同各別設定不同的移轉批量(表 4.1)。 製程 移轉批量(舊) (pcs) 移轉批量(新) (pcs) Casting(長晶) 14194 14194 Cooling(冷卻) 14194 14194 Squaring(開方) 14194 14194 Cropping(切頭尾) 14194 2268 Inclusion removing(中剖回切) 14194 567 Grinding(平磨) 14194 567 Mounting(黏晶棒) 2268 2268 Slicing(切片) 2268 2268 Pre-clean(預洗) 567 567 Final-clean(晶片清洗) 567 567 Sorting(分選) 567 567 Visual inspection(目檢) 567 567依照圖 TOC SDBR 與緩衝管理導入方法―TOC 戰略與戰術圖,3:11 節抑制投單管理,擬 定的戰術為:
對每一產品群,將生產緩衝時間( buffer time)設定等於現在生產前置時間的 50%。個案從 2011 七月到 2012 一月的平均 production lead time 為 29.5 天,所 以將緩衝時間設定為現在生產前置時間的 50%,即為 15 天。 只依承諾交期日提前一個緩衝時間將訂單投入生產線(凍結多餘已下線訂單直到 根據前面所訂的準則所決定的投單時間到才投單生產)。本研究利用現有製造資訊 系統的功能,每日由各製程生產單位人員攫取系統內每張工單的製造資訊,匯入 詴算表後予以計算該工單距離出貨日的天數,只要是距離出貨日大於一個生產緩 衝時間的工單都予以凍結。 初期業務人員禁止利用較短前置時間去得到更多訂單 戰術的導入以下面的幾個具體步驟來執行:
1. 以現在平均 lead time 的 50%為生產緩衝=15days
2. 每日撈取系統資料計算距離工單入庫日的天數(Today - 應入庫日),如表 4.2 3. 在線距離入庫日超過一個生產緩衝時間的工單都凍結,即若(Today - 應入庫日) >
14 days,則先凍結
廠別 作業站名稱 工單編號 長度 重量 數量 單位 今日日期 預訂出貨日期 距離出貨天數 1 黏晶棒 XXX-XXXXXXX1 122 7.021 324 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 237 13.533 635 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 118 6.746 313 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 33 1.995 83 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 121 6.906 321 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 114 6.59 302 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 116 6.742 308 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 120 7.106 318 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 112 6.347 297 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 236 13.667 632 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 117 6.728 310 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 109 6.347 289 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX1 111 6.45 294 pcs 2012/1/24 2012/1/28 4.0 1 黏晶棒 XXX-XXXXXXX2 125 7.312 332 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 115 6.533 305 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 121 6.868 321 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 243 13.848 651 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 230 13.179 616 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 229 13.261 613 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 230 13.124 616 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 236 13.494 632 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 104 6.12 275 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 229 13.507 613 pcs 2012/1/24 2012/2/2 9.0 1 黏晶棒 XXX-XXXXXXX2 110 6.483 291 pcs 2012/1/24 2012/2/2 9.0 表 4.2 緩沖天數計算表―以黏晶棒站為例 資料來源:本研究整理 2012 二月依以上擬定的策略,進行縮小批量以及抑制投單管理的導入,月底結算後整 理平均 lead time 的變化如表 4.3。lead time 平均為 26.7 天,較施行前的平均 30.1 天減 少 11.2%。 狀態 時間 平均 lead time(day) 執行改善策略前 2011 年 7 月至 2012 年一月 30.1 縮小批量及抑制投單 2012 年二月 26.7 表 4.3 導入縮小批量與抑制投單管理之 lead time 統計表 資料來源:本研究整理
時間 2011-Jun 2011-Jul 2011-Aug 2011-Sep 2011-Oct 2011-Nov 2011-Dec 2012-Jan 2012-Feb 多晶長晶 1,096,424 1,053,286 1,092,829 1,103,614 1,024,527 1,046,096 1,096,424 1,143,157 959,820 冷卻 380,478 365,508 379,230 382,972 355,528 363,013 380,478 396,695 333,074 切方 490,738 471,430 489,129 493,956 458,559 468,213 490,738 511,655 429,597 切頭尾 328,439 315,516 327,362 330,592 306,902 313,363 328,439 342,438 287,518 中剖回切 872,424 838,099 869,563 878,144 815,215 832,378 872,424 909,609 763,728 平磨 714,087 685,992 711,746 718,770 667,262 681,309 714,087 744,524 625,119 入庫 77,490 74,442 77,236 77,999 72,409 73,933 77,490 80,793 67,836 黏晶棒 279,929 268,915 279,011 281,764 261,573 267,079 279,929 291,860 245,052 切片 369,852 355,300 368,639 372,277 345,599 352,875 369,852 385,616 323,772 預清洗 298,688 286,937 297,709 300,647 279,102 284,978 298,688 311,419 261,475 晶片清洗 108,960 104,673 108,603 109,675 101,815 103,959 108,960 113,604 95,385 分選機 32,272 31,002 32,166 32,483 30,156 30,790 32,272 33,647 28,251 目檢 136,248 130,888 135,802 137,142 127,314 129,994 136,248 142,056 119,273 入庫 24,355 23,396 24,275 24,514 22,757 23,237 24,355 25,393 21,320 Total 5,210,382 5,005,384 5,193,299 5,244,549 4,868,718 4,971,217 5,210,382 5,432,464 4,561,220 表 4.4 導入縮小批量與抑制投單管理之 WIP 變化表 資料來源:本研究整理 執行縮小批量及抑制投單管理後,達交率的統計如圖 4.2 表示。達交率提高了 11%來 到 73.3%。達交率對比前期可以說是有顯著提高,但是 73.3%的達交率距離卓越仍有相當大 的距離。 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 達交率 圖 4.2 導入縮小批量與抑制投單管理之達交率變化圖 資料來源:本研究整理
導入縮小批量與抑制投單管理的導入,結果 WIP 有效的降低,production lead time 及達交率也有些許的改善。
4.2 緩衝管理
本研究在利用現有製造資訊系統的功能,每日由各製程生產單位人員攫取系統內每張 工單的製造資訊,匯入詴算表後予以計算該工單距離出貨日的天數,及緩衝時間被消耗掉
廠別 作業站名稱 工單編號 長度 重量 數量 單位 今日日期 預訂出貨日期 距離交期天數佔生產緩衝之 百分比 1 黏晶棒 XXX-XXXXXXX1 122 7.021 324 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 237 13.533 635 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 118 6.746 313 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 33 1.995 83 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 121 6.906 321 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 114 6.59 302 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 116 6.742 308 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 120 7.106 318 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 112 6.347 297 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 236 13.667 632 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 117 6.728 310 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 109 6.347 289 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX1 111 6.45 294 pcs 2012/1/24 2012/1/28 27% 1 黏晶棒 XXX-XXXXXXX2 125 7.312 332 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 115 6.533 305 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 121 6.868 321 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 243 13.848 651 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 230 13.179 616 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 229 13.261 613 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 230 13.124 616 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 236 13.494 632 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 104 6.12 275 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 229 13.507 613 pcs 2012/1/24 2012/2/2 60% 1 黏晶棒 XXX-XXXXXXX2 110 6.483 291 pcs 2012/1/24 2012/2/2 60% 表 4.5 緩衝狀態計算表示意表-以黏晶棒站為例 資料來源:本研究整理 本研究在維持 2012 年二月所導入之縮小移轉批量及抑制投單管理的狀態下,擬定以下 幾個具體策略來執行緩衝管理的導入: 1. 持續抑制投單的管理 2. 仍以 15days 為生產緩衝時間 3. 每日撈取系統資料計算距離工單入庫日的天數計算緩衝狀態 4. 訓練各工作站領班依照緩衝狀態安排生產的優先順序
2012 年三月及四月兩個月執行以上戰術,統計 lead time 變化如下表 4.6。平均 lead time 逐月下降,2012 年四月的 lead time 18.6 天較改善前的平均 30.1 天,下降了 37%。
狀態 時間 平均 lead time(day) 執行改善策略前 2011 年 7 月至 2012 年 1 月 30.1 縮小批量及抑制投單 2012 年 2 月 26.7 緩衝管理 2012 年 3 月 22.3 2012 年 4 月 18.6 表 4.6 導入緩衝管理之 lead time 變化表 資料來源:本研究整理 統計執行緩衝管理後的 2012 三月及四月的 WIP,結果如下表 4.7 也呈現每個月下降的 趨勢,對比導入改善方案前的 2012 年一月,WIP 下降了 41%。
時間 2011-Jun 2011-Jul 2011-Aug 2011-Sep 2011-Oct 2011-Nov 2011-Dec 2012-Jan 2012-Feb 2012-Mar 2012-Apr
多晶長晶 1,096,424 1,053,286 1,092,829 1,103,614 1,024,527 1,046,096 1,096,424 1,143,157 959,820 801,648 668,639 冷卻 380,478 365,508 379,230 382,972 355,528 363,013 380,478 396,695 333,074 278,185 232,029 切方 490,738 471,430 489,129 493,956 458,559 468,213 490,738 511,655 429,597 358,802 299,270 切頭尾 328,439 315,516 327,362 330,592 306,902 313,363 328,439 342,438 287,518 240,137 200,294 中剖回切 872,424 838,099 869,563 878,144 815,215 832,378 872,424 909,609 763,728 637,870 532,035 平磨 714,087 685,992 711,746 718,770 667,262 681,309 714,087 744,524 625,119 522,103 435,476 入庫 77,490 74,442 77,236 77,999 72,409 73,933 77,490 80,793 67,836 56,657 47,256 黏晶棒 279,929 268,915 279,011 281,764 261,573 267,079 279,929 291,860 245,052 204,669 170,710 切片 369,852 355,300 368,639 372,277 345,599 352,875 369,852 385,616 323,772 270,416 225,549 預清洗 298,688 286,937 297,709 300,647 279,102 284,978 298,688 311,419 261,475 218,385 182,151 晶片清洗 108,960 104,673 108,603 109,675 101,815 103,959 108,960 113,604 95,385 79,666 66,448 分選機 32,272 31,002 32,166 32,483 30,156 30,790 32,272 33,647 28,251 23,595 19,680 目檢 136,248 130,888 135,802 137,142 127,314 129,994 136,248 142,056 119,273 99,618 83,089 入庫 24,355 23,396 24,275 24,514 22,757 23,237 24,355 25,393 21,320 17,807 14,852 Total 5,210,382 5,005,384 5,193,299 5,244,549 4,868,718 4,971,217 5,210,382 5,432,464 4,561,220 3,809,558 3,177,479 表 4.7 導入緩衝管理之 WIP 變化表 資料來源:本研究整理 統計執行緩衝管理後的 2012 三月及四月的達交率,達交率上升到 93.3%,對比導入改 善方案前的 2012 一月的 65.4%,達交率提高了 27.9%。
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 達交率 圖 4.3 導入緩衝管理之達交率變化圖 資料來源:本研究整理 4.3 研究心得 在導入 SDBR 戰略戰術圖的方法前,我們先安排給予基層幹部進行 TOC 以及 SDBR 的基 礎知識的訓練。在 TOC 相關的知識分享時,對於這種直覺卻又抽象的概念,幾乎所有人都 表現得興趣缺缺。有領班說,「聽起來很神,可是要做什麼?」。後來講到戰略戰術圖的管 理方法時,也沒有激起太多迴響跟熱情。有領班的回應是,「聽起來很簡單啦,如果這麼簡 單就有很好的效果,那別人都比較笨?」。是的,大家都不相信這套技術有什麼了不起,也 不預期導入它會有什麼不同。但是也就因為它太簡單,不會增加任何配合單位顯著的工作 負擔,所以大家都抱著「反正沒什麼差,你愛做就做」的心態,也就沒有遇到什麼阻力。 也因為大家普遍不認為這一次會有什麼不同,相對的並不十分重視專案導入的活動, 而導入的活動都要靠課級幹部頻繁的查核、指揮、監督,才能防止第一線同仁的陽奉陰違。 但是實務上還是發現不少按照自己的邏輯和經驗生產,不理會新導入的管理邏輯的狀況。 第一線的人員對交期績效向來沒有感覺,一直等到現場 WIP 明顯減少的時候,基層才開始 認同並主動的配合 SDBR 的管理方法。改變總是很困難,而「簡單」加上「有效」似乎使得 新方法的推展變得更容易了。
第五章 結論與未來研究
台灣較早期成立的中小型企業,多半在生產管理上並沒有投入太多的資源,一方面建 置 IT 系統的成本對中小企業而言相對過高,另一方面傳統的生產管理知識如作業研究等, 因為較為複雜,在管理者沒有足夠的認識時也不容易導入。生產管理的業務負責人多半是靠 經驗以及直覺在進行排程及交期的管理。當企業成長到一個規模之後,沒有系統化的方法 與邏輯的管理,很容易就落入 Goldratt 博士在 TOC 戰略戰術圖中所假設的情境;生產線上 有太多的訂單,導致做錯優先順序,促進局部最優的行為,因此拉長前置時間(Lead Time) 同時嚴重的傷害交期績效。過高的 WIP 更使得製造現場變得更擁擠凌亂,更加不易管理, 更容易做錯優先順序,從而落入一個訂單越多交期績效越差的惡性循環。 本個案的研究顯示,利用簡單的管理邏輯,導入具體的 Goldratt 博士所發展出來的 SDBR 與緩衝管理 S&T Tree 的方法,且再一次驗證這樣的管理技術在不同產業別的有效性。 導入 SDBR 與緩衝管理 S&T Tree 的方法並不需要投入太多艱深的學問的先期研究,也不需 要花費大筆的經費進行資訊系統的變更。這使得計劃的導入更容易被各個管理階層接受, 執行階層也不會增加太多額外的負擔而變得更願意配合變革。Goldratt 發展出來的 SDBR 與緩衝管理 S&T Tree 的方法,可以提供一般企業一個容易 理解的觀念,以及具體可以應用的管理工具。
在符合或接近 Goldratt 的 SDBR 與緩衝管理 S&T Tree 的基本假設:產品加工時間 (Touch time) 應該要小於客戶前置時間(Quoted Lead Time, QLT)的 10%的情境下,導入 SDBR 與緩衝管理 S&T Tree 的管理技術經實證都可以達到很好的改善成果,然而越差的工 廠生產管理狀態可以得到越大的改善幅度似乎是天經地義。對於一個已經具有規模,且過去 已經導入過其他的改善手法取得一定的改善成果,而其產品加工時間 (Touch time) 大於 客戶前置時間(Quoted Lead Time, QLT)的 20%甚至更高的環境的時候,如果導入 SDBR 與 緩衝管理 S&T Tree 的技術結果會是如何?這或許是一個可以進行實證研究的方向。
參考文獻
1. NREL, 2010 Solar Technologies Market Report, 2011. 2. EPIA, Market Outlook 2010, 2010.
3. EIA,International Energy Outlook 2002, 2002.
4. 經濟部能源會,中華民國九十年臺灣能源統計年報,民國91 年。 5. Barclays Capital, Solar Energy Handbook, 2010.
6. EPIA, EPIA Solar Generation Ⅵ, 2010.
7. Goldratt, Eliyahu M.,“Standing on the Shoulders of Giants”, 2008 in http://www.goldrattschools.org/pdf/shoulders_of_giants-eli_goldratt.pdf. 8. Goldratt, Eliyahu M., “Reliable rapid response strategy and tactics tree”,
Goldratt Group. , 2006.
9. Schragenheim,E., Using SDBR in Rapid Response Projects. Goldratt group, 2006. 10. Schragenheim,E., & Dettmer, H. W. ,Manufacturing at Warp Speed: optimizing
supply chain financial performance. Boca Raton, FL: St.Lucie Press, 2000. 11. 高德拉特、柯克斯,目標,齊若蘭譯,三版,天下遠見,台北,民國95 年。 12. 李榮貴、張盛鴻,TOC 限制理論—從有限走向無限,初版,中國生產力中心,台北,民 國94 年。 13. 李榮貴、吳鴻輝,限制驅導式現場排程與管理技術,三版,全華科技圖書,台北,民 國96 年。 14. 黃運金,「以實務驗證 TOC 營運管理解決方案之可行性及有效性」,國立交通大學, 博士論文,民國99 年。 15. 陳春源,「SDBR 應用於不同環境下之影響」,國立交通大學,碩士論文,民國98 年。 16. 彭淑華,「限制驅導式方法改善交期績效之探討」,國立交通大學,碩士論文,民國 98 年。