義守大學
材料科學與工程學系
碩 士 論 文
不同單方向凝固速率對 PWA1422 鎳基超合
金之高溫潛變性質之影響
Effect of Different solidification rate on the
high-temperature behavior of PWA1422
Ni-based superalloy
研
究 生 : 陳 冠 達
指 導 教 授 : 簡 賸 瑞 博 士
共 同 指 導 : 郭 振 明 博 士
中華民國 106 年 7 月
不同單方向凝固速率對 PWA1422 鎳基超合
金之高溫潛變性質之影響
Effect of Different solidification rate on the
high-temperature behavior of PWA1422
Ni-based superalloy
研
究
生 : 陳 冠 達
Student:GUAN-DA CHEN
指 導 教 授 : 簡 賸 瑞 博 士 Advisor:SHENG-RUI JIAN
義 守 大 學
材料科學與工程學系
碩士論文
A Thesis
Submitted to Department of Materials Science & Engineering
I-Shou University
in Partial Fulfillment of the Requirements
for the Master degree
in
Materials Science & Engineering
July , 2017
Kaohsiung, Taiwan, Republic of China
不同單方向凝固速率對 PWA1422 鎳基超合
金之高溫潛變性質之影響
摘 要
本實驗採用 MAR-M200+Hf 鎳基超合金以原材及進行 DS 下抽速率
60mm/hr、120mm/hr 和 180mm/hr 之單方向凝固製程。再進行熱處理固
溶溫度為 1200℃/4hr/ArC,搭配第一次時效 1100℃/4hr/ArC 和二次時效
900℃/32hr/ArC,並探討其高溫潛變(982C/207MPa)
,觀察微觀組織對機
械性質的影響。利用掃描式電子顯微鏡(Scanning Electron Microscopy,
SEM) 對微觀組織做觀察。實驗結果顯示,相同的熱處理條件下,DS 下
拉速率 60mm/hr 其高溫潛變(982C/207MPa)性質為最好,從 SEM 圖分
析因為下拉速率 60mm/hr 試棒冷卻速度慢,γ´形狀慢慢成長為 dendrite
形狀,
γ´相呈現非均質情況,MC 型碳化物與 γ/γ´共晶相數量多且分布廣
泛,造就最潛變機械性質有較好的現象,另外從 SEM 拍攝樹枝狀晶可
以發現主要枝晶間距和二次枝臂間距都會隨著下抽速度之增加而減小。
關鍵詞:PWA1422 鎳基超合金、單方向凝固、高溫潛變
Abstract
In this study, MAR-M200 + Hf nickel-based superalloy was
used Polycrystalline and superalloy with withdraw rate of DS
60mm/hr、120mm/hr、180mm/hr.Standard heat treatment procedures
are solution treatment at 1200 ℃ for 4hr / ArC, the first aging at 1100
℃ for 4hr /ArC and followed by second aging at 900 ℃ for 32hr /
ArC,Mechanical behavior experiments were high temperature creep
test at 982℃/207MPa.
The microstructure was observed by Hardness
Test and Scanning Electron Microscopy (SEM).
The experimental
results show that the same heat treatment conditions,
the withdraw
rate of DS 60mm/hr the high temperature mutation (982 ° C / 207MPa)
is the best, from the SEM analysis because the pull-down rate of 60mm
/ hr bar cooling speed is slow The shape grows slowly into the shape of
dendrite, and the γ'phase exhibits heterogeneity. The number of MC
type carbides and γ / γ'eutectic phase is large and widely distributed,
which makes the most sublimable mechanical properties better.
誌 謝
首先要先感謝我的家人,我在大學即將結束時,我一直考慮要繼續升 學,還是要就業了,家人非常支持我繼續攻讀碩士班,後來我覺得在多用 兩年的時間,學習一些不一樣的東西,還可以培養能力,並且想想碩士班 畢業後要往哪些地方去發展。 再來要感謝簡賸瑞老師在碩士班兩年給予的指導及方向,讓我常是 非常多的東西,總是告訴我們,沒有試怎麼知道不能,這就是材料系的研 究精神,還有機械系的郭振明老師,提供良好的實驗空間,以及齊全的設 備,讓我在研究上不需要東奔西跑,也讓我了解鎳基超合金的性質,如果 沒有讀碩士班,是根本不會碰到的,也感謝茂哥提供材料,及共同討論出 這次的研究方向,再次感謝兩位貴人老師在碩士班的努力教導細心指導。 當然也要感謝實驗室的安仔、充哥、雅涵、阿家、芷旖、名翃,沒有 他們陪伴我碩士班兩年,說真的也是會少了一份樂趣,做實驗總是要有人 一起努力一起討論,實驗室的歡笑是無法取代的。 還有我的同學,基本上都是從大學部直接一起讀碩士班,讓我們感情 變得更好,碩士班其實更能貼近彼此之間的距離,或許是大家都在同一個 空間,可以嬉鬧,搗亂,祝福大家未來有很好的方向繼續前進。 最後給未來的自己,不管未來的方向如何,都必須堅持,且要帶著自 己的初衷,有夢要敢想,也要敢做,因為人生就這麼一次,錯過了是不能 再回頭的,年輕時就應該多方嘗試,不然老了想嘗試可能也沒機會,在怎 麼後悔都沒有用,因為已經錯過了。總 目 錄
中文摘要 ... I 英文摘要 ... II 誌 謝 ... III 總 目 錄 ... IV 表 目 錄 ... VI 圖 目 錄 ... VII 前言 ... 1 1-1 緒論 ... 1 1-2 研究目的 ... 2 第二章 文獻回顧 ... 5 2-1 超合金簡介 ... 5 2-1-1 鎳基超合金定義 ... 5 2-1-2 鎳基超合金之特色 ... 5 2-2 MAR-M200+Hf 超合金元素及其影響 ... 6 2-3 單方向凝固理論 ... 7 2-4 鎳基超合金的析出相及強化結構 ... 8 2-4-1 基材 γ 相(Gamma) ... 8 2-4-2 γ'相(Gamma prime) ... 8 2-4-3 碳化物(Carbides) ... 9 2-5 超合金鑄造程序 ... 10 2-6 熱處理對超合金的影響 ... 12 2-6-1 固溶熱處理(Solid Solution) ... 12 2-6-2 時效熱處理(Aging) ... 13 2-7 潛變理論 ... 13 2-7-1 潛變定義 ... 13 2-7-2 潛變機構三階段 ... 14 2-7-3 潛變變形理論 ... 15 第三章 實驗材料與步驟 ... 25 3-1 實驗材料 ... 25 3-2 熱性質分析(DSC) ... 26 3-3 單方向凝固試棒鑄造製程 ... 26 3-4 固溶、時效熱處理 ... 27 3-5 電子微探針(EPMA)成分散布分析 ... 27 3-6 背向散射電子繞射(EBSD)晶粒方位分析 ... 283-7 潛變測試 ... 28
3-8 SEM(Scanning Electric Microscope)試片製作及觀察 ... 29
第四章 結果與討論 ... 41 4-1 MAR-M200+Hf DS 試棒巨觀觀察 ... 41 4-2 MAR-M200+Hf DS 試棒微觀觀察 ... 45 4-2-1 單方向凝固之樹枝狀晶 ... 48 4-3 EBSD 晶粒成長方位分析 ... 49 4-4 EPMA 成分散佈分析 ... 62 4-5 熱處理前後微組織觀察 ... 64 4-6 潛變試驗 ... 65 4-6-1 潛變數據分析 ... 65 4-6-2 潛變破裂面巨觀觀察 ... 67 4-6-3 潛變破裂面微組織觀察 ... 69 第五章 結論 ... 70 參考文獻 ... 71
表 目 錄
表 3-1 為 MAR-M200+Hf 成分表... 30 表 4-1 原材各位置晶粒尺寸 ... 42 表 4-2 下拉速率 60mm/hr 各位置晶粒尺寸 ... 43 表 4-3 下拉速率 120mm/hr 各位置晶粒尺寸 ... 44 表 4-4 下拉速率 180mm/hr 各位置晶粒尺寸 ... 44圖 目 錄
圖 1-1 American F18EF fighter [1] ... 3
圖 1-2 氣渦輪引擎運轉過程式意圖 ... 3
圖 1-3 超合金近 50 年高溫強度性能的變化 ... 4
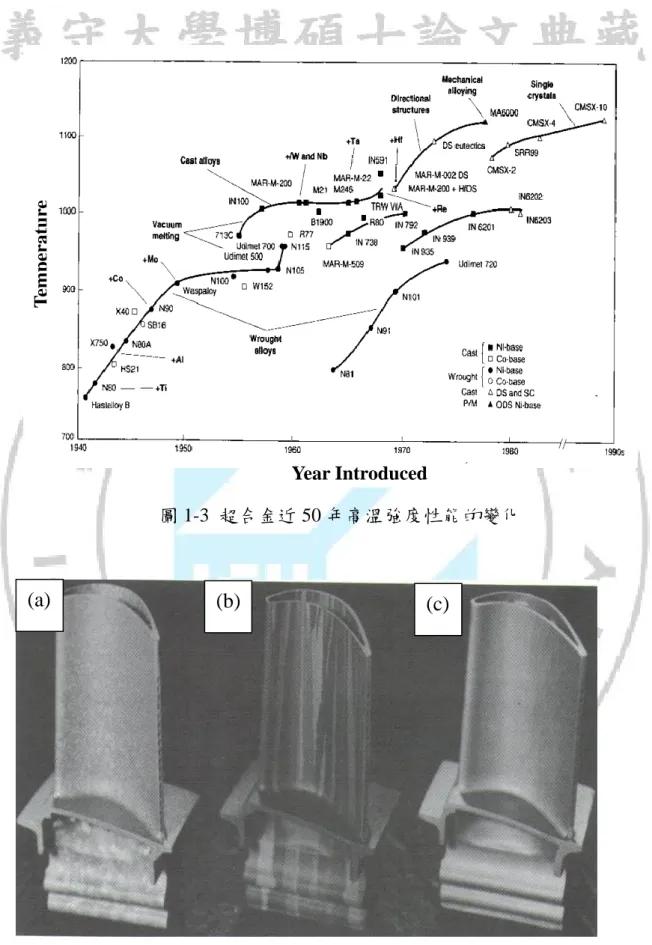
圖 1-4 不同製成之鎳基超合金(a)多晶(b)單方向晶(c)單晶[2] ... 4
圖 2-1 常見於超合金的合金成分 ... .17
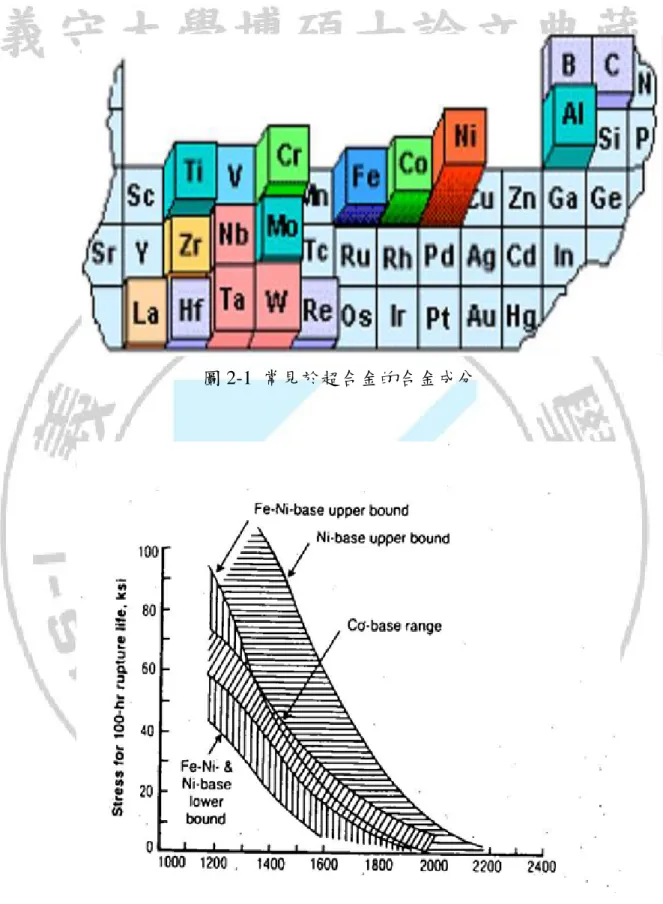
圖 2-2 Stress rupture behavior of superalloys[3] ... .17
圖 2-3 單相合金之晶粒凝固後型態分佈圖[7] ... 18
圖 2-4 一次枝臂間距 λ1及二次枝臂間距 λ2示意圖[8] ... 18
圖 2-5 (a)Crystal structure of γ (b)Crystal structure of γ'[9] ... 19
圖 2-6 Turbine blading in the (a)equiaxed (b) columnar (c) single-crystal forms. ... 19 圖 2-7 Mar-M200 經傳統鑄造、單方向凝固及單晶鑄造的潛變壽命圖 .... 20 圖 2-8 樹枝狀晶結構[16] ... 20 圖 2-9 等軸晶、柱狀晶與單晶潛變強度、抗熱疲勞強度及抗高溫腐蝕 性比較 ... 21 圖 2-10 等軸晶、柱狀晶與單晶超合金潛變強度比較 ... 21 圖 2-11 潛變壽命曲線圖 ... 22 圖 2-12 擴散潛變之圖解 ... 22 圖 2-13 差排爬升:擴散允許差排繞過障礙物 ... 23 圖 2-14 原子擴散差排爬升 ... 23 圖 2-15 (a)低溫差排所需跨越能量(b)在高溫時熱能減少必須跨越障礙的 能量 ... 24 圖 2-16 不同種類的差排網格 ... 24 圖 3-1 多晶母材鑄錠 ... 31 圖 3-2 左為線切割後鑄錠右為多晶試棒 ... 31 圖 3-3 高溫示差掃描量熱儀(DSC) ... 32 圖 3-4 單方向凝固爐 ... 32 圖 3-5 單方向凝固爐示意圖 ... 33 圖 3-6 熱處理示意圖 ... 33 圖 3-7 高溫真空熱處理爐 ... 34 圖 3-8 電子微探針(EPMA) ... 34 圖 3-9 電子微探針(EPMA)試片 ... 35
圖 3-10 ZEISS-SUPRA55 SEM (EBSD) ... 35
圖 3-12 潛變試棒工程圖 ... 36 圖 3-13 潛變試棒 ... 37 圖 3-14 高溫潛變試驗機 ... 37 圖 3-15 潛變試驗機示意圖 ... 38 圖 3-16 電解蝕刻用 power ... 38 圖 3-17 SEM-3400(Hitachi-3400) ... 39 圖 3-18 SEM-4700(Hitachi-4700) ... 39 圖 3-19 實驗流程圖 ... 40 圖 4-1 MAR-M200+Hf 下拉速率 60mm/hr 巨觀照(縱切) ... 42 圖 4-2 MAR-M200+Hf 原材巨觀照(橫截面) ... 42 圖 4-3 MAR-M200+Hf 下拉速率 60mm/hr 巨觀照(橫截面) ... 43 圖 4-4 MAR-M200+Hf 下拉速率 120mm/hr 巨觀照(橫截面) ... 43 圖 4-5 MAR-M200+Hf 下拉速率 180mm/hr 巨觀照(橫截面) ... 44 圖 4-6 γ´相 SEM 觀察(A)原材(B)下拉速率 60mm/hr (C)下拉速率 120mm/hr (D)下拉速率 180mm/hr ... 46 圖 4-7 γ'相經過連續冷卻後形狀之變化 ... 47 圖 4-8 碳化物及 γ/γ'共晶相 SEM 觀察(A)原材(B)下拉速率 60mm/hr (C)下拉速率 120mm/hr(D)下拉速率 180mm/hr ... 47 圖 4-9 MC 碳化物之 EDS 成分表(wt.%) ... 48 圖 4-10 原材 EBSD 分析(上端) ... 50 圖 4-11 原材 EBSD 分析(中端) ... 51 圖 4-12 原材 EBSD 分析(下端) ... 52 圖 4-13 下拉速率 60mm/hr EBSD 分析(上端) ... 53 圖 4-14 下拉速率 60mm/hr EBSD 分析(中端) ... 54 圖 4-15 下拉速率 60mm/hr EBSD 分析(下端) ... 55 圖 4-16 下拉速率 120mm/hr EBSD 分析(上端) ... 56 圖 4-17 下拉速率 120mm/hr EBSD 分析(中端) ... 57 圖 4-18 下拉速率 120mm/hr EBSD 分析(下端) ... 58 圖 4-19 下拉速率 180mm/hr EBSD 分析(上端) ... 59 圖 4-20 下拉速率 180mm/hr EBSD 分析(中端) ... 60 圖 4-21 下拉速率 180mm/hr EBSD 分析(下端) ... 61 圖 4-22 原材 EPMA-Mapping 分析 ... 62 圖 4-23 下拉速率 60 mm/hrEPMA-Mapping 分析 ... 63 圖 4-24 下拉速率 120 mm/hr EPMA-Mapping 分析 ... 63 圖 4-25 下拉速率 180 mm/hr EPMA-Mapping 分析 ... 64 圖 4-26 MAR-M200+Hf 經過熱處後 SEM 圖(A)原材
(B)下拉速率 60mm/hr(D)下拉速率 180mm/hr ... 65 圖 4-27 MAR-M200+Hf 高溫潛變曲線圖 ... 67 圖 4-28 982℃/207MPa 潛變破斷面觀察 (A)原材 50 倍及 500 倍 (B)下拉速率 60mm/hr 50 倍及 500 倍 ... 68 圖 4-29 982℃/207MPa 潛變破斷面觀察(A)下拉速率 120mm/hr 50 倍及 500 倍(B)下拉速率 180mm/hr 35 倍及 500 倍 ... 68 圖 4-30 982℃/207MPa 潛變後 rafting 觀察(A)原材(B)下拉速率 60mm/hr (C)下拉速率 120mm/hr(D)下拉速率 180mm/hr ... 69
前言
1-1 緒論
從以前到現今一個國家的安全,來至於該國家的國防和航太科技就可以 知道。然而不管是航太方面或是海洋、工業、汽車所使用的燃氣渦輪機的效率 都不斷提升,渦輪的工作溫度及應力也隨之不斷的提高,使高溫耐熱合金材 料快速發展,因此產生了超合金的發展及應用,然而氣渦輪引擎的原理是飛 機渦輪引擎葉片將空氣吸入,吸入的空氣經過擠壓後進入燃燒室在燃燒室中 進行燃燒,在燃燒後的空氣因為高溫而膨脹,膨脹的空氣對於飛機渦輪引擎 葉片造成擠壓的壓力而推動飛機渦輪葉片的轉動,最後在由排氣的噴嘴排出 因為高溫而膨脹的氣體,氣渦輪引擎的內部因為高溫膨脹的氣體的擠壓作用 導致環境處於高溫與高壓下(圖 1-1、1-2) [1],圖 1-3 為超合金近 50 年來高溫 強度性能的變化。 超合金種類繁多,主要分為鐵基、鈷基、鎳基,而其中鎳基應用上最為廣 泛;以鎳為主要基材元素,且包含至少 10 種以上的合金元素(Cr、Al、 Ti 等) 所組成,屬於一種耐高溫的材料,在高溫環境下有良好的高溫強度及韌性、抗 潛變性能(Creep Resistance)、熱疲勞(Thermal-Fatigue)、抗高溫氧化及腐蝕 (Corrosion-Resistance)、銲接性能佳、高延展性等特性,易於加工鍛造。 鎳基超合金基材主要是由奧斯田鐵(Austenitic)FCC 結構的 γ 相所組成, 主要二次相碳化物則有 MC 型、M23C6型、M6C 型和 M7C3型(較少見),其中 M 可能為鉬、鈦、鎢或鉻;而 FCC 結構 Ni3(Al,Ti)之 γ'析出強化相也會存在於 鎳基和鐵鎳之中,為一種介金屬化合物(Intermetallic Compound)形態之結構, 藉著不同熱處理來改變合金的組織,常用的熱處理及其目的有二類:(1)固溶熱 處理:將析出相、強化相、碳化物等溶回基地;(2)時效熱處理:進行單時效或雙時效熱處理,使其合金析出主要強化相或者改變相的尺寸與形狀。圖 1-4[2] 為 不同製成之鎳基超合金。
1-2 研究目的
本實驗所使用的材料是很早期的 MAR-M200 超合金,但是這次加入了 Hf 元素也就是 PWA1422,因為 MAR-M200 超合金在潛變時容易發生延性破裂, 與其它合金相比下,根據文獻記載[37] ,Hf 和 Zr 皆可處進共晶相,只是含有 Hf 元素的合金具有較高的潛變強度,且 Hf 元素的密度是 Zr 元素的兩倍,可以 使材料於潛變壽命增加兩倍,所以選擇添加了 Hf 來解決這個問題。另外我們 設計了不同的 DS 單方向凝固下拉速率為 60mm/hr、120mm/hr、180mm/hr,是 想要比較原材與不同下拉速率間對材料晶粒及潛變的影響。圖 1-1 American F18EF fighter [1]
圖 1-3 超合金近 50 年高溫強度性能的變化 圖 1-4 不同製成之鎳基超合金(a)多晶(b)單方向晶(c)單晶[2] Year Introduced T emperat ur e
(a)
(b)
(c)
第二章 文獻回顧
2-1 超合金簡介
2-1-1 鎳基超合金定義
鎳基合金一般是以 Ni 含量超過 30wt%的合金稱之,常見產品 Ni 含量都 有超過 50wt%,鎳基與鐵基和鈷基合金合稱為超合金(Superalloy),一般是應 用在高溫環境,並依其使用場合,選用不同合金設計,多用於特殊高溫環境、 高溫腐蝕環境、需具備高溫機械強度之設備。最常應用於航太工業、能源工 業、石化工業或光電技術等領域。超合金又命名為超耐熱合金主要是由鐵(Fe) 鈷(Co)、鎳(Ni)三種元素做為基底,在加上少量 VIIIA 過渡金屬元素例如: 鈮、鉻、鈦、鎢…等元素所組成,常使用的元素如圖 2-1 所示;鐵基超合金、 鈷基超合金及鎳基超合金又分依照成分、材料高溫機械性質與耐腐蝕性等性 質來加以來區分,超合金又分為析出硬化型及非析出硬化型兩種大種類,三 十年代以前的超合金研究主要集中於鐵基及鎳基,而鐵基隨著時間漸漸的被 鎳基及鈷基取代成為超合金,成為這三種之中最常被使用的材料,這是因為 具有較穩定的 FCC 結構使鎳基超合金擁有良好的高溫機械性質詳細如圖 2-2[3] 所示。2-1-2 鎳基超合金之特色
鎳基超合金是超合金之中應用最廣、強度最高的材料。超合金之名稱是 來自於材料特色,包括:(1)性能優異:在高溫的環境下可維持高強度,並且 具有優異的抗潛變、抗疲勞等機械性質,以及抗氧化和耐腐蝕特性與良好的 塑性和銲接性。(2)合金添加繁雜:鎳基超合金常添加十種以上之合金元素, 用以增進不同環境之耐腐蝕性,以及固溶強化或析出強化等作用。(3)工作環境惡劣:鎳基超合金被廣泛應用於各種嚴苛之使用條件,如航太飛行引擎燃 氣室的高溫高壓部份、核能、石油、海洋工業之結構件等[4] 。
2-2
MAR-M200+Hf 超合金元素及其影響
超合金是指以 VIIIA 過渡金屬元素為基材而合金的元素組成通常 7 至 12 個,且使用在 540℃(1000℉)以上高溫環境的鎳基,鐵基,及鈷基合金。 MAR-M200+Hf 鎳基超合金之化學成分及各元素之作用,經綜合整理後,其 各元素在此合金中之作用分述如下: 鎳(Ni):因為含有大量的鎳元素(59wt%),使本身具有良好的高溫抗氧化性, 高溫拉伸及潛變強度。 鉻(Cr):添加時可以提高超合金之抗氧化性與高溫抗腐蝕性能,並且融入沃 斯田鐵基地中形成固溶強化的效果,增加基地強度。 鋁(Al):為析出強化元素之一。與 Ni 元素形成 γ'(Ni3Al)強化相,是一般鎳基 超合金形成強化相的重要元素。 鈷(Co):提高 γ'的溶解溫度,可提高 γ'強化相與碳化物的穩定度,降低基地 中合金元素固溶量,使得γ'及 γ''析出相增加。 鎢(W):熔點高達 3442℃,可提高合金的初溶溫度;對 γ'體積分率有些微的 影響;可增加合金密度;導致 M6C 碳化物的形成;具有高的固溶強 化度。 鉿、錋、鋯(Hf、B、Zr):增加合金延展性,因可提高其破斷壽命。 錋(B):可形成錋化物改善潛變強度,延長應力破斷。 鉿(Hf):可於晶界形成 MC 碳化物,增加晶界強度,並且促使鑄造合金中 γ/γ' 共晶相的形成。 碳(C):與其它碳化物元素形成 MC、M23C6、M6C 等碳化物,提高超合金材 料之強度。碳含量之添加,可增加富含 Ta 之 MC 碳化物析出,因而減少 γ/γ'共晶相析出位置及減少可形成 γ/γ'共晶相的 Ta 含量,並造成 合金之 Ti、Al 含量相對增加,可於時效處理產生細小之二次 γ'相析 出,有助於材料之機械性質提升[5] 。 鈦(Ti):為析出硬化元素之一,含量約 1%時,有最佳的應力破壞壽命,容易 與鎳(Ni)形成整合相 γ'及碳化物 TiC。 鈮(Nb): 超耐熱及高熔點金屬,主要作用是固溶强化和析出強化,鈮形成 MC 和 M6C 形式的碳化物會形成 Ni3Nb 雙強化相。鈮在超合金中由於固 溶和 Ni3Nb 析出雙強化相明顯提高材料的潛變性能[6]。
2-3 單方向凝固理論
單方向凝固最初開發是在 1960 年美國 Pratt & Whitney 公司所發明,用 在生產葉片和柱狀晶結構。當材料在受到固定方向的熱流條件下,以一定的 生長速率範圍所產生的現象有了溫度梯度(Thermal gradient)才能促使合金發 生單方向凝固。而單方向凝固合金的顯微結構則取決於凝固前沿著熔體中溫 度梯度和凝固速度的大小,如圖 2-3[7]所示單方向凝固的晶粒形態控制在 Columnar Dendrites 區,以固定方向固定速度的方式作鑄件凝固冷卻,此鑄造 金屬技術稱為單方向凝固鑄造。然而在給固定的溫度梯度下,隨著生長速率 的減緩,枝狀晶組織有可能被抑制而向胞狀或平板狀轉變。單方向枝晶的特 徵尺寸是一次枝晶間距1和二次枝晶間距2圖 2-4[8]。這個條件決定著凝固組 織中晶粒的方位(Orientation)、微觀偏析、結構及二次相的分佈,進而對材料 的性質有重大的影響。 在單方向凝固組織中一次枝晶間距重要理論模型為 Jackson-Hunt 模型。 該模型將枝晶的輪廓簡化為胞狀,通過對擴散場的分析可得到一次枝晶間距 1與凝固速率 VI和溫度梯度 GL的關係式為
4 1 2 1 1 1 A GL VI λ 其中 A1為常數。而一次枝晶(或胞晶)間距1與複合項 VI-1/4GL-1/2呈函 數關係。這幾種合金都是單方向凝固的,凝固速度範圍很寬,為 6~3000mm/h ,溫度梯度範圍為 4~30K/mm。 二次枝晶間距模型是建立在枝晶等溫熱化理論基礎上。剛開始所形成的 二次枝晶間距較小,但在連續的凝固過程中一部份枝晶的不穩定而被相鄰枝 晶所吞滅,因此只有一部份枝晶成長,並保持在最後的凝固組織當中。這一過 程與固態相變的 Ostwald 熟化過程相似,最後的二次枝晶間距與局部凝固時 間f之間滿足
3 1 2 2 A f 2-4 鎳基超合金的析出相及強化結構
鎳基超合金在製造過程中會形成不同的相結構為 FCC,主要的相是由 γ 基材、γ'相、γ-γ'共晶相及碳化物所組成。2-4-1
基材
γ 相(Gamma)
所有的鎳基超合金都是以 γ 相為基底,此連續相是沒有磁性且是屬於面 心立方 FCC 結構,如圖 2-5(a)[9]。鎳基本身沒有高的彈性係數也沒有良好的 擴散係數,與固溶強化元素之間不會損失相的穩定性;而構成 γ 相基體的合 金元素主要是 V、VI、VII 族和鈷、鐵、鉻、鉬、鎢[10]。2-4-2
γ'相(Gamma prime)
γ'析出相到了 1940 年代被發現[11],主要形成元素落在 III、IV 和 V 族 等,例如鋁和鈦為必要的溶質[9]。結果與 Ni 元素的反應中析出 γ'相,形式為Ni3X,其中 X 為一個合金元素;γ'相也是屬於 FCC 結構,如圖 2-10(b)[9]。而 其他元素如鉻、鉿、鈮、鉭也包括在γ'相之中。 γ 基材中每一個 γ'相的晶格參數略有不同,當錯配(mismatch)小於 0.2% 時,γ'相的形狀為球形。使可能將匹配相同的 γ'相均勻的析出在基材中[10,11]。 γ'相在基材中有些優點,在一個長期穩定的情況下當 γ'相和 γ 基材之間的一致 性可以具有較低的表面能,這也是在大部分高溫合金中增加高溫強度與抗潛 變能力的原因之一[10]。 鎳基超合金的強度主要是依賴 γ'相的體積百分比(volume fraction),一般 鍛造後的合金有 20~45%的 γ'相體積百分比。而經過加工鑄造後可以高達 60% 的γ'相體積百分比,跟鍛造相比可以增加超合金的強度。
2-4-3
碳化物(Carbides)
一般 C 元素所加的量約為 0.02~0.2%,導致碳元素會與高熔點元素(ex: 鉿、鈮、鈦)結合,最初產生的碳化物為 MC 型的碳化物,M 可為鉿、鈮、鈦 等元素。此 MC 碳化物在合金冷卻的過程中形成,這些碳化物的結構屬於 FCC 結構,碳元素在熱處理過程中是 MC 型碳化物的重要來源,此情況下 MC 碳 化物會分解成其他種類的碳化物,例如: M23C6或 M6C;其公式為: MC+γ→M23C6+γ' (2.1) 或 MC+γ→M6C+γ' (2.2) 在某些合金中 M6C 轉變為 M23C6,其公式如下: M6C + M'→M23C6 + M'' (2.3) 在其他合金中也有逆反應的情況產生,M'和 M''分別可以被替換為鉻、鈷、鎳 或鉬。 在 M23C6型碳化物中 M 最常見的元素是鉻、鐵、鎢或鉬;M6C 中則是 鉬、鎢、鉻、鈷、鉭等。碳化物在多晶超合金中扮演著重要的角色,M23C6型和 M6C 型碳化物最常在晶界上析出,可以加強晶界,抑制晶界的滑移[10]; 當 M23C6 型碳化物在晶粒邊界中形成時,會減少基材中的鉻含量並且增加 γ' 的溶解度。碳化物的形狀對性能的影響也是非常重要的,細胞形狀的 M23C6 型碳化物會導致材料過早疲乏,而塊狀顆粒則可以強化合金[10],精細的碳化 物對材料也有強化的影響,有害的元素在超合金中會綑綁住碳化物;因此, 要避免在鑄造過程中形成不穩定的相[10]。
2-5 超合金鑄造程序
超合金除了元素的添加會影響其高溫機械性質以外,其鑄造方法亦會影響超 合金的高溫機械性質,在飛機渦輪葉片上會受到縱向的應力所影響,傳統的 鑄造方式無法達到與應力平行軸方向的要求,所以才會有新的鑄造方式被開 發 與 應 用 , 而 鑄 造 的 方 法 有 三 種 分 別 為 (1) 傳 統 鑄 造 製 程 (Conventionally Cast,CC)、(2)單方向凝固鑄造製程(Directional Solidification,DS)、及(3)單晶鑄 造製程(Single Crysral,SC)如圖 1-4 所示,可明顯發現晶粒大小的差異性,飛機 渦輪葉片則是以單晶鑄造與單方向凝固鑄造為主要方式,圖 2-6[12]所示為渦輪 引擎葉片經過三種不同製程後的晶粒型態。a 是傳統鑄造製程的晶粒型態,是 屬於等軸晶的型態;b 為單方向凝固製造後的渦輪葉片型態,葉片上面是屬於 柱狀晶的型態;c 則是單晶製程後的葉片型態,可以清楚的看出整個葉片呈現 單晶的樣貌;而目前最常使用的鑄造方式是單方向凝固製程及單晶製程。在 傳統鑄造裡通常是以脫蠟式精密鑄造來進行,可以發現是屬於等軸晶的型態, 由於多晶粒的晶界非常的多,在高溫受力的情況下,晶粒容易沿著晶界產生 滑移及變形而造成材料的破壞。而經由圖 2-7 為 Mar-M200 在三種不同製程 後的潛變壽命圖,可以發現以傳統鑄造(CC)的潛變壽命只有約 37 小時,而由 單方向凝固鑄造(DS)則提升至 68 小時,在單晶製程(SC)過後的潛變壽命則增加至約為 105 小時,所以超合金的機械性質可以由鑄造方式不同來達到減少
或消除晶界的產生[13];因為通常在高溫有應力的狀態下,晶粒容易沿著晶界
滑動而造成變形導致材料的破壞,這也是要消除或減少晶界的原因。
為了有效防止變形機制所造成的破壞,在 1960 年由美國 Pratt & Whitney
公司開發出單方向凝固鑄造製程,主要在生產葉片與柱狀晶結構[14]。當合金 受到固定方向的熱流條件下,以一定的生長速率範圍所產生的凝固現象,必 須要有溫度梯度(Thermal gradient)才能促使合金發生單方向凝固。單方向凝 固鑄造時通常以不同的合金特性設定不同的抽引速度(withdrawspeed),而抽 引速度是控制凝固時溫度梯度最主要的因素,所以設定溫度則相當於控制凝 固過程時的溫度梯度。為了讓晶粒能呈現柱狀材料必須均勻且固定熱源環境 固定的凝固速率 V(Soldfication Rate)範圍和溫度梯度 G(Thermal Gradient)範圍
才能促使晶粒呈現柱狀晶的型態。如圖 2-3[7]所示單方向凝固製程的晶粒型態
被控制在 Columnar Dendrites 區。然而現在的實驗室及業界超合金鑄造方法 皆 被 廣 泛 的 以 單 方 向 凝 固 製 程 所 應 用 , 又 稱 高 速 拔 引 凝 固 法 (High Rate
Withdrawal Solididication,HRS) [15],則當平面凝固速度比材料內部的凝固速度
快 時 , 則 晶 粒 會 朝 側 面 的 方 向 來 生 長 產 生 胞 狀 晶 (Cellular) 與 樹 枝 狀 晶
(Denedrite)結構如圖 2-8[16]。至於單晶超合金的鑄造是由美國 Pratt & Whitney
公司藉由早期的單方向凝固的製程的研究室同時起步的,但是單晶生產技術
不如單方向凝固生產技術發展的快[17],然而單方向凝固的製程得到緊密的單
方向晶及避免偏離的晶粒。另外,單晶超合金其抗熱疲勞(thermal fatigue resistance)及抗高溫腐蝕強度(hot corrosion resistance)均較一般超合金優越, 如圖 2-9 所示;由於渦輪葉片使用於高溫的環境下,其潛變強度為重要考慮 的因素;在相同的溫度條件下,單晶超合金潛變強度較一般超合金優良許多 如圖 2-10 所示。
2-6 熱處理對超合金的影響
熱處理是金屬範圍內非常重要的一個步驟,也是合金設計相當重要的課 題,因為超合金各項性能強度受到碳化物、γ'強化相、γ/γ'共晶組織之數量及型 態和大小所影響,然而最主要的γ'強化相的型態、晶粒大小與體積分率,總而 言之熱處理是改變和控制合金顯微結構的重要方式之一,依據所使用或設計 需求,並使用適當的熱處理條件,可以獲得良好的顯微結構,進而達到優良的 機械性質。然而在鎳基超合金的熱處理主要分為兩大種類,分別為固溶熱處 理(Solid Solution)及時效熱處理(Aging)。2-6-1 固溶熱處理(Solid Solution)
固溶是為了溶解超合金內部粗大化的碳化物、γ′強化相、與 γ/γ'共晶組織、 已得到均勻的過飽和固溶體,利於促進時效熱處理的強化結果,以提高合金 拉伸性能及高溫抗潛變性能。然而固溶熱處理的溫度範圍,是依據各種合金 設計、使用條件及強化相的析出狀況而有所不同,對於高溫下長時間使用的 超合金來說,需要較好的抗潛變性能,通常採用較高的固溶溫度以獲得較均 勻的組織及較大的晶粒大小,對於中溫使用並要求較好的降伏強度、拉伸強 度、衝擊韌性和疲勞強度之合金,則採用較低的固溶溫度,以維持較小的晶粒 大小,並且降低粗大γ/γ'共晶組織之固溶量,以維持合金有較佳延展性及韌性。 因為當固溶溫度提高時,許多粗大的γ'強化相、γ/γ'共晶相與碳化物組織 溶解,形成過飽和固溶體,在急速冷卻及時效處理後可大量析出細小的γ'強化 相(<0.5μm),高溫下可以有效阻礙差排滑移與爬升,提升超合金破斷壽命與 抗潛變性能。但有些超合金受到低溶點初融相( Incipient melting )的影響,固 溶溫度不能無限制的提高。原因是超合金中添加十幾種合金元素,其溶解曲 線十分複雜。倘若不斷提高固溶溫度,會使低溶點的初融相很可能形成液態, 此時初融相會發生嚴重的偏析現象,且熔點相當低。因此超合金中應極力避免產生的有害相,所以必須嚴格控制固溶溫度的上限。
2-6-2 時效熱處理(Aging)
時效熱處理的作用是將經過固溶熱處理後均勻過飽合狀態中,促使 γ'強 化相充分且均勻地在基地中析出,然而 γ'強化相的析出是形成超合金強度提 高且硬化的主要因素,因此有許多的學者研究γ'強化相之析出及成長機構,以 及γ'相與機械性質之影響。然而時效熱處理最主要是均勻使 γ'相均勻化,所以 溫度可以造成γ'強化相的粗化或溶解,得以確保維持 γ'強化相的尺寸。時效熱 處理溫度一般約於 700℃~1100℃之間,另外時效熱處理的溫度也取決於 γ'強 化相的數量與鈦和鋁元素的含量。 一般熱處理程序是參考超合金鑄造廠商的規範來進行,或是依材料性質 來進行調整,但卻沒有標註熱處理的冷卻方式的影響,尤其是較高溫的固溶 熱處理,冷卻方式大致上分為三種氬氣冷卻(Argon Cooling)、空冷(Air Cooling) 及爐冷(Furnace Cooling),而因為冷卻方式的不同及冷卻速率的快慢,往往會 影響合金的機械性質與強度,而本研究是以氬氣冷卻(Argon Cooling)來研究 MAR-M200+Hf 材料的機械性質影響。2-7 潛變理論
2-7-1 潛變定義
對超合金來說,高溫機械性質的要求是非常嚴格的,尤其超合金材料又 是運用在航太方面,所以都需要高溫拉伸及其伸長率的要求,當材料受外力 的作用,且受力高於降伏應力下,則會產生永久變形,稱為塑性變形。然而材 料在固定應力與溫度下,亦會隨時間增加而產生永久變形。但在高溫環境時, 受到彈性限度較低之應力作用時,材料會隨著時間而漸漸地發生變形。因此在此種一定應力負荷作用下,變形隨時間 而循循漸進之現象稱之為潛變 (Creep) 。而潛變可能會發生在高於絕對溫度的所有溫度下,也因此潛變的程 度與熱激發能有關。故工作溫度越高,潛變現象變的更為重要。
2-7-2 潛變機構三階段
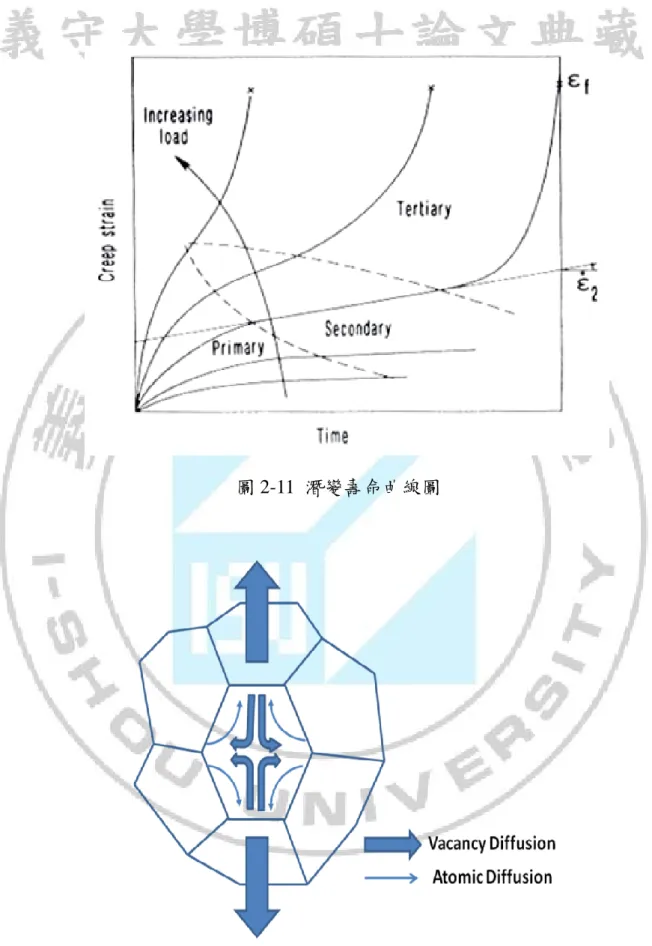
如潛變壽命曲線圖中 2-11,潛變通常可分為三個階段說明: (1) 瞬間潛變(Primary creep): 潛變率隨著時間的增加而減少,這是因為應變硬化的產生導致於潛變率隨 著時間而遞減。 (2) 穩態潛變又稱次級潛變(Secondary creep): 潛變率的斜率為定值圖形上表示為線性,此階段通常是最長時間的潛變階 段,潛變率並不會隨著時間而產生變化,因為這個時期應變硬化與應變軟 化互相競爭達達成平衡。 (3) 第三潛變(Tertiary creep): 在潛變最後一個階段,應變硬化已經無法抵擋應變軟化的發生,潛變率隨 著時間快速攀升,最後材料無法負荷產生斷裂。潛變發生變化時,從瞬間 潛變(Primary creep)至第二階段穩態潛變(Secondary creep)時,潛變速率會 有個最低點稱為最小潛變應變率(Minimun creep strain rate),潛便到第三階 段時超合金的顯微組織則會發生不可逆的變化,然而在潛變的機制中,有 另 外 兩 種 機 制 分 別為 差 排 潛 變 (Dislocation creep) 與 擴 散 潛 變 (Diffusion creep)。通常在潛變的過程中,兩者都會同時進行,而其分別在於溫度高低 與拉力的大小。若溫度大於 0.9 倍的熔點,則其擴散潛變影響較大;若應力較大,而溫度較低的情形下,差排潛變則較為明顯[18-20]
2-7-3 潛變變形理論
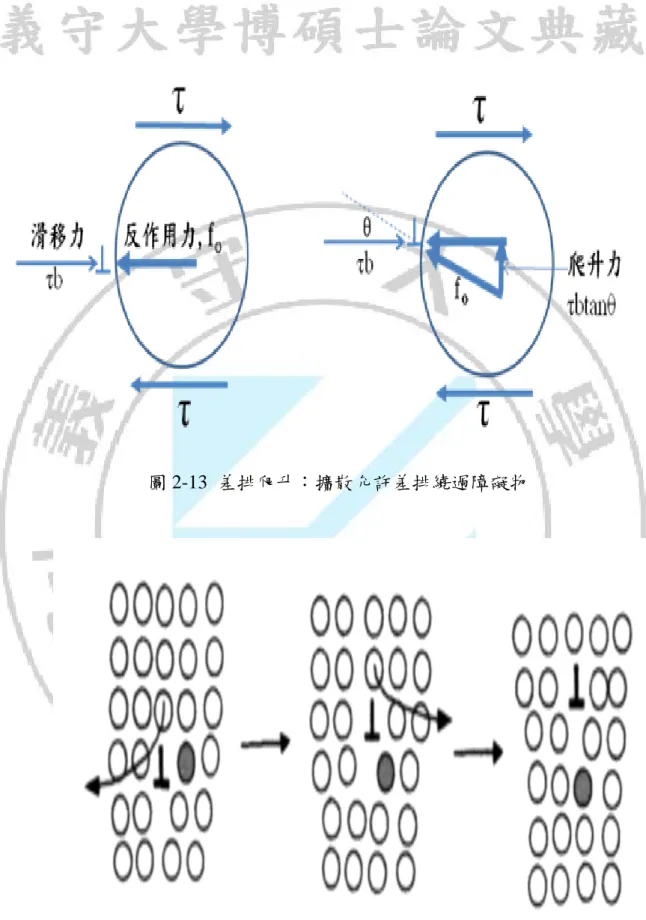
一般超合金中,在低溫塑性變形(plastic Deformation)主要是藉由差排滑 移(Glide)與少部分藉由雙晶變形(twinning)來發生。然而在高溫環境中有兩個 主 要 變 形 理 論 , 分 別 是 擴 散 潛 變 (Diffusion creep) 及 差 排 潛 變 (Dislocation creep),兩種潛變變形理論都與擴散理論有密切關係。擴散潛變發生在低應 力且藉由空孔(Vacancy)擴散控制,因此在拉伸應力下空孔可藉由晶界發生位 移,圖 2-12 說明空孔與原子擴散路徑,而通常在潛變試驗中,空孔大多於晶 界中,因此晶界的多寡、大小、晶粒尺寸都會影響潛變率的增減,擴散是一種 應力活化過程,較高應力表示有較大的擴散,故有較大之潛變應變(Creep strain)。 由於晶界是空孔之主要來源,因此潛變率與晶粒尺寸有密切關係,當晶 粒尺寸變小時,晶界面積大幅增加因此潛變率增加,故細晶材料有較大之潛 變應變。對照於低溫行為,較小的晶粒有較大降伏應力與較小的應變。 上述兩種理論皆與應力程度及晶界滑移(grain boundary sliding)有關,為了調 節原子移動,晶界必定有相對的移動。在高應力時,差排潛變變的較重要。 圖 2-13 顯示差排被析出物所拴住之關係,差排活動受外應力(τ)所影響,所 以滑移力是 τb,b 是布格向量(Bouguer's vector)之絕對值。如果差排遇到析 出物時,在中間平面(mid-plane)反作用力與滑移力會達到平衡,因此通常會 有額外的爬升力源於反作用力,此爬升力試著移動差排離開滑移面,因為差 排只能夠在平行滑移面上滑移,不能夠藉滑移向上移動。但如圖 2-14 所示, 原子擴散的離開會造成差排爬升然後繼續移動,這是應力控制擴散過程。 當溫度高於 0.3Tm時爬升即開始發生,當溫度在 0.3Tm至 0.5Tm之間爬升 是導源於差排核心擴散(Core diffusion),當溫度高於 0.5Tm時爬升過程是受體 擴散(Buck diffusion)所控制。由於在所有潛變方程式中都有擴散項式出現, 如果這些項式由擴散關係式 D =D0exp-(Q/RT)所取代,即可獲得 Arrhenius 形式
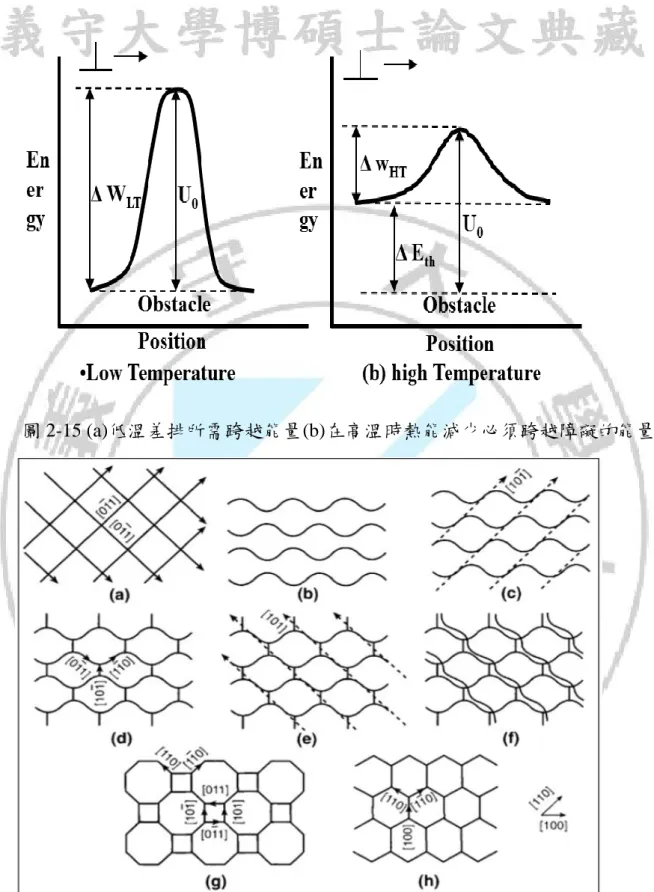
潛變率,所以潛變變形與溫度有強烈的關係。超合金的潛變性能與顯微組織 的參數有關,其中 γ'析出強化相的體積分率、型態及晶格失調度、碳化物 的型態、晶粒尺寸及形狀等都是影響潛變的重要因素[21] 。 差排潛變(Dislocation Creep)的差排移動會決定潛變速率,因此運動時需 要克服接近障礙物時的能量距離,也需要考慮到潛變測試的溫度與應力,而 施予的應力則會驅使差排越過障礙,差排滑移對潛變率的影響可由下列公式 表示: e x p (0 e x p () ) 0 kT bA kT U DG (2-4) 公式中
0為材料常數(原子震動的頻率),U0 為克服障礙物所需能量,k 為波 爾茲曼常數,T 為溫度,τ為所施加的應力,b 為布拉格向量,A 為滑移面的 面積。第一個指數項表示內部的活化能,第二個指數項為應力在熱能量的比 例,如圖 2-15 所示[22] 。在圖 2-15(a)中差排在低溫時要越過障礙物時則需要Δ WLT的能量(b)差排在高溫中有熱能ΔEth的輔助所需的能量ΔWHT相對比較少 這也代表著差排在高溫時較容易滑移與爬升。 差排分布於 γ 和 γ'相之間的位置是由晶格錯配(Lattice misfit)所決定,晶 格錯配的定義為:
a a a a ' ' 2 (2-5) aγ´ 和 aγ 分別是 γ 基材相跟 γ'析出相的晶格參數。當合金析出圓球形 γ'強化 相時,晶格錯配接近於零,然而當合金的≈ 0在其內部會發現差排分散在整 個基材當中,較不易形成界面上的差排網。當一個晶格錯配可以促使產生竹筏狀(Rafting)的 γ'相,可以推動形成界面的差排網格(Dislocation network)[23],
竹筏狀的γ'相可以使差排聚集在橫向的 γ 和 γ'的基材通道,這是有利於高溫超
合金的行為之一,可以增加材料的潛變性能,而差排網格的形成則可以減輕γ
和γ'的錯配應變(Misfit strain),如圖 2-16[24]所示各種差排網格[25]
圖 2-1 常見於超合金的合金成分
圖 2-3 單相合金之晶粒凝固後型態分佈圖[7]
圖 2-5 (a)Crystal structure of γ (b)Crystal structure of γ'[9]
圖 2-6 Turbine blading in the (a)equiaxed (b) columnar (c) single-crystal forms. (b)
圖 2-7 Mar-M200 經傳統鑄造、單方向凝固及單晶鑄造的潛變壽命圖
圖 2-9 等軸晶、柱狀晶與單晶潛變強度、抗熱疲勞強度及抗高溫腐蝕性比較
圖 2-11 潛變壽命曲線圖
圖 2-13 差排爬升:擴散允許差排繞過障礙物
圖 2-15 (a)低溫差排所需跨越能量(b)在高溫時熱能減少必須跨越障礙的能量
第三章 實驗材料與步驟
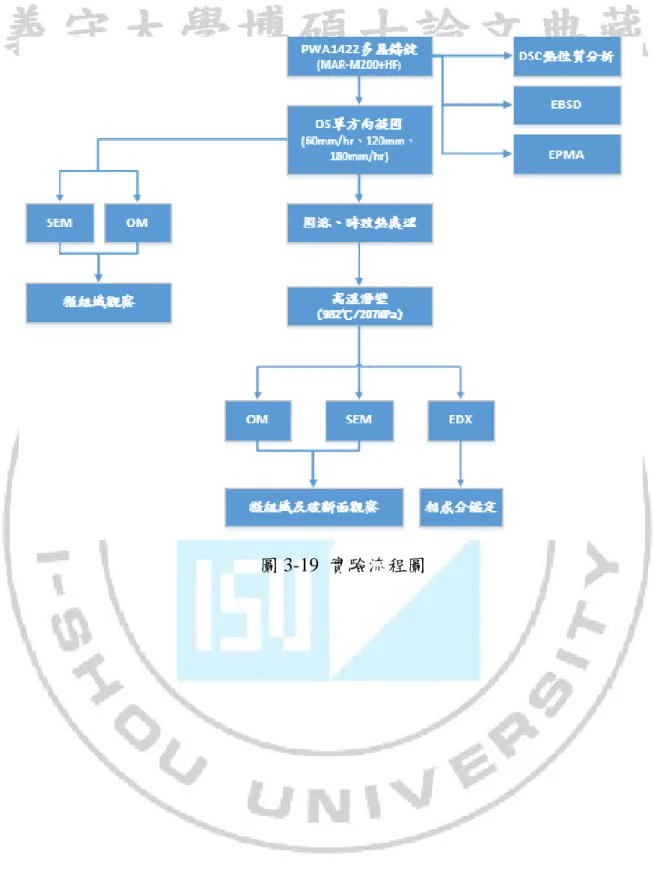
本研究針對原材及不同的單方向凝固之 MAR-M200+Hf 鎳基超合金進行 不同的熱處理後對機械性質的影響,過程先將多晶鑄錠材料 MAR-M200+Hf 經過下拉速率 60mm/hr、下拉速率 120mm/hr 和下拉速率 180mm/hr 三種不同 抽引速度之單方向凝固製程,並將單方向凝固後之試棒進行 EBSD(Electron Backscattering Diffraction) 晶 粒 方 位 分 析 及 EPMA(Electron Probe X-ray Mircoanalyzer)微量元素偏析分析,隨後再將原材及不同的單方向凝固試棒進 行熱處理(固溶 1200℃/4hr/ArC,1100℃/4hr/ArC,900℃/32hr/ArC),之後再進行 高 溫 潛 變 機 械 性 質 測 試 。 熱 處 理 過 後 之 試 棒 使 用 光 學 顯 微 鏡 (Optical Microscope)及掃描式電子顯微鏡(Scanning Electric Microscope)進行微觀組織 觀察、EDS(Energy Dispersive X-ray Spectrometry )功能做半定量分析,最後探 討不同下抽速度經過相同熱處理後潛變的差異性。根據上述研究方法,本實 驗流程如圖 3-19 所示。
3-1 實驗材料
本研究所使用的鎳基超合金為 PWA1422 多晶超合金鑄錠,是由國家中央 科學研究院所提供,是 MAR-M200 超合金為基礎添加 Hf 元素而來。圖 3-1 為 合金鑄錠經過精密真空鑄造爐熔煉後以傳統鑄造法澆鑄,再委託廠商線切割 將鑄錠裁切成直徑為 1cm 長度為 13cm 的多晶試棒,如圖 3-2。之後再將多晶 試棒進行單方向凝固製程成單方向晶試棒。其主要目的是想要知道添加 Hf 元 素對於鎳基超合金的影響,且能否可以改善其碳化物微結構、穩定性及增加 超合金室溫至中高溫的延展性,材料成分如表 3-1 所示。
3-2 熱性質分析(DSC)
為了瞭解 PWA1422 的熱性質,以利於對材料熱處理之參數設計,我們會 進行 DSC 熱性質分析,試片的尺寸配合儀器規定所需,重量為 0.025~0.030g 之間,DSC 檢測的參數升溫速率為 10℃/min,升溫至 1450℃,然後降溫至室 溫,分析溫度的區間主要在升溫到 800℃至 1450℃及降溫至 800℃這兩段區 間,使用的載台為氧化鋁坩鍋,儀器為義守大學材料系提供,型號 NETZSCH DSC 404,如圖 3-3 所示。3-3 單方向凝固試棒鑄造製程
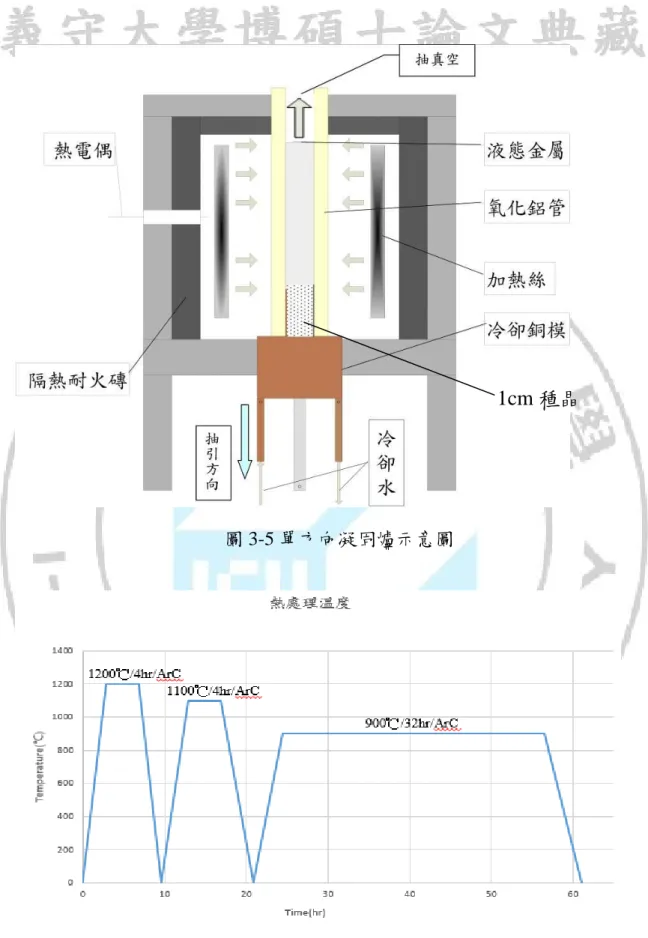
首先先將鑄錠委外廠商進行線切割成試棒,如圖 3-2,再經由實驗室自己 的配備單方向凝固爐,如國 3-4 及圖 3-5 示意圖[27]進行單方向凝固鑄造,鑄造 方式先將線切割後的試棒用低耗數砂紙將表面的氧化層去除,並已酒精擦拭 乾淨,確保試棒上無任何氧化物,之後先將些許隔熱棉約 1~2cm 放入耐溫 1800 ℃的氧化鋁管底部,此動作是讓試棒處於底座之冷卻銅模上方,再放入約 1cm 的總金,最後放入試棒,氧化鋁管口徑為 12mm,氧化鋁管口鎖上不銹鋼套頭, 連結於真空套件,實驗進行時經由真空計觀察內部真空需低於 1,並且定期抽 真空來保持爐內的真空度,溫度到達 1350℃時,真空抽至 5 即可,避免高溫 下氧化鋁管的破裂,讓空氣跑進去,銅模與真空套件內皆通有 20℃的冷卻循 環水,單方向凝固爐鑄造溫度升至設定溫度 1550℃時持溫 1 小時,主要確保 材料能在開始凝固前完全熔融,最後在經由馬達以每小時 60mm、每小時 120mm 及每小時 180mm 的速率向下抽取,使超合金晶粒形成單方向柱狀晶 體,實驗結束後等待爐子降溫至室溫,將氧化鋁管內部試棒取出,即完成。3-4 固溶、時效熱處理
先進超合金多為固溶強化及析出硬化型金屬材料,因此需配合固溶及時 效熱處理來達到強化的目的。經過單方向凝固鑄造爐後的試棒,會產生粗大 化的的γ'強化相,與十字的樹枝狀結構產生偏析的情況發生,所以必需經由固 溶熱處理的方式將偏析的元素與粗大化的 γ'相固溶回於基地中,再經由時效 熱處理的方式將 γ'相的尺寸控制於我們所需要的大小,熱處理參數程序為 1200℃/4hr/Ar+1100℃/4hr/Ar+900℃/32hr/Ar 如圖 3-6。熱處理實驗使用本實 驗室自有的真空管狀爐進行如圖 3-7,操作方式先將試棒放入真空熱處理爐後 開啟機械 pump 抽真空並重複 2~3 次灌入氬氣進行洗管動作,等待爐子真空 度達 10-4 torr 左右後開始進行升溫程序,升溫速率前 1000℃為 5℃/min,1000 ℃後為 3℃/min 熱處理結束後利用氬氣方式冷卻至室溫,並於每一段熱處理 開始前先把試棒上的氧化物清除確保試棒乾淨。3-5 電子微探針(EPMA)成分散布分析
本實驗所使用中山大學貴重儀器中心的電子微探針儀,型號為 JOEL JXA-8530R,EPMA(Electron Probe X-ray Mircoanalyzer)如圖 3-8 所示,試片高 度為不超過 5 mm,不需要冷鑲埋或熱鑲埋,也不需要腐蝕,試片需經過研磨 機 180 號、400 號、800 號、1000 號、1500 號、2000 號、2500 號、4000 號砂 紙進行研磨後再使用 0.3 µm 氧化鋁粉拋光,最後以水拋去除表面的氧化鋁粉 並使用酒精擦拭乾淨,必須注意試片兩面必須平整如圖 3-9 所示,最後使用 EPMA 之 Mapping 功能,進行單方向凝固後試片成分鑑定,以及鑄造後的元 素分部。3-6 背向散射電子繞射(EBSD)晶粒方位分析
在進行單方向凝固鑄造後,將 DS 試棒進行晶粒方位分析,在進行單方向 凝固鑄造後,將 DS 試棒進行晶粒方位分析,本實驗使用中山大學貴儀中心的 EBSD(Electron Backscattering Diffraction) ,型號為 ZEISS-SUPRA55 SEM 上 外加附件 OXROFD Link Opal 系統如圖 3-10。試片製備的方式將試片研磨厚 度不能高於 2 mm,試片需經過研磨機 180 號、400 號、800 號、1000 號、1500 號、2000 號、2500 號、4000 號砂紙進行研磨後再使用 0.3 µm 氧化鋁粉拋光, 最後以水拋去除表面的氧化鋁粉並使用酒精擦拭乾淨,經研磨後長時間拋光 讓試片呈現完整鏡面且無刮痕,此外試片須保持兩面平整否則可能造成機器 的誤判如圖 3-11,而 EBSD 可以很簡單的檢測出本實驗 γ'的晶粒方向。
3-7 潛變測試
經過熱處理後,加工成符合潛變實驗之規格,其中間標距長度(Gage length)為 25.4 mm,直徑為 6.35 mm,總長度為 12.7 mm 如圖 3-12、圖 3-13。 本實驗使用實驗室自有的高溫潛變試驗機,型號為美國 ATS Series 2330 Lever Arm Creep Tester 如圖 3-14,機器是使用槓桿平衡原理,以達到固定平衡應力 的效果。而高溫爐是以三點熱電偶(Thermo Couple)分別綁置於潛變試棒之 Gage length 上端,中間與下端,用途是為了要監測在升溫時是否有受到均勻 的溫度,而三點誤差範圍值為正負 0.2℃,其誤差範圍皆符合 ASTM 之規範溫 度,最後再藉由潛變試驗機傳送訊息之電腦,使用電腦控制與最後的資料擷 取來畫出潛變壽命圖。 本實驗測試溫度為 982℃應力為 207 MPa,是一種高溫低應力的測試條 件;升溫速率為 250℃/hr,當溫度上升至 Gage length 之上、中、下溫度皆接 近 982℃時進入 Soak Time Step,Soak Time 設定為 2 個小時,此階段目的是為了讓爐裡溫度均勻到達 982℃,當溫度到達後潛變試驗機會開始自動將升 起臂桿至水平後正式開始進行試驗,此時連接試驗機的電腦會隨時記錄高溫 潛變試驗機的三條熱電偶的溫度、試棒變化量,直到試驗結束後再由軟體輸 出後進行潛變數據分析如圖 3-15。
3-8
SEM(Scanning Electric Microscope)試片製作及觀察
利用快切機切下厚度約 5mm 之母材、單方向凝固熱處理後之試片,並進 行冷鑲埋,再以 180、400、600、800、1000、1500、2000、2500 號砂紙依序 水磨後,再依序以 1.0μm、0.3μm 之氧化鋁粉進行拋光,最後利用水拋將殘留 的氧化鋁粉帶走並將試片吹乾;腐蝕部分利用電解腐蝕方式,電解腐蝕液使 用 70ml 磷酸+30ml 水調配而成,電壓伏特設於 10V,電流為 0.1A 至 0.15A, 電解時間約為 5~10 秒如圖 3-16;本實驗所用 SEM 型號為 Hitachi-3400 及 Hitachi-4700,如圖 3-17、3-18。操作模式在加速電壓 0.5~30KV,在 SEM 高 解析度下可觀察到 MAR-M247 的 γ'相形態上的變化並利用 SEM 機台附屬的 EDS(Energy Dispersive X-ray Spectrometry )功能做半定量分析;破斷面部分利 用慢切割機切下破斷試棒的縱面與橫面,並觀察變化。
表 3-1 為 MAR-M200+Hf 成分表
Alloy Ni C Cr Al Co W
(wt%) Bal. 0.13 8.88 5.13 9.95 12.20
Alloy Hf Nb Ti Zr B
圖 3-1 多晶母材鑄錠
圖 3-3 高溫示差掃描量熱儀(DSC)
圖 3-5 單方向凝固爐示意圖
圖 3-6 熱處理示意圖
圖 3-7 高溫真空熱處理爐
圖 3-9 電子微探針(EPMA)試片
圖 3-11 EBSD 試片
圖 3-13 潛變試棒
圖 3-15 潛變試驗機示意圖
圖 3-17 SEM-3400(Hitachi-3400)
第四章 結果與討論
4-1
MAR-M200+Hf DS 試棒巨觀觀察
原材及經過 DS 鑄造後之試棒如國 4-1,取試棒上中下端來進行巨觀觀 察,上端距離固液界面 12cm,中間距離固液界面 8cm,下端距離固液界面 1cm 可發現原材上端的晶粒尺寸約為 1.55mm,中間晶粒尺寸約為 1.52mm,下端 晶粒尺寸約為 2.11mm 如圖 4-2,下拉速率 60mm/hr 上端及中端的晶粒尺寸約 為 5.59mm,下端的晶粒尺寸約為 3.29mm 如圖 4-3,而下拉速率 120mm/hr 上 端晶粒尺寸約為 4.12mm,中間晶粒尺寸約為 3.72mm,下端晶粒尺寸約 2.54mm 如圖 4-4,下拉速率 180mm/hr 上端晶粒尺寸約為 3.75mm,中間晶粒 尺寸約為 3.54mm,下端晶粒尺寸約 1.31mm 如圖 4-5,說明了下抽速度慢所 以冷卻速率慢,造成晶粒成長時間較長形成較大的晶粒尺寸,而冷卻速率快 者則晶粒成長時間短形成較小的晶粒,由縱切圖中可觀察到隨著熱流方向成 長的晶粒形態均為樹枝柱狀晶,圖 4-1 下拉速率 60 mm/hr 橫切面更能明顯看 出均勻的樹枝柱狀晶結構。此巨觀之結果,是由於晶粒在成核後受到一個固 定的方向熱流,使得單一取向的晶粒比其他取向生長來的速度快;並朝橫向 擴展而消除了慢速生長的取向,故晶粒有優選方位(Preferred Orientation)的樹 枝柱狀晶結構,且單方向凝固製程之晶粒並不是完全等軸向的發展,會有些 偏析的方向存在。凝固的過程中合金在持續冷卻的情況下,組成方向軌跡回 隨著液相界面熱流方向成長上去。圖 4-1 MAR-M200+Hf 下拉速率 60mm/hr 巨觀照(縱切) 圖 4-2 MAR-M200+Hf 原材巨觀照(橫截面) 表 4-1 原材各位置晶粒尺寸
Position
上端
中端
下端
Grain size
1.55mm
1.52mm
2.11mm
圖 4-3 MAR-M200+Hf 下拉速率 60mm/hr 巨觀照(橫截面) 表 4-2 下拉速率 60mm/hr 各位置晶粒尺寸
Position
上端
中端
下端
Grain size
5.59mm
5.59mm
3.29mm
圖 4-4 MAR-M200+Hf 下拉速率 120mm/hr 巨觀照(橫截面)表 4-3 下拉速率 120mm/hr 各位置晶粒尺寸
Position
上端
中端
下端
Grain size
4.12mm
3.72mm
2.54mm
圖 4-5 MAR-M200+Hf 下拉速率 180mm/hr 巨觀照(橫截面) 表 4-4 下拉速率 180mm/hr 各位置晶粒尺寸Position
上端
中端
下端
Grain size
3.75mm
3.54mm
1.31mm
4-2
MAR-M200+Hf DS 試棒微觀觀察
先進鎳基超合金主要微組織以基地相 γ、析出強化相 γ'、碳化物及非平 衡共晶相γ/γ' (Non-equilibrium Eutectic γ/γ')等所組成。根據凝固過程參予反應 的性質有幾種可能性,超合金中最常見的 2 種分別為共晶相(eutectic)和包晶 變化(peritectic transformation),共晶相是在單方相最終凝固過程產生微偏析 (Microsegregation)所形成。而包晶變化類似共晶反應,意思指在固定溫度下 固定比例的液相和固相反應產生單一個固相。圖 4-6 為多晶與 3 種下抽速度 之析出強化相 γ'的形狀及大小,γ'相在連續冷卻過程中從基材析出,經過了 三個階段分別為成核(uncleation)、成長(growth)和成熟(ripening)。當溫度接 近於固相線時,γ 相能將形成 γ'相的元素大量溶解,但隨著溫度降低可溶性 也大幅降低,因為γ 跟 γ'相之間的晶格錯配(lattic misfit)非常小,導致析出相 與基材的原子核是連貫的且所需的成核能量較低。由於連續冷卻下 γ'相的形狀成長從圓球狀正方體ogdoadically diced cubeoctodendrit樹突狀,如 圖 4-7 所示。圖 4-6(A)中多晶因鑄造時冷卻速率極快,γ'析出相形狀為不規則 形狀,尺寸呈現不均勻情況。而經過單方向凝固後,下拉速率 60mm/hr 試棒 因冷卻速度慢,其 γ'形狀慢慢成長為 dendrite 形狀,如圖 4-6(B)。下拉速率 120mm/hr 試棒可以發現部分 γ'形狀為 dendrite 形狀部份是 octodendrite 形狀, 如圖 4-6(C)。而下拉速率 180mm/hr 試棒因冷卻速率快,導致 γ'相快速成型, 形狀成長為 octodendrite 就停止成長,如圖 4-6(D)。 圖 4-8 為碳化物與共晶相 γ/γ'分佈狀況,圖 4-8(A)未經過單方向凝固的 母材之碳化物屬於骨架形的 MC 碳化物,共晶相分佈在基材之中。圖 4-8(B)(C)(D)中經過不同下抽速度單方相凝固後碳化物形狀皆為長條或者顆粒 狀,而非平衡態的共晶相 γ/γ'通常沿著凝固前端以耦合(coupled)的方式進行 成長,分佈樹突狀的枝晶之間,歸因於 Al 和 Ti 原子擴散到樹枝狀的核心。 根據文獻上多晶的碳化物形狀較為狹長,因冷卻速率較快,MC 型碳化物來
不及成長所致,而單方向凝固製程因冷卻速度慢,MC 型碳化物的形狀較偏 向塊狀,細長的碳化物較少。而經過單方向凝固製程之試棒,皆可在晶界上 發現共晶相γ/γ'與 MC 型碳化物分佈在上面。 ㄧ般鎳基超合金中常見的碳化物有 MC、M6C 及 M23C6 等三種形式,根 據文獻上,脆性的 MC 碳化物分佈在晶界上會降低其機械性質,而延展性較 好的 M23C6或者共晶相γ/γ'出現在晶界上則會增加材料的延展性。由於 MAR-M200+Hf 碳含量較多,高達 43.43wt%成分如圖 4-9,因此主要目的要透過之 後的熱處理來控制碳化物、共晶相的數量或者γ'的大小形狀。 圖 4-6 γ´相 SEM 觀察(A)原材(B)下拉速率 60mm/hr(C)下拉速率 120mm/hr (D)下拉速率 180mm/hr
圖 4-7 γ'相經過連續冷卻後形狀之變化
圖 4-8 碳化物及 γ/γ'共晶相 SEM 觀察(A)原材(B)下拉速率 60mm/hr (C)下拉速率 120mm/hr(D)下拉速率 180mm/hr
ogdoadically diced cube octodendrite cube
sphere
圖 4-9 MC 碳化物之 EDS 成分表(wt.%)
4-2-1
單方向凝固之樹枝狀晶
當合金在某一特定的凝固速率下凝固時,會有樹枝狀晶的形成,是因為 溶質在合金凝固過程中,會發生分佈不均勻的情況所造成。而由圖 4.4 的樹枝 狀晶結構中,可以算出樹枝狀晶的間距,其方法是以不同的抽引速度取五組 十字中心到十字中心的距離,然後加以計算平均,則可發現主要枝晶間距和 二次枝臂間距都會隨著抽引速度之增加而減小,計算方式一次枝晶間距1 與 凝固速率 VI和溫度梯度 GL的關係式為 4 1 2 1 1 1 A GL VI λ ,二次枝晶間距與 局部凝固時間f 之間滿足
3 1 2 2 A f 。而主要枝晶間距與二次枝晶間距量 測結果,在主要枝晶間距方面(1)60mm/hr 約為 0.31 ㎜;(2)120mm/hr 約 為 0.21 ㎜;(3)180mm/hr 約為 0.14 ㎜。在二次枝晶間距方面(1)60mm/hr 約為 0.13 ㎜;(2)120mm/hr 約為 0.11 ㎜;(3)180mm/hr 約為 0.7 ㎜。4-3
EBSD 晶粒成長方位分析
本研究利用 EBSD 方位鑑定原材及單方向凝固三種不同抽引速度下晶粒 成長的方向,是將四種分別為原材、下拉速率 60 mm/hr、下拉速率 120mm/hr 與下拉速率 180 mm/hr 抽引速度之試棒,各取其上端、中端及下端位置處橫 截面試片作分析,因為此處晶粒為經過競爭成長後,形成最穩定之柱狀晶, 且其柱晶較接近潛變試驗時試棒中段標距長度(Gauge length)之型態。 在柱狀晶粒成長方位之量測,EBSD 係以[001]垂直試片之優選方位定為 Z-axis 方向。圖 4-10 為原材上端之方向鑑定結果,從 Scanning 分析鑑定圖 中可發現上端因為存在著非常多不同的方向[116]、[113]、[356]、[013],因為 原材為多晶(Polycrystalline),所以很多方向未被競爭,就會間接影響其機械性 質,另外可以看到原材的中端及下端也是非常多的方向。圖 4-13 為下拉速率 60mm/hr 上端之方向鑑定結果,從 Scanning 分析鑑定圖中可發現上端只有少 量[014],主要是由[116]方向所涵蓋面積較廣;到了中間段時,則是由大面積 的[001]優選方向所分佈,及有少部分的[104]、[116]偏析方向所組成,[116]與 [001]角度差 15 度,如圖 4-14 所示,到了下端為固液界面附近可以發現有非 常多的方向在競爭,以[125]方向分佈,如圖 4-15 所示。 而下拉速率 120mm/hr 上端部分從 Scanning 分析鑑定圖結果屬於[001]優 選方向及[116]各佔一半,如圖 4-16 所示;圖 4-17 為中間部分成長方向,還 是以[116]、[001],此並沒有偏移情況產生,這表示經由本實驗所鑄造的單 方向凝固柱狀晶成長方位均與理論優選方位相去不遠。 再來是下拉速率 180mm/hr 上端部分從 Scanning 分析鑑定圖[016]及[116]各佔一半,並沒有出 現[001]優先方向,但是都非常接近,如圖 4-19,中端有三個方向[114]、[115]、 [116] ,這三個方向是一致的,所以並沒有偏析情況發生如圖 4-20,而原材及 三種速度下都有其他成長方向,是因為合金中各組成元素在結晶時分佈不均 勻,且可能為在成長過程中受到擠壓的橫向樹枝狀晶(Dendrite)。原材 上端
A 區塊[116]
B 區塊[113]
C 區塊[356]
D 區塊[013]
原材 中端
A 區塊[025]
B 區塊[134]
C 區塊[112]
D 區塊[223]
E 區塊[335]
F 區塊[216]
原材 下端
A 區塊[213]
B 區塊[225]
C 區塊[315]
D 區塊[445]
E 區塊[456]
F 區塊[235]
下拉速率 60mm/hr 上端
A 區塊[116]
B 區塊[014]
下拉速率 60mm/hr 中端
A 區塊[001]
B 區塊[016]
C 區塊[104]
下拉速率 60mm/hr 下端
A 區塊[136]
B 區塊[125]
C 區塊[103]
D 區塊[114]
E 區塊[126]
下拉速率 120mm/hr 上端
A 區塊[116]
B 區塊[001]
下拉速率 120mm/hr 中端
A 區塊[001]
B 區塊[116]
下拉速率 120mm/hr 下端
A 區塊[116]
B 區塊[213]
C 區塊[116]
D 區塊[216]
E 區塊[456]
下拉速率 180mm/hr 上端
A 區塊[016]
B 區塊[106]
下拉速率 180mm/hr 中端
A 區塊[114]
B 區塊[115]
C 區塊[116]
下拉速率 180mm/hr 下端
A 區塊[016]
B 區塊[012]
C 區塊[023]
D 區塊[015]
4-4 EPMA 成分散佈分析
將原材及經過不同速度之單方向凝鑄後之試片進行 EPMA 檢測元素是否 有偏析狀況,選用超合金的基本組成元素來分析,其分析結果不管是原材或 是三種下抽速度都並未有明顯的元素偏析現象,其碳化物上含著少量的 Ti、 Hf 和 W,從元素分佈上此為 MC 型碳化物,如圖 4-22、4-23、4-24、4-25 所 示,其他的元素 Cr、Co、Al、Ni 元素都均勻的分佈在晶粒中。 圖 4-22 原材 EPMA-Mapping 分析圖 4-23 下拉速率 60 mm/hrEPMA-Mapping 分析
圖 4-25 下拉速率 180 mm/hr EPMA-Mapping 分析
4-5 熱處理前後微組織觀察
在經過單方向鑄造後會形成兩種影響材料機械性質的行為,第一會形成 非均質分佈,第二會形成二次相(Secondary phase)在枝晶相中,以上兩種均 會對機械性質造成有害的影響。因此必需透過熱處理程序來獲得均勻且均質 的微觀組織,改善材料的機械性質。 固溶熱處理主要作用是將粗大化 γ'相及偏析的元素固溶回 γ 基底中,再 經由時效熱處理進行析出強化。由圖 4-26 比較可以發現到經由完整熱處理 (固溶+一次時效+二次時效)後的 γ'相粒徑較小且排列較整齊,而超合金若要 擁有良好的機械性質強度,主要因素為需要有整齊、大小一致及有序排列在 一起的 γ'強化相, 這樣才能有效的阻擋差排的滑移,而在試片碳化物及 γ/γ' 共晶相在超合金中也扮演了重要的部分,因為碳化物為比較堅硬的晶粒,當差排移動至碳化物時會堆積於碳化物周邊,因此有一定的比例之碳化物能提
升超合金性質,而γ/γ'共晶相則可以提高超合金的延性。
圖 4-26 MAR-M200+Hf 經過熱處後 SEM 圖(A)原材 (B)下拉速率 60mm/hr(D)下拉速率 180mm/hr
4-6 潛變試驗
4-6-1
潛變數據分析
本研究潛變試驗參數依據文獻記載標準設定試驗溫度為 982℃、潛變應 力為 207MPa,屬於中高溫低應力的潛變條件,在此情況下潛變曲線第一階段 時間非常的短,因此在曲線圖中第一階段並不明顯。文獻記載原材 MAR-M200+Hf 在 982℃/207MPa 下的潛變壽命(Creep rupture life)約為 35 小時。
同熱處理條件下,DS 對於潛變壽命之影響。從圖 4-27 可以發現原材潛變壽 命為 25 小時及潛變率為 1.32%,比文獻上少了 10 小時,研判是實驗上誤差, 但是我們發現在下拉速率 60mm/hr 是潛變裡面最好的壽命長達 185 小時及潛 變率達 21.85%,從這裡可以說明因為下拉速率快慢的關係,導致下拉速率 60mm/hr 擁有較均勻大小的 γ'顆粒,在潛變變形過程差排移動非常迅速,沒有 受到障礙物阻擋,導致潛變應變較高,可以使差排均勻散佈,使其增加抗潛變 特性,另外文獻上則提到細小、連續或者波浪狀(Rafts)的 γ'顆粒,可以提高抗 潛變的能力,並且可以有效阻擋差排在γ'相周圍爬升,下拉速率 120mm/hr 潛 變率為 145 小時及潛變率 18.92%,下拉速率 180mm/hr 潛變率為 132 小時及 潛變率 21.23%,因為下拉速率 180mm/hr 晶粒尺寸(Grain size)較小晶界(Grain boundary)數量相對的多,而在高溫時晶界會比較薄弱,因空孔在晶界擴散形 成空隙,差排也會沿晶界產生滑移,造成裂縫沿著晶界產生,減少潛變壽命。 根據引擎材料規範,MAR-M200+Hf 超合金在潛變測 982℃/207MPa 下,潛變 壽命需大於 25 小時、伸長率須大於 4%,本次潛變結果也高於規範標準,但 是用於引擎材料時潛變應變不能太大,潛變應變太大代表變形量大,造成引 擎運作時很快就會崩壞,最佳的結果希望潛變壽命能夠久一點,而潛變應變 落在一定範圍。如果從應用的觀點來看最適合做為飛機引擎的參數依序為下 拉速率 60mm>下拉速率 120mm>下拉速率 180mm>原材。
圖 4-27 MAR-M200+Hf 高溫潛變曲線圖
4-6-2
潛變破裂面巨觀觀察
為了了解超合金的破斷原因及破斷型態,將經過 982℃/207MPa 高溫低 應力的破斷面,以 SEM 觀察其斷裂面,以判斷破斷的原因。 從圖 4-28、4-29 分別可以看到原材、下拉速率 60mm/hr、下拉速率 120mm/hr、下拉速率 180mm/hr 經過潛變拉斷後的巨觀觀察,發現破斷面皆呈 現蜂窩狀(dimple)組織,γ´析出相在潛變的過程中,受到長時間的高溫及施加 應力而造成變形,主要破裂帶有一些延性破裂的現象,斷裂面上可以發現破 碎狀的碳化物分佈在其中,而且裂縫會從這些碳化物表面開始慢慢形成,而 我們從圖可以判斷原材及三個不同下拉速率的試棒皆屬於延性破裂。圖 4-28 982℃/207MPa 潛變破斷面觀察 (A)原材 50 倍及 500 倍 (B)下拉速率 60mm/hr 50 倍及 500 倍
圖 4-29 982℃/207MPa 潛變破斷面觀察(A)下拉速率 120mm/hr 50 倍及 500 倍 (B)下拉速率 180mm/hr 35 倍及 500 倍
4-6-3
潛變破裂面微組織觀察
γˊ相在經過潛變後會從一個立方形變成扁平片狀的形態,稱為竹筏狀 (Rafting),任何鎳基超合金在高溫受到長時間的應力時,在潛變第一階段 γˊ相 會保持原始形狀,進入第二階段穩態潛變時,γ´相開始向垂直應力軸的兩邊變 形形成竹筏狀,此現象在潛變過程中是必定會產生的,當在高溫過程中施加 應力時,基材中竹筏狀的 γˊ相會變得更明顯,在進入潛變第三階段時 γ 基地 相和γ´析出相會形成這樣的形態去抵抗變形,從圖 4-30 發現原材的 γ´析出相 幾乎沒有變形,間接影響機械性質,所以在高溫下施加應力,內部擁有太多空 位,γ´析出相抵擋不住應力,就直接斷裂。圖 4-30 982℃/207MPa 潛變後 rafting 觀察 (A)原材(B)下拉速率 60mm/hr (C)下拉速率 120mm/hr(D)下拉速率 180mm/hr
![圖 2-3 單相合金之晶粒凝固後型態分佈圖 [7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931296.267822/30.892.122.772.100.1096/圖23單相合金之晶粒凝固後型態分佈圖7.webp)