區 域 洗 滌 設 備 異 常 事 件 失 誤 模 式 探 討
-以 某 半 導 體 廠 為 例
The Study of the Failure Mode for Abnormal Events
of the Local Scrubber – Taking a Semiconductor
Factory as an Example
研 究 生:陳威儒 Student:Wei-Ru Chen
指導教授:蔡春進 Advisor:Chuen-Jinn Tsai
國 立 交 通 大 學
工學院產業安全與防災學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Industrial Safety and Risk
Management
College of Engineering
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master of Science
In
Industrial Safety and Risk Management
March 2012
Hsinchu, Taiwan, Republic of China
中華民國一百零一年三月
區 域 洗 滌 設 備 異 常 事 件 失 誤 模 式 探 討 - 以 某 半 導 體 廠 為 例
學生:陳威儒 指導教授:蔡春進
國立交通大學工學院產業安全與防災學程
摘 要
半導體廠因製程之需要而使用大量危險及有害化學物品,而這些化學品皆為具有燃 燒性、爆炸性、毒性等高度反應性的危害物質,可直接或間接對人體與環境造成一定之 損害。而本研究統計某半導體廠內,2006 ~ 2010 年所發生之異常事件,發現在區域洗滌 設備(Local Scrubber)所佔比例為最高 252 件,約占百分比 25%。本研究針對區域洗 滌設備之異常事件進行統計與探討,發現氣體洩漏事故佔百分比62%,液體洩漏事故佔 百分比36%,因煙霧產生導致偵煙感知器動作佔百分比 2%。而氣體洩漏事故之原因, 所占比例最多者為管路阻塞,約為41%;液體洩漏事故原因最多者,則為內部元件故障, 包括有供水電磁閥,排水幫浦,液位計故障等,所占百分比為30%。後續針對各異常元 件進行失效模式與影響分析(FMEA)後,得知氣體洩漏事故發生之失效因子共有 36 項,其每小時失效機率最高為進氣管路阻塞的7.5×10-4, 等。液體洩漏事故發生之失效因 子共有27 項,其中每小時失效機率最高為供水電磁閥故障的 3.4×10-4 ;煙霧事故發生之 失效因子共有3 項,其中每小時失效機率最高為進氣管路阻塞與作業管理缺失的 4.6× 10-5 。而後針對各失效因子訂立預防改善對策,並將改善前後進行差異性比較。結果如 氣體洩漏事故中,其失效因子管路阻塞之失效機率從每小時7.5×10-4 下降至3.4×10-4 。液 體洩漏事故中,其失效因子供水電磁閥故障的失效機率從每小時3.4×10-4 下降至2.3× 10-4 ;煙霧事故失效因子,管路阻塞的失誤機率從每小時4.6×10-5 下降至 0,故得知其行 政管控與部份工程改善有一定之成效。本文並探討燃燒水洗式互鎖功能(Interlock)安全設 計,至少需具備九項硬體安全裝置互鎖功能,而吸附式區域洗滌設備,則至少需具備五 項硬體安全裝置互鎖功能。最後本研究並參考國內外安全規範(SEMI、NFPA)指引, 建立區域洗滌設備標準規範提供相關業界參考。 關鍵詞:區域洗滌設備,失效模式與影響分析,半導體製程,風險評估,預防保養The Study of the Failure Mode for Abnormal Events of the Local
Scrubber – Taking a Semiconductor Factory as an Example
Student:Wei-Ru Chen Advisor:Chuen-Jinn Tsai
Degree Program of Industrial Safety and Risk Management
College of Engineering
National Chiao Tung University
ABSTRACT
Semiconductor plants often need to use large quantities of dangerous and harmful chemicals during the manufacturing process, and since these chemicals may be flammable, explosive, toxic or other highly reactive dangerous substances, they tend to cause a certain degree of harm to the human body and the environment, both directly and indirectly. A survey was conducted by this study in a semiconductor plant on abnormal accidents from 2006~2010, the local scrubber equipment was found to experience the highest rate, 25%, of the 252 incidents that occurred. Furthermore, when the abnormal accidents of the local scrubber were analyzed and investigated, gas leakage accidents were found to account for 62% of the events; liquid leakages, 36%; and detector and sensor actions caused by smoke, 2%. Pipeline plugging accounted for the highest rate of gas leakage accidents, at approximately 41%; internal component malfunctioning, including water supply solenoid valve, drainage pump and fluid level gauge failures, etc., accounted for the highest rate, approximately 30%, of liquid leakage accidents. When various abnormal components were analyzed by using Failure Mode and Effect Analysis (FMEA), the failure factor caused by gas leakage accidents was found to cause a total of 36 events, with air intake pipe blockage accounting for the highest hourly failure rate of 7.5×10-4. A total of 27 failure factors were found in liquid leakage accidents, with the highest hourly failure rate of 3.4×10-4 being caused by water supply solenoid valves; a total of 3 failure factors were found in smoke accidents, with the highest hourly rate of 4.6×10-5 caused by air inlet pipe blockage and operation management faults. The prevention and improvement measures were then employed for various failure factors, whose failure rates were compared with those before the improvements. The hourly failure
rate of failure factors in gas leakage accidents caused by pipeline blockage fell from 7.5×10-4 to 3.4×10-4. In the failure factor of liquid leakage accidents, the hourly failure rate caused by water supply solenoid valve malfunctioning dropped from 3.4×10-4 to 2.3×10-4 ; and in the failure factor of smoke accidents, the hourly failure rate caused by pipeline blockage plummeted from 4.6×10-5 to zero. Therefore, administrative control and sectional engineering improvements were shown to yield effective results. This study also investigated the safety interlock design of the burn-wet scrubber system and found that it required at least five safety devices on the interlock function of hardware alone. Finally, the domestic and overseas SEMI and NFPA safety guidelines were studied to establish the standard norms on regional washing equipment, which serve as a reference for relevant industry sectors.
Keywords:Local Scrubber、FMEA、Semiconductor Process、Risk Assessment、Preventive Maintenance
誌謝
論文得以順利的完成,承蒙恩師蔡春進教授,在論文研究寫作過程中不辭辛勞耐 心、細心、用心的指導與諄諄教誨,浩蕩師恩,銘感於心,感激之情,難以言表!謹致 以最誠摯最崇敬之感謝。 在論文口試期間,承蒙口試委員簡弘民老師、李書安老師在百忙之中對於本論文句 斟字酌、立論之周延,不吝指教,提供許多寶貴的建議,使本論文能更臻完備,受益匪 淺,在此,致以由衷之敬意與謝意。 再者,要感謝論文撰寫過程中,公司同事:信智、厚德、得強、若天、建銘、孟志 提供部分寫作方面指導與參考資料,讓我得以完成伴我渡過這段刻骨銘心與艱困的日 子。最後,僅將這份完成碩士學位的榮耀與喜悅獻給我最敬愛的父母、家人,謝謝你們 在這一段期間對我的容忍與體諒。由於你們的伴隨與支持得以豐富我的生命與理想實 現。無盡的感恩與感謝!目錄
摘 要 ... i ABSTRACT ... ii 誌謝 ... iv 目錄 ... v 表目錄 ... viii 圖目錄 ... x 第一章 緒論 ... 1 1.1 研究背景 ... 1 1.2 研究目的 ... 10 第二章 文獻回顧 ... 15 2.1 半導體廠製程尾氣分類與危害特性 ... 15 2.2 半導體廠製程排氣中央處理設備 ... 16 2.3 半導體廠製程排氣區域洗滌設備 ... 19 2.3.1 吸附式(含加熱吸附式) ... 19 2.3.2 燃燒式區域洗滌塔 ... 22 2.3.3 電熱式區域洗滌塔 ... 27 2.3.4 電漿水洗式區域洗滌塔 ... 29 2.4 區域洗滌設備區警報設備 ... 30 2.4.1 氣態與液態偵測裝置工安法令 ... 30 2.4.2 氣態與液態偵測裝置環保法令 ... 32 2.4.3 氣體偵測裝置分類及原理 ... 34 2.4.4 液體偵測器原理 ... 37 2.5 區域洗滌設備氣體偵測器偵測點探討 ... 37 2.5.1 區域洗滌設備氣體偵測器採樣方式 ... 38 2.5.2 區域洗滌設備氣體偵測器警報設定 ... 40 2.6 風險分析應用與方法 ... 41 2.6.1 故障樹分析 ... 42 2.6.2 檢核表 ... 422.6.3 如果-結果分析 ... 43 2.6.4 危害及可操作性分析 ... 43 2.6.5 失誤模式與影響分析 ... 44 2.7 風險評估改善建議 ... 45 2.7.1 風險分析案例研究回顧 ... 46 第三章 研究方法 ... 47 第四章 區域洗滌設備異常事件統計與分析 ... 50 4.1 氣體洩漏事故原因統計 ... 50 4.1.1 區域洗滌設備管路阻塞統計 ... 51 4.1.2 區域洗滌設備管路接點鬆脫統計 ... 54 4.1.3 區域洗滌設備管路元件破損統計 ... 55 4.1.4 區域洗滌設備元件故障破損統計 ... 56 4.1.5 作業管理缺失統計 ... 57 4.2 液體洩漏事故統計 ... 57 4.2.1 區域洗滌設備元件故障統計 ... 58 4.2.2 區域洗滌設備管路接點鬆脫統計 ... 59 4.2.3 區域洗滌設備管件破損統計 ... 59 4.2.4 區域洗滌設備元件破損統計 ... 60 4.2.5 作業管理缺失統計 ... 60 4.2.6 區域洗滌管路阻塞統計 ... 61 4.3 煙霧事故統計 ... 61 4.4 異常事件基本原因分析 ... 61 4.5 異常事件失誤模式與效應分析 ... 65 第五章 結果與討論 ... 67 5.1 異常事件改善探討 ... 67 5.2 標準安全規範訂立 ... 72 5.2.1 區域洗滌設備硬體安全裝置 ... 73 5.2.2 燃燒水洗式區域洗滌設備安全連鎖設計 ... 73 5.2.3 吸附式區域洗滌設備安全連鎖設計 ... 80 5.2.4 區域洗滌設備安全規範建立 ... 82
第六章 結論與建議 ... 87
6.1 結論 ... 87
6.2 建議 ... 88
參考文獻 ... 89
表目錄
表 1-1 半導體廠各區域使用之氣體/化學品具有的潛在危害分類 ... 8 表 1-2 全球半導體業之災害損失(1985~1994) ... 11 表 1-3 晶圓半導體廠異常事件類別統計(2006~2010) ... 13 表 2-1 半導體常用化學物質 ... 16 表 2-2 園區半導體廠商污染防置設備之調查結果 ... 18 表 2-3 LOCAL SCRUBBER 優缺點彙整表 ... 30 表 2-4 丙類第一種特定化學物質 ... 31 表 2-5 丁類特定化學物質 ... 32 表 2-6 半導體廠氣體偵測器警報設定值 ... 40 表 2-7 WHAT IF 分析表示範 ... 43 表 2-8 HAZOP 分析術語定義 ... 43 表 2-9 FMEA 分析表範例 ... 44 表 3-1 嚴重性分類標準 ... 48 表 3-2 可能性分級標準 ... 48 表 3-3 風險等級矩陣 ... 48 表 4-1 氣體洩漏事故原因分類 ... 50 表 4-2 管路阻塞製程分類 ... 51 表 4-3 管路阻塞異常元件 ... 53 表 4-4 製程與阻塞異常元件統計 ... 53 表 4-5 管路接點鬆脫統計 ... 54 表 4-6 管路元件破損統計 ... 55 表 4-7 區域洗滌設備元件故障破損統計 ... 57 表 4-8 作業管理缺失分類 ... 57 表 4-9 液體洩漏事故原因分類 ... 58 表 4-10 廠牌設備元件故障統計 ... 58 表 4-11 設備元件故障狀況統計 ... 59 表 4-12 管路鬆脫狀況統計 ... 59 表 4-13 管件破損狀況統計 ... 60表 4-14 元件破損狀況統計 ... 60 表 4-15 作業管理缺失狀況統計 ... 61 表 4-16 管路阻塞狀況統計 ... 61 表 4-17 煙霧產生異常原因統計 ... 61 表 4-18 預防及改善對策彙整 ... 66 附錄一、常見半導體排氣不相容物質 ... 92 附錄二、HAZOP 空白分析表... 94 附錄三、FMEA 空白分析表... 95 附錄四、氣體洩漏事故FMEA 分析結果... 96 附錄五、液體洩漏事故FMEA 分析結果... 99 附錄六、煙霧異常事件FMEA 分析結果... 101 附錄七、EDWARD BOC 連鎖功能表 ... 102 附錄八、UNISEM連鎖功能表 ... 104 附錄九、台禹連鎖功能表 ... 105
圖目錄
圖 1-1 洗淨機台結構與晶盒傳送流程 ... 2 圖 1-2 高溫氧化擴散爐結構 ... 3 圖 1-3 塗佈及顯影流程圖 ... 3 圖 1-4 蝕刻機台供應與反應室系統 ... 4 圖 1-6 反應室內SIO2薄膜形成示意 ... 6 圖 1-7 PVD 溅鍍反應基本原理 ... 7 圖 1-8 化學機械研磨流程 ... 7 圖 1-9 全球半導體業之災害損失(1985~1994 年) ... 10 圖 1-10 日本半導體業事故依位置/區域百分比統計(1988~1997 年) ... 12 圖 1-11 晶圓半導體廠異常事件類別統計(2006 年~ 2010 年)... 13 圖 1-12 某晶圓半導體廠系統設備異常事件統計(2006 年~2010 年) ... 14 圖 2-1 半導體廠氣體供應與排放處理流程 ... 15 圖 2-2 立式與臥式洗滌塔結構 ... 17 圖 2-3 有機廢氣處理流程示意 ... 18 圖 2-4 SHOWA ZN-13 吸附式 ... 20 圖 2-5 SHOWA PFC加熱吸附式 ... 20圖 2-6 ICS GASSMITH D360LA內部結構 ... 21
圖 2-7 吸附劑再生處理流程 ... 21 圖 2-8 製程排氣入口端 ... 22 圖 2-9 燃燒室內部結構 ... 23 圖 2-10 冷卻槽外觀及原理 ... 23 圖 2-11 分離器外觀及原理 ... 24 圖 2-12 WRU與SERVICE MODULE 外觀 ... 24 圖 2-13 PACKED TOWER外觀 ... 25 圖 2-14 WESP處理原理 ... 25 圖 2-15 UNISEM 機台結構示意 ... 26 圖 2-16 PG單反應槽型式 ... 26 圖 2-17 PGT 雙反應槽型 ... 27
圖 2-18 PGD 雙反應槽管路切換示意 ... 27 圖 2-19 台禹(ECS-2250)區域洗滌設備結構 ... 28 圖 2-20 台禹(ECS-2250)排放處理設備管路切換 ... 28 圖 2-21 電漿處理設備基本原理 ... 29 圖 2-22 電漿處理設備內部基本構造 ... 29 圖 2-23 半導體式氣體偵測器 ... 35 圖 2-24 電化學式氣體偵測器 ... 35 圖 2-25 觸媒式氣體偵測器 ... 36 圖 2-26 紅外線式氣體偵測器 ... 36 圖 2-27 漏液感知器原理 ... 37 圖 2-28 氣體偵測系統架構 ... 38 圖 2-29 製程幫浦與區域洗滌設備偵測器佈點 ... 38 圖 2-30 氣體採樣點設計不良案例(1) ... 39 圖 2-31 氣體採樣點設計不良案例(2) ... 39 圖 2-32 失誤樹分析示範 ... 42 圖 2-33 風險等級建議 ... 45 圖 3-1 研究流程 ... 49 圖 4-1 區域洗滌設備事故分類 ... 50 圖 4-2 INLET PIPE/MANIFOLD 阻塞狀況 ... 52 圖 4-3 酸排氣風管阻塞狀況 ... 52 圖 4-4 燃燒室阻塞狀況 ... 53 圖 4-5 INLET BELLOW 破損狀況 ... 55
圖 4-6 CONDENSING ZONE COATING 腐蝕狀況... 56
第一章 緒論
1.1 研究背景
半導體是指一種導電性可受控制,範圍可從絕緣體至導體之間的材料。今日大部分 的電子產品,如電腦、行動電話或是數位錄放音機當中的核心單元都和半導體有著極為 密切的關連。常見的半導體材料有矽、鍺、砷化鎵等,而矽更是各種半導體材料中,在 應用上最廣泛的一種。而積體電路(Integrated Circuit , IC),則是指在一半導體基板上, 利用氧化、蝕刻、擴散等方法,將眾多電子電路組成各式二極體、電晶體等電子元件, 作在一微小面積上,以完成某一特定邏輯功能、例如:DRAM、NAND Flash等,進而 達成預先設定好的電路功能。 隨著技術的進步,在一單一晶片聚集佰萬顆以上電晶體的IC,已非難事。另外莊達 人【1】認為積體電路即是將特定電路所需的各種電子元件(如電阻、電容及電感等) 及線路,縮小並製作在大小僅 2 cm2,或更小面積上的一種電子產品。因為積體電路大 多是由數以萬計,大小需用顯微鏡才能看到的固態電子元件所組合而成的,因此我們又 習慣以「微電子元件」(Microelectronics)稱呼它,其特點是體積小、功能多、可靠性高、 價錢便宜、使用方便,因此現今所有電子電路,都儘量採用積體電路製作。 一般而言,一顆IC的完成,通常先後需經過電路設計、光罩製作、晶片製造、晶片 封裝和測試檢查等步驟,如圖 1-1 所示。IC 挾其輕、薄、短、小、省電、多功能、低 成本等特長,席捲大半的半導體市場,成為半導體的主流產品。為了滿足下游電子產品 追求高品質、高性能、大記憶容量、低價格等需求,半導體相關業者莫不競相投入發展 更微細的製程、更高的集積度持續努力。而半導體積體電路之製造,主要是將晶圓表面 氧化,產生一層氧化層後,隨即依電路設計需求,反覆進行蝕刻、黃光、薄膜、擴散、 化學機械研磨等不同之模組操作。而蕭宏認為進行晶圓製程區域,其主要作業程序及功 能說明如下列細項【2】: 1. 濕式製程 濕式製程區就是進行濕式製程的地區。剝除光阻、濕式蝕刻和濕式化學清洗是濕式 製程區內最普遍的製程。在這裏經常會用到具有腐蝕性的化學品和強氧化劑,如氟化氫 (HF)、鹽酸(HCl)、硫酸(H2SO4)、硝酸(HNO3)、磷酸(H3PO4),和過氧化氫(H2O2)。濕式
製程是屬於移除製程,通常需要三道步驟:處理、清洗和吹乾。濕式製程工具是典型的 批量處理設備,如圖1-1所示【3】。它能夠一次處理一個或多個裝有25片晶圓的匣盒 (Cassette)。機械手臂從裝載位置將裝有晶圓的匣盒拿起後再將它浸入處理液中。經過所 需的處理時間後,機械手臂再將匣盒取出並放入清洗槽中使用去離子水將晶圓表面的化 學品洗除。接著匣盒會被放到IPA乾燥槽內乾燥後再利用高速旋轉將晶圓和匣盒旋乾。 最後將匣盒放回裝載位置以便將晶圓卸下。 圖1-1 洗淨機台結構與晶盒傳送流程【3】 2. 擴散製程 擴散製程區是進行加熱製程的區域。這些製程可能是添加製程,如氧化、擴散摻雜, 或者是加熱製程,如佈植(Implantation)後熱處理、摻雜物驅入(Drive-In),或介電質的再 流動步驟(Reflow)。氧化、擴散摻雜製程以及加熱製程都是在擴散製程區的高溫爐中進 行。有些半導體廠在擴散製程區內也有磊晶反應器。在1970 年代中期發明離子佈植技 術之前,在高溫爐中進行氧化和擴散摻雜是生產積體電路過程中最常用到的製程,如圖 1-2所示【3】。擴散製程區經常會使用到的氣體有氧(O2)、氮氣(N2)、無水氯化氫(HCl)、
氫(H2)、矽甲烷(SiH4)、二氯矽烷(DCS,SiH2Cl2)、三氯矽烷(TCS,SiHCl3),磷化氫(PH3)、
氫化硼(B2H6)和氨氣(NH3)。氮氣是一種安全氣體;氧氣是一種氧化劑,在某種條件下和
其他易燃與易爆的材料混合時,可能會引起火災或爆炸。無水氯化氫具有腐蝕性;氫氣 是易燃性;矽甲烷具自燃性(自行起火)、並且具有毒性;二氯矽烷和三氯矽烷都是易燃 性;氨氣是具有腐蝕性的;磷化氫和氫化硼具有毒性、易燃性。
Heater Tube Buffer Buffer Signal Tower Carrier transfer Load port Scavenger Shutter Boat elevator Wafer transfer Transfer stage Notch aligner Heater Tube Buffer Buffer Signal Tower Carrier transfer Load port Scavenger Shutter Boat elevator Wafer transfer Transfer stage Notch aligner 圖1-2 高溫氧化擴散爐結構【3】 3. 黃光製程 微影製程區是製造積體電路的最重要技術之一,它能將光罩或倍縮光罩上的設計圖 案轉移到暫時覆蓋在晶圓表面的光阻層上,光學製程區有整合型晶圓軌道機步進系統, 它可以執行底漆層和光阻塗佈、烘烤、校準和曝光,以及光阻顯影製程等步驟,如圖1-3 所示【3】。最後利用紫外線或深紫外線來照射光阻以引起光化學反應,使得電路圖案 顯示。 光阻塗佈 顯影 圖1-3 塗佈及顯影流程圖【3】
4. 蝕刻製程 當光阻形成圖案後將晶圓送到佈植區或蝕刻區,在蝕刻區依光阻所定義的圖案來蝕 刻晶圓。而蝕刻是一種移除製程其使用化學或物理步驟,通常是這兩種步驟的組合來選 擇性地移除晶圓表面的材料。由於濕式蝕刻製程無法蝕刻小於3微米的圖形,因此先進 半導體廠多半利用乾式蝕刻或電漿蝕刻來作蝕刻成型的工作。一台電漿蝕刻機台通常是 由真空反應室、射頻系統、晶圓傳送機制和氣體輸送系統所組成。蝕刻製程常使用的氣 體包括氟碳化合物氣體,如CF4、C2F6、C3F8、CHF3,以及溴化氫(HBr)、氯氣(Cl2)及氬 氣等。而蝕刻之原理在於將晶圓置於真空反應室內,導入所需的蝕刻氣體,與晶圓平行 放置的上方電極加上高頻電壓將氣體電漿化。而正負離子或電子等的帶電粒子以及中性 的活性種源在電漿中互混合時晶圓表面將引起化學反應、反應後的物質將循排氣系統排 至外部,如圖1-4所示【3】。 壓力控制器 氣體流量控制器 Gas box 內部有質流 控制器(MFC) 氣體鋼瓶 CL2/BCL3/N2 ... 魯氏邦浦/爪式邦浦 上下電極 操作控制裝置 射頻產生器 匹配網路器 壓力訊號傳輸 溫度訊號傳輸 氣體釋放元件 圖1-4 蝕刻機台供應與反應室系統元件【3】
5. 離子植入製程 離子佈植區是晶圓結束微影製程後的唯一目的地,離子佈植機與快速加熱退火系統 都在此區,前者是在半導體基片中加入摻雜物以改變其導電率的一種添加過程;後者是 一種加熱過程,其在高溫下不需要以移除或增加晶圓表面材料的方式來修復晶格結構的 損害。離子佈植機台通常是半導體廠中最大也最重的製程機台,它也有許多安全上的隱 憂,如高壓電(高達100 千瓦)、很強的磁場(可能影響心律調整器),以及會產生強烈X 光 輻射的高能量離子束。離子佈植機也使用毒性、易燃性的氣體,如砷化氫(AsH3)、磷化 氫,和有毒的固態材料,如硼(B)、磷(P)、銻(Sb),以及具有腐蝕性的三氟化硼(BF3)。 而離子佈植機台作用原理主要是注入雜質,利用成氣態的硼磷砷等雜質,藉電弧放 電予以離子化。而經電場加速後藉由磁場的質量分析器篩選雜離子。再進一步針對選擇 的離子做加速打入晶圓表面。最後經由離子束的照射,利用相關之移動機械元件掃描及 移動晶圓,如圖1-5所示【3】。 圖 1-5 離子佈值機台結構及元件【3】 離子束掃 描磁管 磁準直儀 晶舟承載區 另外一種快速熱製程設備目的是利用熱擴散、將添加於矽中的雜質滲入內部與含有
硼磷等熔點較低的矽酸玻璃予以溶解藉以獲得平坦表面。並且使佈值離子雜質活性化, 及恢復遭毀損的矽結晶也就是退火(Anneal)製程。 6. 薄膜製程 薄膜製程區是沉積介電層或金屬層的地方,介電層和金屬薄膜沉積是主要的製程, 是一種添加製程。化學氣相沉積法常被應用到介電質薄膜沉積方面,由於介電質層在作 多層連線應用時,需要較低的成長溫度,故電漿增強型化學氣相沉積法也受到廣泛的使 用。以臭氧(O3)、四乙氧基矽烷(tetra-ethyl-oxy-silane, TEOS)、Si(OC2H5)4 為材料的化學
氣相沉積製程具有極佳的填充空隙能力,故也被廣泛的用來沉積矽玻璃。其製程將各式 的氣體原料置於反應室內,利用化學觸媒反應使堆積並形成薄膜,如圖1-6所示【3】。 圖1-6 反應室內SiO2薄膜形成示意【3】 用來連接多數積體電路晶片內之電晶體的金屬為鋁銅合金(Al.Cu)、鎢(W)、鈦(Ti)、 銅(Cu)等。而金屬薄膜沉積中,物理氣相沉積機台可以沉積出鋁銅合金、鈦、氮化鈦、 鉭、氮化鉭及銅的種子層(Seed Layer);而化學氣相沉積機台則廣泛用來沉積鎢金屬。常 使用的化學品或氣體為四乙氧基矽烷(TEOS)、矽甲烷、氧氣、臭氧、一氧化二氮(N2O)。 而清洗介電質反應室則普遍使用三氟化氮(NF3)或是氟碳氣體;鎢製程則使用了六氟化 鎢(WF6),其具有腐蝕性,且當它和水反應時會產生氟化氫(HF)。 而溅射裝置基本原理係使反應室(Chamber)內通入惰性氣體(Ar),再利用直流電將惰 性氣體解離為(Ar+)離子。而解離後的惰性氣體因正負電場之特性自動轟擊靶材,而將靶 材的材料(Ti)打出來沉積在晶圓上方,如圖1-7所示【3】。
圖1-7 PVD 溅鍍反應基本原理【3】 7. 化學機械研磨製程 化學機械研磨製程區是一種移除步驟,此步驟組合機械研磨和濕式化學反應,其機 台內部結構,如圖1-8 所示【3】。將材料從晶圓表面剝除,包含了二氧化矽、鎢金屬 及銅金屬的移除。而細微的粒子在化學機械研磨製程中扮演了重要的角色,如矽玻璃研 磨漿中的二氧化矽或二氧化鈰(CeO2),以及金屬研磨漿中的氧化鋁等。半導體廠內通常 將化學機械研磨製程區與其他製程區隔離開來,以避免微物質交叉污染。 圖1-8 化學機械研磨流程【3】 而上述七種製程使用許多危險性、危害性能量以及有害性的氣體和化學物質,如表 1–1所示【4】。而一旦有腐蝕性、毒性、氧化性或易燃性等氣體或化學品外洩,輕則影 響產品良率、造成人員虛驚,嚴重則導致人員傷害與毀損公司資產及商譽。
1 Nh(Health Hazard, 健康危害):係藉由接觸、吸入或是食入某種物質而致急性暴露引起直接或間接,暫
時性或永久性的傷害。
2 Nf (Flammability Hazards, 燃燒危害性):危害程度係根據物質燃燒的程度而定。
3 Nr (Instability or Reactivity Hazards, 不穩定性或是反應性危害):危害程度係根據反應釋放的能量而定。 4 NFPA704 危害排序(Hazard Rating):0 表示極微小的(minimal)、1 表示輕微的(slight)、2 表示中等的
1.2 研究目的
半導體廠因微細製程之需要,使用大量危險及有害之化學物品,而這些化學物品可 對人體與環境造成一定之損害。歷年來高科技產業曾發生意外事故災害中,如1997年10 月3日聯瑞積體電路公司晶圓廠風管中含矽甲烷易燃廢氣外洩引發大火,使該廠廠房全 毀,估計損失超過100億元新台幣;2005年11月23日茂迪科技南科廠氣體室矽甲烷氣體 外洩導致爆炸,造成1人死亡,17人送醫,估計損失3億元新台幣以上。因此矽甲烷與各 種化學品外洩所導致之事故,對半導體廠安全造成極大的威脅。隨著國內外半導體工業 蓬勃發展,但也已發生足夠的災害損失案例。根據1985~1994 年全球半導體產業損失資 料,統計資料如圖1-9 所示【5】。 20000 30000 58020 31618 1350513021 8978 6917 4204 4030 3492 2272 1624 1269 1237 1047 879 294 82 49 36 65 37 3 17 20 11 10 12 11 14 1 2 2 6 5 4 2 0 10000 40000 50000 60000 液 體 洩 漏 火 災 電 力 中 斷 撞 擊 公 用 系 統 中 斷 雜 項 灑 水 系 統 漏 水 水 損 風 災 爆 炸 搶 劫 / 偷 竊 倒 塌 爆 動 / 戰 爭 土 壤 滑 動 壓 力 容 器 毀 損 機 械 毀 損 運 輸 閃 電 事件種類 -25 -15 -5 5 15 25 35 45 55 65 估計損失金額(單元:1000美元) 損失件數 損失金額 件數 圖1-9 全球半導體業之災害損失(1985~1994)【5】 該統計資料並指出在這十年當中,全球半導體業總損失事故總計有258件,總損失 金額高達 1億5千萬美元,如表 1-2 所示【5】。從災害損失型態來看,液體洩漏及火 災為造成損失之前二名,其所伴隨而來之損失也最為重,約佔總損失金額 58.7%。表1-2 全球半導體業之災害損失(1985~1994) 【5】 損失金額 損失件數 金額(千美元) % 數量 % 58,020 38.00% 36 14.00% 31,618 20.70% 65 25.20% 13,505 8.90% 37 14.30% 13,021 8.50% 3 1.20% 8,978 5.90% 17 6.60% 6,917 4.50% 20 7.80% 4,204 2.80% 11 4.30% 4,030 2.60% 10 3.90% 3,492 2.30% 12 4.70% 2,272 1.50% 11 4.30% 1,624 1.10% 14 5.40% 1,269 0.80% 1 0.40% 1,237 0.80% 2 0.80% 1,047 0.70% 2 0.80% 879 0.60% 6 2.30% 294 0.20% 5 1.90% 82 0.10% 4 1.60% 49 0.00% 2 0.80% 152,538 100.00% 258 100.00% 所以任何機械設備的失效與人為操作的失誤,皆可能引起危害物質洩漏、火災或爆 炸,造成生命與財產的損失【6】。且半導體製造流程中使用了各種具有燃燒性、爆炸 性、毒性等高度反應性的危害性氣體,對人的安全與健康有嚴重的威脅性。其中造成聯 瑞火災事故的矽甲烷本身為無色氣體,與空氣接觸時會產生自燃反應,且在燃燒時會釋 放出二氧化矽濃煙。美國半導體產業技術協會(Semiconductor Manufacturing Technology Consortium, SEMATECH)發表之Silane Safety Improvement Project S71 final Report 報告 中指出,該調查統計1981至1993年間的事故災害,這13年中有156件矽甲烷事件。其嚴 重足夠導致財產損毀和生意中斷發生的事件約每年5.2次,且每次事件平均損失約86,000 美元【7】。由於半導體廠產品製造生產不停的運轉,一旦發生事故,將造成無法彌補 的災害。而日本半導體工業協會(Japan Semiconductor Industry Association, JSIA)針對所 屬會員廠商於1988年至1997年約10年間的安全事故統計資料指出,在氣瓶櫃供應系統發
生之事故,遠高於供氣系統、製造機台、區域洗滌設備、一次配排氣系統、二次配排氣 系統、中央洗滌器,如圖1-3【8】。而主要發生之原因則為洩漏所造成損害與傷害。
圖1-10 日本半導體業事故依位置/區域百分比統計(1988~1997 年) 【8】
根據美國FMRC(Factory Mutual Research Corporation)的統計資料,1977至1997年全 球半導體廠共發生407件工安事故,北美地區約267起工安事故,臺灣發生7起工安事故 中,其中二起工安事故造成台幣近200億元損失(不含營業中斷與不保損失)。以製程 使用的機台而言,濕式清洗檯佔70多起工安事故,高溫爐管區佔20多起事故,步進機佔 10多起事故,蝕刻機佔10多起事故,離子植入機及磊晶反應器各佔近10起事故。以廠務 設備而言,以廢氣排氣管線佔40多起工安事故,空調系統佔30多起工安事故,變壓器, 氣瓶櫃、洗滌塔,去離子水系統及真空馬達各佔10多起事故等【9】。 而本研究調查統計某公司之12吋晶圓半導體廠2006年到2010年異常事件報告,發現 液體洩漏異常事件次數達614件為最高,其次則是特殊氣體與高壓氣體洩漏達271件。而 一般機台元件故障燒毀與零件保養作業產生煙霧次數為71件,而該統計資料顯示,氣體 與液體洩漏,元件燒毀產生煙霧,此三類異常事件在該半導體廠五年內共發生次數高達 956件,約占百分比95%。而建物穿牆管路填塞未確實,造成雨水滲漏達11件,Chiller 停 機保養升溫與冰水管路保溫棉包覆不確實造成管路冷凝,產生冷凝水狀況為21件,氣體 偵測器受干擾為7件,此三種一般性異常事件共計達39件,約占百分比4%,而溼式清洗 槽(Wet Bench)CO2防護系統與消防系統放射,異常化學反應,鋼瓶更換錯誤導致機台供 應氣體異常重大異常事件則達10件,佔百分比1%,總計在五年內異常事件則高達1005 件,如圖1-2 與表1-2 所示。
0 20 40 60 80 100 120 140 160 液體 洩漏 氣體 洩漏 煙、 霧 管路 冷凝 (水) 產生 雨水滲 漏 氣體 偵測 器干 擾 消防 系統 (灑 水頭 )動作 異常 化學 反應 Wet be nch (CO 2)動 作 機台 供應 氣體 異常 95年 96年 97年 98年 99年 圖1-11 晶圓半導體廠異常事件類別統計(2006年~ 2010年) 表1-3 晶圓半導體廠異常事件類別統計(2006 年~2010 年) 異常事件分類 2006 年 2007 年 2008 年 2009 年 2010 年 合計 液體洩漏 76 126 130 147 135 614 氣體洩漏 7 53 77 63 71 271 煙、霧 1 32 16 7 15 71 管路冷凝(水)產生 3 1 9 6 2 21 雨水滲漏 1 8 2 0 0 11 氣體偵測器干擾 0 5 1 1 0 7 消防系統(灑水頭)動作 3 1 0 0 0 4 異常化學反應 1 2 0 0 0 3
Wet bench (CO2)動作 0 2 0 0 0 2
機台供應氣體異常 0 0 1 0 0 1
總計 1005
本研究再根據上述異常事件統計發現,在某半導廠內發生次數最多為區域洗滌設備 (Local Scrubber, LS)共252件,其次為廢水排放與回收系統的152件,生產設備機台的146 件,人員保養維修安裝作業的73件,水供應系統的64件,二次配排氣系統的62件等,如
圖1-12所示。 圖1-12 某晶圓半導體廠系統設備異常事件統計(2006 年~2010 年) 252 152 146 73 64 62 59 56 45 24 18 14 11 10 9 6 4 0 50 100 150 200 250 300 合計 Local scrubber 廢水回收/排放處理系統 生產設備機台 人員保養/維修/安裝作業 水供應系統 二次配排氣系統 一次配排氣系統 空調系統 氣體供應系統 保養與清洗設備 Center scrubber 建物設施 化學品回收系統 化學供應系統 電力系統 消防設備 化學品與廢棄物存放區 由上圖可得知在區域洗滌設備所發生之異常事件為最高,約佔總異常事件百分比25 %,因此降低區域洗滌設備異常狀況發生次數,將是當務之急。並且半導體製程中使用 多種易燃易爆之有害氣體,如因區域洗滌設備異常,可能導致製程排氣處理效率降低, 以及製程中斷損失,更嚴重將造成氣體洩漏乃至火災發生,其損失將難以估計。故如何 防止該設備異常事件發生,此乃本文研究之目的,而預期研究內容如下: 1. 統計某一半導體廠2006年~2010年區域洗滌設備,因氣體偵測器,液體偵測器與 偵煙感知器警報而得知之異常事件,並探討導致異常事件發生之原因。 2. 將統計之異常事件結果應用FMEA分析各失誤因子與其失誤機率,並探討其原因訂 立改善措施。 3. 統計進行作業管控與工程改善後,其2011年度發生之異常事件,來比較歷年發生件 數與失效因子及失誤機率,藉此判斷改善狀況。 4. 探討區域洗滌設備硬體安全設計與警報設定及互鎖連動功能(Interlock)。 5. 參考國際半導體設備材料產業協會(SEMI)與美國防火協會( (National Fire
ProtectionAssociation, NFPA)相關標準與國內相關規範指引,建立標準規範,提供 區域洗滌設備裝機評估與參考標準。
第二章 文獻回顧
2.1 半導體廠製程尾氣分類與危害特性
半導體產業因製程的需求,所使用到的化學物質種類相當繁雜,而這些特殊氣體與 或有機溶劑的使用為半導體廠主要空氣污染來源,以積體電路 IC 製程,幾乎每個製程 步驟皆分別使用各式各樣的毒性氣體、化學酸鹼物質及有機溶劑,而各種物質經過反應 後又形成種類極為複雜之產物,且由於製程的特性,部份的原料氣體並未在製程中完全 反應而是以製程尾氣的型態排出,因應製程的相異性,所使用的化學物質亦不同,故所 有製程幾乎都可能是空氣汙染源。而一般半導體廠氣體供應與排放處理流程,如圖2-1 所示。如果所使用之尾氣處理設備處理效能不佳,又或者該設備發生故障,其危害性氣 體就會順著煙道排放,而進入廠區周界,影響廠區週圍空氣品質造成環境污染,且因應 半導體廠無塵室空調進風口(Make-Up Air Unit, MAU)設置位置皆在頂樓,而因應廠區面 積與經濟因素考量,不得不設置於煙道排放口週邊,故可能部分會經由進風口進入廠 內,影響現場人員作業環境安全,又或者影響製程產品良率。而晶圓廠的廢氣成分分類,NF3、F2、ClF3等氣體來自化學氣相沉積(CVD)製程以及
爐管製程機台的 Chamber Clean Gas,而SF6、Cl2等氣體來自乾蝕刻(Dry Etching)製程,
SiH4、NH3、N2O、SiH2Cl2、O3 為擴散爐管沉積製程,HF 則來自機械研磨、晶圓清洗
或 CVD 製程所產生的製程廢氣,有機廢氣的產生則以黃光製程的光阻劑等有機溶劑與 化學機械研磨的異丙醇(IPA)。相關製程使用之化學品分類如表2-1所示【10】。在危害 方面,其危害性如矽甲烷、四甲基銨(Tetramethylammoniumions, TMA)、氫氧化四甲基 銨(Tetramethylammonium hydroxide, TMAH)等氣體洩漏時與空氣混合會發生自燃現 象,毒性化學物質如NH3、Cl2、HBr、NH3、AsH3、PH3等氣體具有強烈毒性及腐蝕性, 而Hi-K(介電質沉積)製程所使用的運送氣體H2具有火災爆炸的危險,禁水性物質ClF3 接 觸到水氣則會產生化學反應爆炸。故排放煙道分類則是需謹慎考慮之因素。不相容性化 學物質,如附錄一所示。 表2-1 半導體常用化學物質【10】
2.2 半導體廠製程排氣中央處理設備
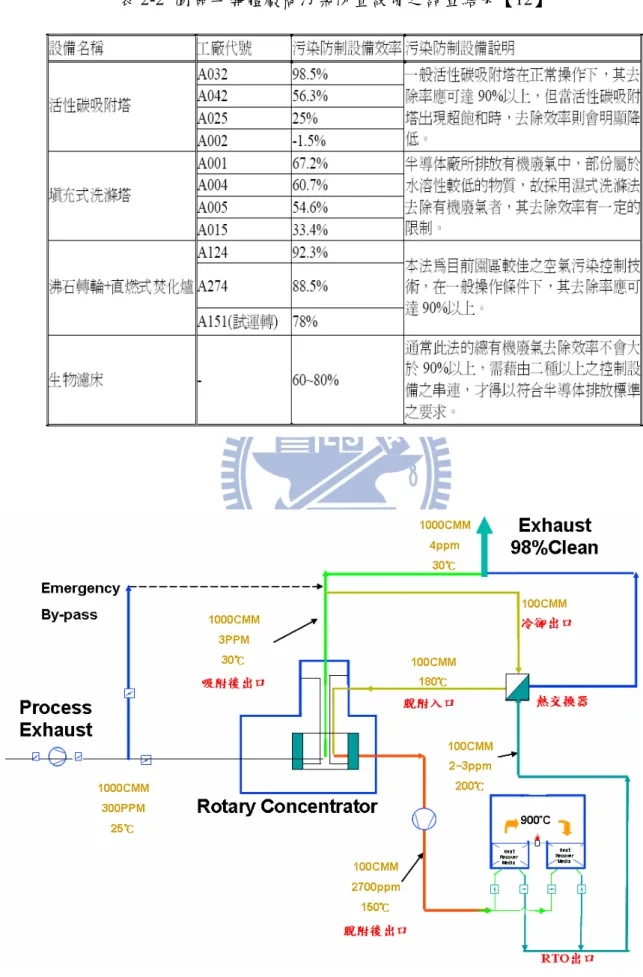
某半導體廠針對不同之化學物質設立不同的處理流程與排放管道,簡單可分類為酸 性排氣管路、鹼性排氣管路、有機排氣管路,在排氣後端設立對應之中央洗滌塔(Central Scrubber)與揮發性有機物(VOCs)處理系統,而酸性及鹼性排氣洗滌塔主要針對製程 排氣中有酸鹼性氣體成份,以水洗裝置去除氣體中粒子,並利用洗滌塔內填充物(拉西 環)增加氣體滯留時間,提高處理效率。而洗滌使用之循環水則是以製程回收之化學廢液H2SO4與NaOH,以加藥酸鹼中和方式,重復循環使用,以符合環保法規排放標準。一 般洗滌塔結構圖,如圖2-2所示【11】。 圖2-2 立式與臥式洗滌塔結構【11】 而揮發性有機化學物質(IPA、光阻劑)處理設備,一般常見的有活性碳吸附塔, 填充式洗滌塔,沸石濃縮轉輪+焚化爐,生物濾床等。而目前半導體製造業舊廠(10年 以上)大多以活性碳吸附塔或填充式洗滌塔處理廠內排放之有機廢氣,依處理設備之設 計去除效率及園區內實際調查結果顯示,有機廢氣排放削減率大多無法符合未來半導體 製造業空氣污染排放標準(排放削率需大於90%),如表2-2所示【12】。而某半導體廠 沸石濃縮轉輪+蓄熱式焚化爐,其去除效果相當顯著,去除率可達90%以上,其設計原 理為有機廢氣經過沸石濃縮轉輪(Concentrating Rotor)常溫濃縮吸附後,在以蓄熱式燃 燒爐高溫燃燒後排放,而沸石轉輪所需之高溫脫附氣流,則是以燃燒爐之高溫廢氣經由 熱交換器提供予沸石轉輪使用。 而此系統設計一方面做為有機廢氣濃縮轉輪再生 (Regenerating)之熱源,節省能源;二方面預熱進入燃燒機之有機廢氣氣體,以節省 燃料;三方面可減低熱量排放造成之熱污染。並且有機廢氣進氣氣流經過濃縮轉輪, 濃 縮倍率為10 倍, 如此可望降低燃料供應損失,並且達到節能減碳的要求,系統架構如
圖2-3所示【11】。
表2-2 園區半導體廠商污染防置設備之調查結果【12】
2.3 半導體廠製程排氣區域洗滌設備
區域洗滌設備(Local Scrubber)之範圍針對提供現場設備廢氣處理的裝置,從製程設 備處理未反應完之可燃性氣體或帶有酸性或毒性氣體,送入Central Scrubber 之前所裝 置的設備,依其燃燒加熱與洗滌作用或以物理吸附方式增加廢氣處理效果。其處理廢氣 的差異分為四種不同型式【12】。 2.3.1 吸附式(含加熱吸附式) 利用化學吸附方式將廢氣吸附至金屬罐中,吸附劑之飽和檢測機制有壓力感測器, 或出口濃度感知器,或由吸附劑之顏色變化判斷,定時移除化學吸附劑。此類型Local Scrubber 可去除水溶性不高的氣體、毒性氣體、PFC 等廢氣,其方式有常溫操作及高 溫觸媒反應吸附,主要應用於尾氣量較少的製程(如Implantation 及Dry Etching),其原理 是將高毒性之氣體採用不可逆的化學吸附反應,藉著附著於載體上的化學物質與廢氣中 的毒性物質產生反應,以降低廢氣中汙染物濃度之處理裝置。一般使用矽藻土作為載 體,而載體上附著之化學物質則隨著所欲去除之汙染物而有所差異,常用的化學吸附材 料為乾式的鹼劑和氧化劑,較著名的有Rikasole 和KS 兩種吸收劑【13】。(1). Rikasole 為酸性吸收劑,其發明於1941 年,主要的成份是矽藻土浸漬於FeCl3 內,
一般可吸收氧化之毒物性質包括ASH3、H2Se、BB2H6、PH3等氫化物氣體(Hydrides)。其
可藉著FeCl3 轉變成FeCl2 而逐漸失去吸附效能,將其還原FeCl3 後便可恢復功效,但
其效能會隨著再生的次數而逐漸降低,一般至多重複使用六次後就需更換。
(2). KS 吸附劑顏色呈現紫色,屬於鹼性吸收劑,其發展於1982 年,作用機制與Rikasole 類似,成分亦是使用矽藻土作為載體,並跟NaOH、KMnO4等氧化劑浸漬在一起,由於 KMnO4 的氧化能力較強,所以除了能去除ASH3 及PH3 外、更可以去除Al(CH3)等有機
金屬化合物,以及HCl 等性氣體和SiH4、BB2H6 等水解氣體。其他吸收劑如ICS Gassmith
系統之吸附劑,可在常溫下將製程廢氣轉換為穩定的鹽類等方式。一般大部分的吸收劑 可藉由其顏色改變情形加以判斷使用狀態,操作時應注意吸附劑破出的時機。
而某廠使用吸附式型態的Local Scrubber 廠牌計有SHOWA(ZN-13、Z-poly、PFC)、 ICS(Gassmith),如圖2-4、圖2-5、圖2-6所示。其吸附處理效率皆有達成百分之九十% 以上,並且所需要能源損耗少如NG、O2、水資源等,但缺點為吸附劑成本高,以蝕刻
製程排氣處理機台(Z-13)而言,平均約15~20天就需更換一組吸附劑,且會造成吸附 劑廢棄物環保處理問題,吸附劑更換處理流程,如圖2-7所示【14】。
圖2-4 SHOWA ZN-13 吸附式
圖2-6 ICS Gassmith D360LA 內部結構
2.3.2 燃燒式區域洗滌塔 廢氣處理方式為在該處理設備內,設有一燃燒室,內部有通入一定壓力之燃料 (NG),並以一定壓力通入O2,在利用火星塞點火,以此燃燒製程廢氣,後續經過冷卻 槽(Quench)冷卻製程廢氣,後端處理則是利用水洗充填塔(Packed Tower)水洗補捉 燃燒後氣體微粒,充填塔內部則有二段式拉西環,增加微粒補捉效率。壓力偵測方式則 是利用進出口之壓差感知裝置確認堵塞情形,定時必須清理氣室內部。而某廠使用燃燒 式型態的Local Scrubber 廠牌計有BOC Edwards、Unisem等機型。以下就各廠牌內部主 要結構進行回顧探討【14】。 (1). Edwards(TPU、TPU+WESP) 該廠牌在某半導體廠主要應用在處理爐管機台製程排氣,主要結構可分為氣體入口 端,燃燒室,冷卻槽,分離器,充填水洗塔等五個元件,以下就各部件結構進行說明。 氣體入口端後端排氣經Pumping Line進入處理設備,在氣體管路進入處理器部份,每組 inlet管路都有三向的控制閥門可切換至另一台處理設備或者直接排放至中央洗滌塔處 理,如圖2-8 所示。 圖2-8 製程排氣入口端【14】 燃燒室部份則是經由一個火星塞的裝置會先點燃母火,瓦斯和空氣的混合氣體會經 過一多孔式隔熱陶瓷內襯進入燃燒室內,而製程排氣從燃燒室上方進入,最後在燃燒室 內部混合機台製程排氣與燃料氣體進行燃燒,如圖2-9 所示。
圖2-9 燃燒室內部結構【14】 在燃燒室所排出的高溫氣體會先進入冷卻槽(Quench),其內璧有兩道水會流入, 提供冷卻效果,避免過熱破壞其結構。在出口端則設置兩道水噴嘴,產生水霧灑向熱氣, 把氣體被冷卻至60℃以下。其外觀及原理如圖 2-10 所示。氣體經過冷卻後部分與水凝 結成Powder,一起掉入分離器(Cyclone)。 圖2-10 冷卻槽外觀及原理
分離器(Cyclone)結構為螺旋狀,內部結構讓製程氣體、燃燒後氣體顆粒(Powder)、 與水產生慣性力量,主要為利用管壁螺旋設計之離心力原理,加上水平式的水柱噴灑使 得殘存的結晶固體隨著旋轉水流的沖刷而排出至排水槽(Water Drain Trap),如圖 2-11 所示。
圖2-11 分離器外觀及原理
分離器後端排放的液體與Powder,將進入排水槽(Water Drain Trap),在 Drain Trap 入口處會有分離檔板,利用重力沉降原理,分離水與粉末顆粒,後續將將液體排至WRU (Water Re-Circulation Unit)循環回收在利用,或是經由 Service Module 直接帶至廠務 端處理。而二者之差別在於,WRU 有設置濾心可過濾廢水,可循環至 Scrubber 在使用, 而Sevice Module 則無設置,如圖 2-12 所示。
而在分離器後端的氣體進入(Packed tower)底部,由廠務排氣系統提供抽力,將氣 體往上抽,在Packed Tower 上方會有水霧灑下,並利用底部的拉吸環,增加氣液接觸面 積,去除氣體殘餘微粒,之後氣體會經過Mist Filter 過濾小水滴,然後由排氣口排至廠 務端,
圖2-13 Packed Tower 外觀
在充填塔後端之廠務排氣管路(Exhaust Piping),排放過程中,有少數 Powder 會沉 積,長久亦會造成酸排氣風管阻塞,該處理設備利用靜電水洗處理系統(Wet Electrostatic Precipitator, WESP)約 90~95%能夠把製程排氣殘留微粒補捉下來,其原理簡單來說則 是在反應室內部有電極棒,利用電子電場原理,將粒狀污染物碰撞至管壁,在利用水幕 補捉氣體殘留微粒。如圖2-14 所示。
(2). Unisem(PG、PGD、PGT)
此廠牌在該廠應用於處理薄膜沉積製程廢氣(CVD、PVD),機台結構與Edwards 處理設備大同小異,亦分為氣體導入整合端(Manifold)、燃燒室(Burning Chamber)、 冷卻槽(Quench)、冷凝區(Condensing Zone)、集水槽(Water Tank)、水洗塔(Wet Column )等六個部件,如圖2-15 所示。 圖2-15 Unisem 機台結構示意【14】 在某廠中該廠牌共有三種型式處理設備,PG型 、PGD型、PGT型,主要是設 計以區分反應處理室為單槽與雙槽式,就該型式分類,PG型為單反應槽型式,結構同圖 2-15所示。 圖2-16 PG 單反應槽型式
而PGD型與PGT型式皆為雙處理槽型,其差別為PGT型正常狀態下,是一處理槽處 理製程廢氣另一槽待命,當運作之處理槽發生故障或警報時,則經由程式控制入口閘閥 自動切換至待命之處理槽繼續運作,如圖2-16所示。而PGD型則為雙槽各自處理所銜接 之氣體管路廢氣,當處理槽有故障或警報時,經由程式控制自動切換集中於另一槽處 理,氣體旁通排放示意如圖2-17所示。 圖2-17 PGT 雙反應槽型 圖2-18 PGD 雙反應槽管路切換示意 2.3.3 電熱式區域洗滌塔 某廠主要使用台禹(ECS-2250)電熱水洗裝置,對應製程則是處理爐管Hi-K 介電
質沉積製程廢氣,該製程主要排放屬於可燃性氣體如氫氣,矽甲烷,TMA,TMAH,利 用加熱方式使內部可燃性廢氣高溫自燃氧化,並加以冷水洗滌冷卻補捉微粒。其簡單原 理主要為先通入N2稀釋製程廢氣濃度,在經過電熱棒加熱製程廢氣,後續經過二水霧噴 頭,補捉氣體殘留微粒後排出。而廢水則是流至下方之水槽。而Level Sensor 共分為二 道,第一道則是控制循環水幫浦啟動循環水,第二道則是控制Drain Pump 將水槽水排 掉,結構圖如圖2-18所示。而廠內排放處理安全設計,為二台處理設備互相Back Up, 一台故障,則經由自動閥切換至另一台處理,如圖2-19所示。 圖2-19 台禹(ECS-2250)電熱水洗裝置結構【14】 圖2-20 台禹(ECS-2250)排放處理設備管路切換
2.3.4 電漿水洗式區域洗滌塔 電漿破壞技術是以高週波電漿(RF Plasma)在400 托爾(Torr)的壓力下解離 CF 鍵 結,並提供H+以形成HF,部份解離的氣體及等量的帶正、負電荷粒子所組成,其中所 含的氣體具高度的活性,它是利用外加電場的驅動而形成,並且會產生輝光放電(Glow Discharge)現象,其中心溫度可達到10000度以上,如圖2-20所示【14】。且其具低耗能 的特點,主要可處理CF4、C4F6、C5F8 等穩定性較高的氣體,電漿解離過後的離子,與 水反應產生低濃度的酸系廢水,並經Drain Pump 帶到廠務端進行後續處理【13】。而 某廠因其可處理PFCs 製程氣體之特性,故應用於乾蝕刻(Dry Etching)後端廢氣處理,使 用的廠牌為Edwards Zenith,如圖2-21所示。而實際使用後之缺點,因水洗之水源皆為廠 內製程回收水,而回收水中會添加較多之漂白水(次氯酸鈉)殺菌,而該廠牌電漿處理 設備內部元件,如放電頭為銅材質,內部水氣會造成放電頭腐蝕,導致設備故障,並影 響廢氣處理功能。 圖2-21 電漿處理設備基本原理【14】 圖2-22 電漿處理設備內部基本構造
各類型之廢氣處理方式皆有其優缺點及適用範圍,吸附式系統的廢氣處理效率佳, 只應用於蝕刻、離子植入製程,由於吸附材上讓氣體通過的通道有孔隙大小的限制,以 及每組吸附材皆有其吸附處理的極限流量,因此不適用於容易堵塞或是氣體流量較大的 製程中。且因導致吸附藥劑需時常更換,使運轉成本更高。而電熱水洗式則是常因Powder 附著造成加熱棒發出的溫度無法均勻散佈於反應室中,導致處理效率不佳。燃燒水洗式 則是因處理之製程容易造成管路阻塞,導致氣體洩露等異常事件發生。電漿水洗式則是 因廠內使用回收水供應處理設備,造成內部銅材質元件損壞之問題。以下彙整區域洗滌 設備應用之製程與優缺點,如表2-3所示。 表2-3 Local Scrubber 優缺點彙整表【12】 LS 型式 應用製程 優點 缺點 1.只更換吸附劑,故維修保養次數少1.吸附劑成本高. 2.無使用燃料與水,故能源損耗少. 2.廢棄物處理環保問題. 3.加熱式對於PFC吸附效率高. 3.較不適用在高流量之廢氣 1.粉塵凝結及造成阻塞事故多 2.維修保養次數多. 3.有燃料洩漏爆炸危險性. 乾式吸附式 電熱水洗式 燃燒水洗式 電漿水洗式 1.可燃物及毒性物質處理效率高 2.較適用於高流量廢氣 1.對於PFC 處理效率高. 2.相對於吸附式處理設備成本較低. 1.副產物需至廠務中央端處理 2.銅材質元件損壞率高. 薄膜(PVD/CVD) 擴散(Poly) 蝕刻(PFC) 1.利用電力加熱,節省燃料消耗. 2.較適用於高流量廢氣. 3.較適用於處理可燃性物質. 1.加熱棒易損壞. 2.水分含量高易浪費能源. 蝕刻(Metal/PFC) 離子植入 擴散(Hi-K)
2.4 區域洗滌設備區警報設備
區域洗滌設備(local scrubber)因處理各類製程廢氣,如因管路破裂或設備元件故 障,有氣體洩漏、液體洩漏乃至火災發生之風險,因此半導體廠皆會在此區域設置安 全防護系統,如氣體偵測器與液體偵測器,火警偵煙感知器等。而本文異常事件統計資 料,皆以歷年半導體安全偵測系統警報作動為主,故以下就各種感知器相關法令及系統 原理進行回顧探討。 2.4.1 氣態與液態偵測裝置工安法令 氣體偵測器設置相關法源依據,以下就相關法規回顧: 1. 勞工安全衛生設施規則第177條【15】:雇主對於化學設備或其附屬設備,為防止 因爆炸、火災、洩漏等造成勞工之危害,應採取以下措施:施作安全閥、緊急遮斷裝置、自動警報裝置或其他安全裝置於異常狀態時之有運轉。 2. 勞工安全衛生設施規則第185條:雇主對於常溫下具有自燃性之四氫化矽(矽甲烷) 之處理,除依高壓氣體相關法規規定辦理,另氣體設備應具有氣密之構造及防止氣 體洩漏之必要設施,並設置氣體洩漏檢知警報系統。 3. 勞工安全衛生設施規則第197條:雇主對於化學設備或其附屬設備,為防止因爆炸、 火災、洩漏等造成勞工之危害,應採取下列措施:保持安全閥、緊急遮斷裝置、自 動警報裝置或其他安全裝置於異常狀態時之有效運轉。 4. 勞動檢查法第28條【16】:勞動檢查機構指派勞動檢查員對各事業單位工作場所實 施安全衛生檢查時,發現勞工有立即發生危險之虞,得就該場所以書面通知事業單 位逕予先行停工。立即發生危險之虞之定義探討勞檢法法則如下所示: (1). 勞動檢查法第六條:有立即發生火災、爆炸危險之虞之情事如對於存有易燃性 液體之蒸氣或有可燃性氣體滯留,而有火災、爆炸之作業場所,未於作業前測 定前述蒸氣、氣體之濃度;或其濃度爆炸下限值之百分之三十以上時,未即刻 使勞工退避至安全場所,並停止使用煙火及其他點火源之機具。 (2). 勞動檢查法第七條:有立即發生中毒、缺氧危險之虞之情事如製造、處置或使 用特定化學物質危害預防標準所稱之丙類第一種或丁類物質之特定化學管理 設備時,如表2-4、2-5所示。未設置適當之溫度、壓力及流量之計測裝置及發 生異常之自動警報裝置。 表2-4 丙類第一種特定化學物質 項次 化學名 英文名 1 次乙亞胺 Ethyleneimine 2 氯乙烯 Vinyl chloride 3 對-二甲胺基偶氮苯 p-Dimethylaminoazobenzene 4 3,3-二氯-4,4-二胺基苯化 甲烷 3,3-Dichloro-4,4-diaminodiphenylmethane 5 四羰化鎳 Nickel carbonyl
6 氯甲基甲基醚 Chloromethyl methyl ether
7 β -丙內酯 β-Propiolactone 8 苯 Benzene 9 丙烯醯胺 Acrylamide 10 丙烯? Acrylonitrile 11 氯 Chlorine 12 氰化氫 Hydrogen cyanide
13 溴甲烷 Methyl bromide
14 2,4-二異氰酸甲苯 Toluene 2,4-diisocyanate
15 4,4-異氰酸二苯甲烷 Methylene bisphenyl isocyanate
16 二異氰酸異佛爾酮 Isophorone diisocyanate 17 異氰酸甲酯 Methyl isocyanate 18 對-硝基氯苯 p-Nitrochlorobenzene 19 氟化氫 Hydrogen fluoride 20 碘甲烷 Methyl iodide 21 硫化氫 Hydrogen sulfide 22 硫酸二甲酯 Dimethyl sulfate 23 含有 1 至 22 列舉物佔其重量超過百分之一製劑及其他之物。 表2-5 丁類特定化學物質 項次 化學名 英文名 1 氨 Ammonia 2 一氧化碳 Carbon monooxide 3 氯化氫 Hydrogen chloride 4 硝酸 Nitric acid 5 二氧化硫 Sulfur dioxide 6 酚 Phenol 7 光氣 Phosgene 8 甲醛 Formaldehyde 9 硫酸 Sulfuric acid 10 含有 1 至 9 列舉物佔其重量超過百分之一之製劑及其他之物。 2.4.2 氣態與液態偵測裝置環保法令 氣體偵測器設置相關環保類法規回顧,彙整後如下列所示。 1. 毒性化學物質管理法第19條【17】:第一類至第三類毒性化學物質之運作過程中, 應維持其防止排放或洩漏設施之正常操作,並備有應變器材。前項應變器材及偵測 與警報設備之設置、構造、操作、檢查、維護、保養、校正、記錄、紀錄保存及其 他應遵行事項之辦法,由中央主管機關定之。 2. 毒性化學物質管理法第32條:有違反第十九條第一項規定或依同條第二項所定辦法 中有關應變器材、偵測與警報設備之設置、構造、操作、檢查、維護、保養及校正
之管理規定而污染環境者,處新臺幣一百萬元以上五百萬元以下罰鍰,並令其限期 改善;屆期不改善者,得令其停工或停業;必要時,並得勒令歇業、撤銷、廢止登 記或撤銷、廢止其許可證。 3. 毒性化學物質管理法第34條:有違反第十九條第一項規定或依同條第二項所定辦法 中有關應變器材、偵測與警報設備之設置、構造、操作、檢查、維護、保養、校正、 記錄及紀錄保存之管理規定者,處新臺幣十萬元以上五十萬元以下罰鍰,並令其限 期改善;屆期不改善者,得令其停工或停業;必要時,並得勒令歇業、撤銷、廢止 登記或撤銷、廢止其許可證。 4. 毒性化學物質應變器材及偵測與警報設備管理辦法第4條【18】:製造、使用、貯 存第一類至第三類毒性化學物質有以下情形者,運作人應於運作場所適當地點設置 偵測及警報設備。 (1). 常溫常壓下為氣態,或常溫常壓下為液態,運作時為氣態;其任一場所單一物 質任一時刻運作總量達大量運作基準者。 (2). 常溫常壓下及運作時皆為液態,其任一場所單一物質年運作總量達三百公噸以 上,或任一時刻達十公噸以上者。但在攝氏二十五度時該毒性化學物質蒸氣壓 小於零點五毫米汞柱(mmHg)者,不在此限。 偵測及警報設備,指利用儀器連續偵測、記錄環境中毒性化學物質濃度,當濃 度超過設定值時,可發出警報訊號之設備。 5. 毒性化學物質應變器材及偵測與警報設備管理辦法第6條:偵測及警報設備應具備 下列構造及功能: (1). 備用電源。 (2). 在偵測周圍濃度達警報設定值時,應能於一分鐘內自動發出警報燈示及聲響。 (3). 能發出持續明亮或閃爍之燈示及聲響。具有二個以上偵測端者,應能辨別發出信號 之地點,且不相干擾。 (4). 發出警報後,偵測設備應能隨環境中氣體濃度之變化連續顯示信號。 6. 毒性化學物質應變器材及偵測與警報設備管理辦法第8條:偵測及警報設備之警報 設定值,應依各運作場所適當地點之環境條件設定,其設定值不得大於勞工作業環 境空氣中有害物容許濃度標準之十倍,無勞工作業環境空氣中有害物容許濃度標準 者,設定值在攝氏二十五度一大氣壓條件下,不得大於每立方公尺二五○毫克。 7. 毒性化學物質應變器材及偵測與警報設備管理辦法第9條:偵測設備於警報設定值
之偵測誤差應在正負百分之三十以內。 8. 毒性化學物質應變器材及偵測與警報設備管理辦法第10條:警報設備應設於運作場 所人員常駐之地點,並指派專人管理。警報發出後,運作場所人員應確認已採取緊 急措施,始能停止警報。 9. 毒性化學物質應變器材及偵測與警報設備管理辦法第11條:應變器材、偵測及警報 設備應保持功能正常,且應每月實施檢查、維護及保養各一次。警報設備應每月實 施功能測試一次;偵測設備應每年測試及校正一次,結果應作成紀錄,保存一年備 查。 10. 毒性化學物質應變器材及偵測與警報設備管理辦法第13條:應變器材、偵測及警報 設備發生故障者,應以書面記載並於十日內修復;未能於十日內修復者,應以書面 向當地主管機關說明故障情形、修復時間及完成修復前所採取之替代措施。前項修 復時間最多不得超過三個月;必要時,得向當地主管機關申請展延三個月。情況特 殊者,得報請中央主管機關核准展延期限。 就調查某廠使用之具有火災爆炸危險之虞氣體,計有PH3、IPA、CH4、C2H4、H2、
六甲基化合物(OAP、HMDS)、SiH2Cl2、SiH4、TEOS等。而丙類與丁類特定化學物
質計有Cl2、CO、HF、HCl、NH3等。第一類至第三類毒化物質計有,1%PH3/Ar、CL2、
CrO3、ELM-C30(二甲基甲醯胺)、PH3、1% PH3/ H2、1.25%Kr/Ne、1%F2/N2、20%F2、
3.5%Ar/Ne。以上使用多種法律規範化學物質,其條文說明為防止災害之發生,需設置 氣態與液態偵測器重要性。 2.4.3 氣體偵測裝置分類及原理 氣體漏洩檢知警報設備定義,依照高壓氣體勞工安全規則相關基準,乃是應能檢知 可燃性氣體、氧氣或毒性氣體之漏洩而指示其濃度並發出警報。而其條文規範內之檢知 警報設備可利用接觸燃燒方式、隔膜加羅瓦尼克電池方式、半導體方式或其他方式,依 賴檢知元件之變化為電氣性機構,周圍濃度達到於事前設定之氣體濃度警報設定值時可 即刻發出自動警報者【19】。而一般半導體廠固定型氣體偵測器較常使用為半導體式, 電化學式,紙帶式,紅外線式( IR ),觸媒燃燒式,熱裂解式等。而紙帶式適用於環境中 毒性氣體之偵測,因在早期還未有適當之偵測器可測無塵室內部中之毒性氣體,所以廣 泛應用於半導體工廠。但因其無法作標準氣體校正及耗材太貴及不易保存,慢慢已被電
化學式偵測器取代。以下就各型原理作文獻回顧探討【20】。 1. 半導體式 測量主體為一金屬氧化物(常用的為SnO2),當無欲量測之氣體時,其電阻是一定值。 但當有欲測試氣體時出現時,則電阻會依濃度而產生相對的變化。經由阻值之變化可得 知測試氣體濃度,如圖而其優點可應用於各種氣體之偵測,並且價格便宜與反應快速。 但缺點為無選擇性與干擾多,造成誤報性狀況嚴重,並且氣體濃度太高會有元件過熱燒 毀的現象。 圖2-23 半導體式氣體偵測器【20】 2. 電化學式 量測原理乃氣體經一滲透薄膜進入偵測器內部,在充滿膠態電解液室中,以特定電 位將該氣體電解,藉由此電解反應中其電流值測定氣體濃度,一般輸出電流為4~20ma, 在經由內部設定換算為受測氣體濃度值。其內部結構如圖2-24所示。其優點在於氣體選 擇性較佳,環境干擾性較低,亦較其它偵測器穩定,並且使用壽命較長。缺點在於部份 較穩定特殊氣體如NF3、C5F8等無法氧化還原反應氣體,沒辦法準確測得濃度。此偵測 器類型於半導體廠使用最為頻繁。 圖2- 24 電化學式氣體偵測器【20】 3. 觸煤燃燒式 此偵測器主要應用於偵測爆炸性氣體濃度,其原理是利用二條白金線圈置於兩個磁 珠內,一個磁珠外面覆蓋一層觸媒,當燃燒性氣體與偵測器接觸後,一個磁珠會因化學
反應而產生熱,而另一個磁珠因無觸煤所以無反應,所以該磁珠因温度升高則阻抗降低 的關係,由此可以偵測出燃燒性氣體的濃度,如圖2-25所示。偵測器所顯示的濃度單位 為爆炸下限( Low Explosive Limit %, LEL% ),當偵測之氣體濃度達到100% LEL時,並 且有足夠氧氣及有點火源,那麼就很容易發生爆炸。其優點在於操作容易並且價格便 宜,反應時間快。而缺點則是Sensor容易受H2S,NH3,F,Cl,Br等化合物與烷化物之 毒化,並且測定濃度為LEL%,無法作精準濃度值(ppm)之量測。因有火災爆炸之虞, 故目前半導體廠皆逐漸降低使用該偵測器。 圖2- 25 觸媒式氣體偵測器【20】 4. 紅外線( IR )偵測器 一種取代觸媒偵測器的產物,利用紅外線之特定波長 ( 如: 3.3um or 3.4um ) , 照射量測氣體 (含C、H鍵有機化合物),其因吸收了紅外線能量,造成紅外線能量的減 少,由減少的量換算受測氣體濃度值,如圖2-26。其優點在於使用壽命長達15年,且具 有穩定高不易零點飄移,可因此減少校正及維修工作。其可測定濃度0-100%LEL,精確 度可測至0-2000 ppm小單位濃度。反應速度約比觸媒Sensor快一倍,且Sensor不會受H2S, F2, Cl2, Br2, NH3及矽烷化物毒化。缺點為價錢太高,且無法量測氫氣。故一般半導體廠 皆使用定點量測瓦斯閥箱。 圖2-26 紅外線式氣體偵測器【20】
5. 熱裂解電化學偵測器 其原理是利用加熱裂解難氧化還原的氣體,如NF3, C5F8等穩定度很高之氣體,使其 轉變成為NO、HF及CO2。再利用HF Sensor加以偵測濃度後,經過內部程式換算成NF3或 C5F8之濃度。優點在於許多無法利用氧化還原方式,來使其成離子化偵測濃度的氣體, 可以使用熱裂解之方式來偵測,避免應用昂貴的分析儀。缺點在於精確度較電化學Sensor 低,可能因為熱裂解的效率不足,程式濃度換算產生誤差值。並且較電化學Sensor價格 貴,而且加熱線圈容易腐蝕,而常需維修保養。 2.4.4 液體偵測器原理 而某廠使用之定址式液體偵測器,感測原理為主要靠2條感測電纜線來偵測漏液或 導電物質,如二條電纜線路的導通,則會造成警報,如圖2-27所示。而連接線及信號線 則可偵測線路是否異常斷線之情況。 圖2-27 漏液感知器原理【20】
2.5 區域洗滌設備氣體偵測器偵測點探討
氣體之設置廣泛運用於高科技廠房,主要功用在於短時間內偵測出毒性與可燃性氣 體是否存在,與該有害氣體濃度值。進一步在化學災害擴大前發出警報,讓應變人員可 進行災害搶救,而降低災害損失與環境污染情形。故氣體偵測器選用與偵測點位設計是 極為重要。而某半導體廠氣體偵測系統設計架構,從現場設置之偵測器本體偵測到有害 氣體,傳送電訊號給接收模組,再經由可編程式控制器(Programable Logic Controller, PLC)進行安全連鎖連動將現場供應設備關閉,另一方面轉換為數位訊號輸出給監視控 制系統(Supervisory Control And Data Acquisition, SCADA),系統架構如圖2-28所示。監控人員可藉由此警報訊號,進行緊急應變並防止災害擴大。 圖2- 28 氣體偵測系統架構 2.5.1 區域洗滌設備氣體偵測器採樣方式 半導體廠固定型氣體偵測器採樣方式,主要可分為擴散式、內崁式與主動吸引式。 而擴散式主要為偵測環境中氧濃度與有害氣體含量,應用於氣體房,化學房,電氣室等 區域。內崁式則是將偵測器安裝至需偵測點如排氣風管內。此類型可減少採樣幫浦抽氣 時間,如氣體洩漏可迅速得知。一般應用於高風險場所,如特殊氣瓶供氣櫃、氣體閥箱。 主動吸引式為利用採樣幫浦連接導管,將偵測點中環境氣體抽至氣體偵測器偵測。一般 安裝於區域洗滌設備,製程幫浦等設備之排氣風管,一般採取共點方式,如製程機台幫 浦與區域洗滌設備共一偵測點方式設置,如此可節省氣體偵測器設置成本。如圖2-29所 示。 圖2-29 製程幫浦與區域洗滌設備偵測器佈點
氣體偵測器採樣點佈點位置錯誤,會導致氣體偵測功能失效。以下針對某半導體廠 歷年佈點位置錯誤案例探討。 1. 案例一: 設計為二台區域洗滌設備(Scrubber)與製程幫浦(Pump)共用採樣點,如此會造 成警報機台不明確,而增加應變人員查漏時間。後續針對此設計修改將該熱排氣風管分 開,以在警報發生時可立即確認事故機台,如圖2-30所示。 圖2-30 氣體採樣點設計不良案例(1) 2. 案例二: 氣體偵測器採樣點因設計在區域洗滌設備熱排氣管路上方,失去偵測製程幫浦熱排 氣管路功能,固後續針對此設計,修改為在區域洗滌設備與製程幫浦熱排氣風管共管 處,裝設偵測點,如此可達到偵測二點之效益,如圖2-31所示。 圖2-31 氣體採樣點設計不良案例(2)
2.5.2 區域洗滌設備氣體偵測器警報設定
而氣體偵測器警報值設定,乃是依照國際半導體設備產業協會(SEMI)規範建議, 矽甲烷氣體偵測器濃度警報值須設定於時量平均恕限值(Threshold Limit Value-Time Weighted Average,TLV)的二分之一,故廠內氣體偵測器,毒性及可燃性氣體第一段警 報值(alarm 1),大多依照此建議設定,或者優於此建議,設定為TLV的四分之一,而半 導體廠一般特殊氣體氣體偵測警報值設定,如表2-6所示。但由於某些氣體偵測器因其 偵測極限與警報設定問題,無法偵測或設定到低濃度,故無法低於TLV值,如O3、CH2F2、 AsH3、ClF3等特殊氣體。 表2-6 半導體廠氣體偵測器警報設定值
Chemical Name TLV(ppm) A1(ppm) A2(ppm) Range(ppm)
HF 3 2.5 5 10 SiH2Cl2 5 2.5 5 10 WF6 3 2.5 5 10 TiCl4 3 2.5 5 10 IPA 200 100 200 300 NO 25 12.5 25 100 O3 0.1 0.25 0.5 1 NF3 10 5 10 50 CH2F2 1000 2000 4000 10000 N2O 50 250 500 1000 CO 35 12.5 25 100 TEOS 10 5 10 100 O2 18% 19.5 18 25vol% Cl2 0.5 0.25 5 1 20%F2/N2 1 0.25 0.5 1 F2/Kr/Ne 1 0.25 0.5 1 NH4 25 12.5 25 100 PH3 0.3 0.15 0.3 1 SiH4 5 2.5 5 10 AsH3 0.05 0.05 0.1 1 BB2H6 0.1 0.25 0.5 1 BCl3 5 2.5 5 10 HCl 5 2.5 5 30 ClF3 0.1 0.3 0.3 3 HBr 3 2.5 5 30 BF3 1 0.25 0.5 3