國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩士論文
多樣少量生產形態下 VMI 導入關鍵因子與供應商評選指標
之研究-以 EMS 產業為例
(A Study of High-Mix, Low-Volume Production of VMI Critical
Factor Implementation and Supplier Selection Index
– for the Case of EMS Industry)
研究生:韓文華
指導教授:彭德保 博士
多樣少量生產形態下 VMI 導入關鍵因子與供應商評選指標之研究
-以 EMS 產業為例
(A Study of High-Mix, Low-Volume Production of VMI Critical Factor
Implementation and Supplier Selection Index – for the Case of EMS Industry)
研究生:韓文華 Student:Wen-Hua Han
指導教授:彭德保 博士 Advisor:Dr. Der-Baau Perng
國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirement
For the Degree of Master
In
Industrial Engineering and Management
July 2007
Hsinchu, Taiwan, Republic of China
多樣少量生產形態下 VMI 導入關鍵因子與供應商評選指標之研究-以 EMS 產業 為例
(A Study of High-Mix, Low-Volume Production of VMI Critical Factor Implementation and Supplier Selection Index – for the Case of EMS Industry)
學生 : 韓文華 指導教授 : 彭德保 博士
國立交通大學管理學院(工業工程與管理學程)碩士班
摘要
隨著全球供應鏈的轉變及最終消費者的消費習慣改變,使得製造體系也必須 配合變革,在製造業中實施多年的 VMI(Vendor Managed Inventory)方法,對 專業電子製造服務 EMS(Electronics Manufacturing Service)產業帶來了莫大效 益,尤其是庫存資金的降低更為顯著。但近年來由於多樣少量的需求已取代了大 量生產的模式,VMI 方法之導入實施也面臨了如何與上下游供應商搭配,才可 以使 VMI 之成效持續增大的問題。本論以 EMS 產業為例,透過文獻探討,歸納 在多樣少量生產型態下,企業實施 VMI 之關鍵因子及供應商評選之指標,並透 過問卷調查來探討其重要順序性,以供企業導入之參考,研究結果顯示: 1. EMS 產業對配合導入 VMI 管理機制之第一階供應商,仍以品質為主 要之要求因子,其次為交期。 2. 實施 VMI 機制之成功關鍵因素,主要來自於 EMS 產業及其第一階供 應商雙方對 VMI 管理機制之執行落實程度。 3. EMS 產業之第一階供應商,己具備在 VMI 管理機制下執行多樣少量 生產形態的能力; EMS 產業如何評選其第一階供應商之指標,相較 於其他具少樣多量生產形態之產業,如何評選供應商之指標,並無顯 著差異。
關鍵字:VMI(Vendor Managed Inventory) EMS(Electronics Manufacturing Service) 多樣少量 HMLV(High Mix Low Volume) 供應商評選 (Supplier Selection)
A Study of High-Mix, Low-Volume Production of VMI Critical Factor
Implementation and Supplier Selection Index– for the Case of EMS
Industry
Student:Wen-Hua Han Advisor:Dr. Der-Baau Perng
Degree Program of Industrial Engineering and Management
National Chiao Tung University
ABSTRACT
As the progressing of global supply chain and the changing of
consumer behavior, the manufacturing industries have to change their
business process accordingly. The VMI (Vendor Managed Inventory)
Approach, which has been implemented in the manufacturing industries
for many years, has brought great benefits to the EMS (Electronics
Manufacturing Service) industry. The inventory was greatly reduced and
the cash flow was much more increased. In recent years, HMLV (high
mix low volume) production model arises and LMHV (low mix high
volume) production model is replaced. When VMI approach is to be
implemented by manufacturing companies, it is to reconsider how to have
the partners, including suppliers and the channels cooperate with each
other so as to expand the effects of implementing the VMI approach. This
research is to study the critical successful factors of implementing VMI
and the selection index of the suppliers. The EMS industry was used as an
example, under HMLV production model, through questionnaire survey,
in this paper, We found that:
1. “Quality” is still the most important factor when VMI approach is to
be implemented. ”Delivery” is the second one.
2. The critical successful factor of implemented VMI for EMS industry
and their suppliers depends on the resolution of how the VMI
approach was executed.
3. The first-tier supplier of EMS industry has had the capability to
execute the VMI under HMLV production model; there is no obvious
difference between EMS industry and other industries in selecting
their supplier under the HVLM (high volume low mix) production
model.
Keyword:VMI(Vendor Managed Inventory)
EMS(Electronics Manufacturing Service)
HMLV (High mix low volume)
誌 謝
完成自己人生設定的階段目標,雖然過程辛苦,但卻甘之如貽,終究須到結 束的時候,我想這是另一個開始,並非結束,在三年的碩士學程中首先感謝各課 程教授之教導,使自己涉獵更寬廣之知識領域,另沙永傑、劉復華教授的推薦使 自己有機會進入研究所就讀,論文指導教授 彭德保博士的不厭其煩的提供論文 改進方向及口試教授許錫美教授及巫木誠教授的寶貴建議,使論文更加完備,另 求學過程中的同學祐光、富源、宏道,都使求學過程更加豐富也認識了許多好同 學及結交了許多朋友,更值得珍惜。 其中最感謝的就是老婆大人尹瑩,三年的求學生涯,在家庭、工作、學業上 的責任與壓力幫我分攤了許多,使我能專心順利完整學業並照顧一雙兒女,每天 近 12 小時的工作之餘,假日找資料、作功課寫論文時,辛苦可想而知,經過了 這一階段終於有機會多一點時間陪家人,我想這三年的碩士學程所帶來的人生成 長是值回票價的。目 錄
中文摘要... i 英文摘要... ii 誌謝... iii 目錄... iv 圖目錄... v 表目錄... vi 第一章 緒論... 1 第.1.1 節 研究背景及動機... 1 第.1.2 節 研究目的... 2 第.1.3 節 研究方法/流程... 3 第.1.4 節 研究架構... 4 第二章 文獻探討... 6 第.2.1 節 EMS 產業特性 ... 6 第 2.2 節 EMS 供應商特性 ... 13 第 2.3 節 VMI 關鍵因子... 18 第 2.4 節 多樣少量生產模式... 25 第三章 EMS 廠第一階供應商 VMI 作業資料蒐集... 32 第 3.1 節 選定研究個案... 32 第 3.2 節 研究個案資料分析... 32 第 3.3 節 問卷調查... 36 第四章 研究方法... 39 第 4.1 節 問卷評量權重... 39 第 4.2 節 問卷信度分析... 43 第五章 研究分析及結果... 44第六章 結論及建議... 52
第 6.1 節 建議與貢獻... 52
第 6.2 節 後續研究建議... 53
圖 目 錄
圖 1-1 研究之流程 ... 4 圖 2-1 EMS 與 OEM,ODM 之經營範圍... 8 圖 2-2 OEM/ODM 及 EMS 代工自由度及與品牌大廠之相依度... 8 圖 2-3 EMS 與 ODM 產業供應鏈... 11 圖 2-4 EMS 產業競爭趨勢 ... 12 圖 2-5 EMS 價值鏈 ... 13 圖 2-6 VMI 概念性架構 ... 20 圖 2-7 供應商管理存貨(VMI)方案 ... 21 圖 2-8 VMI 的關鍵成功因素 ... 23 圖 2-9 VMI 之關係架構 ... 23 圖 2-10 適合導入 VMI 之物料種類 ... 25 圖 2-11 High volume 組裝數量減少推移圖 ... 27 圖 2-12 多樣少量企業持有/訂購成本關係 ... 29 圖 2-13 多樣少量整體生產成本關係圖 ... 29 圖 2-14 生產類型/交貨期間與庫存之關係 ... 31 圖 3-1 光碟機 EMS 廠供應廠商家數 ... 34 圖 3-2 光碟機 EMS 廠 VMI 廠家比率 ... 35表 目 錄
表 2-1 OEM、EMS 與 ODM 之比較表... 7 表 2-2 ODM 與 EMS 廠商之能力差異分析... 10 表 2-3 Dickson 所提之供應商評選 23 項指標... 14 表 2-4 Choi 所提之 26 項供應商評選評估準則 ... 15 表 2-5 供應商評選之指標彙整表 ... 15 表 2-6 綠色供應商管理因素準則 ... 16 表 2-7 EMS 供應商之特性指標 ... 18 表 2-8 VMI 定義彙整表 ... 19 表 2-9 VMI 對供應商及配銷商的優點比較 ... 22 表 2-10 VMI 導入關鍵因子或成功因素 ... 24 表 2-11 多樣少量定義及特性 ... 26 表 2-12 生產型態比較表 ... 28 表 2-13 多樣少量企業在買賣方對立法則 ... 28 表 2-14 製造之因子比較表 ... 30 表 3-1 EMS 廠一般材料屬性、項目分類表 ... 32 表 3-2 光碟機產品材料及供應商特性之分析表 ... 35 表 3-3 製造因子與 EMS 第一階供應商特性指標對應表 ... 37 表 4-1 供應商在導入初期,企業/客戶想得到之績效問卷調查回收統計結果 ... 39 表 4-2 供應商在導入初期,企業/客戶想得到之績效權重加總/平準化………39 表 4-3 : 7 項 VMI 關鍵因子之兩兩成對評比範例說明表………..40 表 4-4 VMI 關鍵因子問卷評量回覆及權重表 ... 41 表 4-5 VMI 關鍵因子排序 ... 42 表 4-6 供應商對於品質因子評量統計... 42表 4-7 供應商對於品質因子評量權重計算... 42 表 5-1 填寫人職務比率 ... 44 表 5-2 企業產品屬性比率 ... 44 表 5-3 企業經營項目比率 ... 44 表 5-4 EMS 供應商配合下一階供應數目比率 ... 45 表 5-5 EMS 下一階供應商生產之產品種類 ... 45 表 5-6 EMS 下一階供應商每年各類產品平均生產 ... 45 表 5-7 供應商在導入初期,企業/客戶想得到之績效排序 ... 45 表 5-8 EMS 供應商配合導入 VMI 六個月後,企業/客戶所得到之製造因子排 序... 46 表 5-9 VMI 導入關鍵因子重要性排序 ... 47 表 5-10 供應商評選指標 – 品質排序 ... 48 表 5-11 供應商評選指標 – 成本排序 ... 48 表 5-12 供應商評選指標 – 交期排序 ... 49 表 5-13 供應商評選指標 – 服務排序 ... 49 表 5-14 供應商評選指標 – 技術排序 ... 49 表 5-15 EMS 供應商問卷調查結果彙整表 ... 50
第一章 緒論
第1.1節 研究背景及動機 庫存管理對企業經營成效向來有莫大的影響,而庫存水位是庫存管理好壞的指 標,深切影響企業資金的運用;因此,有效的庫存管理,合理的庫存水位是每家企業 時時都須面對與處理的問題。庫存管理往往都會牽涉到企業上下游供應鏈的關係,為 使產品快速流通,提高庫存週轉率,上下游企業間之資訊必須能充分共享,但供應鏈 成員往往因彼此互信不足,致使資訊無法充分共享,加上供應鍵企業成員追求自身之 最大利潤,於是供應鍵管理之原始效益即大打折扣,也產生了許多問題;其中「長鞭 效應(Bullwhip Effect)」即為最著名、廣被討論之現象。在長鞭效應作用下,供應鏈 成員為了避免不確定性所帶來的損失,常藉由大量庫存來因應,為解決大量庫存所帶 來的資金成本增加,VMI(Vendor Managed Inventory,VMI)即為供應鏈成員之間解決 存貨問題的重要方案。 VMI 與傳統訂貨、交貨作業模式不同之處在於;傳統之訂/交貨模式有交貨週 期時間之先天限制,無法達到客戶要求之不同「長短交貨時間」,而 VMI 作業模式係 由供應商來管理其經銷商或客戶之庫存,當客戶有貨品需求時,立即啟動補貨決策, 可掌握存貨水準、主動追蹤交易情況,並完成備料生產通知;能如此有效掌握時機下, 即可創造較佳競爭優勢。所以在 VMI 的作業模式下,製造商與上/下游之供應商/ 客戶在互信良好的基礎下,彼此充分提供、分享資訊建立緊密的夥伴關係。有關 VMI 的實施,已有許多成效良好的案例,如 Wal-mart, P&G 等企業。 電子資訊產業自 1960 年代發展至今,歷經幾次重大變革,逐漸朝向專業分工的 潮流演進,企業專注發展自身的核心能力(core competency),將非核心業務外包, 造成專業代工的興起,成為 OEM(Original Equipment Manufacturing)或 ODM(Original Design Manufacturing)之模式;無獨有偶地,歐美同時發展出另一種專業代工模式專 業電子製造服務 Electronics Manufacturing Service(EMS)或 Contract ElectronicsManufacturing(CEM),EMS 最大的特色在於其除了為客戶提供代工生產的服務外, 也積極為客戶提供產品設計、後勤運輸管理、產品維修,以及物料管理等週邊服務。 傳統的 OEM 與 ODM 模式較多是被動的依客戶需求提供產能服務,由於服務內涵多 屬較為單純的產品組裝代工,因此技術門檻較低、競爭者較易進入、也比較容易被替 代;但 EMS 朝向知識與管理服務、追求成為客戶的虛擬工廠,除了品牌行銷業務外, EMS 可以提供高附加價值的整體服務,較為著名之 EMS 廠如偉創力 (Flextronics)、 旭電(Solectron)等。隨著消費性需求轉強、營運模式也就使得產品生命週期大幅縮 短,產品價格也因競爭激烈而快速變動,大量生產製造的營運模式也就轉而趨向多樣 少量的生產型態。首當其衝的即是 EMS 業者,雖然 EMS 廠大都已執行 VMI,但面 對多樣少量的時代來臨,EMS 如何面對下一波微利時代之競爭洪流,庫存管理絕對 是決勝關鍵,VMI 方法也就是目前各家所採用的主要手法,也誘發出各方對 EMS 之 VMI 關鍵因子及供應商的評選等問題進行深入探討。 第1.2節 研究目的 隨著產業群聚及消費者的行為改變,使得 EMS 廠面對上游日益複雜需求,傳統 大量少樣的生產型態已無法替企業帶來獲利的優勢,甚而因庫存的資金積壓反而帶來 危機。VMI 雖然讓 EMS 廠在大量少樣的生產需求下,解決了資金/庫存的隱憂,但 下一階段的發展,在面對致勝武器 VMI 的多樣少量生產型態下,供應商的評選是亟 待完成的工作。本研究擬進行多樣少量生產型態下 VMI 導入關鍵因子與供應商評選 之研究,並以 EMS 產業為例深入探討,主要達成之研究目的為: 1.經由文獻探討整理,找出評估多樣少量生產型態下,對 VMI 供應商評選的客觀因 子。 2.將研究結果,提供擬採用 VMI 之業界做為供應商評選參考,並希望對業界有所貢 獻。
第1.3節 研究方法/流程 本論文採用的研究方法包括資料蒐集、問卷調查及供應商評估準則定義,VMI 關鍵因子評比。從資料蒐集,研究當前 EMS 產業特性到下游供應商特性,以及 VMI 關鍵因子的說明、重要性,多樣少量生產模式介紹及其特性,適用範圍。 問卷調查的樣本以 EMS 產業已執行 VMI 之企業及供應商為對象進行資料蒐集, 供應商評選準則以Dickson(1996)及Choi(1996)所提供應商評估準則為依據,再 加上專家意見後,彙整為 30 項供應商評估準則,依其屬性分類成 Q(Quality),C(Cost), D(Delivery),S(Service)及 T(Technology)五大項指標;VMI 關鍵因子依王裕文 (1998),George Kuk(2003)及其他專家意見整合成 7 項 VMI 關鍵因子,並對所提 出之 VMI 關鍵因子進行權重評比,透過供應商評選指標及 VMI 關鍵因子的評估準 則,來定義評選所需要的供應商及其應具備之先決條件。
研究流程首先確認在多樣少量生產型態下 VMI 導入關鍵因子與供應商評選,再 透過相關文獻探討及資料蒐集,進行問卷調查,所得資料再予以分析、歸納結果,並 對結果提出結論及建議。
研究流程 : 圖 1-1 研究之流程 第1.4節 研究架構 論文之架構共分七章,茲將各章節的內容概要簡述如下: 第一章 緒論 說明研究之研究背景及動機、研究目的、研究提出之方法與流程及研究架構。 第二章 文獻探討 針對論文所涉及之相關文獻加以探討,包含 EMS 產業特性、EMS 供應商特性、 VMI 關鍵因子、多樣少量生產模式。 第三章 EMS 廠第一階供應商 VMI 作業資料蒐集 針對研究個案之選定並加以陳述材料屬性之分類,說明研究個案之資料及問卷調 研究主題與目的 之確認 研究資料蒐集 相關文獻探討 論文撰寫 問卷調查 相關文獻補充 提出研究架構 研究分析 研究結果 結論及建議
查內容,問卷調查回收成效歸納,連結本研究之研究目的。 第四章 研究方法 說明問卷調查各問題之權重設定,及其問卷信度分析。 第五章 研究分析及結果 依據第三章的資料蒐集,第四章研究方法分析整理後,以問卷調查方法歸納出 VMI 關鍵因子分析及供應商評選指標。 第六章 結論及建議 從上述各章節研討多樣少量生產型態下供應商評選及 VMI 關鍵因子並依此二項 評選指標,提出研究貢獻作為 EMS 產業供應商評選之參考。 第七章 參考文獻
第二章 文獻探討
第 2.1 節 EMS 產業特性 在全球電子科技產業的生態鏈中,專業電子製造服務「EMS」佔重要一環,其特 色是不打自有品牌,並提供專業代工生產,這些廠商已獲國際知名電子大廠倚重。 近 20 年來國內出現多家重量級的 EMS 企業,其產業規模及影響力不遜擁有自有 品牌的大廠;較具規模及知名度的 EMS 代表性大廠,包括華泰電子、環隆電氣、大 眾電腦轉投資的廣大公司,台灣表面黏著公司及台灣精量公司等。這些廠商以其擅長 的「代工生產」,所創造出來的產品,使台灣一躍成為全球 EMS 專業電子服務的地位 更加舉足輕重。 專業電子製造服務(EMS),主要提供客戶全方位解決方案及完整電子製造服務, 可說是以電子產品製造合作為基礎,提供專業生產及服務的廠商,透過 EMS 供應所 提供的代工服務,可協助企業快速引進尖端組裝技術與裝程,降低產品製造及設備投 資成本,提昇製造品質,並縮短產品上市時程,讓業者能全力投入產品研發及行銷推 廣。 一般 EMS 供應商所提供的電子「代工」服務,主要分為印刷電路板組裝,半成 品及系統組裝等三大類,由於電子產業有逐漸將部份或全部製造過程外包的趨勢,促 使電子製造服務業所提供的服務範圍愈來愈多元,但 EMS 供應商服務的電子產品種 類很多,從網路、電信通訊到電腦週邊,醫療器材到工業電腦,主機板到筆記型電腦, EMS 供應商都可接受客戶委託,依實際生產需求提供來料代工(Consignment)、代 料代工(Turn-key)的專業生產及製程服務。 隨著電子產品的製造利潤日趨微薄,於是 OEM 廠商逐漸將其製造階段委外代 工,專注於研發,設計與行銷階段,專業電子製造服務之潮流因應而生。1990 年至 2000 年,EMS 廠商透過合併 OEM 廠商附屬之製造廠,與 OEM 廠商簽下長期製造合 約以提供專業製造之方式迅速掘起;2000 年底受到網路泡沫化與電子產品供給過剩之影響,業績大幅下滑,直至 2003 年,於網路通訊與電腦週邊需求成長帶動下逐漸 復甦(IT IS, 陳家樂, 2004)。
系統整合品牌廠商(OEM),泛指負責電子產品之研發、設計、製造與行銷之知 名品牌大廠,如 IBM, HP, Nokia, Sony, Cisco 等。
OEM 廠商依據 OEM 買主(如:IBM 等)提提供的產品規格與製造規範,進行產 品之生產組裝活動,OEM 廠商專注在產品之生產製造活,並依盤 OEM 買主指定的 交貨形式及使用買主指定之品牌出貨。所以,就台灣製造廠商之觀點,OEM 業務型 態又被稱之為「委託代工」(陳振祥,1997)。
OEM 可視為買方,即由買方提供其供應商生產所需的產品製造技術與設計,幫 供應商生產所需的零組件或半成品(Hide & Georg, 1990)。
專業電子製造服務廠 EMS 指能提供 OEM 廠商專業製造與服務的供應商。EMS 廠商製造的產品範圍相當廣泛,通常沒有特定的標準產品,但都擁有全球性的製造佈 局及供應鏈管理能力。 研發服務供應商 ODM ,除能提供 OEM 廠商之製造服務外,尚能提供產品及製 程研發、設計的功能。多數的 ODM 廠商擁有自己專精的產品,如筆記型電腦、主機 板、連接器及關鍵零組件等。 OEM、EMS 與 ODM 之比較整理如表 2-1。 表 2-1 OEM、EMS 與 ODM 之比較表 類型 定義 業務內容 代表廠商
OEM 系統整合之品牌大廠 研發、設計、行銷、製造 IBM , HP , Nokia , Sony, Cisco EMS 專 業 製 造 與服 務 之 供 應 商 PCB、機殼、連接器與纜 線 之 組 裝 測試 全 球 運 籌 與組織服務等 Flextronics, Solectron, Sammina-SCI, Celestica, Jabil ODM 研發服務供應商 提供產品及製程研發、設 計之功能 廣達、鴻海、華碩、緯創 資料來源:陳家樂,工研院 IEK-IT IS 計畫(2004/10)
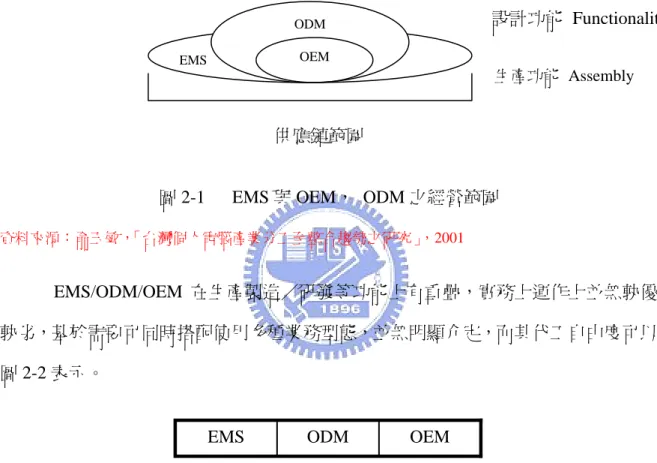
OEM/ODM 及 EMS 三種業務型態之經營範圍可以表示如圖 2-1,OEM 業務型態 著重在生產效率的展現,ODM 業務型態則是產品功能研發設計能力加上生產效率, 經營範圍比 OEM 要大;EMS 業務型態提供整合型的製造服務,從 inbound activity- 生產過程-outbound activity,包括後勤支援等物流儲運活動,因此經營範圍朝水平方 向延伸。
生產功能 Assembly
圖 2-1 EMS 與 OEM, ODM 之經營範圍
資料來源:俞玉敏,「台灣個人電腦產業分工至整合趨勢之研究」,2001 EMS/ODM/OEM 在生產製造/研發等功能上有重疊,實務上運作上並無孰優 孰劣,基於需要可同時搭配使用多種業務型態,並無明顯介定,而其代工自由度可以 圖 2-2 表示。 與品牌大廠相依度 圖 2-2 OEM/ODM 及 EMS 代工自由度及與品牌大廠之相依度 資料來源:本研究整理 ODM OEM EMS 供應鏈範圍 設計功能 Functionality OEM ODM EMS 代工自由度 強 弱 強 弱
所謂代工自由度是指廠商不受品牌大廠或客戶的限制之程度,代工自由度強,受 到品牌大廠之限制即越少,在材料選用、設計上可更保有彈性;相對地,代工自由度 較弱,則受品牌大廠之限制即較多,甚而關鍵性材料以 Consignment 方式提供,純粹 賺生產製造之加工費用。所以,在討論 OEM 廠商時會將與關係密切之品牌大廠納入 考量,代工廠關係與品牌大廠相依度越高,相對的經營管理風險也會較高。
代工製造產業主要可分為 EMS 與 ODM 二大類。ODM 廠商則基於自由的知識產 權(IP)進行實際的產品設計與製造服務,較多的是被動的依據顧客需求提供產能服 務,服務內涵屬較單純的組裝代工。EMS 與 ODM 最大的不同在於,EMS 除了為客 戶提供生產代工的服務外,也積極為客戶提供後勤運輸管理、產品維修、物料管理等 周邊服務。EMS 廠商朝向提供知識與管理的服務,追求成為客戶的虛擬工廠,EMS 除了品牌與行銷業務以外,可以提供高附加價值的整套服務。EMS 與 ODM 的差異 點包括: 1.ODM 廠商相對上為產品設計製造導向,EMS 廠商為製造服務導向; 2.ODM 廠商提供設計的服務,研發費用投入之比重相對較 EMS 廠商高; 3.以電子資訊產品為例,ODM 廠商大多數屬於台灣廠商, 全球大型的 EMS 廠商多 數為美國廠商,產品領域涵蓋 PC、網路通訊、無線通訊及消費電子等; 4.ODM 廠商可以推出自有品牌產品,EMS 廠商則否;
5.ODM 廠商的營運規模及營收相較於 EMS 廠商來得小,但是 ODM 廠商的獲利率普 遍高於 EMS 廠商。
表 2-2 ODM 與 EMS 廠商之能力差異分析 能力 ODM EMS 設 計 ● ~ 產 品 開 發 ● ~ 採 購 ● ~ 大 規 模 生 產 能 力 ~ ● 接 單 能 力 ~ ● 維 修 保 養 ~ ~ 註:●表示全部擁有;~表示部份擁有
資料來源:Solomon Smith Barney;國際電子商情整理(2006/10)
然而隨著電子產品日趨精細化與多元化,EMS 廠商與 ODM 廠商間的區隔亦日 漸模糊,為了強化競爭力,穩定現有客戶的訂單,EMS 廠商開始提供許多產品的系 統設計,如手機、相機模組、印表機與高階伺服器等;而 ODM 廠商也不斷透過垂直 整合的方式擴充營運規模,並且將產品跨出 PC 領域之外,同時在電子產品價格與利 潤微薄的趨勢下,ODM 廠商的利潤率也逐漸逼近 EMS 廠商,可預知未來,在沒有 新的應用產品出現之前,ODM 與 EMS 廠商間的競爭將更為激烈,並且考驗雙方的 營運實力。
儘管 EMS 和 ODM 公司各有所長,但是如果兩者結合,將為 OEM 公司帶來極具 競爭力的設計與製造服務 (Isupply ,2004)。
混合式的 EMS/ODM 模式可以為已經發展良好的亞洲電子設計業等帶來一股新 的動力,因為這種結合將使製造商和相關設計公司獲得雙贏,拓寬獲取產品設計方法 和知識產權的通道;反過來,這又促進整個電子供應鏈更高速變化,ODM 與製造商、 封裝商、裝配商及測試供應商的關係也給 EMS 產業 帶來更多的收益。
圖 2-3 EMS 與 ODM 產業供應鏈 資料來源:isupply( 2004 年 6 月) EMS 廠商近來面臨巨幅變化,在 1990 末期出現驚人成長後,2000~2003 年便 開始出現重大的整合與萎縮(IDC;國際數據資訊,2004);而今產業再度透露出源 源不斷復甦的現象,除數家領先級的 EMS 廠商仍持續進行重組計畫,其他廠商則已 各自找尋其最佳定位及平衡點,並正朝向新商機穩定前進中,而台灣廠商鴻海更在 2004 年營收表現上,超越 SLR(Solectron)與 SAMN(Samnina)成為全球第二大 EMS 廠 商。 而競爭優勢的取得上,未來廠商均會在三項產能基礎的開發上面臨挑戰,這些技 術將能使全球競爭態勢的輸家/贏家結果分曉,發展專業能力,解決新興市場、特殊 專門市場需求並贏得新商機之能力;結合應用垂直整合資源與調整出最佳經濟規模, 以達成最具優勢,低成本之最佳解決方案之能力;整合出完整的全球供應鏈解決方案 零組件供應商 配銷商 採購,材料與生產管 EMS/ODM 維修 產品支援 產品夀命計畫 管理 顧客關係管理 OEMs 通路 End User 電子系統設計 工業設計 機構設計 PCBA Enclosure 測試 Logistics SCM 售後服務 設計服務 製造服務
之能力,如圖 2-4 所示。 圖 2-4 EMS 產業競爭趨勢 資料來源:本研究整理 EMS 廠商對產品設計與零組件產業涉入還不很深,只能被動或有限改善產品 推出時程、對成本掌握的速度與幅度仍有相當成長空間,深化 EMS 供應鏈及價值鏈 (如圖 2-5)是 EMS 成長動力來源。尤其在零組件與原物料採購、製造配銷、維修及末 期產品管理等是 EMS 廠商價值鏈的核心。所以強化價值鏈的功能,可以從購併物件 的評選與組織功能的調整,提昇設計能力,強化全球維修服務能力,以與 ODM/OEM 廠商區隔市場,或跨入 ODM/OEM 市場合併以擴大自身供應鏈整合之完整性。 整合出完整的全球供應鏈解決方案之能力 結合應用垂直整合資源與調整出最佳經濟規模,以達成最具 優勢、低成本之最佳解決方案之能力 發展專業能力,能解決新興市場、特殊專門市場需求並贏得 新商機之能力 新分配佈 置 於全球 製造產能 , 以使產 能與需求 相 輔相成 調整營運 狀 況以使 某些特定 廠 房的製 造營運最 佳 化 新 興市 場水平 與垂 直 產 業商 機積極 態度 , 來 促進 產業成 長與 進 展
圖 2-5 EMS 價值鏈 資料來源:電子時報 2002/1,本研究整理 為滿足價值鏈,EMS 產業產生了 3 個“三"與 4 個“四"的產業特性(羅騎瑩, 2002): 三強:內控強、資產整合能力強、全球供貨能力強。 三追:追規模經濟、追資金利用率、追產業領導地位。 三低:研發費用低、專利數低、管銷費用低。 四不:不做品牌、不太研發、不好垂直整合、不負擔零組件庫存成本。 四多:用戶多、全球工廠多、產品種類多、購併案件多。 四好:彈性製程轉換技術好、供應鏈管理好、IT 應用好、用戶間信用好。 四快:資訊流通快、收帳快、營收成長快、資產成長快。 第 2.2 節 EMS 供應商特性 因應 EMS 產業特性,在其供應鏈環節中,供應商提供了競爭優勢,而其角色也 隨之改變,在許多的相關研究中,供應商依企業的需要、市場的全球化競爭,配合著 企業的需要評選佈點至全世界,擺脫區域上之限制,Wilson (1994)提出供需上下連貫 產品設計 產品開發 產品雛形 維修服務 末期產品管理 零件與原物料採購 製造 配銷
價值鏈
的供應鏈觀念、利潤由供應鏈成員共享的概念,使得供應商與製造商以「雙贏」的合 作取代對立,且隨著企業對於供應商交期、彈性及服務等的要求提高,不輸於對價格 之要求,Dickson (1996)提出評選供應商的 23 個指標,其中最重要的三項為品質、交 期以及過去績效,如表 2-3。 表 2-3 Dickson 所提之供應商評選 23 項指標 排名 要素 評估 排名 要素 評估 排名 要素 評估 1 品質 極度重要 9 程序 的要求 17 印象 2 交期 10 溝通系統 18 包裝能力 3 歷史績效 11 業界聲望 及地位 19 勞資關係 的紀錄 4 保證與客 訴政策 非常重要 12 事業心 20 地理位置 5 生產設備 與產能 13 管理 與組織 21 過去交易 金額 6 價格 14 作業控制 22 員工訓練 7 技術能力 15 維修服務 一般重要 23 互惠安排 稍微重要 8 財務狀況 16 態度 資料來源:Dickson(1996) Weber(1991)以 Dickson 的 23 項供應商指標為基礎,分析 1967 年到 1990 年 74 篇有關供應商評選的研究,發現在製造業中逐漸流行 JIT 的生產策略,學者們開始 進行 JIT 在供應商評選時所造成影響的研究。
Choi(1996)根據 Weber(1991)及 Dickson(1996)的研究,加上之前研究未 曾考慮的準則,整理出 26 項供應商評估準則,如表 2-4。
表 2-4 Choi 所提之 26 項供應商評選評估準則 1 迅速調整產能的能力 10 降低成本能力 19 供應商獲利能力 2 短時間內開發新產品的能力 11 設計能力 20 需求的快速回應 3 售後服務 12 財務狀況 21 品質政策 4 持續改善的能力 13 地理位置 22 縮短的交貨時間 5 過去關係 14 發展長期關係可能性 23 供應商代表的能力 6 公開溝通的能力 15 提供最低價格 24 技術能力 7 溝通整合的聲譽 16 供應商績效獎勵 25 解決衝突的企圖 8 規格一致性 17 產品外觀 26 展示財務資料的意願 9 交期一致性 18 產品可靠度 資料來源:Choi(1996) 茲將各學者對於供應商評選之指標彙整如表 2-5。 表 2-5 供應商評選之指標彙整表 學者 年代 供應商評選之指標 Donaldson 1994 訂購/運送/時間,運送可靠性,可獲得的資訊,交易正確性, 接洽容易度,快速因應,產品資訊,技術報告,產品保證, 售後服務,人員品質,彈性,市場資訊,專家能力,新技 術,信用能力,彈性折扣 Dickson 1996 品質,交期,歷史績效,保證與客訴政策,生產設備與產 能,價格,技術能力,財務狀況,程序的要求,溝通系統, 業界聲望及地位,事業心,管理與組織,作業控制,維修 服務,態度,印象,包裝能力,勞資關係的紀錄,地理位 置,過去交易金額,員工訓練,互惠安排 Krause 1997 正式評價,保證計畫,工廠參訪,確認,回饋,訓練,非 正式評價,邀請供應商人員,口頭或書面之要求 Krause et al. 1998 品質,運送,成本,彈性及創新 Tan et al. 1999 主要送貨之年度議價,使用供應商之技術支援測試能力 (Test capabilities),供應商分享機密資訊 Vonderembse and Tracey 1997 在產品設計團隊中有供應商參與,包含供應商與之持續改 善
Tracey and Tan 2001 供應商在產品設計的參與,在持續改善中納入關鍵供應商 資料來源:廖健仲(2003)
除了傳統的供應商特性的評選因素外,綠色供應商的觀念也盛行於 21 世紀的製 造供應鏈中,目前已有越來越多企業要求其供應商必須通過 ISO 14001 環境管理系統 的驗證,否則將拒絕接受其產品,企業為了能達到環境保護與經濟發展的雙贏目標, 推行 EMS 來降低成本,產生環保績效,而同時能提昇企業形象掌握商機(楊錦洲, 2006)依據如 Sony, AMD, IBM, Panasonic, Canon, Epson 等公司之環境報 告書,得知大部份供應商在此綠色供應鏈中的活動:環境化設計、綠色採購、綠色供 應商管理(綠色夥伴關係)、環境管理系統、環境績效評估及產品回收等,因此,對 於供應商的要求也著重在這些方面。Noci (1997), Handfield (2002), Humphreys (2003) 等也提出了有關供應商綠色評估準則。 茲將各研究對於綠色供應商管理因素準則整理如表 2-6。 表 2-6 綠色供應商管理因素準則 學者 年代 綠色供應商主要論述 Noci 1997 評選綠色供應商分析四階段 (1) 依照企業環境目標及策略訂出產品的重要環改善策略 (2) 配合現有的供應商、技術及環境法則來決定主要的環境評 準 (3) 評選一決策支援方法來幫助分析供應商的環境績效 (4) 執行及監控程序
Ken Green 等人 1998 以 B&Q 為例,有一套針對綠色供應鏈政策的供應商管理系統 QUEST (Quality-Ethics-Safety),依十項原則的達成率,將供應 商分為五級,藉著與供應商間的合作關係,降低成本並降低 對環境衝擊。 Walton 等人 1998 認為隨著法規嚴格,供應商必須要有那些環境友善行動才能 有較低的成本及有較好的服務,其發現供應商在綠色設計、 產品程序設計、供應商評選,供應商製程改善及內地運籌流 程等環境友善行動,來作為供應商評選的主要準則。 Negel 2000 因產品或零件受到越來越嚴格的法規限制,在供應商的評選 上應加入環境品質考量,及環境監控改善之績效評估。
學者 年代 綠色供應商主要論述 Gabriel 等人 2000 IBM 針對半導體、主機板及個人電腦提倡的“供應商環境教 育方案",使供應商在合作時能對環境負責,且進行環境績 效評估。 Rosen 等人 2001 其針對硬體及半導體製造商,從綠色設計及環境管理系統等 內部活動來加以考量,將環境議題整合至供應商評選。 Zhu & Geng 2001 認為綠色採購及綠色供應商管理對中國之中大型企業會造成
影響,所以藉著訪查 28 個公司之結果,用多變量分析來得到 主要綠色供應商評選之關鍵評選,架構其供應商評選模式。 楊錦洲 2006 定期或不定期對其環境績效進行實地評估,評估內容分為設 計/製程/管理三個面向執行,實地評估結果再結合綠色供應商 交貨狀況,即可評估出綠色供應商整體之環境績效,作為供 應商整體表現及供應商評選之要件 資料來源:賴義方(2004),本研究整理 EMS 供應商為因應全球佈局策略,亦無法排斥於外,對於綠色環保議題的配合 與執行導入,必須納入評量之機制以符合世界潮流及未來產業需求,所以 EMS 供應 商特性除具有傳統應具備的特性外尚須加入 GP(Green partner)綠色環保為評選指標。 EMS 供應永續經營的觀念目前也漸漸被主要企業所考量,所謂永續經營包含了 社會責任、員工照顧、薪資水準、伙食、住宿、環境衛生…等,這些考量是企業對於 供應商是否有永續經營之想法及企圖。伴隨 EMS 企業成長並增加合作供應商的穩定 度、降低風險,目的是使 EMS 供應商滿足對大企業跨國性的產銷供需。為達此目的, 合作供應商的數目會降低以提高議價能力、並降低成本、集中採購,單純化產品及供 應商組合,使得供應商成為長期夥伴的合作關係權重昇高,為達到供應商篩選的結 果,社會責任的指標也被放入 EMS 供應商所應具備特性之一。綜合上述,本論文針 對 EMS 供應商之特性,綜合 Dickson 的 23 項指標、Choi 的 26 項指標,再加上綠色 環保(GP)及社會責任二項指標,整合成 30 項 EMS 供應商之特性指標作為考量, 如表 2-7。
表 2-7 EMS 供應商之特性指標 排名 要素 排名 要素 排名 要素 1 品質 11 程序的要求 21 印象 2 交期 12 溝通系統 22 包裝能力 3 歷史績效 13 業界聲望及地位 23 勞資關係的紀錄 4 保證與客訴政策 14 事業心 24 地理位置 5 生產設備與產能 15 管理與組織 25 過去交易金額 6 價格 16 作業控制 26 員工訓練 7 技術能力 17 維修服務 27 互惠安排 8 財務狀況 18 態度 28 綠色供應商 9 規格一致性 19 降低成本能力 29 社會責任 10 迅速調整產能能力 20 縮短交貨時間 30 設計能力 資料來源:本研究整理 第 2.3 節 VMI 關鍵因子
VMI 的觀念及執行機制目前盛行於各大 EMS 企業及供應商之中,所謂 VMI 是 指由供應商來管理其客戶庫存,其庫存管理方法是一種以供應鏈上各個環節的企業都 獲得最低成本為目的,在一個共同的協定下由供應商管理庫存,並且不斷監督協定執 行情況和修正協定內容,使庫存管理得到持續地改進的合作性策略。
表 2-8 VMI 定義彙整表 資源來源:何琇雯,2003 在 VMI 模式,對於庫存管理、物流可見度,以及供應鏈傳送貨物的能力標準很 高,主要透過及時資訊交換平台,達到低成本、高服務要求(池惠婷,2005)。 透過共用零售商與供應商(或供應商與供應商)間的庫存 資,由供應商負責控制零售商的庫存水準,避免零售商的 庫存水準太高或庫存不足造成缺貨,來達到降低庫存,提 高服務水準的目的。 盧舜年等(2002) VMI是一種寄售庫存的方式,也就是「屬於供應商的庫存 放置在客戶所在地點」。寄售有許多不同的方式,最主要 的特性是接近客戶所在地,但是所有權歸供應商。 Tony Wild (2003) 掌握銷售資料和庫存量,作為市場需求預測和庫存補貨的 解決方法,藉由銷售資料得到消費需求資料,供應商可以 更有效的計畫,更快速的反應市場變化和消費者的需求。 翟志剛(1998) VMI是一種庫存管理方式,由供應商依契約決定適當存貨 水準,採取適當的存貨政策維持合約庫存,並以實際或預 測的消費需求進行補貨,讓企業可以更有效制定銷售計 畫,更快速的反應市場變化和消費者的需求。 林宏澤 (2003) VMI相似於直接補貨,是正在發展與建立的夥伴關係,主 要是供應商被要求付予責任來管理零售商的產品供給與 存貨之管理。 Yossi (1998) 供應商在零售商店管理庫存的運用方法,同樣也可運用到 經銷商,透過需求預測的計算與各種存貨決策模式,來做 庫存的補貨作業。 Way & Irastorza (1996) 供應商從零售商取得銷售點資料(POS)或倉庫存貨資料, 使用這些資料做存貨及補貨的決策分析。 Betts (1994) VMI定義內容 提出學者 (年數)
圖 2-6 VMI 概念性架構 資料來源:商業快速回應技術手冊,1998 一般而言,物品的所有權與控制權的移轉是同時發生的,VMI 的創新觀點則是 將所有權與控制權分開處理。VMI 的做法是生產商接收到零售商存貨狀況的連續更 新資訊,並且負責補充零售商所需;而零售商則在產品配送交給顧客時取得所有權。 這樣的做法讓生產商可以更清楚地掌握產品的銷售狀況,協助他們預測需求並做好供 應的規劃,而零售商則無須追蹤存貨水準與無須執行訂貨作業而獲益,對方也可節省 成本(Taylor, 2005)。 訂單管理系統 補貨配送計畫 需求預測計畫 製造管理系統 供應商 顧客或 經銷商 VMI 建議訂單 生產計畫 補貨計畫 存貨水準 銷售資訊 確認訂單
圖 2-7 供應商管理存貨(VMI)方案 資料來源:David A. Taylor/蘇雄義(2005) VMI 系統作業流程主要分為兩個模組,一個是需求計畫模組:協助供應商作庫 存管理決策,利用準確的預測訊息以及協助供應商決定銷售產品種類、銷售對象、產 品的售價及銷售時機,作為決策參考;第二個是配銷計畫模組;有效的管理庫存量, 利用 VMI 配銷計畫模組可以比較庫存計畫存量和實際庫存量,並得知目前庫存量尚 能維持多久,補貨計畫是依據需求預測與供應商約定的補貨規則(如最小訂購量、配 送前置時間、安全庫存),配送規則等,至於補貨配送方面,VMI 可以自動產生最 符合經濟效益的配送策略建議及配送時程(王裕文,1998)。 VMI 對供應商及配銷商的優點比較,如表 2-9 所示。 傳統做法 VMI方案 寄售方案 製造商 零售商 訂購 擁有 訂購 訂購 擁有 擁有
表 2-9 VMI 對供應商及配銷商的優點比較 對供應商的優點 對配銷商的優點 1.與關鍵配銷商發展固定的合作關係,能 獲得其通路及市場。 2.能更合理的依照顧客需求作計畫及排 程的工作。 3.可控制庫存及補貨去增加銷售、改善服 務水準及增加庫存週轉率。 4.利用共同系統去管理預則及多配銷商 的補貨計畫。 5.隨著銷售趨勢保持相對的配銷存貨, 6.更有效管理促銷,並改善稅收。 7.產生更準確的預測帶來較佳的生產計 畫及減低作業成本。 1.能在即時,正確的數量及確定成本下配 送貨物。 2.能減低誤差、成本及退貨,以增加銷售 效率。 3.消除一些內部作業成本。 4.增加顧客服務水準。 5.較低的庫存水準、減少在途存貨的年度 成本。 6.改善現金流量。 7.增加庫存週轉率。 資料來源:王裕文,1998 VMI 的關鍵成功因素歸納為五項因素,包含:倉儲系統、顧客服務、供應商關 係、管理方法,及資訊技術五個因素(鄭穎聰,1999)。倉儲包括倉儲軟體系統、空 間佈置與自動倉儲等硬體設備;顧客服務包含合理的定價、線上即時系統、快速回應 (短前置時間)、訂單滿足及成品品質等;供應商關係內容有共同關係、可靠度、單 物料廠商原則、信任度及通用產品編號(Universal Production Code, UPC)等;資 訊技術有 ISDN(Integrated Services Digital Network), VAN(Value-added Network), EDI(Electronic Data Interchange);決策支援系統有條碼(Bar coding)、PC 及電腦 工作站等,以魚骨圖表示如圖 2-8。
圖 2-8 VMI 的關鍵成功因素
資料來源:鄭穎聰,1999
影響 VMI 因子之研究,假設三項因子:組織大小、員工參與程度、運籌物流整 合的層級,進行假說檢定,對 25 家已導入 VMI 之企業 及 100 位參與執行有經驗之 VMI 員工,進行問卷調查(George Kuk,2003)。VMI 導入關係架構如圖 2-9 所示。
圖 2-9 VMI 之關係架構
資料來源:George Kuk,2003
a. Organizational Size b. Employee involvement c. Level of Logistics Integration
a. Technological b. Capability in Enhancing c. Information Quality Service Quality Cost Reduction VMI 倉儲 管理方法 資訊技術 供應商關係 物料-廠商 彼此信任 UPC 合理價格 空間 軟體 設備 補貨計畫 預測產能 產品分類 (DSS, Bar coding)工具 (ISDN, VAN)溝通 硬體(PC, 工作站) 共同關係 庫存週轉 架構方法 顧客服務 成品品質 訂單滿足 短前置期 軟體 (DEI,AT/ES) 線上傳送
假說檢定結果: 1.較小的組織相對於比較大的組織,有高的期望及價值。 2.員工參與的程度高,對 VMI 導入價值有較高的期待。 3.透過供應商及第三方物流業者來進行運籌物流整合的層級,具有較高的期望及價 值。 整合前述 VMI 導入關鍵因子或成功因素,可歸納 7 項主要因子指標如表 2-10 所 示。 表 2-10 VMI 導入關鍵因子或成功因素 VMI 關鍵因子 指 標 顧客服務 合理價錢、訂單滿足、線上傳送、短前置時間、成品品質 供應商關係 物料單一廠商原則、可靠度、互信程度、共同關係、UPC 管理方法 產品分類、庫存週轉、預測產能、架構方法、補貨計畫 資訊技術 溝通、工具、軟體、硬體 組織大小 小的組織比大的組織有較高的期望與價值 員工參與程度 員工參與程度高、有較高的期待與價值 運籌物流整合的層級 設備、空間、軟體、透過供應商或第三方物流業者協助 資料來源:本研究整理 王裕文(1998)指出 VMI 機制適用於以下四種情境。 1.具有較長的產品生命週期。 2.可預測其需求型態。 3.非關鍵性的產品。 4.標準化產品。 林宏澤(2003)提出關於導入 VMI 直接物料的評選策略,針對現行物料依市場
價格波動大小與對產品的重要性,配合企業本身的採購主導權與所屬產業的供料特 性,來尋求最適合導入 VMI 管理機制物料,如圖 2-10 所示。
圖 2-10 適合導入 VMI 之物料種類
資料來源:林宏澤,2003
第 2.4 節 多樣少量生產模式
多樣少量(high mix, low volume)係指生產少量的多樣產品,並進行銷售的企業。 長久以來在製造業當中,多樣少量生產型態之企業被認為在實現生產效率、謀求降低 成本與增加收益方面,是非常困難的。低成長已經是大勢所趨,阻礙生產效率化的外 部要因,愈來愈顯著(楊平吉譯自五十嵐瞭,2004)。即: 一、由顧客、中心企業來訂貨,愈來愈小批量化,而且品種亦趨於多樣化。 二、顧客、中心企業有一種明顯趨向,即僅購買所需數量的必要物品,交貨條件則愈 來愈苛刻,且交期趨於縮短化。 三、由於競爭激烈,因此很難期待產品價格或接單價格提高。而其具體事實如下: (1) 顧客對企業的訂購數量趨於小批量化。 (2) 買方市場的趨勢強勁,而屬於賣方的企業競爭也極為激烈,也就是說顧客只挑 選自己喜愛的產品來購買的趨勢日漸增強。 VQA (Vendor Quality Assurance) PCB VMI 被動元件/包材 Alliance Chip set SPOT BUY 比率採購 物 料 對 市 場 價 格 市 場 小 物料對產品的重要性 大
大
(3) 顧客對於產品或企業的選別化漸趨激烈之後,產品的壽命週期也會有相當程度 的縮短化。 (4) 銷售額及接單的變動,變得頻繁起來。 將各學者之多樣少量定義及特性彙整如表 2-11。 表 2-11 多樣少量定義及特性 資料來源 特 性 Hays & wheelwright
(1979) 少量低標準化的產品使用訂單式的生產。 少量多樣產品,使用批次生產 陳哲仁(民79) 譯自本林勝海 小批量生產也稱為一種散量生產,最小的製造批量可為 個位數量,因此必須加強小批量生產效率 Hill (1989) 採取小量多樣的產品策略為了滿足市場客戶的需求,其 製程彈性應較高 Noori (1990) 少量或顧客化產品應採用彈性零工式生產。是屬於範疇 經濟。自動化連續生產之產品政策為規模經濟 Al-Salti (1992) 多樣少量生產是指一個不斷持續的設置/生產、設置/生產 的過程 楊鴻儒(民82) 譯自甲斐章人 多樣少量生產系統係指以同一設備,生產多樣類性低的 產品,且每一產品平均生產量少的生產特性為(1)接單後 才生產(2)其機器設備多半為通用型(3)需要多培養熟練 作業員或多能工 張世佳(民84) 製造彈性能力可視為是廠商的資源及競爭優勢,因為它 比較不易被競爭者模仿 Gewin 1993, Upton 1994 & 1997 , Feitzinger & Lee 1997 廠商競爭優勢的新來源之一,在於製造部門能夠以低成 本、高品質且快速地生產多樣化產品機種,或迅速調整 不同產量水準的彈性能力 楊平吉(民88) 譯自五十嵐瞭 顧客對於企業訂購數量趨於小批量,只有需要時才購買 需要數量之需要物品。市場競爭激烈,銷售額及接單頻 繁,因此臨時插單,取消或變更交期的變動不斷 朱建忠(民91) 多樣少量的生產方式,必須可以有機動性依照客戶需求 進行產品加工的能力,以獲取較高的附加價值
資料來源:張朝堂,2004
依據 Assembly's annual capital equipment spending survey 資料,統計自 1996 至 2004 共 8 年,在美國地區生產數量及產品種類進行調查,資料分界之定義以每年 l million 組裝數量為 High volume,每年 1000 組裝數量為 Low volume,另以每年生產 超過 10 種產品種類為調查對象,得到如圖 2-11 所示 (John Sprovieri, 2005)。 圖 2-11 High volume 組裝數量減少推移圖 資料來源:John Sprovieri,2005/本研究整理 從圖 2-11 中可看出 High volume 企業由 1996 年之 25%降至 2004 年之 19%,超過 10 種產品的 Low volume 企業由 1996 年之 24%增加至 2004 年之 35%,另生產種類由 1996 年 16%增加到 23%。 將各型生產型態予以比較如表 2-12 所示。
The Decline of High-Volume Assembly
25 27 24 8 19 24 24 24 32 35 0 5 10 15 20 25 30 35 40 1996 1998 2000 2002 2004 Percent of plants High Volume Low Volume 1996 1998 2000 2002 2004 High Volume 25 27 24 8 19 Low Volume 24 24 24 32 35 Product Mix 16 23
表 2-12 生產型態比較表 : 資料來源:John Sprovieri,2005 多樣少量企業在買賣方之對立法則如表 2-13 所示: (楊平吉譯自五十嵐瞭,2004)。 表 2-13 多樣少量企業在買賣方之對立法則 買方(企業外的顧客或企業內營業部門) 賣方(製造生產) 1.只想在需要時購買需要數量需要物品 2.希望儘可能備妥多數的品種 3.希望交期縮短 4.希望價格儘可能便宜 5.想要品質好的產品 1.希望儘可能彙集數量生產 2.做好的成品希望儘可能彙集領取 3.儘可能計畫生產,希望交期作某種程度的 延長 4.希望儘可減少品種,生產標準品 由 2-13 之對立法則可看出在多樣少量的生產需求下,買賣方之訴求差異很大, 當然在買方的世界中,滿足買方需求是必然的,因此賣方為滿足買方需求,其品質、 交期、成本、服務水準必會受到妨礙而造成損失,這是需要面對及解決的課題。 多樣少量企業在持有/訂購成本關係,如圖 2-12 所示 (John Sprovieri,2005)。
Manufacturing System One at a Time Mass Production I Mass Production Ⅱ Agile Manufacturing High_mix, Low_volume
Chief Characteristic Worker-Dependent Interchangeable parts Automation, Organized Systems Computer-aided machines, design, information management
Rapid response, minimum warehouse
Lot Size Small Large Very Large Medium Small
Worker Skill High and broad
Craftsmen with
standardization Average to low Low to medium High to low
Product Life Cycle
Varies, usually
long Varies, usually long Very long Short Very short
Product Variability Infinite Restricted Very little High Very high
Manufacturing Lead Time Long Medium Very long Short Very short
Work in Process Low or none High Huge Low, but significant Close to none
Degree of automation None Some Highly automated Highly automated
Mixed, with excellent data tracking
圖 2-12 多樣少量企業持有/訂購成本關係 資料來源:John Sprovieri,2005 訂購成本與訂購批量及次數有關,為達少量(小批量)生產訂購,訂購成本會隨 著小批量生產訂購次數增加而增加。 而整體的生產成本,可以圖 2-13 表示。 圖 2-13 多樣少量整體生產成本關係圖 資料來源:John Sprovieri,2005 多樣少量生產的型態,無可避免的會造成生產成本上漲,以應付生產的不確定 性,滿足顧客的需求。因此為達經濟規模,增加生產數量是可行之方式。 Total cost Ordering cost Holding cost Batch size Cost Total cost Scale-related cost Mix-related cost Volume, mix Low High Pr oduct cost
將製造之因子比較如表 2-14 所示。 表 2-14 製造之因子比較表 資料來源:John Sprovieri, 2005 多量少樣生產型態在於品質及成本二項有 Order Winner 的優勢,而交貨及時與回 應速度對於交易是必備要素,並不是主要考量。相對地,多樣少量之生產型態是思考 如何快速正確的達到及時回應客戶要求,而品質及成本對於交易是必備要素,並不是 主要考量。 多批量計畫生產企業(種類相當多,批量大小混合生產),其具體問題可列舉如 下( 楊平吉譯自五十嵐瞭,2004): a.銷售計畫對應庫存計畫,變動頻繁。 b.生產平準化未落實產生產能不均、負荷不均。 c.應付急單、插單管理造成各相關部門成為救火隊。 d.未依需求投單生產、未適當制定負荷計畫。 e.每日生產追蹤並未掌握落後原因、檢討不良。
f.庫存管理常發生訂購過多過少、未先進先出 FIFO(first in/first out)、缺貨跟催。 g.盤點耗損。 h.頻繁設計變更,造成庫存損失。 i. BOM 未及時維護、產生備錯料。 j.製程未同步化。 在多樣少量企業為求交期最短化的最簡單方法,是實施計畫生產而持有大量產品 Competitive Differentator High-mix, Low-Volume Low -mix, High-Volume
Cost Qualifier Winner
Quality Qualifier Winner Delivery Winner Qualifier Responsiveness Winner Qualifier
(成品)庫存或在中間製程持有大量在製品(半成品)庫存,當客戶有需求即可立即 交貨,達成交期;但採取這種方法,庫存也會變成過大,生產類別、交貨期與庫存有 關。 生產類型/交貨期間與庫存之關係可表示如圖 2-14。 生產期間 材料/零件 /採購期間 零件加工時間 產品裝配期間 出貨時間 生產類型A 生產類型B 材料/零件庫存 生產類型C 材料/零件庫存 在製品庫存 生產類型D 材料/零件庫存 在製品庫存 成品庫存 交貨時間 交貨時間 交貨時間 交貨時間 圖 2-14 生產類型/交貨期間與庫存之關係 資料來源:楊平吉譯自五十嵐瞭,2004 在第二章文獻探討中,我們回顧之前學者所論述在 EMS 產業特性,EMS 供應商 特性,VMI 關鍵因子及多樣少量生產模式,並引伸其論點,說明過去少樣多量生產 型態上對 VMI 作業管理的認知,執行結果及所得結論。而本研究在過去學者論述結 論上加上現在產業界所主要考量之指標,以作為本研究第三章問卷調查內容設計之參 考因子及指標。
第三章 EMS 廠第一階供應商 VMI 作業資料蒐集
第 3.1 節 選定研究個案 EMS 廠的功能包含研發、設計、生產製造、客戶服務等範圍,為滿足產品設計 功能上之需求,EMS 第一階供應商屬性即包含機構、電子、電機三大屬性材料供應 商,依其屬性、材料項目可分類如表 3-1: 表 3-1 EMS 廠一般材料屬性、項目分類表 屬性 細項材料項目 功能別 機構 塑膠、鈑金、橡膠、紙類、緩衝材、螺絲…等 屬外觀、機構強度、物理特性 電子 IC、電阻/電容 屬產品功能 電機 馬達, 墊圈, 電源線材, 風扇, 液晶面板 l… 等 屬人機介面 interface 各屬性之供應商依其規模大小,及供應鏈之地位不計其數,本研究以 EMS 之下 一階供應商進行問卷調查,抽選 34 家己執行 VMI 作業達 6 個月以上之供應商進行問 卷調查,並以問卷調查之結果來推論分析。 第 3.2 節 研究個案資料分析EMS 廠之第一階供應商為了配合 EMS 廠之經營型態,須具備與 EMS 廠大 規模生產及接單能力,尤其在庫存管理之部份,亦即 EMS 供應商須同時具備, 從設計到生產、維修的連貫性生產製造體系;當然並非所有第一階供應商皆須 兼備,但大規模生產能力是必須的。 產品屬性在電子/電機/機構屬性上有不同的功能,對於供應商的評選也 不同; 1.電子類材料(Electronic parts): 材料數目/數量:電子類材料佔一般產品的材料數目及數量高,近於 50~60
%,相對成本也佔大部分。 材料共通性:電子類材料依其特性,本就具有高共通性,對不同產品可能有 相同功能需求,相對需求的增減會影響供貨的順暢,為保有價 格優勢及材料調整彈性,保持多個原物料來源是電子材料必備 的條件;另一原因是交期長雖然具有共通性,若未有足夠的前 置時間,當需求增加時必會面對缺料的困境。 供應商具備特性: .採多個原物料來源策略 .往高共通性發展 .價格敏感度高 .依價格決定供應商
2.電機類材料(Electronic Mechanical parts):
材料數目/數量:電機類材料佔一般產品的材料數目及數量趨近於 20~30 %,材料數目/數量不多,但單項金額相對較高。 材料共通性:電機類材料本身雖具有共通性,但也具有不易更換的特性,當 設計完成後,因有電氣及週邊材料搭配的因素,取代性不大, 但可在設計完成前先做好規劃,即可避免造成材料供應上之問 題;另電機材料因為部份製程門檻不高,供應商為求成本利潤 最大化,會自己培養整合上下游之能力及技術,若供應商掌握 產品上、下游的製程能力越高,相對在成本、交貨上較能符合 EMS 廠之生產特性需求。 供應商具備之特性: .採多個原物料來源策略 .產品信賴性為考量 .具有高自主生產能力
.購料前置時間長,保持良好策略伙伴 3.機構類材料(Mechanical parts) 材料數目/數量:機構類材料佔一般產品的材料項目及數量約為 20~30%, 因具有設計的自主性,所以如何降低材料數目是設計時的 重要考量,相對較容易控制材料數目及數量的使用。 材料共通性:機構材料幾乎不具有材料共通性,為配合產品外觀及功能之需 要,皆為特定用途的設計,因此材料之共通性很低,但產品在 延伸性開發材料的再利用,材料重覆使用率就變得非常重要。 採用再利用性高的材料,相對可減少設計的資源及取得數量成 本之優勢,當然產能的配合及模具設計開發技術是否跟得上產 品設計之要求,也是重要的考量。 供應商具備之特性 .產能考量 .具有高自主生產能力 .交期、配送服務 .緊密配合生產需求之變化 以光碟機 EMS 廠供應商家數為例,依三種材料屬性,其各項屬性供應商所佔的 比率如圖 3-1 所示: EMS廠供應商家數 EE 32% EM 32% ME 36% EE EM ME 圖 3-1 光碟機 EMS 廠供應廠商家數
資料來源:本研究整理 以光碟機產品材料及供應商特性之分析整理如表 3-2: 表 3-2 光碟機產品材料及供應商特性之分析表 材料屬性 材料數目/數量 材料共通性 供應商具備特性 供應商數目% 電子材料 多 高 .採多個原物料來源策略 .往高共通性發展 .價格敏感度高 .依價格決定供應商 32% 電機材料 中 中 .採多個原物料來源策略 .產品信賴性為考量 .具有高自主生產能力 .購料前置時間長,保持良好 策略伙伴 32% 機構材料 中 低 .產能考量 .具有高自主生產能力 .交期、配送服務 .緊密配合生產需求之變化 36% 資料來源:本研究整理 EMS 廠執行 VMI 作業,以光碟機廠為例,是由供應商派駐廠人力協助物料管理 及協調生產需求,供應商每週會收到 EMS 廠提供的 VDS(Vendor Delivery Schedule), 來計劃後兩週交貨時間及數量,供應商依此 VDS 安排生產備料,滿足 EMS 廠生產需 求,而實際驗收付款,按當月生產工單結算,用多少結帳多少,屬單向資訊提供,生 產交貨數量由 EMS 廠控制,供應商自主管理的彈性不高,為的是考量庫儲空間及生 產需求的變動,能較即時的反饋 EMS 廠生產需求給供應商進行生產排程的調整。與 理論 VMI 作業的差異為 : 1. EMS 廠並非提供生產計劃,而是提供交貨排程 2. 供應商按 VDS 交貨,而非自主依生產計劃安排生產出貨,滿足 EMS 廠生產 需求 3. 供應商交貨除交至 EMS 廠外,尚需安排人力協助發料至生產線上
4. 供應商需支付交貨棧板費用 以光碟機廠為例,佔其營業額達 74%,其各屬性材料供應商執行 VMI 作業的比 率為:電子材料供應商 39%,電機材料供應商 92%,機構材料供應商 90%,如圖 3-2 所示: EMS廠執行VMI廠家比率 39% 92% 90% EE EM ME 圖 3-2 光碟機 EMS 廠 VMI 廠家比率 資料來源:本研究整理 第 3.3 節 問卷調查 問卷之設計基於本論文之研究目的,設計成四大部份: (一) 基本資料:基本資料在於了解填寫問卷人員之背景資料及供應商在 EMS 供應鏈 體系中所佔之位置(扮演之角色),其指標為填寫人之職務功能,企業產品屬性, 企業經營項目,其第 2、3 階等供應商數目,產品種類,每年各類產品生產平均 數量,在供應鏈中的角色等,其分類等級如下: 填寫人職務功能:□品管 □採購 □生/物管 □工程/製造 □客服 □其他 企業產品屬性: □機構類 □電機類 □電子材料類 企 業 經 營 項 目 :□半導體業 □電腦及週邊設備業 □光電業 □通信網路業 □ 電子零組件業 □電子通路業 □資訊服務業 □其他電子業 (可複選) 供 應 商 數 目 約 :□0~100 □101~200 □201~300 □301 以上 產 品 種 類 :□0~10 □11~20 □21~30 □31 以上
每年各類產品生產平均數量:□1000 以下 □1K~10K □10K~100K □100K~1KK □1KK 以上
(二) 在配合 EMS 廠導入 VMI 作業前後六個月,從供應商角度來評估 EMS 廠期望之 績效及效益為何 此部份採二題問卷方式進行調查並採李克特五等尺度量表(Likert scale)將 調查之內容予以量化,五點量表設計為 0%~100%之範圍,並分割成 0%、25%、 50%、75%、100%五個等分,給予「最不影響」、「不影響」、「普通」、「想要」、「最 想要」,五個等級進行勾選,主要目的是想了解期待導入 VMI 之績效,在導入後 是否與原期待有落差,而實際導入產生之效益是否影響企業對供應商策略及供應 商對於 EMS 廠導入 VMI 作業管理機制之努力方向。 量測指標係採製造策略所用之五項製造因子:品質(Quality)、成本(Cost)、 交期(Delivery)、服務(Service),及技術(Technology)進行排序,而各項因子 所期望之特性定義如下: 品質(Quality):採望大特性,供應商是否因導入 VMI 作業而品質有所提昇改進。 成本(Cost):採望小特性,產品成本是否因導入 VMI 作業而有降減。 交期(Delivery):採望目特性,供應商是否因導入 VMI 作業而使交貨達成率提昇。 服務(Service):採望大特性,供應商是否因導入 VMI 作業而使服務水準增加, 能配合生產變動調整供貨滿足度。 技術(Technology):採望大特性,供應商是否因導入 VMI 作業而使製程能力技 術水準提昇。 (三)找出在多樣少量的供貨型態下,影響 VMI 關鍵因素七項因子之重要程度排序 將關鍵因子進行成對比較,採順序尺度,將評估尺度分級為:9-非常相關, 7-相關,5-普通,3-不相關,1-最不相關,之後將各成對因子之分級加總排序, 給予排序成對比較因子等差之權重,加總而得七項因子之重要程度排序。 (四)從供應商角度看,企業本身/客戶在多樣少量生產形態下,導入 VMI 之評選指
標為何? 評選標準採第 2.2 節 EMS 供應商之特性指標依經驗法則及專家意見,分成製 造因子五大類,來進行供應商之問卷調查,而此評量尺度採順序尺度,分為最想 要、想要、普通,進行問卷調查,將調查之內容予以量化,三點量表設計為 50% ~100%之範圍,並分割成 50%、75%、100%三個等分,給予「「普通」、「想要」、 「最想要」,三個等級進行勾選,透過更細項的分類調查,了解 EMS 廠第一階供 應商在配合 EMS 廠執行 VMI 作業時,EMS 廠所評選得到的各項因子主要指標為 何,以作為 EMS 第一階供應商評選之參考。其分類如表 3-3: 表 3-3 製造因子與 EMS 第一階供應商評選指標對應表 製造因子指標 EMS 廠第一階供應商評選指標 品質 管理與組織、程序的要求、品質、員工訓練、社會責任、 作業控制、規格一致性 成本 歷史績效、提供最低價格、財務狀況、過去交易金額、互 惠安排、綠色環保、降低成本能力 交期 地理位置、交期一致性、迅速調整產能能力、縮短交貨時 間 服務 保證與客訴政策、溝通系統、業界聲望及地位、事業心、 維修服務、態度、印象、包裝能力、勞資關係的記錄 技術 生產設備與生態、技術能力、設計能力 在第三章中,本研究對 EMS 廠第一階供應商進行分類及各類歸屬定義說明以 定義企業屬性,VMI 執行方式;另問卷調查設計分為四部份,基本資料、配合導 入 VMI 前/後之期望績效及效益、VMI 關鍵因子,及 VMI 供應商評選指標,作為 進行第四章及第五章的研究方法及研究結果分析依據。
第四章 研究方法
第 4.1 節 問卷評量權重 問卷調查第二、三題「在配合 EMS 廠導入 VMI 作業前/後六個月,從供應商角 度來評估 EMS 廠期望之績效及效益為何」,本研究問卷調查參考李克特五等尺度量 表(Likert Scale)進行問卷評量,此五點量表將 0%~100%分割成 0%、25%、50%、75%、 100%五個等分; 如「非常重要」 、「重要」、「普通」、 「不重要」、 「非常不重要」。 本研究採封閉式問卷方式,將五項製造因子依李克特式量表進行等級評價排序,並依 排序之評價量表作為其相對應權重,進行權重計算,再依其權重比平準化,以得出製 造因子之排序,例如下表 4-1 所示,供應商在導入初期,企業/客戶想得到之績效排 序,對 34 家供應商問卷調查,回收有效問卷 22 份,所得之統計結果: 表 4-1 供應商在導入初期,企業/客戶想得到之績效問卷調查回收統計結果 偏好程度 因子/廠家數 100% (最想要) 75% (想要) 50% (普通) 25% (不影響) 0% (最不影響) 有效回收 問卷數 Quality 11 2 4 5 0 22 Cost 3 5 5 2 7 22 Delivery 5 4 2 5 6 22 Service 1 7 5 7 2 22 Technology 2 4 6 3 7 22 將其各項因子的數乘以權重比,可得下表 4-2: 表 4-2 供應商在導入初期,企業/客戶想得到之績效權重加總/平準化 權重評比 100% (最想要) 75% (想要) 50% (普通) 25% (不影響) 0% (最不影響) 權重加總 平準化 Quality 11 1.5 2 1.25 0 15.75 28.6% Cost 3 3.75 2.5 0.5 0 9.75 17.7% Delivery 5 3 1 1.25 0 10.25 18.6% Service 1 5.25 2.5 1.75 0 10.5 19.1% Technology 2 3 3 0.75 0 8.75 15.9% 55 100% 所得之結果予以加總後,再平準化得各製造因子之重要性排序。 問卷調查第三題「找出在多樣少量的供貨型態下,影響 VMI 關鍵因素七項因子之重要程度排序」,採用順序尺度,將評估尺度分級為:9-非常相關,7-相關,5-普通, 3-不相關,1-最不相關;進行 7 項 VMI 關鍵因子之兩兩成對評比,如表 4-3 所示,例 如「組織大小」與「運籌的流程整合層級」評估尺度為 5,相關程度為「普通」,表 示被問卷之供應商認為「組織大小」與「運籌的流程整合層級」相關程度不高;「執 行與管理」與「運籌的流程整合層級」評估尺度為 9,相關程度為「非常相關」,表 示被問卷之供應商認為「執行與管理」的落實度與「運籌的流程整合層級」有高度的 相關程度。 表 4-3 : 7 項 VMI 關鍵因子之兩兩成對評比範例說明表 整合層級 運籌的流 程 員工參與 組織大小 客戶服務 與信賴程 度 供應商關 係 執行與管 理 資訊與技 術 運籌的流程整合層級 1 5 5 5 7 9 3 員工參與 1 5 7 3 9 1 組織大小 1 5 7 9 7 客戶服務 1 7 7 5 供應商關係與信賴程度 1 7 7 執行與管理 1 7 資訊與技術 1 將各供應商之問卷回覆統計列表後,依其順序尺度之評估尺度,予以加總計算排 序,排序之結果因無法判讀其重要性,將其加總計算之評估尺度以加總之大小排序, 給予等差之權重由小至大為 1,3,5,…,39,41,最低 1,最高 41,如表 4-4。「員 工參與」和「執行與管理」評估尺度加總最高分,另給予權重 41,「客戶服務」和「執 行與管理」評估尺度次之,給予權重 39,以此類推;再將 7 項關鍵因子之權重加總, 得出,7 項 VMI 關鍵因子之重要排序,如表 4-5: 影響 VMI 關建因 素 7 項因子 影響 VMI 關建因 素 7 項因子