規則式方法應用於彈性製造系統的派工問題研究
87
0
0
全文
(2) 規則式方法應用於彈性製造系統的派工問題研究 A Study of Applying Off-line Rule-Based Method to Solve the Dispatching Problem in FMS. 研 究 生:郭俊良 指導教授:彭德保. Student:Chun-Liang Kuo Advisor:Der-Baau Perng. 國 立 交 通 大 學 管理學院 (工業工程與管理學程) 碩士班 碩 士 論 文. A Thesis Submitted to Department of Industrial Engineer and Management College of Management National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Industrial Engineer and Management. June 2007. Hsinchu, Taiwan, Republic of China. 中華民國九十六年六月. -- 2.
(3) 規則式方法應用於彈性製造系統的派工問題研究. 學生:郭俊良. 指導教授:彭德保. 國立交通大學 管理學院 (工業工程與管理學程) 碩士班. 摘 要 本論文將探討應用決策樹、決策表、IPO 模式(Input-ProcessOutput Model)及彩色斐氏圖(Color Petri-Net)等一系列方法與程序 來擷取、分析專家的知識、經驗,並使用智慧型決策支援系統 (IDSS)提供的人機介面,轉換、模擬與測試知識規則及決策模型, 將知識轉換過程的分析方法與程序予以明確化,讓使用者能因此 按部就班,逐步分析、構建知識規則。 而本論文所使用的 IDSS 工具是應用網際網路技術、決策支援 概念及 Java Expert System Shell(JESS)推論引擎所發展的規則 式推論編輯工具,其提供圖形化知識規則編輯器及決策元件封裝 嵌入功能,使得建置、編輯知識規則與整合外部系統或裝置更加 彈性。並以彈性製造系統(Flexible Manufacture System, FMS)作為 測試、驗證載具,以實際驗證本研究所提出之分析方法與程序的 可行性與實用性。. 關鍵字: 彩色斐氏圖、規則式推論、規則轉換、JESS、派工. i.
(4) A Study of Applying Off-line Rule-Based Method to Solve the Dispatching Problem in FMS. student:Chun-Liang Kuo. Advisor:Dr. Der-Baau Perng. Degree Program of Industrial Engineering and Management National Chiao Tung University. ABSTRACT This thesis was described a method and procedure that apply decision tree, decision table, IPO model and Color Petri Net to analyze the domain experts knowledge and to transfer the knowledge rule and decision model via Intelligent Decision Support System (IDSS). The objective of developing the rule-based inference method is to provide an easy follow knowledge rule construction approach. This IDSS tool was constructed based on the web technology, decision support concept, and Java Expert System Shell (JESS) inference engine. It is to provide the visual editing interface and the decision object’s packaging & embedding function, so as to have the integration of knowledge rule inference ability and other systems are more flexible. The developed method was test and verified experimental results were given to illustrate the usefulness of the developed method via the FMS test platform.. Key Words: Color Petri Net, Rule-based Inference, Rule Transfer, JESS, Dispatching. ii.
(5) 誌. 謝. 本論文得以完成,首先得感謝恩師 彭德保教授,於論文寫作期間所給予的 悉心指導及教誨。其豐富學養,令我深感如沐春風,受益匪淺,而且在我攻讀碩 士期間給予許多學業與研究上的寶貴建議及方向,讓我有所深思與啟迪,慮事考 量更周延全面,實是獲益良多,由衷的感謝,難於言表。此外在本研究進行過程 中,非常感謝工研院主管 谷中昭 副組長 的全力支持與鼓勵以及清華大學工業 工程系 張瑞芬教授、台北科技大學 陳凱瀛教授 鼎力協助配合相關學界研究計 畫,使本論文從構想、文獻探討、方法論證、系統架構、分析到實作驗證的每一 階段得以進行一系列完善的探討、測試、驗證及實作。 在研究所兩年的生涯中,感謝工研院 夥伴 蔡瑞彬、亞頌公司 何佩勳博 士、洪嘉偉、清大博士生 林彥伯、蕭維承、北科大碩士生 何佳潭及許許多多相 關老師、學生的共同研究配合,使得論文得以順利完成。 非常感謝 梁高榮教授、陳文智教授、洪一薰教授及 彭德保教授等口試委 員於百忙之中撥冗指導,不吝指教,提供許多寶貴意見及理論論證不足之處,期 使本論文更臻完善。 最後僅將本論文獻給我摯愛的母親、家人、師長、工作夥伴以及所有關愛 我的朋友,感謝您們的支持,才能使我順利完成學業,希望您們同我分享這份成 長的喜悅。. 郭俊良 謹誌於 新竹 工研院 中華民國九十六年六月三十日 –. iii.
(6) 目 錄 摘. 要............................................................................................................ I. ABSTRACT.................................................................................................................II. 誌. 謝..................................................................................................... III. 表 目 錄.......................................................................................................................V 圖 目 錄..................................................................................................................... VI 第一章 緒論................................................................................................................. 1 1.1 研究背景與動機...........................................................................................................................1 1.2 研究目的.......................................................................................................................................2. 第二章 文獻探討......................................................................................................... 5 2.1 彩色斐氏圖 ...................................................................................................................................5 2.1.1 彩色斐氏圖的性質................................................................................................................8 2.2 決策支援系統.............................................................................................................................12 2.2.1 決策支援系統與專家系統的關係 ......................................................................................15 2.2.2 知識的表示.........................................................................................................................15 2.2.3 知識的擷取.........................................................................................................................16 2.2.4 專家系統的建構..................................................................................................................17 2.3 彈性製造系統.............................................................................................................................19. 第三章 分析方法....................................................................................................... 27 3.1 3.2 3.3 3.4 3.5. 問題界定.....................................................................................................................................28 問題描述.....................................................................................................................................29 問題分析.....................................................................................................................................29 規則建置.....................................................................................................................................31 規則測試與驗證.........................................................................................................................34. 第四章 實作與驗證................................................................................................... 36 4.1 概念架構 .....................................................................................................................................36 4.2 派工問題界定.............................................................................................................................38 4.3 派工問題描述.............................................................................................................................39 4.4 派工問題分析.............................................................................................................................42 4.5 推論規則建置.............................................................................................................................50 4.6 推論規則測試與驗證.................................................................................................................58 4.7 推論式 IDSS 派工與撰寫單元 CELL 程式的派工比較 .........................................................62. 第五章 結論與建議................................................................................................... 66 5.1 結論.............................................................................................................................................66 5.2 未來發展方向.............................................................................................................................67. iv.
(7) 表 目 錄 表 1. 斐氏圖組成元素.............................................................................................................................5 表 2. 決策支援系統的定義[吳俊逸,2007] ........................................................................................12 表 3. 不同電腦化系統的比較[SPRAGUE AND CARLSON, 1983][梁定澎,1991] .................................14 表 4. 彈性製造系統的定義...................................................................................................................21 表 5. 彈性製造系統排程.......................................................................................................................23 表 6. 基本決策表 ..................................................................................................................................30 表 7. 系統間訊息交換之生產資訊.......................................................................................................40 表 8. 彈性製造系統派工決策表分析,其中一例說明 .......................................................................46 表 9. 所需收集之生產資訊...................................................................................................................49 表 10. 推論式 IDSS 派工與撰寫單元 CELL 程式的派工比較 ..........................................................64. v.
(8) 圖 目 錄 圖 1. 研究目標概念圖.............................................................................................................................2 圖 2. 研究架構 ........................................................................................................................................4 圖 3. 斐氏圖基本模式圖.........................................................................................................................6 圖 4. 彩色裴氏圖之初始標誌狀態.........................................................................................................6 圖 5. 彩色裴氏圖之激態 T1 激發後標誌狀態.......................................................................................7 圖 6. 彩色裴氏圖之激態 T2 激發後標誌狀態.......................................................................................7 圖 7. 彩色裴氏圖動態行為.....................................................................................................................7 圖 8. 專家系統獲得知識之模式...........................................................................................................17 圖 9. 專家系統建構過程[FREDERICK, 1992] ........................................................................................19 圖 10. CIM 工廠不同階層的系統結構[MALEKI, 2000]........................................................................20 圖 11. 分析設計程序圖.........................................................................................................................27 圖 12. 傳統程式撰寫方式示意圖.........................................................................................................28 圖 13. IDSS 知識規則編輯器示意圖 ...................................................................................................29 圖 14. 基本決策樹圖.............................................................................................................................30 圖 15. IPO 模式基本架構圖 ..................................................................................................................30 圖 16. 彩色斐氏圖激發範例.................................................................................................................31 圖 17. 知識規則編輯介面.....................................................................................................................32 圖 18. 知識規則節點編輯介面.............................................................................................................33 圖 19. 知識規則 LHS 編輯介面 ...........................................................................................................33 圖 20. 知識規則 RHS 編輯介面...........................................................................................................34 圖 21. 知識規則推論驗證執行畫面.....................................................................................................35 圖 22. FMS 派工的決策概念 ................................................................................................................37 圖 23. 彈性製造系統與智慧型決策支援系統的規劃示意圖 .............................................................38 圖 24. 彈性製造系統與智慧型決策支援系統的整合構想 .................................................................42 圖 25. FMS 派工規則分析設計程序圖.................................................................................................43 圖 26. FMS 派工規則之決策樹分析圖.................................................................................................45 圖 27. FMS 派工規則實際建置知識規則之決策樹分析圖.................................................................46 圖 28. IPO 模式實例圖..........................................................................................................................47 圖 29. 推論過程的彩色斐氏圖(CPN)實例圖 ......................................................................................48 圖 30. FMS 驅動 RGV 搬運過程的彩色斐氏圖(CPN)實例圖 ............................................................49 圖 31. IDSS 各功能的樹狀圖................................................................................................................51 圖 32. IDSS 中知識類別建置實例圖....................................................................................................51 圖 33. IDSS 中知識元件建置實例圖....................................................................................................51 圖 34. IDSS 中圖片說明建置實例圖....................................................................................................52 圖 35. IDSS 中資料庫連線組態建置實例圖 ........................................................................................52 圖 36. IDSS 中資料庫資料匯入設定實例圖 ........................................................................................52 vi.
(9) 圖 37. IDSS 中知識規則群組設定引用介面實例圖 ............................................................................53 圖 38. IDSS 中知識規則編輯介面實例圖............................................................................................53 圖 39. IDSS 中知識規則編輯介面拖曳節 A 點實例圖 .......................................................................54 圖 40. 知識規則節點 A 之知識元件、屬性引用實例圖 ....................................................................55 圖 41. IDSS 中知識規則編輯介面拖曳節點 B 及連線實例圖............................................................55 圖 42. 知識規則節點 B 之知識元件、屬性引用實例圖 ....................................................................56 圖 43. 知識規則之連線條件(IF)設定實例圖.......................................................................................57 圖 44. 知識規則連線之動作(THEN)設定實例圖 .................................................................................57 圖 45. 知識規則建置完成實例圖.........................................................................................................58 圖 46. TOMCAT CONSOLE 偵錯介面實例圖...........................................................................................59 圖 47. IDSS 偵錯介面實例圖................................................................................................................59 圖 48. 整合智慧型決策支援系統與彈性製造系統的資料傳輸交換 .................................................60 圖 49. 智慧型決策支援系統推論出的派工結果.................................................................................61 圖 50. 彈性製造系統運作中的即時動畫.............................................................................................61 圖 51. 彈性製造系統運作中實景.........................................................................................................62 圖 52. 智慧型決策支援系統今後發展方向架構圖.............................................................................67. vii.
(10) 第一章 緒論 本章將闡明本研究之背景、動機與研究之目的;陳述建構本論文的分析方法 與程序,最後,並說明本研究實證結果與限制。. 1.1 研究背景與動機 專家系統主要是包含特殊領域的資料、事實以及專家的經驗常識,其中知 識庫的建立即是其中極重要的一環,藉著良好的建構方法與工具可在極短的時間 內建構好專家系統。因此本研究的首要考慮,即是找出適當的方法、步驟和知識 庫格式,以利資料、經驗及知識易於記載、編輯和分享傳承,方便未來專家系統 上的知識表達與前推式、回溯式及複合式等推理法則的建立。 現有已知的專家系統大都針對特定領域而發展的專門系統,除建構工具之 選用、知識表示的方法外,其知識來源、知識擷取、知識規則轉換過程及執行策 略的研究…等實為建構專家系統的眾多難題。 首先,專家知識、經驗的擷取、轉換及相關規則建置,相關人員均須兼具 熟悉電腦程式設計、撰寫技巧及領域知識,遠非一般使用者歷經短暫學習訓練或 與專家密集的晤談溝通即可勝任。其次,從知識、經驗擷取並轉換成電腦系統可 以解讀的過程中,其知識、規則的詮釋及表示將因人而異,很難有一定標準,也 形成專家系統導入過程中的無形門檻。更有甚者,現有專家系統也無法提供一簡 易測試驗證功能,以提供使用者線上驗證其想法與概念,使得建構專家系統更形 困難。 有鑑於此,本研究擬提出一分析方法與程序,並藉由融合人們熟悉的自然 語言語法的知識規則編輯工具[郭俊良 等,2004],可以有系統地擷取、建置、 驗證、管理、分享與再利用專業領域知識(Domain Knowledge),以累積保存歷 年來的知識、經驗和想法。 本研究將應用決策樹、決策表、彩色斐氏圖(Color Petri-Net)及 IPO 模式 (Input-Process- Output Model)等方法對專家知識、經驗予以分析、模擬,然後透 過智慧型決策支援系統(Intelligent Decision Support System, IDSS)工具,將知識轉 化成為規則及決策模型。並以彈性製造系統(Flexible Manufacture System, FMS) 作為應用雛型系統[郭俊良 等,2007],以測試、實證本研究所提出之分析方法. 1.
(11) 與程序的可行性與實用性。. 1.2 研究目的 由於學者專家或一般人皆很難將自己的知識、經驗與想法完整透過語言、 文字表達或記錄下來,因此在知識保存、分享與利用上出現巨大的鴻溝。如何跨 越這道鴻溝並將知識工程應用在製造業自動化/智能化方面尚有很大發展性[劉興 煙 等,1991],尤其是在知識的擷取、表示、保存與轉換的過程的簡化、親和性 上,而綜觀現有專家系統,皆為特定領域而專門特製,知識工程師大多需要資訊 技術背景及專業領域知識,才能駕輕就熟地使用,對於一般專家或使用者而言, 知識的擷取與轉換過程實是一大挑戰。本研究以一套可即時執行於網際網路上之 圖形化知識建置編輯工具—智慧型決策支援系統(IDSS)為基礎[谷中昭等, 2006],希望能找出一可行的知識表示、擷取、轉換分析、知識規則分析、建置、 編輯的方法及程序,再藉由此 IDSS 工具的知識規則編輯介面來描述專業知識及 經驗,建置並轉換成決策判斷規則,經反覆測試驗證無誤後,予以封裝成決策支 援元件併嵌入其他系統或裝置,使其具有智慧/智能化。 因此,本研究主要將達成下列目標(圖 1):. 圖 1. 研究目標概念圖 y. 研擬出一知識、經驗之表示、分析及模擬、測試的方法與程序:藉由運. 2.
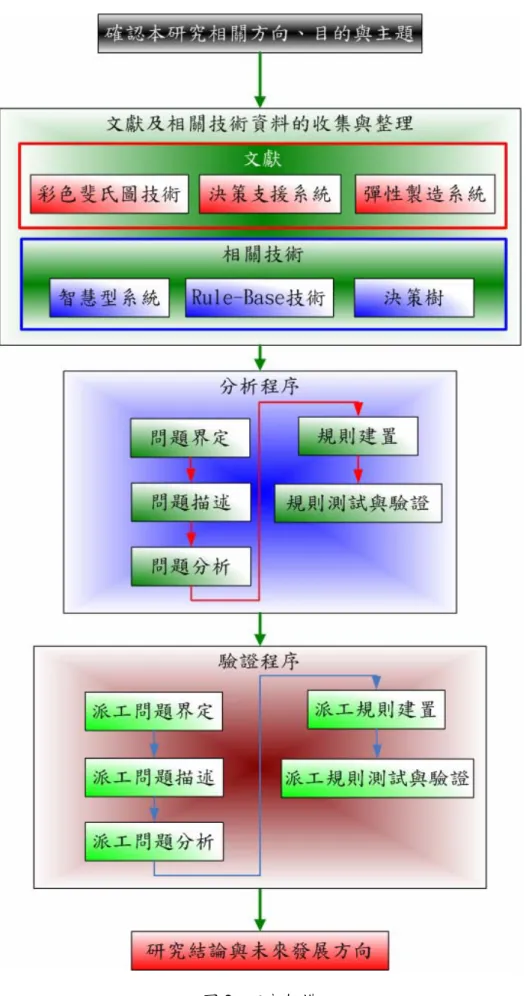
(12) 用決策樹、決策表、IPO 模式(Input-Process- Output Model)及彩色斐氏 圖(Color Petri-Net)等方法,使一般使用者對專家知識、經驗簡易地予以 描述、分析並轉化成為知識規則及決策模型。 y. 使用智慧型決策支援系統(IDSS)工具,建構並編輯知識規則及決策模 型,此工具將自動將所建知識規則轉譯為 JESS (Java Expert System Shell)[JESS, 2006]推論引擎能接受的格式。. y. 設計、研發知識元件封裝嵌入功能與程序:將所建構的知識規則、決策 模型予以匯出及封裝成決策元件,並以嵌入方式與其他系統、裝置整 合,提升其智能/智慧化。 並選擇彈性製造系統的派工法則作為測試驗證的標的,實證本研究的分. 析方法與程序的可行性與實用性。. 1.3 研究方法與架構 針對將知識、經驗解析,並轉換為知識規則的分析方法與程序,本研究首 先收集整理並研習相關的文獻資料(包括:彩色斐氏圖、決策支援系統、彈性製 造系統…等),接受專家系統等相關技術訓練,再利用一些發展工具,來嘗試理 論與實際的配合,並與專家學者晤談及交換心得,來了解相關技術領域的來龍去 脈。 其次,妥善選擇合適的分析、發展工具,蒐集現有專家系統、電腦整合製 造系統及彈性製造系統等發展工具資料,配合可能的應用領域,選定並熟習相關 分析、發展工具的特色及適用領域。 最後,選定彈性製造系統的派工法則作為測試標的之後,著手蒐集相關現 場管理(Shop Floor Control)專家系統的知識與經驗,深入暸解其運作狀況。同時 將這些問題,先以由上而下的方式(Top-Down)予以細分,並與相關人員研討,整 合此研究所需的知識,再運用決策樹、決策表、彩色斐氏圖[Looney, 1988]及 IPO 模型逐步分析、釐清派工法則後,再藉由智慧型決策支援系統(IDSS)來編輯、測 試相關建構的知識規則,最後進行整個智慧型決策支援系統與既有的彈性製造系 統間軟、硬體整合的實作與驗證。整體上本研究之研究架構與程序,如圖 2 所示。. 3.
(13) 圖 2. 研究架構. 4.
(14) 第二章 文獻探討 本章研究、探討彩色斐氏圖(Color Petri Net, CPN)、IPO 模式(Input Process Output Model, IPO)、決策支援系統及彈性製造系統等相關文獻資料,以作為論文 研究及實作之知識與技術背景。. 2.1 彩色斐氏圖 彩色斐氏圖(Color Petri Net, CPN)是Krut Jensen於1992年提出,將斐氏圖結合 程式語言發展而成的。有別於一般典型斐氏圖,彩色斐氏圖有利於將系統複雜度 降低,以塑造更龐大的系統,增加對系統資訊的描述。因此,彩色斐氏圖提供更 多樣的特性,簡化典型斐氏圖之結構。 至於典型斐氏圖(Petri Net, PN)是由德國數學家Carl Adam Petri博士於1962年 提出,為一種兼具數學基礎及狀態導向的圖形化、模型化系統分析與發展工具, 也是一種具有數學性質的正規表示法,可以用來塑模各種系統模型。其具備包括 同步(Concurrency)、非同步(Asynchronous)、分散(Distributed)、平行(Parallel)、 不確定(indeterminism)及推論式(Stochastic)以及隨機(random)等特性,可以用來表 示各種資訊系統。而且是以類似流程圖、方塊示意圖與網路的圖形化傳遞方式表 示,幫助使用者更容易清楚地了解系統的行為。典型斐氏圖可分為靜態圖示與動 態行為兩部份,靜態方面可用圖形表示,主要是由被稱為穩態(Place)的圓形節 點、被稱為激態(Transition)的長方圖形以及具方向性的弧線(Arc)所組成。動態方 面則是使用點狀的標誌(Token)透過激態的激發(fire)造成在穩態的狀態轉移,來 模擬系統的動態結構及整個網路內部結構,其基本組成元素如表1所示。 表1. 斐氏圖組成元素. 穩態表示系統的各種狀態,激態為穩態間互相轉移的樞紐節點,方向性弧線 5.
(15) 則連接穩態與激態的關係,與激態相連接的穩態可分為輸入穩態(Input place)與 輸出穩態(Output place)兩部份,如圖3所示。. 圖3. 斐氏圖基本模式圖 斐氏圖的執行規則: y. 致能(Enabling)─激態(Transition)的所有輸入穩態(Input Places)皆達到最 低需求標誌(Token)數,則激態(Transition)致能。. y. 激發(Firing)─激態(Transition)致能並激發後,激態(Transition)的所有輸 入穩態(Input Places)消失所需的標誌(Token)數;並同時,對激態 (Transition的)所有輸出穩態(Output Places)賦予標誌(Token)。. 輸入穩態乃弧線方向為進入激態之穩態,如圖 4 之 P1 與 P2 為 t1 之輸入穩態; 輸出穩態乃弧線方向為離開激態之穩態,如圖 4 之 P3 為 t1 之輸入穩態。探討系 統當時之狀態則由穩態之標誌表示。每一穩態所含的標誌數集合,稱之為標誌狀 態(Marking),可描述此一系統目前所發生之全部狀態,並且藉著標誌狀態的改變 來描述系統之動態行為。標誌狀態的改變是藉著激態之激發(Fire),當某一激態 之所有輸入穩態均有標誌存在時,此一激態為可激發的(Enable),如圖 4 之 t1 其 輸入穩態 P1 與 P2 其內均有標誌存在,則稱此 t1 為可激發的。. 圖 4. 彩色裴氏圖之初始標誌狀態. 6.
(16) 激態激發後,它的輸出入穩態內的標誌將重新分配,形成新的標誌狀態,如 圖 5 所示;當形成此標誌狀態,則 t2 的輸入穩態內有標誌存在,則 t2 成為可激 發的激態,激發後的標誌狀態如圖 6 所示。裴氏圖即藉由激態一再地激發來描述 系統之動態行為如圖 7 所示。. 圖 5. 彩色裴氏圖之激態 t1 激發後標誌狀態. 圖 6. 彩色裴氏圖之激態 t2 激發後標誌狀態. 圖7. 彩色裴氏圖動態行為 7.
(17) 2.1.1 彩色斐氏圖的性質 彩色裴氏圖主要是因應專案中資源的多樣性問題而產生,可視為是對一般裴 氏圖進行結構縮減而來。與典型裴氏圖不同的是,在穩態中的標記會以不同的色 彩來區分不同的資源種類,其增加了顏色集合的觀念,顏色集合相當於資料型 別,因此可以簡化及縮減傳統裴氏圖的分析模式。彩色裴氏圖的定義如下[Jensen, 1994][林怡仁,2005]: CPN=(P, T, F,Σ, C, G, A) y. P= {p1 , p2 ,...pm}為所有穩態有限集合,以圓形表示。. y. T= {t1 , t2 ,...tm}為所有激態有限集合,以長條形表示。. y. F⊆(P×T)∪(T × P)為方向弧的有限集合,表示流動的關係。. y. Σ 為標誌或顏色型式的集合。為一型式之有限集合稱之為顏色集合(Color Set),以決定網路中所使用之型式(Types)、操作(Operations)及函數 (Functions)。. y. C:P→Σ color function. 為顏色形式轉換到穩態(place)的集合,例如: C(p2)=(A0, A1),表示 p2 的穩態(place)上,有 A0 及 A1 兩種顏色標誌形式。. y. G:∀t ∈ T:T(G(t)) = B and T(V(G(t)))⊆Σ. 為監控各顏色形式在網路中 移動的行為。. y. A:∀f ∈ F:T(A( f )) = bags over C( p) and T(V (A( f )))⊆Σ. 定義方向弧 位置上輸出或輸入的顏色。 從設計、建構與模式建構完的分析各個階段來說,運用裴氏圖於實際系統的. 模式建構,每一個階段都是十分重要的。以裴氏圖來進行分析,觀察所建構之模 式是否符合實際系統的所需性質,如果不符合,則再對模式進行修正以達到系統 所期望的性質。裴氏圖的性質包括[Zhou and Venkatesh, 1998][張光復&宮大川, 1999]: y. 可達性(Reachability): 在一個裴氏圖中,假設存在一激發序列(fired sequence)可將起始狀態m0轉換 至mn的狀態,則稱為mn具有可達性。mn是可由標誌狀態m0到達之狀態所形 成之集合,以R (m0 )來表示。. y. 可歸零(Zero-reachable): 8.
(18) 若裴氏圖系統的任一狀態m'可達零狀態(系統中沒有人和標誌數存在),則稱 該系統為可歸零。 y. 活性(Liveness): 若對於系統任何狀態m均能找到一組激發序列,使得系統中任一激態 t∈T 在該序列中被激發,則稱系統具有活性;若系統中有一狀態m'沒有任何激態 能夠激發,此狀態m'為一個死鎖(Deadlock)標誌狀態(Dead marking),則此系 統發生死鎖且不具有活性。. y. 安全性(Safeness): 裴氏圖系統中任一穩態內所儲存的標誌數目小於或等於1,則稱該穩態是安 全的。若裴氏圖中所有穩態皆為安全的,則可稱整個裴氏圖是安全的。. y. 有界性(Boundedness): 當裴氏圖系統中任一穩態內所儲存的標誌數目小於或等於k,則稱該穩態是 k-safe或k-bounded。若裴氏圖中所有穩態皆為k-safe,則我們稱整個裴氏圖 是k-safe。而我們分析裴氏圖時,通常只關心任一穩態的k值是否有限,對於 k值大小則為其次,因為確立k值有限的同時,亦保證了該穩態的穩定性。. y. 守恆性(Conservativeness): 裴氏圖系統中所有穩態內的標誌數總和若為固定常數,則該裴氏圖具有守恆 性。有時候為了避免系統中流動時會有複製或消失錯覺,我們會要求系統的 守恆性。例如對一個非消耗性的封閉系統塑模時,具守恆性的裴氏圖系統將 提供一個模式驗證的良好特性。. y. 可逆性(Reversibility): 裴氏圖中任一狀態m均能到達m0,則稱此裴氏圖符合反覆性。許多系統中需 要從錯誤的狀態回復到正確的狀態,因此可逆性對製造系統的錯誤回復就相 當重要。若裴氏圖具有鎖死現象發生,則裴氏圖不具有可逆性。. y. 一貫性(Consistence): 若裴氏圖存在一個初始狀態m0及一個可以由m'回到m0的激發序列S,且此激 發序列S中對每個激態至少激發一次,則稱裴氏圖具有一貫性。. y. 重覆性(Repetitiveness): 若裴氏圖存在一個初始狀態m0及一個激發序列S,且此激發序列S中對每個 激態無限次數地激發,則稱裴氏圖具重覆性。 9.
(19) 本研究採用彩色裴氏圖(Colored Petri Net, CPN)為知識、經驗分析、建構模 型的工具,對同一時間有數個元件彼此間會有交互作用的同步系統,如彈性製造 系統而言,它能夠清楚地表達其間的關係,其考量的因素如下: y. 以數學形式精確地表示邏輯關係 彈性製造系統其系統內部作用元件不僅同時執行,而且因為採用分散式電腦 架構,邏輯關係十分複雜。裴氏圖的數學模式,可以系統化建模並轉換成計 算機模擬程式,有效地處理即時排程相關統計數據,便於評估系統效能及改 良的依據[劉睦雄、傅立成,1991][Chen et al., 2006]。. y. 裴氏圖族各自擁有不同的特點 每一成員除基本裴氏圖特性外各自擁有不同的特點。在考量系統各階層特性 後,可選擇不同的裴氏圖族(Petri Net Family)成員,作最適當的運用。因為 使用同一族的觀念,對系統整合有很大的幫助。. y. 有自然的階層架構 從單元階層設計到機器運作有太多參數同時變動,不採用階層架構根本不可 能在同一時間內對必要的參數作運算。因此適合建立彈性製造系統階層式模 型,如無人搬運車系統(Automated Guided Vehicle System, AGVS)的模式[謝 淑華,1991]。. y. 圖形化的表示方法 藉由裴氏圖能清楚地描述系統內的事件和狀態,使系統的動態行為明白易 懂。在對彈性製造系統的派工法則模型作分析時,有直接的助益。 而且彩色裴氏圖是傳統裴氏圖的延伸,屬於高階裴氏圖。在龐大複雜系統的. 模式中,時常包含許多相似但不完全相同的部分,這些部分在裴氏圖分析中均由 多個裴氏圖來分開表示,因此所建構出的裴氏圖模式將變得很大且複雜。而使用 彩色裴氏圖來塑模可將龐大的裴氏圖模式,透過顏色集合(color set)的定義來簡化 其裴氏圖模式,並且可從簡化的彩色裴氏圖模式中,看出複雜系統之相同與不同 的裴氏圖部分,更容易進行系統的分析與描述。而彩色裴氏圖更將系統內類似的 動作或狀態集合在一起,只用一個穩態或激態符號來代表,再賦予不同屬性符 號,以區別這些類似的動作,達到簡化圖形,又不致影響對系統的描述。這種屬 性符號稱之為彩色符號(color)。每一穩態和激態均有自己的彩色集(color set),每 一個穩態狀態均由內含的所有彩色標誌(color tokens)表示,激態的激發由各輸入 10.
(20) 穩態的彩色決定。以下為使用彩色裴氏圖的好處[林怡仁,2005]: y. 彩色裴氏圖是一個建模語言,在溝通、同步及資源分享系統裡擔任重要角 色。彩色裴氏圖結合典型裴氏圖的延伸與高階程式語言於一體,裴氏圖提供 系統交互行為的描述;程式語言提供資料種類的定義與資料值的運算處理。. y. 彩色裴氏圖具有直覺、圖形化的呈現。一個複雜的彩色裴氏圖由許多子彩色 裴氏圖模型組成,每一個子模型又由(Place)、激態(Transition)與方向弧(Arc) 組成。各個子模型透過已經定義好的穩態進行溝通,圖形化的呈現使人容易 了解複雜的彩色裴氏圖模型,例如:了解各個獨立模型間如何進行溝通。. y. 彩色裴氏圖也具有數學論遵循的一些法則,這些法則讓我們可以定義彩色裴 氏圖不同的行為屬性及分析方法,彩色裴氏圖網路與其程式語言即使對一個 不熟悉其理論定義的使用者都能很容易的了解。. y. 彩色裴氏圖可以具有時間性,沒有時間性的彩色裴氏圖通常用於系統的功能 及邏輯修正;具有時間性的彩色裴氏圖用於系統的績效評估,有許多模擬語 言具有功能及邏輯修正或系統的績效評估。然而,很少有語言像彩色裴氏圖 同時具備兩種分析功能。. y. 彩色裴氏圖可以直接的模擬,直接模擬是由使用者控制。直接模擬與程式語 言的單一步驟的除錯十分相似,因此,我們可以直接地看出各個獨立步驟的 影響,也就是,使用者能探討不同的狀態及選擇能夠激發的激態。使用者在 檢查驗證模擬模型時,能同時了解系統的運作,這與最終結果的重要性一樣 重要。. y. 自動模擬與程式的執行十分相似,其目的是為了讓彩色裴氏圖以快且有效率 的方式進行,沒有人員的直接控制與檢查。然而,使用者仍然需要解釋模擬 結果,為了這個目的它經常使用動態與圖形化呈現,提供整體運作與當時狀 態與系統活動的監看。. y. 彩色裴氏圖也提供許多驗證方法,如狀態空間分析(State Space Analysis)與不 變性分析(Invariant Analysis)。用此方法可以分析出系統的某些行為屬性。然 而,工業系統經常是非常複雜的,全系統分析相當困難且昂貴。所以,對於 複雜的系統,彩色裴氏圖的分析方法一般當作輔助工具,而以模擬當成驗證 方法。分析方法驗證經常被限制用於系統最重要的地方。. y. 彩色裴氏圖與它的工具已經用於許多複雜且多樣的專案上,在丹麥的 11.
(21) University of Aarhus的彩色裴氏圖團體已經發展出兩個電腦軟體,支援彩色 裴氏圖繪製。. 2.2 決策支援系統 決策支援系統(Decision Support System, DSS)能擴大決策者知識,增加決策 能力,協助決策者解決他們單獨可能需長時間或根本無法解決的複雜問題,有時 問題可能並不能馬上解決,但決策支援系統可以激發決策者的思考角度與深度, 在決策支援系統建構過程中,透過決策活動的分析,可能產生新的思考方向。 決策支援系統是針對特定的決策來制定工作,提供分析與計算的工具與模 式,使決策者可以透過對話方式來利用資料庫與模式庫,提高決策的效能。它著 眼於組織的更高階層,而且強調針對高階決策者複雜決策的需求提供支援。任何 支援決策制定的系統都是決策支援系統,包括資訊存取、模式分析及工具支援。 決策支援系統為互動式電腦系統,運用資料、模式分析、專家知識及其他資源, 透過友善的人機互動,協助個人或團體決策者提昇半結構化決策的績效。而且決 策支援系統是建構在公司既有資訊系統之上的加值系統,以增加資訊投資的附加 價值,提高決策績效。關於決策支援系統的相關文獻繁多,茲將過去學者對決策 支援系統的定義彙整如表 2 [吳俊逸,2007]: 表 2. 決策支援系統的定義[吳俊逸,2007] 學者. DSS 定義. Morton (1971). 於半結構與非結構的決策狀況中,支援管理決策的系統。. Alter (1977). 任何支援決策制定的系統都是決策支援系統。. Keen and Morton 於半結構性任務之決策過程中,運用電腦化系統支援管 (1978). 理階層以加強判斷力,提高決策制定的效能。 可擴張的系統、具有支援特殊性資料分析及建立決策模. Moore and Chang (1980). Turban (1995). 式的能力、前瞻性規劃導向、應用於不規則或尚未完成 規劃區域。 支援非結構性管理議題的決策制定,提供友善親和的介. 12.
(22) 面,幫助決策者擷取資料及洞察情勢,以改善其決策品 質而開發的交談式彈性電腦系統。 決策支援系統是一套互動式的、彈性的、調適的電腦資 Turban and. 訊系統,其特別為了支援非結構化管理問題的解答而被. Aronson (1998). 發展以改善決策的制定,它使用資料、提供簡單的使用 者介面以及能夠整合決策制定者的洞察力。. Sprague and. 決策支援系統是以電腦為基礎,透過交談的方式,以協. Carlson (1982). 助決策者使用資料及模式,以解決非結構化問題。. 決策支援系統的應用範疇,在複雜又需要計量分析的決策問題上,其重點在 於決策分析與支援,所使用資料庫的資料量較小,主要是與特定決策有關的資料 為主;而在決策能力方面,則整合作業研究及其他數學模式,以達到提供狀況分 析及目標達成分析的目的,並將資訊量化,且輸出狀況分析等決策性資訊,其服 務組織層級主要為中高階主管,常應用在生產排程系統,投資決策系統等。表 3 說明不同電腦化系統的比較[Sprague and Carlson, 1983][梁定澎,1991]。 決策支援系統粗略可分為電腦模擬模式(Computer Simulation Model)和專家 系統(Expert System)兩方面: y. 電腦模擬模式:建立的目的,不在於要模擬出完全一樣的數據,也並非 用來取代經營者的管理功能,而是提供各種條件下的可能趨勢,作為經 營者的決策輔助工具。. y. 專家系統:是一種決策者用來解決問題的電腦軟體,它是屬於人工智慧 領域的分支。在功能上係為了特定的需求,而透過知識與推理過程,來 解決以相當專業的人類知識才能解決的問題的智慧型程式。此外,專家 系統是特別被建立作為一種決策支援輔助工具,並且最終給予使用者參 考,它是一個強化知識庫的程式,而所要解決的問題通常是由人類的專 家來做的,在特定領域上,必須透過知識與推論方法,才能解決特定領 域的問題,適當的表現出智慧的行為。. 13.
(23) 表 3. 不同電腦化系統的比較[Sprague and Carlson, 1983][梁定澎,1991] 比較的構 交易處理系 管理資訊系 決策支援系統 面. 統(TPS). 應用範疇. 重點. 統(MIS). 專家系統 高階主管資訊. (DSS). (ES). 系統(EIS). 大量作業性. 企業內各功 複雜又需要計 人類專家昂 支援高階管理. 日常交易資. 能領域經常 量分析的決策 貴又稀少的 決策及整體環. 料的記錄處. 與異常狀況 問題. 特定重要領 境的掌握. 理. 的報告. 域. 資料儲存記. 資訊監督與 決策分析與支 知識歸納與 關鍵經營資訊. 錄. 報告. 大量初級交. 資料量大, 資料量較小,以 知識庫(事. 援. 推理. 的掌握 外部(即時)與. 易性資料,資 包括初級及 與特定決策有 實、法則)含 公司內部的關. 資料庫. 料收集. 次級分析彙 關的資料為主 程序性與事 鍵經營資訊 總資料. 決策能力. 實性的知識. 沒有決策能. 使用傳統的 整合作業研究 用經驗法則 用彙總性資. 力或僅有簡. 查詢工具作 (OR)及其他數 對判斷性問 訊、下挖、線. 單的資料存. 結構化的資 學模式作分. 取能力. 料查詢與報 析,提供狀況分 理,並提出 構面分析協助. 題加以推. 告產生,及 析及目標達成 最佳建議. 資訊性質 量化 作業性報告 輸出資訊. 簡單分析. 分析的能力. 量化. 量化. 質化. 上分析,及多. 決策. 量化與質化. 定期及例外 狀況分析的決 解決問題的 狀況報告、例 管理報告. 策性資訊. 建議與解釋 外報告、績效 指標監督. 決策支援系統架構可分資料管理、模型管理、知識管理、用戶介面等四部份: y. 資料管理系統:決策支援系統的資料庫通常包括在資料倉儲中。資料倉 儲的資料可以從內部和外部資料源中獲得。內部資料來自於組織的交易. 14.
(24) 處理系統。外部資料包括行業資料、市場調查資料、人口普查資料、國 家經濟資料等。 y. 模型管理系統:包含統計、運籌和其他定量模型的套裝軟體,能夠提供 系統的分析能力和合適的軟體管理能力。. y. 知識管理系統:對於許多非結構化和半結構化的複雜問題,除了需要通 常的決策支援系統能力外,還需要特別的專業知識,這些知識可以由專 家系統或者其他智慧型系統提供。. y. 用戶介面系統:用戶與決策支援系統應用之間的交流。例如互動式介 面、報表列印。為了實現組織內的資訊共用,還應包括企業內網路與網 際網路(Intranet/Internet)的發佈方式。. y. 決策者:用戶可看作系統的一部分。決策支援系統的用戶主要是企業各 層次的管理者和商業分析人員甚至是銷售員。. 2.2.1 決策支援系統與專家系統的關係 運用專家概念的決策支援系統又稱為專家型支援系統(Expert Support System, ESS)或是管理型專家系統(Expert System for Management, ESM) [曾憲雄等, 2002]。其最大目標為應付複雜多變的外在環境。系統內包含各種專業知識及管 理決策工具所組合而成。除了傳統的模式庫、資料庫外,也包含了領域知識的知 識庫。此種基本架構,即模式庫、資料庫與知識庫,所形成的專家型支援系統, 配合統計模型、模擬技術及數學模型等管理工具,就能發揮幕僚的功能,提供較 好的決策支援能力[李俊民,1999]。. 2.2.2 知識的表示 知識表示的形式及方法是建構專家系統非常重要的環節之ㄧ。不同的知識表 示法(Knowledge Representation),會影響到後續知識推論方法的應用,而問題領 域的特性及不同知識應用方式,則會影響到要用什麼樣的知識表示法來描述及建 構整體知識庫(Knowledge Base)。 知識呈現(Knowledge Representation)可回溯至Feigenbaum所提出的專家系統 觀念[Feigenbaum, 1977] [Feigenbaum, 1979],他認為系統效能是來自於專家對知 識呈現的精確程度,因此,推論的成效,依賴於不同的呈現方式。為使推論能具 15.
(25) 有邏輯推理的能力,必須建立知識之間的關係,因此也有不同的知識呈現方式。 依據Minsky的研究[Minsky, 1975] [Minsky, 1995],常用的知識呈現方法,有本體 論(Ontology)、邏輯式(Logical)、語意網路(Semantic Nets)、規則式(Rule base)及 框架式(Frame base)等。本研究係運用規則式推論,故針對規則式知識(Rule-based Knowledge)作一詳細說明: 規則式知識,其基本假設知識都是由一條條的規則所組成的。通常用於淺層 的知識表達,並以IF-THEN的通式表達。在規則表示中,將「狀態」視為事情判 斷時的「前提」(Antecedent)或「假設」(Hypothesis),依據前提,進行知識推論, 最後取得「結果」(Consequent)。一般說來,規則的「前提」也稱為規則左端 (Left-hand Side, LHS),而結果稱為規則右端(Right-hand Side, RHS)。當然,規則 並非獨立存在的,對於特定領域的知識而言,用來表示其知識的規則集合彼此之 間可能會有些關聯。例如,IF 前提(Antecedent) THEN 結論(Consequent)、IF 狀 態(Situation) THEN 動作(Action)。 y. 優點:容易擴充及修改資料庫。. y. 缺點:不易表達較複雜或完整的知識。. 2.2.3 知識的擷取 透過系統自動與專家互動而截取知識,其目的是將專業領域的知識轉換成知 識庫或是其他電腦化的表達形式。而藉由有經驗的知識工程師對專家進行晤談, 此方法較耗費時間,因為知識工程師通常並不通曉領域智識(Domain Knowledge),同樣地,專家很可能對電腦科學並不具任何概念,所以需要一段時 間了解彼此之間的想法。但是建立知識庫是建立專家系統重要的一環,知識庫的 格式內容必須包含專家系統建構工具所必備的推理過程,即專家系統運作的交談 方式與解釋推理能力,以提供使用者足夠的訊息與清晰的觀念,讓使用者得以充 分瞭解專家系統的功能及運作情形。因此知識庫的架構與組成關係,需耗費較長 時間來仔細構思,方能有實用的專家系統。 而知識庫的知識來源主要源自學者專家及相關文獻、專利與研究技術報告… 等,是由領域知識、經驗法則、決策策略、基本科學理論、常識與特徵所組成。 知識擷取與整理需要設計適當的表格予以記錄,做為知識庫建立的依據,其格式 主要應包含: 16.
(26) y. What:問題描述、標的特徵與狀況。. y. How:量測方法、分析流程與步驟與解決方法。. y. Why:原因查證、釐清因果關係。. 因此將各領域專家的知識、經驗及推理判斷匯入電腦,以構成保有專業技術 的知識庫。例如:轉動機械異常診斷專家系統知識庫建立[呂銘宏,周永樂,1990]。 知識擷取方式可大致分為下列兩種: y. 機器學習(Machine Learning):直接從專家提供的訓練範例(Training cases) 中歸納出推論規則。此方法在有充分的訓練範例時能有效率的建構知識 庫;然而領域中只有少量或甚至缺乏範例,則機器學習法並不適用。. y. 知識擷取系統:專家在接受短時間(通常15-30分鐘)的說明後,即可透過 知識擷取系統對專家進行晤談,不需要知識工程師從旁協助(圖8)。. 圖 8. 專家系統獲得知識之模式. 2.2.4 專家系統的建構 專家系統,其建構的工具及步驟[Frederick, 1992] (圖 9):首先要確認欲解決 的問題是那些問題,根據這些特定問題的需求找出相關的知識並將其概念化,並 將這些概念加以組織整理成一個有系統的知識結構,接下來就必須訂定一些涵蓋 上述知識的規則,這其中包含了推論技術與演算法的選擇、轉譯、推演等程序。 而在發展的過程中,需求、概念、組織結構與規則都是常常變動的,因此必須不 斷地重新組織,並加以精鍊化。最困難的部分就在於知識工程的層面,包括知識 取得(Knowledge Acquisition)及知識表示(Knowledge Representation)。而將專家知 17.
(27) 識有系統地轉化成可以電腦化、有結構的知識的過程。而協助這項轉換的步驟則 稱為「知識工程序」,包含確認、概念化、成型化、實施、測試與修訂,以下將 針對上述步驟一一說明: y. 確認階段(Identification Stage):選擇知識工程師及專家,並且分別定義 系統解決問題之類別,包含系統所運作之資料,以及滿足標準的解答; 並能提供給這個計畫的資源,包含專門知識、人力、時間限制、計算能 力及經費。. y. 概念化階段(Conceptualization Stage):讓知識工程師和專家充分溝通, 找出各種關鍵觀念及它們之間的關係並建立共識。這項工作應包含不同 類別的資料,資訊的流動及專門領域的結構,將它們以因果關係、時空 關係、或是部分--整體關係等來表示。. y. 成型化階段(Formalization Stage):把上一個階段定義完成的核心概念、 問題及相關知識以正式的方式表達出來(如:法則),並建立知識的模 式,以方便瞭解及在電腦上執行。重要項目包含資訊的確定性及完整 性,對於資料的邏輯解釋之其它限制,諸如時間相依性及不同資料來源 可靠性及一致性。. y. 實施階段(Implementation Stage):將上一個階段中所定義出來的正式知 識,以軟體工具來建置成為雛形系統。而在轉變一種知識成為一種可執 行程式的過程中,最需關心的是控制的詳細計畫,以及資訊流動的細 節。在某一個控制規定下,各種規則將必須被表示成某些可執行的形 式,而有關資料結構及程式中各模組間依賴程度則須訂下決策。. y. 測試階段(Testing Stage):主要是評估雛形系統中知識的正確性,以及系 統表現方式是否可以正確地提供有用的資訊。藉以發現規則的疏漏、不 完全或完全錯誤。. y. 修訂階段(Revision to Complete the System):針對測試所發現的問題,加 以修正並測試,直到結果可以接受為止。. 18.
(28) 圖 9. 專家系統建構過程[Frederick, 1992] 而一般構建專家系統的語言,多以 LISP (LISt Processor)語言為主,美國 航空太空總署(NASA)有鑒於 LISP 語言無法在一般機器上執行,且於其他語言的 整合性又差,乃以 C 語言另外發展一套專家系統規則庫的構件工具,即 CLIPS (C Language Integrated Production System),而其核心為 C.L.Forgy 在 1970 年代中期 發展的快速模式相配法則(Fast Pattern Matching Algorithm)-Rete Algorithm,也就 是其推論引擎,如 CLIPS 原始碼解析技術[周政璋、林光甫,1991],此也是本研 究所使用 IDSS 的 JESS 推論引擎所用的演算法。 實際上,已有不少專家系統已建構並應用於實際生產管理上,應用一些分析 方法,如分析層級程序法(Analytical Hierarchical Proc ess, AHP)與規則式(Rulebased)知識庫來建立的物流專家系統[梁高榮,1990]或結合訊號特徵與知識庫的 轉動機械異常診斷專家系統[周永樂,1990]。. 2.3 彈性製造系統 彈性製造系統(Flexible Manufacturing System, FMS) ,就是利用電腦來安排 機器設備自動加工,自動更換模具、夾具、刀具、加工物件及加工程式…等工作。 其最大的特色在於產品種類、加工器具及生產型態改變時,只需要變更電腦軟體 程式的設定參數,而無須更換機械設備或生產線佈置。因此彈性製造系統能適應 產品市場的快速變化,從事少量多樣的生產方式,以滿足市場的不同需求。一個 完整的彈性製造系統主要是由以下的元件所組成[Groover, 2001][Song et al., 2006][Maleki, 2000]: 19.
(29) y. 工作站或加工中心. y. 物料處理系統. y. 自動檢驗設備. y. 無線射頻辨識系統. y. 工件暫存區. y. 托板與夾治具。. y. 人力資源. y. FMS 階層電腦網路與控制. 而一個電腦整合製造(Computer Integrated Manufacturing, CIM)工廠之基本 階層區分如圖 10 所示。. 圖 10. CIM 工廠不同階層的系統結構[Maleki, 2000] 彈性製造系統是一個結合複雜的資料處理、自動化物料流動以及整合式物料 流動與物料儲存系統的生產系統。將彈性製造系統的各項技術輔以管理資訊系統 成功地應用於工業生產上,可大幅降低生產成本,提高生產力,有人稱之為低成 本自動化製造系統,亦有人稱為彈性製造系統,並被喻為未來無人化生產工廠的 發展必要趨勢。關於彈性製造系統的相關文獻繁多,茲將過去學者對彈性製造系 統的定義彙整如表 4。. 20.
(30) 表 4. 彈性製造系統的定義 學者. FMS 定義 為高階資料處理並使用電腦控制機器、組裝單元、工. Ranky (1983). 業用機器人、裝配機器以及其他自動化物件流的工 具,來整合物件的加工以及儲存系統。 整合了倉儲系統、機器加工機組、自動組裝系統、自. Ranky (1986). 動測試及包裝等領域,並靈活地運用資源及全面品管 檢測,已逐漸取代了許多的製造方式。 彈性製造系統具有非常複雜的行為,結合複雜的資料. 張育仁 (1992). 處理、自動化物料流動以及整合式物料流動與物料儲 存系統的生產系統。 彈性製造系統是一個有能力生產不同零件之生產系 統,包含一些由自動化搬運系統相連的 CNC. Maccarthy and Liu. (Computer Numerical Control)與 NC (Numerical. (1993) Control)機器工具,整個系統的作業皆受到電腦的控 制。 提出常用於改善生產率及品質的建議即為工廠自動 Buzacott (1995). 化。 除採用彈性製造系統為生產方式外,並生產標準化零. Rau et al., (1996). 件,最後再組裝成顧客所要的產品。. Spathopoulos and. 要做到設計與製造平行作業,則機器之間必須有良好. Ridder (1999). 的協調能力。 利用高彈性製造系統來加強作業及組織,以應付未來. Wong et al.,(1999). 以顧客導向的市場所不可避免之高頻率產品修改現 象。. Kim et al., (2001). 在製造生產前,彈性製造系統必須對工件的分類與選. 21.
(31) 擇(Part type selection),加工群組(Machine grouping)及 裝載方式(Loading problem)作決定,之後再對製造程序 作規劃。. 由於彈性製造系統組成元件之不同,可以達到或多或少的彈性程度,然而儘 管有這麼多不同程度的彈性,但是它們都具有以下的共通點[Graham and Rosenthal, 1986]: y. 整合性(Integration):系統元件根據一套系統整合規則,彼此共依共存, 使其能在協調的環境當中共同工作。. y. 智慧性(Intelligence):能解析輸入的資料,並且製造出使用者預期的產 品。. y. 立即性(Immediacy):系統能快速地針對變動有所反應。. FMS 可分為以下四類[McCarthy and Liu,1993]: y. 單一彈性機器(Single Flexible Machine, SFM):一個由電腦控制的生產單 元,包含了一個單一的 CNC 或 NC 機器,具備工具轉換能力、物料搬 運裝置與零件儲存緩衝區。. y. 彈性製造單元(Flexible Manufacturing Cell, FMC):一群 SFM 共享一個 共用的物料搬運裝置,利用群組技術(Group Technology, GT)將相似的零 件在相關的加工設備上,集中完成製造;亦即這些相關的加工設備和相 似的零件,配合操作員與管理作業,就形成「製造單元」[黃漢邦,1991]。. y. 多機器彈性製造系統(Multi-Machine Flexible Manufacturing System, MMFMS):包含許多由物料搬運系統連結的 SFM,其中物料搬運系統 包括兩個或多個物料搬運裝置,可以同時服務 2 個或 2 個以上的機器。. y. 多單元彈性製造系統(Multi-Cell Flexible Manufacturing System, MCFMS):包括許多的 FMC,也可能包括許多的 SFM,這些機器全部 都由一個自動化物料搬運系統連結。. 彈性製造系統排程,其目的在使總完工時間、物質的處理時間和總流程時間 最小化,並使在製品極小化和系統的利用率最大化。對於彈性製造系統而言,排 程是一相當複雜的問題,有關彈性製造系統排程方面的研究領域中,已有許多方. 22.
(32) 法被探討,茲將過去學者對彈性製造系統排程的研究彙整如表 5。 表 5. 彈性製造系統排程 學者. FMS 排程 針對在 FMS 之中,機器偶而故障情況下做及時排程與 物料流程規劃。在機器偶而故障或維修的情況下,可. Maimon and Gershwin (1988). 以計算新的及時排程與物料流程。主要是透過動態規 劃法(Dynamic Programming Method)與回饋控制來找 出最佳的成本。但此法卻不適用於機器的臨時故障。. Montazeri and Van. 利用 FMS 的各種派工法則來比較平均機器利用率、平. Wassenhove (1990). 均暫存區利用率與完成時間(Make Span)。 模擬具自動化的工具處理系統之模擬五台機台的 FMS,在三種排程法則之下(多數的工具數量、少數的 工具數量、和最早的到期日),比較四種工具的指派和. Kwasi et al., (1992). FMS 的排程程序,使用平均流程時間、平均延遲時間、 和工作延遲的百分比和機器的利用率,來比較這些方 法。 發展出一種排程機制,以用於 job 的動態變化派遣法. Kim, M. H. and Kim, Y. D. (1994). 則上,此一及時控制系統可定期監控現場情況並檢核 系統的效能。 調查最佳的選擇和操作的指派使得加工時間和設置成. Atmani (1995). 本極小化。 FMS 的規劃問題必須搭配排程方案的重要性。設計一. Chen and Chung (1996). Kashyap and Khator. 個模式來估計每一批工作的總製程 ,使每一批的總流 程和工具的更換時間之間能極小化。 研究工具的共用性,和工具運送利用率對製程的影響。. (1996). 23.
(33) 發展動態規劃演算法來解決 FMS 的生產計畫問題。就 Rau and Chetty. 是選擇零件的種類、估計產品率、指派棧板、工作到. (1996). 機器上加工。此法是用來將機器之不平衡的工作量減 至最低,並成功的應用於中小型 FMS 之上。 以最佳動態規劃法,同時規劃任務運送派遣與車輛的. Langevin et al.,. 路徑與排程。此法利用局部運輸計畫的 state-space,來. (1996). 解決途程派遣問題。同時也提供了非常有效的最小完 成時間(Minimum Make Span) or lateness。 考慮零件指派、零件裝載和工具運動策略之下的工具. Roh and Kim (1997) 裝載問題。他們建議三個啟發式方法,從所獲得的零 件列,將總延遲時間最小化。 Peng and Chen. 利用標準鐘點模擬來評估短期排程的績效,再利用序. (1998). 列式最佳化觀念來快速選出最有意義的排程策略。 強調彈性製造系統的負載、路徑和排程方面的議題。. Gamila et al., (2003). 提出零件裝載、工具裝載和零件排程的問題,假設工 具和機器可以生產不同的零件。. 有關探討彈性製造系統領域方面的研究探討,依據方法之不同將其加以歸類 為六類[Basnet and Mize, 1994],: y. 數學規劃模式 (Mathematical Programming) 數學模式可視為最佳化問題,使用作業研究工具求解。但有學者認為以 此類方法求解沒有效率[Lin and Lee, 1995]。. y. 多重目標決策 (Multi-Decision) 在衡量最小總延遲的排程方面,利用裴氏圖和啟發式搜尋法以多重目標 作為考量下解決多目標的排程問題[Yim and Lee,1996]。但多目標決策則 需相當長之計算時間。. y. 啟發式的方法 (Heuristics) 以裴氏圖狀態方程式為基礎,提出一啟發式經驗搜尋方法來解決排程問. 24.
(34) 題[Jeng and Chen, 1995]。典型的衡量排程績效指標包含最小總完工時間 (Minimal Make Span)、最小總延遲(Minimal Tardiness or Minimal Lateness)或最小流程時間(Flow Time)等。而且啟發式演算法較簡單並經 常運用在排程問題上[Sarin and Lefoka, 1993]。也可以裴氏圖的狀態方程 式為基礎來發展出一啟發式的搜尋方式以獲得最小總製程時間值為目 標[Laftit and Proth, 1990]。但是利用啟發式排程法,有以下的缺點,一 為做決策時並沒有考慮當時會影響排程結果的生產現場相關資訊。另一 缺點則是單一法則無法適用於各種環境,且無法掌握排程的績效品質。 y. 控制理論 (Control Theoretic) 派工法則(Dispatching Rule),如 FIFO (First In First Out)、LIFO (Last In First Out)、SPT (Shortest Process Time)等,用以判定在工作中心之製令 等候區(Queue),那一製令之製程應先被執行。而適用於工作中心為主 的排程,可彈性適用於即時的控制環境,但此規則不能保證為最佳解 [林我聰,1984][白明憲,1984][林宏澤,1989][秦劍雲,1989][資策會, 1994]。. y. 模擬方式 (Simulation Based) 模擬為經常使用的解決問題之工具,基本上是用來評估不同法則之比 較。可採取較簡單且單一的指派規則[Jeong and Kim, 1998],例如最早 到達的先操作(First Come First Served,FCFS)、最短操作製程時間 (Shortest Operation Processing Time,SOPT)、最早到期日(Earliest Due Date,EDD)等,以模擬的方式來處理彈性製造系統即時(Real-Time)排 程問題;又將模擬分為靜態(Static)--不包括未來未知的干擾,如緊急插 單和動態(Dynamic)--包括不確定的未來干擾,如緊急插單等等來討論, 其重要指標為平均流程時間和平均延遲時間。不過,一般的績效衡量都 只著重在其中一個績效指標,因此往往可能導致其他衡量績效指標受到 影響。. y. 人工智慧 (Artificial Intelligence) 以衡量最小總完工時間(Make Span)的排程方法中,根據裴氏圖架構彈 性製造系統模組,討論階層式製造現場控制架構,此架構的特點為各階 層有規劃、排程、執行三種功能,其中排程功能結合裴氏圖可達樹的特 25.
(35) 性和傳統 AI (Artificial Intelligence)的啟發式搜尋法則搜尋方式尋一可 行解(最小總製程時間) [Lee and DiCesare, 1994]。 除了以上六類之外,有些研究則採取混合的方式,例如:利用分支界限演算 法(Branch and Bound Method)來獲得一個可行路徑進而得到最優排程,首先建構 裴氏圖 MODEL,再以延伸可達圖從最初標誌到最後標誌來得到激發路徑的順序 [Zhou et al., 1995] 。 而 本 研 究 所 使 用 的 彈 性 製 造 系 統 (FMS)[ 陳 凱 瀛 , 1997][Chen et al., 2006][張文琦,2006]測試平台包 括 一 套 自 動 存 取 系 統 (Automated Storage / Retrieval System, AS/RS)、一台軌道式搬運車(Rail Guided Vehicles, RGV)、 多個電腦數值控制(Computer Numerical Control, CNC)加工機、機械手臂 (Robot)及 一 主 控 電 腦 (Central Controller), 共 同 組 成 一 完 整 的 生 產 製 造 系 統。針對各種的製造程序來說,生產系統的彈性和可靠度是主要的關鍵因 素。而有了彈性製造系統的幫助,製造者能夠比以前更快調整生產製程以 更符合市場需求,提高整體的生產力。並藉由電腦輔助,結合複雜、多樣 的加工機器、軌道自動搬運車、輸送設備、機械手臂及自動倉儲系統等重 要設備技術,使各種不同製程、生產條件下的加工件可以共同生產製造, 以達到少量多樣、彈性快速生產的目標。. 26.
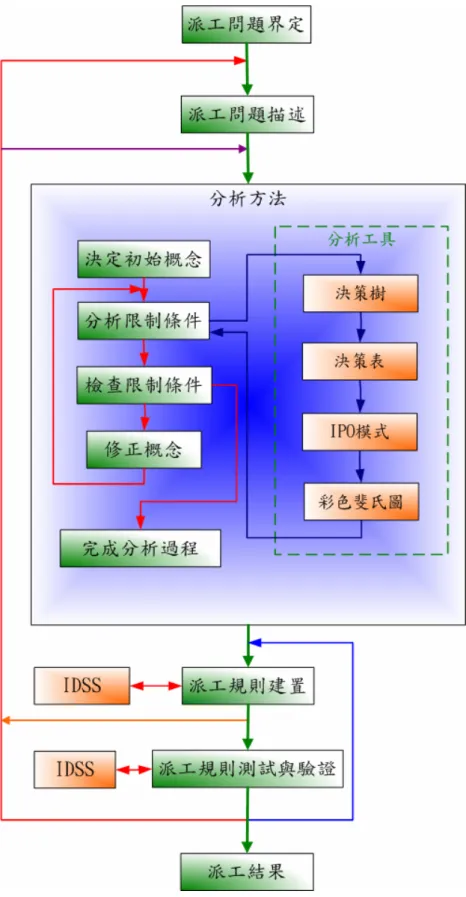
(36) 第三章 分析方法 本研究希望一般使用者或學者專家能依循某些簡單的程序或步驟來清楚地 描述、表達自己的知識、經驗與想法,因而提出一完整的知識分析方法與程序, 以決策樹、決策表、IPO 模型與彩色斐氏圖等工具,來界定問題、分析、建置、 模擬及驗證推論規則的設計,如圖 11 所示。整個分析步驟如下:. 圖 11. 分析設計程序圖. 27.
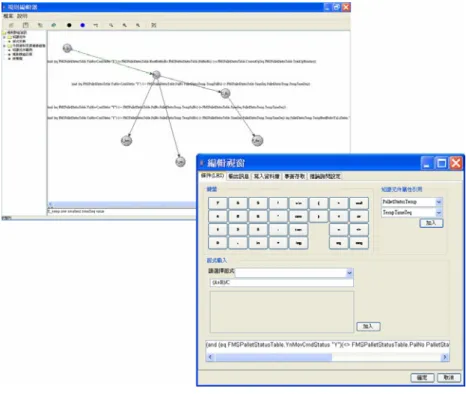
(37) 3.1 問題界定 首先界定問題,由於傳統式的程式皆以循序式的方式來撰寫程式碼,由前面 的程式逐行逐行往下執行,並以迴圈、槽狀式結構來控制程式執行的順序,所以 程式撰寫者可以很輕易地控制程式執行的方式如圖 12 所示。但因此也衍生出另 一問題,即其他人需花一番功夫才能了解原設計者的想法及設計理念,對於後續 程式的維護造成很大的困難。. 圖 12. 傳統程式撰寫方式示意圖 有鑑於此,本研究希望發展出一套分析知識、轉換規則的方法與程序,並藉 由一知識規則編輯工具(IDSS),如圖 13 所示,能讓使用者透過此工具使用結合 自然語言語法「IF…Then」概念與圖示拖曳方式的圖形化人機介面來建構、編輯 知識規則,並經由內建推論引擎推論出結果。但是將循序式結構的程式撰寫方式 轉換成非循序式知識規則的圖形化編輯的轉譯設計人機介面,則知識規則編輯前 的知識分析、擷取方法與程序將是一大考驗。傳統程式撰寫方式主要以迴圈、槽 狀結構的方式來撰寫程式,修改程式有一定難度及需耗費時間來瞭解程式;至於 以 IDSS 知識規則編輯器來編輯規則,只要圖形化人機介面轉譯設計功能完善, 在編輯知識規則的難度及時間上均佔有優勢。 所以,本研究將先鎖定一特定目標,例如:彈性製造系統的派工法則,做為 解析知識規則的分析方法與程序的標的,以縮小範圍,便於投注全部心力來詳細 分析,解構原有的設計,重新建構新的結構方式。. 28.
(38) 圖 13. IDSS 知識規則編輯器示意圖. 3.2 問題描述 針對鎖定的標的,首要的是釐清標的整個的流程、輸出輸入參數、相關條件、 因果關係、決策法則及影響層面…等等。例如:彈性製造系統的派工法則,藉由 解讀原有程式設計理念或經由需求分析來完整描述問題。此步驟可經由原設計者 的系統分析、設計的文件或原始程式碼來完成呈現整個問題。或者經由使用者需 求分析、應用目的,重新釐清整個問題的限制及因果關係。. 3.3 問題分析 針對問題,以一些輔助方法與工具來釐清並產出相關設計文件及解決方案。 並以彈性製造系統的派工問題為例,逐一蒐集並分析生產線上各托板、加工暫存 區的狀態,畫出相關決策樹、決策表、流程圖、實體關聯模式圖(E-R model)及資 料庫設計,以更一進步描述問題,釐清相關關鍵因素及參數值。 首先,列出所有相關因素,並以決策樹(圖14)方式來建構各個因素彼此間的 因果關係及決策判斷條件,並考量每一決策點的考量因素、決策法則及慣例。. 29.
(39) 圖 14. 基本決策樹圖 其次透過決策表(表6)來釐清各個參數彼此間的關係和影響。例如:原因一 和原因二兩者之間就有四種關係存在,根據要解決的問題,哪些關係是符合需求 或必須考慮的因素;而哪些關係是不可能發生或無意義。在此方法中可以鉅細靡 遺表現出來,作為決策判斷的參考依據。 表6. 基本決策表. 再者,應用IPO模型(圖15),找出每個因素的輸入、輸出條件及處理程序, 並釐清各個參數的來源、處理程序及產出,以澄清每個因素的作用和影響層面。. 圖 15. IPO 模式基本架構圖 30.
(40) 最後運用彩色裴氏圖(圖16)作為問題解決的建模模式的設計及模擬工具,利 用彩色裴氏圖具有的圖形化介面與程式語言之特性,其以物件圖形方式來呈現, 包含穩態(Place)、激態(Transition)、方向弧線(Arc)及標誌(Token)等圖形化物件, 且由於物件標誌擁有可攜帶資料的特性,所以可由設計者賦予某些資料參數值, 再輔以程式語言做資料的運算與邏輯判斷。. 圖 16. 彩色斐氏圖激發範例 例如以彩色裴氏圖建構派工模式而言,標誌通常代表工作暫存站、托板及交 握狀態,為分辨標誌所代表的是什麼,會賦予標誌一些資料值,來辨識它及它的 相關資訊,如圖 16 (a),此標誌代表著一個加工托板的相關資訊,分別為 a (托板 編號)、 b (工件料號)、 c(所需製程)、d(已加工製程數)、 e (製程選擇位數)、f (現 在所在位置)、g (派工新位置)、h (是否要搬運)等訊息,圖 16 (a)若要激發,P1 的標誌資料值會對應到(a, b, c, d, e, f, g, h)變數內,之後若(a, b, c, d, e, f, g, h)之 h 值滿足 t1 的限制條件(Condition) h:=#YES 判斷式,激發成為圖 14 (b)的狀態。. 3.4 規則建置 經過分析過程反覆檢查、修正相關條件後,即可根據分析結果所產出的相關 參數及限制條件,透過智慧型決策支援系統的圖形化知識規則編輯器來編輯相關 知識規則。每個因素輸入條件、輸出結果即為規則的「限制條件」(IF)與規則的 「動作」(Then),至於處理程序則可能由一條或一條以上的規則所組成。 而知識規則的格式為「如果(IF). xx 條件 成立 則(Then) 執行 yy 動作」。 31.
(41) y. xx 條件:可以為數值、文字與日期的比對,算式的四則運算、大小比 較。至於 xx 則可以透過建立知識元件的屬性來設定其值。. y. yy 動作:則是新增、修改或刪除 xx 的屬性值,或者將 xx、圖片顯示在 終端機螢幕上、儲存進資料庫、透過 mail server 發送信件、 驅動另一應用程式,以及顯示互動對話視窗供使用者決策之 用。. 首先逐步建立知識類別,藉以識別不同的應用領域或解決手段。將相關參數 予以分類並建成知識元件。若需要運用到相關數學算式、物理公式、定理則建立 函式資料。至於參數值的資料來源或推論結果的參數值的資料目的地若需從外部 資料庫取得或轉出,則需建立資料庫連線組態,以與外界交換訊息及存取資料。 當完成這些設定後,則進入知識規則編輯介面(圖 17)開始建構規則。一開始先拖 曳一節點(圖 18),並在此節點編輯介面中命名此節點名稱,並引用此節點所需的 知識元件、知識元件屬性,以作為規則起始條件(IF)所需的參數;依此類推,然 後再拖曳並設定第二個節點。. 圖 17. 知識規則編輯介面 圖 17 畫面左方為已引用的知識元件、函式、資料庫連線、知識元件範例、 規則模組及決策樹資訊顯示區;圖 17 畫面右方為知識規則決策樹的編輯區;圖 17 畫面上方的工具列則是決策樹的圖示按鈕及功能鍵。圖 18 為節點內容編輯畫 面,可做引用知識元件、參數值的編輯、輸出訊息、及寫入資料庫…等設定功能。 圖 18 左方畫面為此節點知識元件引用設定編輯畫面;圖 18 畫面右方為下一節點 屬性設定編輯畫面。 32.
(42) 圖 18. 知識規則節點編輯介面 其次,在兩節點之間,拖曳一直線連結,表示此兩節點的關係,點選此直線 即可開始編輯知識規則。在知識規則 LHS 編輯介面(圖 19)設定規則的「限制條 件」(IF),又稱為 LHS (Left Hand Side, LHS),例如:IF A1>10,A1 即為之前引用 的知識元件的參數,A1>10 即為「限制條件」 。 「限制條件」可以做參數值的四則 運算、大小比對、文字比對…等等。. 圖 19. 知識規則 LHS 編輯介面 圖 19 左上方畫面為「限制條件」比對設定編輯畫面;圖 19 畫面左下方為參 數設定編輯畫面;圖 19 右方畫面則是函式引用設定編輯畫面。當 LHS 設定完成 之後,然後開始在知識規則 RHS 編輯介面(圖 20)設定規則的「動作」(Then),又 稱為 RHS (Right Hand Side, RHS)。 , 例如:Then C1=10,C1 即為之前引用的知識元件的參數,C1=10 即為「動作」 意為將 C1 的值設為 10。「動作」可以做參數值的增修及刪除、顯示在網頁、存 33.
(43) 入外部資料庫…等等。圖 20 左上方畫面為寫入資料庫設定編輯畫面;圖 20 畫面 右上方為輸出顯示訊息編輯畫面;圖 20 下方畫面則是資料庫欄位資料與知識元 件屬性對照設定編輯畫面。 最後當所有規則建置完成後,則可在推論驗證模組中進行模擬推論測試,以 檢驗知識規則的推論邏輯正確性,而逐步調整修正知識規則。. 圖 20. 知識規則 RHS 編輯介面. 3.5 規則測試與驗證 智慧型決策支援系統提供知識規則推論模擬驗證模組,如圖 21 所示,讓使 用者可即時透過網頁瀏覽器進行模擬推論以測試驗證知識規則的正確性。 除了提供推論結果讓使用者確認推論結果正確與否外,並提供「偵錯資訊」 , 讓使用者按圖索驥來檢查規則的合理性與正確性。圖 21 畫面上方顯示即為推論 的結果;圖 21 畫面下方「反白文字」為偵錯資訊顯示訊息畫面,將推論過程中 的所有資訊顯示出來,以供使用者偵錯之用。. 34.
(44) 圖 21. 知識規則推論驗證執行畫面. 35.
數據
![表 3. 不同電腦化系統的比較[Sprague and Carlson, 1983][梁定澎,1991] 比較的構 面 交易處理系統(TPS) 管理資訊系統(MIS) 決策支援系統(DSS) 專家系統 (ES) 高階主管資訊系統(EIS) 應用範疇 大量作業性日常交易資 料的記錄處 理 企業內各功能領域經常與異常狀況的報告 複雜又需要計量分析的決策問題 人類專家昂貴又稀少的特定重要領域 支援高階管理決策及整體環境的掌握 重點 資料儲存記 錄 資訊監督與報告 決策分析與支援](https://thumb-ap.123doks.com/thumbv2/9libinfo/8721289.200530/23.892.140.754.150.995/大量作交易料的記錄理企業內各功能領域經常常狀決策及整體環.webp)
![圖 9. 專家系統建構過程[Frederick, 1992]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8721289.200530/28.892.153.750.101.402/圖9專家系統建構過程Frederick1992.webp)

+7




相關文件
In response to the variance in manufacturing execution systems and comprehensive customized business logic, this study develops an integrated, extensible, and sustainable
The New Knowledge-Infrastructure: The Role of Technology-Based Knowledge-Intensive Business Services in National Innovation Systems. Services and the Knowledge-Based
Sharma (1999), “An Intergrated Machine Vision Based System for Solving the Non-Covex Cutting Stock Problem Using Genetic Algorithms,” Journal of Manufacturing Systems, Vol..
Hogg (1982), “A State-of-the-art Survey of Dispatching Rules for Manufacturing Job Shop Operation,” International Journal of Production Research, Vol.. Gardiner (1997), “A
(1988), “An Improved Branching Sheme for the Branch Bound Procedure of Scheduling n Jobs on m Parallel Machines to Minimize Total Weighted Flowtime,” International Journal of
Chang, Shih -Chia, Yang, Chen-Lung , and Sheu, Chwen, “Manufacturing Flexibility and Business Strategy: An Empirical Study of Small and Medium Sizes Firms,” International
Sheu, 2006, “Integrating Multivariate Engineering Process Control and Multivariate Statistical Control,” International Journal of Advanced Manufacturing Technology 29, 129-136.
Chen, 2008, “Advanced Process Control of Metal Sputter Deposition Using a Time Series Analysis,” International Journal of Advanced Manufacturing Technology, 36(5), pp. Lee, 2007,
