國 立 交 通 大 學
工業工程與管理學系碩士班
碩士論文
限制理論 Demand Pull 應用環境之研究
Research of the TOC Demand Pull application environment
研究生:譚家威
指導教授:李榮貴博士
限制理論 Demand Pull 應用環境之研究
Research of the TOC Demand Pull application environment
研 究 生:譚家威 Student : Ka-Wai Tam
指導教授:李榮貴 Advisor : Dr. Rong-Kwei Li
國立交通大學
工業工程與管理學系碩士班
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University In Partial Fulfillment of the Requirements
For the Degree of Master of Science In
Industrial Engineering July 2009
Hsin-Chu, Taiwan, Republic of China
限制理論 Demand Pull 應用環境之研究
研 究 生:譚家威 指導教授: 李榮貴 博士
國立交通大學工業工程與管理學系碩士班
摘要
限制理論中發展出來的Demand Pull「拉式」補貨模式,主要是將傳統的「推」 (Push)的做法改成以「拉」(Pull)的觀念,此做法確實能對配銷及庫存管理帶來不 錯的績效。過去許多文獻已經充分證明限制理論Demand Pull的拉式補貨機制是 很好的補貨方法,能有效大幅改善缺貨率、降低平均庫存並且增加產品可得性。 然而,現實的市場環境非常複雜,存在許多不同的配銷情況,而任何一個良好的 機制要有效運作,必須應用在符合該機制的假設環境下才能有效發揮其作用,若 使用在不符合其假設的環境,再好的機制也無法得到預期的效果。雖然Demand Pull拉式補貨的方式過去已有很多文獻充分證明其績效,但並未對Demand Pull 之應用環境提出說明或探討,而過去的研究更鮮少考慮產品具有壽命週期的特 性,因此本研究主要針對「補貨前置時間」與「產品壽命週期」之比例對Demand Pull績效之影響進行探討,藉邏輯推導及模擬後,確認過短的「補貨前置時間」 與「產品壽命週期」比例會影響Demand Pull的績效,甚至無法執行,並藉由模 擬結果說明在RLT與PLC之比例在多少範圍下,Demand Pull才能有效地操作。 關鍵詞:限制理論、配銷、產品壽命週期Research of the TOC Demand Pull application environment
Student : Ka-Wai Tam Advisor : Dr. Rong-Kwei Li
Department of Industrial Engineering and Management College
of Management National Chiao Tung University
Abstract
One of the replenishment methods, Demand Pull, is developed from Theory of Constraints. It mainly transforms the method from the traditional “Push” idea to “Pull” concept and brings positive result to distribution and inventory management. Numerous literatures prove that Demand Pull is an useful replenishment method for improve the out of stock situation, lower the average inventory level and increase the product availability. However, actual market is very complex that contains various distribution situations. Moreover, useful method can only be effective under certain hypothesis circumstances. If the condition is not suitable, such useful method will not able to deliver desired outcome. Although the effectiveness of Demand Pull has been proven by numerous literatures, there is no research regarding exploration of its applicable condition, especially lacking the consideration of product life-cycle characteristic into the analysis. Therefore, this research will mainly focus on the influence between the proportion of replenishment lead time and product life cycle to Demand Pull. Based on logical inference and imitation, author finds that if the proportion of replenishment lead time and product life cycle is too short, it will affect the effectiveness of Demand Pull and even cause the failure of implementation. The result of imitation also demonstrates the suitable proportion range of RLT and PLC that makes the Demand Pull method functions effectively.
誌謝
終於邁向畢業,在此特別表達對恩師李榮貴教授最崇高的敬意 ,在這二年 研究所的時間裡,雖然時間短暫,但老師在學術研究上卻給了我許多建議、指導 與鼓勵,協助我順利完成碩士學位。老師除了指導我論文上的問題外,還教導我 處事的態度,我在老師身上真的學習了很多寶貴的東西。在此由衷感謝恩師的悉 心教導。 我也要感謝在研究所的同窗:豪君、治瑋、小陸、小龜,春源,無論在課 業上、論文上、生活上的互相扶持,都讓我感激在心中,也帶給我二年在研究所 快樂的回憶。也要感謝交大足球隊隊友們,特別是張生平教練讓我在交大生活 中,得到很多快樂的回憶,也鍛鍊了我堅毅不屈的精神,面對各種困難。如今可 以順利畢業,真的要好好的感謝他們。 經過在交大的洗禮,也讓我著實獨立和成長不少。在日後出社會,相信我 在研究所所得到的東西,一定能夠帶給我最實質的幫助。 最後,要感謝在我背後默默支持我的家人、特別是好朋友焯基,沒有他們的 付出及鼓勵,不會有現在的我,我要將這份碩士學位的榮耀與你們一同分享。 譚家威 謹誌于風城 國立交通大學工業工程與管理研究所 中華民國九十八年七月目錄
中文摘要... i 英文摘要... ii 誌謝... iii 目錄... iv 圖目錄... v 表目錄... vi 第一章 研究動機與目的... 1 第二章 文獻探討... 4 2.1 預測對供應鏈帶來的問題... 4 2.2 供應鏈上的衝突... 5 2.3 Demand Pull存貨管理政策... 7 2.3.1 聚集(aggregation):庫存拉回源頭 ... 7 2.3.2 增加補貨頻率... 8 2.3.3 拉式生產... 9 2.3.4 緩衝管理(Buffer Management)運作模式... 10 2.4 Demand Pull績效之相關文獻... 12 2.5 文獻探討總結... 12 第三章 Demand Pull 拉式補貨機制的環境限制... 14 3.1 產品壽命週期與補貨前置時間之比例過短對Demand Pull之影響... 15 3.2 Demand Pull適應用的產品壽命週期與補貨前置時間之比例範圍... 17 3.2.1 模擬環境說明... 17 3.2.2 需求參數設定... 17 3.2.3 期初目標庫存之設定... 18 3.2.4 模擬實驗說明... 18 3.2.5 模擬結果與分析... 18 3.3 聚集績效與銷售點數量之關係... 23 第四章 Demand Pull在產品壽命週期限制範圍下之改善及應用... 26 4.1 縮短前置時間... 26 4.2 利用中央倉庫增加配銷端之產品壽命週期與補貨時間的比例... 28 4.2.1 模擬環境敘述... 28 4.2.2 模擬環境情況... 29 4.2.3 模擬結果及分析... 31 第五章 結論... 34 參考文獻... 36圖目錄
圖 1-1 配銷系統 ... 1 圖 2-1 典型的長鞭效應 ... 4 圖 2-2 典型庫存管理衝突 ... 6 圖 2-3 供應源頭變異較小 ... 7 圖 2-4 補貨頻率增加可降低在庫庫存量 ... 8 圖 2-5 Demand-Pull 模式示意圖... 9 圖 2-6 各緩衝區示意圖 ... 10 圖 2-7 調整目標庫存之機制示意圖 ... 11 圖 3-1 Demand Pull拉式補貨的運作模式 ... 14 圖 3-2 「補貨前置時間」與「產品壽命週期」比例為 1:1 的補貨情況 ... 15 圖 3-3 產品壽命週期過短對目標庫存量調整的阻礙 ... 16 圖 3-4 不同的「補貨前置時間」與「產品壽命週期」比例下,Demand Pull 績效趨勢圖... 21 圖 3-5 聚集於源頭需求之穩定性與銷售點數量之關係 ... 23 圖 3-6 銷售點的數量對聚集整體庫存的影響 ... 25 圖 4-1 增加「產品壽命週期」與「補貨前置時間」的比例之示意圖 ... 26 圖 4-2 情境一之示意圖 ... 29 圖 4-3 情境二之示意圖 ... 30 圖 4-4 情境三之示意圖 ... 31表目錄
表 3-1 30 組不同產品壽命週期下的模擬結果(平均庫存量)... 19 表 3-2 30 組模擬數據的平均值 ... 20 表 3-3 檢定結果 ... 22 表 3-4 各壽命週期比例間之差異 ... 22 表 3-5 聚集模擬結果數據表 ... 24 表 4-1 情境一之模擬結果數據 ... 31 表 4-2 情境二之模擬結果數據 ... 32 表 4-3 情境三之模擬結果數據 ... 33 表 4-4 各情境之模擬結果比較 ... 33第一章 研究動機與目的
美 國 生 產 與 存 貨 管 理 學 會 (American Production and Inventory Control Society;APICS)對供應鏈與配銷的定義為:供應鏈是從原材料端到最終端產品 使用者的一種程序。而配銷是將物料、成品或零件,從製造商運送到客戶間的相 關活動。參與供應鏈配銷系統的成員基本上有三種(圖 1-1):產品製造者(例如生 產工廠)、配銷通路內成員(例如區域發貨倉庫)、最終尾端的客戶(例如零售商)。 圖 1-1 配銷系統 傳統上供應鏈的運作模式,是由分散各處的各個零售商,分別根據過去的銷 售量,進行統計分析,預測將來顧客的需求狀況,並根據需求的預測來下訂單。 上一層的配銷中心或配銷商再依不同零售商提供的需求預測彙整變成配銷的需 求預測給製造工廠。工廠依此預測數據,再合拼批量生產的考量後向供應商購買
供
應
商
工
廠
零
售
商
區域發貨中心
/倉庫
材料或零件投料生產。訂單生產後,再逐層經配銷中心或配銷商配送至每個零售 點。 限制理論稱這樣的運作模式為推式(Push)供應鏈與配銷管理模式,也就是指 工廠是根據不可靠的市場預測需求在生產【15】。然而因為預測通常是不準確的, 再加上訂單設定批量化,供應商不可靠及補貨時間長等種種因素,導致需求波動 的現象。此現象愈往系統上游(供應源頭),需求受到扭曲的幅度就愈擴大,最後 形成所謂的「長鞭效應(Bullwhip Effect)」【9】,造成供應量總是不符合實際的市 場需求量。 企業為了滿足客戶需求,盡可能避免缺貨的發生,以提供更好的供貨服務品 質,只好增加庫存量來因應可能的變動,同時把大部分存貨存在最近客戶的地 方,結果導致存貨成本不斷增加,而產品的可得性卻仍然沒有得到有效的改善。 一般人皆認為導致供應鏈「存貨高,缺貨高」的問題是因為預測不準確,補貨時 間大長所致,而且不容易解決。但是由限制理論(Theory of Constraints, TOC)發展 出來的 Demand Pull 拉式補貨模式,卻提出有效地解決上述供應鏈上配銷問題的 方法,能有效地降低庫存量,同時增加產品可得性,減少缺貨的發生【7】【8】。
Demand Pull「拉式」補貨模式是從高德瑞特博士(Dr. Eliyahu M. Goldratt)所 創的限制理論中,發展出來的一套配銷系統補貨方法,其主要做法如下【7】: 1. 根據聚集的概念,把大部分庫存放置供應鏈的源頭處(工廠中央倉庫/區域倉 庫),代替傳統把大部分存貨存在最近客戶的地方(銷售點)。 2. 依據各零售點的實際消耗量,以用多少補多少的方式,代替傳統的預測方法 來進行補貨。 3. 使用緩衝管理把庫存水準分為綠、黃、紅 3 個庫存緩衝區,以各產品實際消 耗量的變化(而非預測)來監控庫存量是否適當、過多或過少,並因應消耗 量的變化來調整各產品的庫存目標,而不用花大量人力資源來預測市場需求。
高德瑞特博士【8】提出的 Demand Pull 補貨機制,將傳統的「推」(Push) 的做法改成以「拉」(Pull)的觀念,此做法確實能在需求預測準確性低的情況下, 依然可以有不錯的庫存管理績效。過去許多文獻已經充分證明限制理論 Demand Pull 的拉式補貨機制是很好的補貨方法,且具有良好的積效。應用在庫存及配銷 管理上,可以大幅改善缺貨率、降低平均庫存、增加產品可得性及資金周轉次數 等績效表現。然而,現實的市場環境非常複雜,依不同的產業環境、產品類型皆 存在許多不同的配銷情況,而任何一個良好的機制要有效運作,必須應用在符合 該機制的假設環境下才能有效發揮其作用,若使用在不符合其假設的環境,再好 的機制也無法得到預期的效果。雖然 Demand Pull 拉式補貨的方式過去已有很多 文獻充分證明其績效,但並未對 Demand Pull 之應用環境提出說明或探討,而過 去的研究更鮮少考慮產品在市場上具有壽命週期的特性,在現今充滿競爭的市場 環境,新產品推出市場速度愈來愈快,常導致產品在市場銷售的時間愈來愈短, 在產品壽命週期過短的環境下,常導致補貨時間不足及補貨次數過少的情況,這 是否會影響 Demand Pull 的執行及績效? 此乃本研究主要探討的問題。 本研究的目的主要針對「產品壽命週期」及「銷售點數量」這兩方面探討 Demand Pull 合適的應用條件。找出 Demand Pull 在產品具產品壽命週期的環境 下,其合適的應用範圍。即在「產品壽命週期」與「補貨前置時間」在何種比例 時,Demand Pull 才可有效使用以及 Demand Pull 提出的聚集概念,應在銷售點 在若干個時方可有效執行。並提出在產品壽命週期過短的情況下,該作出何種改 變,才能使 Demand Pull 能在此環境中有效地操作。 本篇研究論文架構主要分為五章,第一章敘述研究動機與目的;第二章為 Demand Pull 相關文獻探討,說明其的操作方式及相關的研究;第三章主要是從 產品壽命週期的環境及銷售點數量兩方面探討 Demand Pull 的應用範圍,藉邏輯 推導及模擬方法說明 Demand Pull 在產品壽命週期過短的環境下,將受到怎樣的 影響;第四章為改善的方法,提出在壽命週期過短的環境下,如何改變操作的模 式,使 Demand Pull 能順利執行的建議;第五章為結論與未來研究方向。
第二章 文獻探討
2.1 預測對供應鏈帶來的問題
供應鏈最常使用的運作方式就是依據預測來做決策,無論是生產或配銷方 面,供應鏈上的各個成員常以預測的方式來決定未來的需求,並依其預測來進行 生產及訂購【5】【11】,零售商預測消費者的需求型態;配銷商預測零售商的需 求型態;製造商又預測配銷商的需求型態。當預測準確時,整體供應鏈則有很好 的表現,但是預測通常是不準確的,有研究指出過去三年企業預測準確度約為 60%~70%而已【2】【3】【4】。不準確的預測讓供應鏈各成員生產或訂購了錯誤 的產品,出現需要的產品缺貨,但不需要的產品卻持有很多庫存的情況。而且錯 誤的預測更會在供應鏈各層級間蔓延開來,每一層的預測都會把其下層的預測誤 差計算進去。源自需求端的微小變動,經過各層訊息傳遞的延遲與變動,需求之 變異將逐層放大,造成供貨端產生遞延效果的劇烈變動,而且愈往上層其預測的 誤差就擴大,產生所謂的「長鞭效應」,如 圗2-1 所示【9】。最後造成預測與實 際需求有極大的落差。 圖 2-1 典型的長鞭效應預測系統主要是根據過往的市場數據進行統計分析,其只能預測將來的需 求趨勢而已,並不能精準地預測實際的需求數量。Schragenheim【1】認為無論 預測機制有多好,也無法真正地預知實際的需求。因為再精準的統計調查,終究 會有二項統計上的事實。第一個是聚集情況下的浮動均分效果。例如我們統計一 百個不同的銷售點的需求量,假設在一般地點一天的需求量是 10 到 25 個產品, 而在製造的整體數量來看,可能是從 1650 到 1850 個。然而,如果只拿各個消費 點的高低數字,然後加起來,那得到的需求量便會是 1000 到 2500 個,增大了實 際需求的幅度,導致企業備了多於實際需求的庫存量。 另一個統計上的事實是對數據的錯誤詮釋。要使用統計必須對聚集機制有 良好的理解。然而現今的業界幾乎都因為缺乏對統計數字的理解,導致在操作上 犯了某些嚴重的錯誤【1】。例如,一位聰明但沒有統計經驗的人,可能從上述的 例子推論出,所有的消費點的消費量介於 1650 到 1850 之間,其中每個地點的消 費是 16.5 到 18.5 之間,因此在每個地點保持 18 個產品,結果導致產品分配不恰 當,需要的產品缺貨,但卻持有很多賣不出的庫存。要解決上述的問題必須把過 去的作業模式加以改變,因此高德瑞特博士【8】提出 Demand Pull 的機制,把 傳統依據預測來生產及補貨的模式改為根據實際消耗量來進行生產及補貨的拉 式模式。
2.2 供應鏈上的衝突
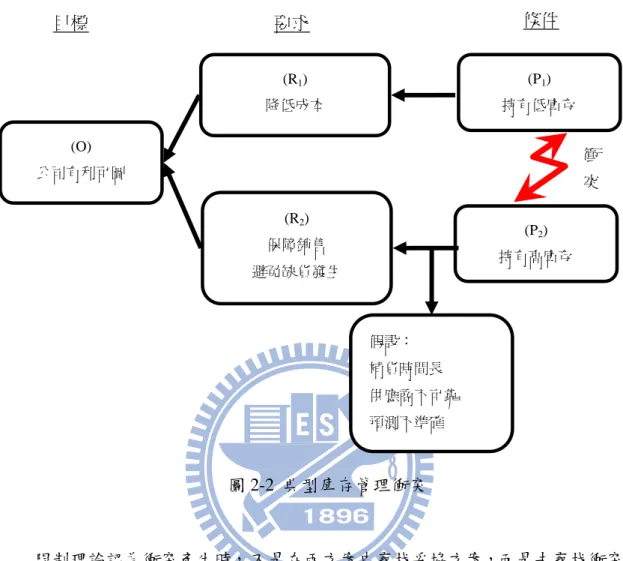
高德瑞特博士認為在配銷及供應鏈管理上,普遍存在著一個的衝突。如圖 2-2 所示,每一位管理者的目標都是想做好供應鏈管理的工作並使公司有利可圖 (O),而要使公司有利可圖就必須要降低成本(R1),而且也要盡可能保障銷售, 避免缺貨發生(R2),但是為了要降低成本,就必須持有低的庫存(P1);同時,為 了保障銷售,盡可能避免缺貨發生就必須持有高的庫存(P2),因此產生了衝突 【7】。圖 2-2 典型庫存管理衝突 限制理論認為衝突產生時,不是在兩方案中尋找妥協方案,而是去尋找衝突 背後所存在的假設,並設法打破這些假設,激發出雙贏的解決方案。檢視圖 2-2 發現「為了(R2)保障銷售,盡可能避免缺貨發生,就必須(P2)持有大量庫存」的 假設是因為補貨時間長、供應商不可靠、預測不準確所造成。 針對以上衝突的假設,高德瑞特博士認為必須改變以往庫存的管理模式,並 提出 Demand Pull「拉式」的補貨機制以及緩衝管理(Buffer Management)的方式 來改變過去企業的作業模式,使可以在補貨時間太長、供應商不可靠以及預測不 準確等前提假設下,還可以使存貨管理保持良好的績效--減少庫存,同時增加產 品的可得性。 (O) 公司有利可圖 (R1) 降低成本 (R2) 保障銷售 避免缺貨發生 (P1) 持有低庫存 (P2) 持有高庫存 假設: 補貨時間長 供應商不可靠 預測不準確 衝 突 目標 要求 條件
2.3 Demand Pull 存貨管理政策
1994 年在高德瑞特博士的著作「絕不是靠運氣」一書中初次提出 Demand Pull 「拉式」補貨模式的概念。此補貨概念是從他所創的限制理論中,發展出來的一 套配銷系統補貨方法。主要是將傳統依據預測進行補貨的「推」(Push)式做法改 成以實際消耗量進行補貨的「拉」(Pull)式觀念,此做法確實能在需求預測準確 性低的情況下,依然可以有不錯的庫存管理績效。TOC Demand-Pull 模式有四個 主要方法,分別為聚集(aggregation)、增加補貨頻率、拉式生產以及利用緩衝管 理(Buffer Management)的方式來管理存貨。 2.3.1 聚集(aggregation):庫存拉回源頭 傳統觀念認為要增加產品的可得性以及產品賣出的機會,就必須將大多數庫 存盡可能放在接近消費者的地點。結果常導致分配不合當,要有的產品缺貨,不 要的產品卻一堆的情況。為了解決此問題。Demand-Pull 打破過去企業將大部分 的庫存放在最接近消費者之處的作法,提出聚集的概念,主張將大部分的產品拉 回至源頭也就是上游工廠內。因為根據統計的原理,波動會因被平均掉而變小, 這樣的聚集保證比庫存放在不同消費點更加穩定,如圖 2-3 所示。而且當下游需 求點愈多時,上游匯集處的需求量就愈穩定,波動也愈小【7】。 供給點 需求點 需求點 需求點 需求點 供給點 需求點 需求點 需求點 需求點 圖 2-3 供應源頭變異較小由於統計波動的減緩,若在需求總量較為穩定的地方,即上游需求的匯集處 做預測,其預測的準確度將遠大於在下游各銷售點所預測的總合。整個供應鏈的 波動也因此減少,總需求量的預測也變得更為準確。 2.3.2 增加補貨頻率 決定目標庫存量的多寡主要是根據補貨時間的長短,例如補貨時間是一個 月,則目標庫存至少要有一個月內的消耗量,若補貨時間只是一星期,則目標庫 存只需保持一週內的最高的消耗量。所以若能減少補貨時間則能減少目標庫存 量。而限制理論認為補貨時間又由訂單前置時間、供給時間及運輸時間所組成。 所以當訂單前置時間縮短,補貨時間也因此而縮短。 而有效縮短訂單前置時間的方法,就是增加訂購的頻率。當訂購頻率增加 時,在途庫存會因此增加,在庫庫存會減少。舉例來說,若每個月的需求量是 20 單位,如果每個月訂一次的話,那麼在庫庫存最多為 20 單位;若是增加訂貨 頻率到每星期訂一次貨,每次訂 5 單位,則庫存大部分會在運送的途中,因此在 途庫存會增加,但在庫庫存會減少為最多為 5 單位,比起每個月訂一次貨可以降 低許多在庫庫存,如圖 2-4 所示。 因此 Demand-Pull 主張補貨頻率越高越好,當補貨頻率增加高時,各區域倉 庫的在庫庫存量則可以大幅降減少。 圖 2-4 補貨頻率增加可降低在庫庫存量
2.3.3. 拉式生產 典型供應鏈的下游銷售點,由於以預測的方式補貨,因此常導致需求波動增 加,波動變異的幅度遠高於實際需求的變動,所以常有某些產品庫存太多或生產 得太多,而有些產品則庫存太少或生產的太少。因此限制理論提倡「拉式生產」 (Pull)的觀念,建議補貨的數量不應該以預測的方式來訂購,而是根據顧客在補 貨時間內實際消耗的數量來決定,即消耗多少就補多少的方式。 舉例來說,若客戶(銷售點)兩天補貨一次,第一天顧客(銷售點)消耗 10 件產 品、第二天顧客(銷售點)消耗 5 件產品,則向上游(區域倉庫)下單的補貨量為 10+5=15 件,區域倉庫以客戶(銷售點)的實際消耗量(15 件)立即進行配送。同理 區域倉庫消耗多少則跟中央倉庫下單多少進行補貨,中央倉庫亦以用多少補多少 的方式跟工廠下單,工廠根據中央倉庫實際消耗量的訂單來進行生產,這樣就不 會因預測不準確,而生產了不符合實際需求的產品數量,同時可以避免預測誤差 帶來的「長鞭效應」,其運作模式如圖 2-5 所示。 圖 2-5 Demand-Pull 模式示意圖
生產工廠
中央倉庫 區域倉庫 銷售點 庫存 庫存 庫存 庫存拉的訊息
拉的訊息
拉的訊息
Demand-Pull
產品配送到倉庫Demand-Pull
產品配送到倉庫Demand-Pull
產品配送到倉庫2.3.4. 緩衝管理(Buffer Management)運作模式
緩衝管理是限制理論中的一個監控工廠及區域倉庫庫存量的方法,在配銷環 境中,限制理論把安全庫存作為一個緩衝(buffer),把在庫存點想要保持某個 SKU 產品或零件的目標庫存量,定義為緩衝大小(buffer size)。每一庫存點的緩 衝管理運作的好壞是 TOC Demand-Pull 運作能否順利成功執行的關鍵。 在緩衝管理運作之前,必須先設定一個目標庫存量(即緩衝大小),目標庫存 量的大小限制理論認為應該等於補貨前置時間(生產前置時間+運輸前置時間+ 訂單前置時間)內預期的最大需求量。在目標庫存決定後再將其分成三個緩衝 區,分別為紅色緩衝區、黃色緩衝區以及綠色緩衝區,其緩衝區的大小皆為目標 庫存量的三分之一,如圖 2-6 所示。 圖 2-6 各緩衝區示意圖 緩衝區的顏色能顯示銷售點庫存補貨的緊急程度: ● 綠色 – 表示銷售點的庫存量是高的,有充足的保護,其緊急程度低。 ● 黃色 – 表示銷售點的庫存量是足夠的,其緊急程度普通,只需按實際消耗量 向上游供應鏈下訂單補充商品。 ● 紅色 – 表示銷售點的庫存量有耗盡的風險,其緊急程度高。在運輸或製造中 的產品應該納入催趕的考量,或者發給供應端一個緊急補貨的訂單。
限制理論不傾向使用非常細膩的預測模型,而是 提出很簡捷的作法,藉由緩 衝管理監控每個產品庫存量的緩衝滲透情況來調節庫存水位(緩衝大小),使能 夠在需求變動的情況下得到恰當的庫存大小。此方法在當今 TOC 文獻中,稱為 「動態緩衝管理(Dynamic Buffer Management,DBM)」。
其調節做法是當銷售點某個產品的在庫庫存量接連幾日都位於綠色緩衝區 時,表示該產品的需求下降或期初目標庫存設定太大,此時就應該調降目標庫存 量的大小;相反的,若銷售點某個產品的在庫庫存量接連幾日都位於紅色緩衝區 時,表示該產品的需求增加或期初目標庫存設定太小,此時就應該調高目標庫存 量的大小,而調降與調高的比率皆為目標庫存量的 1/3。若在庫庫存量位於黃色 緩衝區則表示庫存的狀況良好,不用對目標庫存量做任何調整,如圖 2-7 所示。 藉由緩衝管理的辦法,就可以讓庫存量維持在一定的水準下,避免缺貨的發生, 而當需求發生變動時,也可及時做出恰當的調整,避免庫存量太高或是過低。 圖 2-7 調整目標庫存之機制示意圖
2.4 Demand Pull 績效之相關文獻
高德瑞特博士認為 Demand Pull 的補貨模式能有效解決供應鏈「備高庫存與 低庫存」的衝突,而且使用 Demand Pull 的方法可以大幅改善供應鏈配銷及庫存 管理的績效,達至低庫存且低缺貨率的目標。由於拉式補貨的機制依賴預測的程 度很小,所以當預測不準確時,其績效幾乎不受影響【12】,蔣易殷【19】利用 啤酒遊戲證明使用 Demand Pull 機制能有效避免長鞭效應的發生,也有眾多研究 與實務案例證明拉式補貨的確能達至減少缺貨發生並降低庫存【10】【13】。 Masuchun、Davis 與 Patterson【12】利用模擬的方法來探討拉式補貨的供應鏈績 效,傅豪【17】及蔡佳玲【18】利用真實的企業庫存數據進行模擬分析,比較 Demand Pull 機制的績效,而研究結果指出使用 Demand Pull 拉式補貨的機制, 確實優於傳統依據預測的機制,能有效減少缺貨發生且大幅降低庫存成本。而上 述研究使用拉式補貨機制,皆沒有考慮產品具有壽命週期的特性,因此補貨環境 具有足夠時間進行多次補貨,然而實務環境各種產品都具產品壽命週期的特性, 過短產品壽命週期會否因補貨時間不足或補貨次數過少而無法使用 Demand Pull 拉式補貨的機制?。因此本研究將針對產品具有壽命週期的環境,對 Demand Pull 的機制進行研究,進一步了解 Demand Pull 的應用範圍。2.5 文獻探討總結
供應鏈的各成員的目標都希望能以最小的成本提供客戶滿意的服務水準,在 庫存及配銷管理上則希望能以最小的庫存成本,滿足客戶的需求,沒有缺貨的發 生,因此常追求完美的預測,然而預測通常是不準確的,結果時常發生缺貨或過 多的庫存堆積,再加上預測誤差會產生長鞭效應的現象,使得整體供應鏈績效顯 著不佳。過去許多文獻充分證明使用 Demand Pull 機制「拉」的概念比傳統以預 測的方式進行補貨,能得到更佳的績效,同時可避免長鞭效應的發生。但過去文 獻皆沒對 Demand Pull 的應用環境作出說明,使其未能普及應用於供應鏈上。高德瑞特博士【6】在「站在巨人的肩膀上」提到豐田生產系統(Toyota Production System,TPS)雖然是很好的生產機制,但成功導入 TPS 帶來改善的 企業卻不多,主要是因為很多企業的環境不符合 TPS 的應用假設,從而說明一 個良好的機制必須應用在符合該機制的假設環境下,才能有效發揮作用,若使用 在不符合其假設的環境,再好的機制也無法得到預期的效果。過去 Demand Pull 相關研究雖然充分證明其績效,但卻未對 Demand Pull 應用的限制環境作出說 明,使其未能廣泛應用在供應鏈上。因此本研究主要目的則是要探討 Demand Pull 在何種環境下能順利執行以及在何種環境下 Demand Pull 會有執行上的阻礙。
第三章 Demand Pull 拉式補貨機制的環境限制
限制理論提倡「拉式生產」(Pull)的觀念,建議補貨的數量不應該以預測的 方式來預估,而是根據顧客在補貨時間內實際消耗的數量來決定,即消耗多少就 補多少的方式。這樣「拉」的模式就可以避免因預測不準確或長鞭效應的影響, 而生產了不符合實際需求(過多或過少)的產品數量,其運作模式如圖 3-1 所示。 圖 3-1 Demand Pull 拉式補貨的運作模式 Demand Pull 拉式補貨的方式過去已有很多文獻充分證明其績效,也說明拉 的補貨模式比推的的補貨模式較佳。但是一個良好的機制必須在其適合的環境才 能夠發揮作用,若使用在不符合其假設的環境,再好的機制也無法得到預期的效 果。然而,過去的文獻 中,對於 Demand Pull 的適用環境並未作詳細說明及探討, 因此本研究將藉邏輯推論,Excel 模擬來探討 Demand Pull 的限制環境。而實務 上,配銷的情境非常複雜,依不同的產業、產品類型必有其不同的配銷環境,因 此本研究主要在三階供應鏈的環境,僅從「產品壽命週期」以及「聚集點數量」 這二方面進行探討。生產工廠
中央倉庫 銷售點 庫存拉的訊息
Demand-Pull
產品配送到倉庫 庫存拉的訊息
Demand-Pull
產品配送到倉庫 庫存3.1 產品壽命週期與補貨前置時間之比例過短對 Demand Pull 之影響
過去的文獻通過遊戲及模擬充分證明 Demand Pull 是很好的補貨機制,但這 些文獻並未考慮產品具有壽命週期的特性,在沒有產品壽命週期的情況下, Demand Pull 確實有良好的績效,而在產品具壽命週期的環境下,Demand Pull 是否會受到產品壽命週期的限制而無法應用或表現不佳呢? Demand Pull 能有效地減少供應鏈的波動及長鞭效應,主要是因為拉式補貨 比傳統推式補貨的機制較不依靠預測,是根據實際消耗來進行補貨訂購,因此可 避免了各階層預測之間的誤差,然而在補貨訂購上最不同的地方在於「拉式」是 一種事後訂購、而「推式補貨」為一種事前訂購。事前訂購無需考慮產品的壽命 週期,因只要按要貨的時間計算在何時前下訂單即可,然而事後訂購,則需要足 夠的產品壽命週期環境,因為當產品壽命週期太短,則無足夠時間進行補貨。所謂產品生命周期(product life cycle),簡稱 PLC,指產品的市場壽命,即一 種新產品從開始進入市場到被市場淘汰的整個過程。在產品壽命週期短的情況 下,由於「補貨前置時間」與「產品壽命週期」的比例很小,使其難以有足夠的 時間,根據實際消耗量,以用多少補多少的方法來進行多次拉式補貨。以下以「補 貨前置時間」與「產品壽命週期」比例為 1:1 的情況為例來說明。(圖 3-2) 圖 3-2 「補貨前置時間」與「產品壽命週期」比例為 1:1 的補貨情況 假設某產品的壽命週期是二個月,其生產加運輸時間為一個月,一個月下單 一次,即補貨前置時間為二個月,那麼其「補貨前置時間」與「產品壽命週期」
的比例則為 1:1。第一個月的庫存量只能根據預測的方法來進行生產和訂購,當 第一個月銷售結束,若公司以第一個月的消秏量進行下單補貨(拉式),該訂單將 在第三個月才到庫,此時該產品的壽命週期已經結束,即已被市場淘汰,故無法 進行銷售。所以公司在「補貨前置時間」與「產品壽命週期」的比例很小的情況 下,無法根據實際消耗量的方法來進行補貨,只能依靠預測的方式,事先下單補 貨。即表示「補貨前置時間」與「產品壽命週期」的比例為 1:1 或更小時,拉式 補貨無法使用。如圖 3-2 所示,公司只能在第一個月開始時,根據預測的方式先 訂購第二個月的庫存量以應付第二個月的銷售量。 另一個方面是 Demand Pull 在設定期初目標庫存時,認為不用太精確的數 量,只要設定一個大概的數量,然後再通過緩衝管理的方法,根據實際消耗再調 整一個合適的目標庫存即可。在調整適當目標庫存的過程中,需要多次補貨及長 時間的觀測,而在產品壽命週期過短的環境下,Demand Pull 的緩衝管理將失去 調整目標庫存的效力。假設一產品補貨前置時間為 5 週,產品壽命週期為 10 週, 當第 5 週察覺庫存量過低時,欲調升目標庫存量,其增加的庫存量將在第 10 週 才能到庫,此時產品也將要被市場淘汰,原本作為避免缺貨而調升的目標庫存 量,並沒有發揮其作用,反而還增加了報廢量(圖 3-3)。 圖 3-3 產品壽命週期過短對目標庫存量調整的阻礙 增加的庫存 到庫 調升 目標庫存
因此在比例 1:2 的情況下,目標庫存無法得到調整,期初目標庫存的設定成 了缺貨與報廢量的關鍵,設定太高則報廢增加,太少則容易缺貨。在這種環境下, 期初目標庫存應該設定為多少,只能依靠預測來決定。 從上述推論中,可知 Demand Pull 的應用環境必須是在有足夠的壽命週期及 補貨次數的環境下。然而在壽命週期過短的環境 Demand Pull 將面臨執行上的阻 礙,甚至無法使用。故可以知道產品壽命週期確實是影響 Demand Pull 操作的一 個限制條件。
3.2 Demand Pull 適合應用的產品壽命週期與補貨前置時間之比例範
圍
Demand Pull 的執行受限於產品壽命週期的長短,過短的環境將影響 Demand Pull 的使用,甚至無法執行。那麼產品壽命週期與補貨前置時間之比例為多少 時,才合適應用 Demand Pull 的機制?本研究通過模擬的方法探討此問題。 3.2.1 模擬環境說明 本研究模擬一個三階的供應鏈環境,當中包含製造商、配銷高及零售商。零 售商產生需求時,跟配銷商下單,配銷商根據零售商的需求出貨,再以其消耗量 向製造商下單生產。本模擬設定的補貨前置時間為五週(生產+運輸前置時間為四 週,每週下單一次),零售商向配銷商發出的需求以 Excel 隨機產生。 3.2.2 需求參數設定: 由於本模擬的需求假設是在變異很大的環境,會以常態分配產生需求量,參 數設定如下:(1)平均數:800、(2)變異數:600、(3)最小需要:0、(4):最大需 求 1600。共產生 30 組需求。每組為 100 週的需求量,即 100 個。
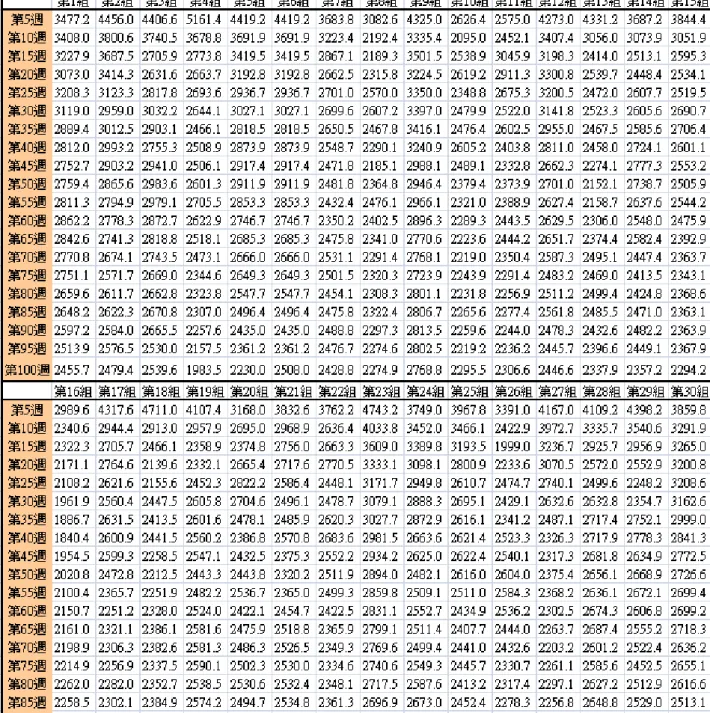
3.2.3 期初目標庫存之設定 本研究為了避免因期初目標庫存設定的不同,會影響模擬實驗之間的優劣, 使模擬結果無法比較,因此本研究 30 組的模擬實驗皆設定為 7200。 目標庫存之設定是根據公式: 補貨前置時間*平均每週需求量+95%服務水準參數*(√補貨前置時間)*變異數 3.2.4 模擬實驗說明 以 7200 的期初目標庫存分別在不同的「產品壽命週期」環境下以 Demand Pull 的方式下單補貨進行 30 組模擬實驗,比較產品壽命週期長短對 Demand Pull 機制績效的影響,績效以平均庫存及缺貨量為指標。過去很多文獻已證明 Demand Pull 在產品壽命過期長的環境,都具有非常良好的績效,當在適合的壽命週期環 境時,其積效應和壽命週期長時的績效差不多。若某比例範圍與和壽命週期長時 的績效差不多,則該為合適環境。 3.2.5 模擬結果與分析 表 3-1 為模數據為 30 組不同產品壽命週期下的模擬結果,表中數值為每週 平均庫存量。因模擬環境的補貨前置時間為五週,因此表 3-1 所示「補貨前置時 間」與「產品壽命週期」的比例則為 1:1 至 1:20。
表 3-1 30 組不同產品壽命週期下的模擬結果(平均庫存量)。
在表 3-1 中可見有些組別之模擬結果在「補貨前置時間」與「產品壽命週期」 的比例很小的情況下(如 1:1、1:2 等),組與組之間的平均庫存量差異很大,在 1:1 的情況下,第 4 組平均庫存為 5161,而第 11 組只有 2575,差異將近 100%,有 這麼大的差異主要是因為 2 組模擬之需求差異很大,第 4 組前 5 週需求分別為
296、599、280、529、419,總需求只有 2123;而第 11 組前 5 週需求分別為 948、 1568、1552、1311、835,總需求共有 6214;然而他們的需求設定皆為平均 800、 變異 600 所產生,這正好證明因為在比例 1:1 的情況下,因為只能依據預測設定 目標庫存,依據預測的程度很高,當預測不準,則導致過多庫存的情況。 而小於 1:8 的其他比例情況(如 1:2、1:3 等),各組之間的平均庫存量也有幾 乎近 1000 的差距,這正好說明因補貨次數不多,目標庫存未能及時調整,因此 期初目標庫存的設定成了他們績效之間的關鍵。而在比例大於 1:8 時,可以各組 之間的平均庫存幾乎非常接近,這也說明隨著壽命週期比例的增加,Demand Pull 的機制在需求變異存在的環境也能有良好的表現,若有足夠的補貨時間,就算期 初目標庫存設定不當,也不會帶來太大的影響。 表 3-2: 30 組模擬數據的平均值 根據 30 組模擬數據的平均庫存量(表 3-2),描繪出 Demand Pull 機制在不同 的「補貨前置時間」與「產品壽命週期」比例下,其績效趨勢(圖 3-4)。
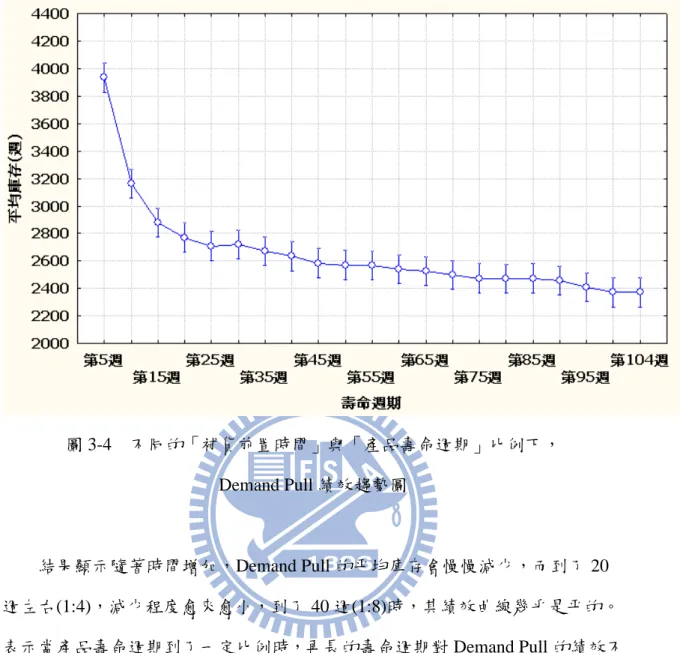
圖 3-4 不同的「補貨前置時間」與「產品壽命週期」比例下, Demand Pull 績效趨勢圖 結果顯示隨著時間增加,Demand Pull 的平均庫存會慢慢減少,而到了 20 週左右(1:4),減少程度愈來愈小,到了 40 週(1:8)時,其績效曲線幾乎是平的。 表示當產品壽命週期到了一定比例時,再長的壽命週期對 Demand Pull 的績效不 會帶來較大的影響。 在表 3-2 及圖 3-4 中可見,小於比例為 1:3 的情況下、其平均庫存量皆比其 他比例明顯為高,主要是因為在「補貨前置時間」與「產品壽命週期」的比例範 圍太小,導致補貨次數太少,如 1:1 的情況甚至沒有補貨機會,使其沒有在途庫 存,幾乎只能靠期初預測的目標庫存來滿足其銷售。當在「補貨前置時間」與「產 品壽命週期」的比例較大時,因為補貨次數較多,其績效也較優。 為了探討 Demand Pull 在不同壽命週期比例下,各比例的平均庫存是不是有 顯著差異,因此對各比例的模擬結果進行變異數分析。檢定結果為 p=0,表示有
顯著差異(表 3-3)。並對各壽命週期比例進行後續分析(表 3-4)。從檢定分析結果 顥示 40 週(1:8)與 100 週(1:20)的積效沒有顯著差異,跟 20 週以下的有顯著差異。 因此從模擬分析結果可知當壽命週期達 1:8 的比例時是 Demand Pull 非常合適的 應用環境,而在壽命週期達在 1:8 比例之下,使用 Demand Pull 機制,其績效則 會受到影響,當少於 1:3 之比例範圍則不適合使用 Demand Pull 的機制。 表 3-3 檢定結果 表 3-4 各壽命週期比例間之差異
3.3 聚集績效與銷售點數量之關係
Demand Pull 的機制建議把庫存放置源頭的地方,而不是推放至銷售點。因 為源頭的變異經聚集效果會比各個銷售點的變異小,在源頭進行預測比各個銷售 點進行預測來的準確【7】。 圖 3-5 聚集於源頭需求之穩定性與銷售點數量之關係 然而聚集的概念是因為統計變異上均分的原理,因此愈多的銷售點,各個銷 售點的整體需求就愈穩定。但當銷售點數目不多時,集聚的效果是否仍能有效執 行?應有多少銷售點時,聚集才有明顯的效果?本研究利用模擬的方法探討銷售點 的數量對聚集整體庫存的影響,從而探討應在銷售點數量為多少時,聚集效果才 靠顯著,即表示該把庫存放置源頭處。 模擬情況敘述: 此模擬的環境主要是 3 階供應鏈,各銷售點只賣同一種產品,其產品之每週 需求以常態分配在平均數為 15、變異數為 5 的設定下產生的需求變數。模擬為 24 週,共模擬 30 組不同銷售點數量之情況,主要分 2 個情境作比較:情況一、把庫存存放於銷售點。 補貨前置時間為 7 週(4 週生產時間、2 週運輸時間、1 週下單時間)。 每個銷售點目標庫存設定為 140。 情況二、把庫存放置源頭,在配銷中心(中央倉庫)備庫存。 補貨前置時間:中央倉庫為 4 週(生產時間 4 週)。 銷售點為 3 週(運輸時間 2 週、下單時間 1 週)。 每個銷售點目標庫存設定為 70。 根據聚集均分的概念,中央倉庫可以備較少的庫存。 模擬結果數據: 表 3-5 聚集模擬結果數據表
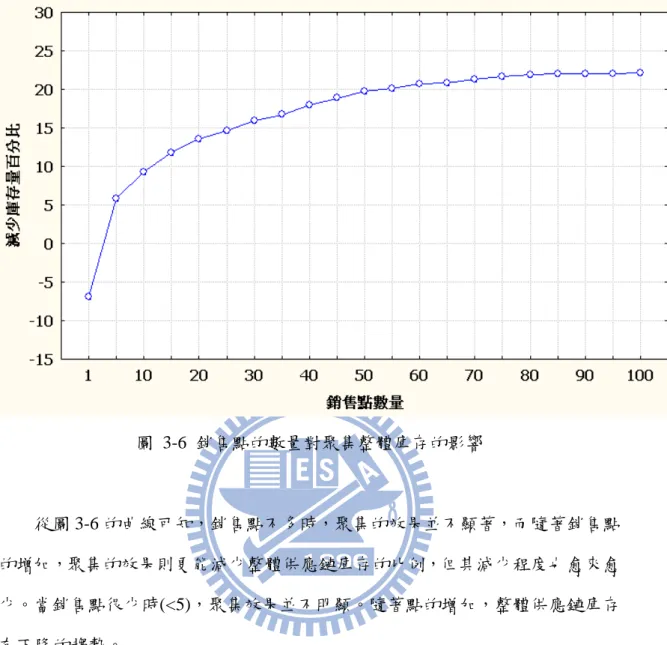
圖 3-6 銷售點的數量對聚集整體庫存的影響
從圖 3-6 的曲線可知,銷售點不多時,聚集的效果並不顯著,而隨著銷售點 的增加,聚集的效果則更能減少整體供應鏈庫存的比例,但其減少程度也愈來愈 少。當銷售點很少時(<5),聚集效果並不明顯。隨著點的增加,整體供應鏈庫存 有下降的趨勢。
第四章 Demand Pull 在產品壽命週期限制範圍下之改善及應用
4.1 縮短前置時間
Demand Pull 應用範圍的限制,在於產品的「產品壽命週期」與「補貨前置 時間」的比例。若要有效執行 Demand Pull,就必須具有足夠的比例條件。高德 瑞特博士【6】認為改善流動性能(flow)或相等的前置時間是運作的首要目標。 在「補貨前置時間」與「產品壽命週期」比例很小的情況下,根據供應鏈的第一 個觀念「改善流動性」,我們應該盡可能縮短補貨前置時間,若能有效地縮短「補 貨前置時間」,那麼它與「產品壽命週期」比例就會變大(圖 4-1),使其至 Demand Pull 適合使用的比例範圍。 圖 4-1 增加「產品壽命週期」與「補貨前置時間」的比例之示意圖 減少「前置時間」是我們改善供應鏈庫存的主要目標,然而該如何減少前置 時間? 限制理論認為補貨時間是由訂購前置時間、生產前置時間及運輸前置時間 三個不同部分所構成。訂購前置時間(Order Lead Time):指從賣出一件商品直到一張補貨訂單被 發出的時間。換句話說,就是發出補貨訂單的頻率。 補貨前置時間 產品生命週期 比例為 1:2 產品生命週期 補貨前置時間 比例為 1:8 縮短
生產前置時間(Production Lead Time):指製造商/供應商從決定發出工單 直到完成生產的時間。
運送前置時間(Transportation Lead Time):成品從供應點運送到訂購庫 存地的時間。 Demand Pull 的建議是增加下單頻率,即減少下單前置時間,但假設下單前 置時間已經最短,其應用比例仍未能在 Demand Pull 可使用之範圍,我們還可以 從運輸前置時間著手,改用更快的運輸服務,如從海運改成空運,大大減少運輸 前置時間,那麼補貨前置時間太長的問題就能得到解決。假設某產品壽命週期時 間為一年(52 週),而其生產時間及運輸時間各為二個月,下單前置時間為一週, 即補貨前置時間為 17 週,其比例為 17:52,約為 1:3 的比例,此比例範圍不適 合使用 Demand Pull 的機制。假設改用最快的運輸方法(如空運),可以把運輸時 間減至一週,那其補貨前置時間則為十週,比例約為 1:5。增加比例後的環境下, 應用 Demand Pull 將能比原來有更好的結果。當然改用更快的運輸方法,必須付 出更高的運輸成本,而我們可以比較庫存成本及報廢產品之成本與改用更快運輸 之成本作比較。當 C1-C2 > T2-T1 時,我們可以考慮增加運輸的速度(庫存原成本 C1,運輸成本 T1。改用空運成本 C2,運輸成本 T2)。假設 C1-C2<T2-T1 時,大 多決策者不會採用增加運輸成本的方法,那我們仍可改用別的改善方法,將在下 一節說明。
4.2 利用中央倉庫增加配銷端之產品壽命週期與補貨時間的比例
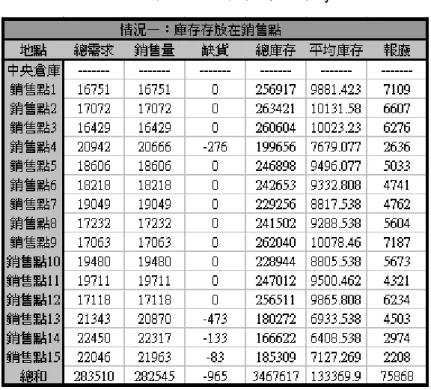
在很多供應鏈配銷的環境,都必須跨國運送,以至運輸時間非常長,假設產 品壽命週期真的非常短,也因為運輸成本過高無法改用更快的運輸方法,因此只 能根據預測事先下單生產,先備庫存滿足未來的銷售。然而在那裡進行預測或該 把庫存備在何處才對整體供應鏈更為有效? 假設因產品壽命週期過短,而必須以預測生產,若該地區有足夠多的銷售 點,那我們則可以利用中央倉庫聚集的概念來改善 Demand Pull 在 PLC 與 RLT 比例過小以無法有效執行的問題。先把各地區預測的數量大部分先放置中央倉 庫,只保留少許在銷售點,銷售點再根據其消耗量向中央倉庫下訂單。這樣供應 鏈根據預測所訂購的產品總量不會變多,而對於銷售商補貨前置時間的部分則只 剩下中央倉庫至銷售點的運輸時間而已,補貨前置時間則能大大減少,讓銷售點 有足夠的 PLC 與 RLT 比例來使用 Demand Pull 的機制。而且根據聚集均分的原 理,源頭預測給各點的預測來的更準確,同時也可減少整體的庫存量。因為備的 庫存減少,期末報廢的產品數量也可減少。 4.2.1 模擬環境敘述 此模擬環境假設為一個共有 15 個銷售點的地區,各銷售點銷售一壽命週期 只有半年(26 週)的產品,而該產品的補貨前置時間為 17 週(生產前置時間及運輸 前置時間各為 8 週、下單前置時間為 1 週),此「補貨前置時間」與「產品壽命 週期」之比例小於 1:2,這是非常不合適使用 Demand Pull 的比例範圍。但假設 使用區域/中央倉庫的聚集觀念,將 15 個銷售點的庫存拉回區域倉庫進行配銷, 則各點之補貨前置時間則只剩區域/中央倉庫至銷售點之運輸時間(一週),如此其 「產品壽命週期」與「補貨前置時間」之比例則為 1:13,此比例落入 Demand Pull 有效應用之範圍。而 15 個銷售點之需求皆由平均數為 800、變異數 400 之常態 隨機變數產生,銷售點之目標庫存皆相同,同時各只銷售同一種產品。4.2.2 模擬環境情況 本模擬主要分為三個情境,以證明在「產品壽命週期」與「補貨前置時間」 之比例過小的情況下,使用中央倉庫分割配銷端及生產端的補貨時間,能有效讓 Demand Pull 機制有效執行,同時證明在整體供應鏈上,即使生產端是用預測生 產,只有配銷端使用 Demand Pull,仍可為整體供應鏈帶來改善。 情境一: 此情境為各銷售點先設定目標庫存,其後以實際消耗量向配銷商下訂單。配 銷商只作統整各點需求向供應商下單而已,因此沒有庫存,而庫存主要都存放在 銷售點處。(圖 4-2) 補貨前置時間:生產前置時間及運輸前置時間各為 8 週、下單前置時間為 1 週。 期初庫存設定:各點皆為 17500,根據公式:平均數*補貨時間+服務水準常數*變 異數*√補貨時間。 圖 4-2:情境一之示意圖
情境二、建立中央/區域倉庫,分割生產端與配銷端的補貨時間及操作方法,生 產端使用預測方法,而配銷端使用 Demand Pull。並把 15 個銷售點把庫 存放至源頭(建立中央/區域倉庫),只備其補貨前置時間內預期之最大的 消耗量,即為 2800,再以 Demand Pull 方式每週向中央倉庫進行拉式補 貨。(圖 4-3) 因中央/區域倉庫的建立,因此配銷端(中央/區域倉庫至銷售點)的補貨 時間為 1 週運輸時間,而生產端(工廠至中央/區域倉庫)補貨時間為生產 及運輸時間,仍為 17 週。 圖 4-3 情境二之示意圖
情境三、操作如情境二,而主要不同在於此情境會利用聚集之均分原理,調降中 央庫存之期初目標庫存量,因此整體供應鏈庫存會得到減少。(圖 4-4)
圖 4-4 情境三之示意圖
4.2.3 模擬結果及分析:
從表 4-1 之結果可知,情境一的績效並不佳,雖然是使用 Demand Pull 拉式 補貨,但因其 PCL 與 RLT 之比例為 17:26 <1:2 之狀況,此狀況比例為 Demand Pull 不適合之範圍,再加上時間不足調整目標庫存,使開始時期初庫存的設定成了績 效的關鍵,常期初目標庫存設定過高,則出現了大量廢報,如模擬中的銷售點 1、 9。設定太少,則有缺貨發生,如模擬中的銷售點 4、13、14、15。 表 4-2 情境二之模擬結果數據 情境二建立中央/區域倉庫,使配銷端的 PLC 與 RLT 之比例增加 2:26=1: 13,此範圍很適合使用 Demand Pull 之機制,從模擬結果(表 4-2)可知各銷售點平 均庫存不高,而且沒有發生缺貨情況,報廢也較情況一少。同時也可證明把庫存 放置源頭處,能更合理分配各地的需求。 通過聚集的概念,可以降低供應鏈整體庫存,情境三之模擬結果(表 4-3)說 明此點,中央/區域倉庫降低庫存後,仍沒有發生缺貨狀況,同時整體的平均庫 存下降,報廢也更少了。
表 4-3 情境三之模擬結果數據 表 4-4 各情境之模擬結果比較 通過 3 個情境的模擬例子,比較情況一與情況二,把庫存放至源頭可有效減 少整體供應鏈的庫存量,同時可有有效分配各需求點之需求,而情況三則再利用 聚集均分的概念,把需求變異減少,因此需要備的庫存量也大量下降。同時通過 模擬可以證明供應鏈雖然無法根據實際消耗量進行生產,但仍可使用 Demand Pull 聚集的概念在較為穩定的地方進行預測生產,而配銷則可先備庫存,並利用 Demand Pull 進行配銷,仍可為整體供應鏈帶來良好的結果,改善 Demand Pull 在 PLC 與 RLT 比例過少狀況下應用的問題。
第五章 結論
過去文獻充分證明 Demand Pull 拉式補貨比傳統依據預測的推式補貨方法更 有管理的績效,達以較低庫存且有更高可得性的目的。同時有更能避免供應鏈的 「長鞭效應」現象。然而,一個良好的機制必須有一個合適其操作假設的環境, 方能有效發揮其最大績效,因此本研究的目的是要探討出合適使用 Demand Pull 機制的環境條件。 為了探討出合適使用 Demand Pull 的環境,本研究試從「產品壽命週期」以 及「銷售點數量」2 個議題進行研究,並藉由邏輯推論、模擬實驗得到以下結果: 1. 產品壽命週期的長短會影響 Demand Pull 機制運作的績效。在產品壽命 週期過短的環境,Demand Pull 因無足夠時間補貨或補貨次數太少,導致 執行上的困難,甚至無法應用,只能依靠預測。如在「補貨前置時間」 與「產品壽命週期」的比例為 1:1 時,無法根據實際消耗量使用拉式補 貨,只能事前下單訂購、在比例為 1:2 時,無法使用緩衝管理調整目標 庫存,期初目標庫存量設定不準確時,則造成過多庫存或有缺貨發生。 2. 「補貨前置時間」與「產品壽命週期」的比例是 Demand Pull 能否應用 的關鍵因素,在比例為 1:1、1:2 的情況下、無法使用 Demand Pull,而隨 著比例的增加,Demand Pull 的績效則得到改善,但績效增加的程度會愈 來愈小,最後甚至近乎水平線(績效沒有增加的現象)。本研究通過 30 組 模擬得到的結果為在「補貨前置時間」與「產品壽命週期」的比例在 1:8 時,其績效與 1:20 沒有顯著差異,因此在比例為 1:8 以上是非常合適 Demand Pull 使用的環境。 3. Demand Pull 的機制建議把庫存放置源頭的地方,而不是推放至銷售點。 因利用聚集均分的效果,源頭的變異比各銷售點的變異小,然而聚集的 概念是因為統計變異上均分的原理,當銷售點數目不多時(少於 10 個),集聚均分的效果則沒有明顯績效,而隨著銷售點數量的增加,整體供應 鏈的庫存量會隨之而減少,但庫存量減少的程度會愈來愈小,最後甚至 近乎水平線(整體庫存量幾乎沒有再減少)。本研究通過 30 組模擬得到的 結果為在銷售點小於 5 個時,聚集均分沒有太大的績效,而當銷售點多 於 15 個時,其績效與銷售點為 100 個時無顯著差異,因此當銷售點在 15 個以上時,是非常合適使用聚集的環境。 在產品「產品壽命週期」與「補貨前置時間」比例過短的環境下,本研究提 出 2 個改善的方法:(1) 減少補貨前置時間,使其能達至適合的比例範圍。(2) 建 立中央/區域倉庫並使用聚集的概念把供應鏈大部分庫存放至源頭處,雖然生產 部分只能根據預測,但配銷部分則可使用 Demand Pull 進行補貨,而且從中央/ 區域倉庫進行配銷,只剩運輸時間而已。使用此方法在模擬中可以發現,供應鏈 整體庫存能大幅減少,各點報廢量也大幅減少。 本研究僅從「產品壽命週期」及「銷售點數量」2 個環境因素下探討 Demand Pull 的可行性,然而現實供應鏈的配銷環境非常複雜,具有許多不同的配銷情 況,應該存在著更多影響 Demand Pull 執行的因素及不適用的限制環境,這都是 值得繼續研究的方向。而本文探討的銷售點數量對聚集的影響,只以銷售單一產 品為例,若各點銷售的種類的增加,是否可以減少銷售點的數量及有更好的績 效,這也是值得後續研究的。
參考文獻
1. Amir Schragenheim, (2007). Managing Distribution According to TOC Principles. Inherent Simplicity Ltd.
2. Chaman, L. J. (2006). Benchmarking Forecasting Errors. The Journal of Business Forecasting, 25(4), 13-15.
3. Chaman, L. J. (2007). Benchmarking Forecasting Errors. The Journal of Business Forecasting, 25(4), 18-21.
4. Chaman, L. J. (2008). Benchmarking Forecasting Errors. The Journal of Business Forecasting, 25(4), 19-23.
5. Dowling G.R. (2004). The art and science of marketing. UK: Oxford University Press.
6. Goldratt, E. M. (2008). Standing on the Shoulders of Giants. Goldratt group. 7. Goldratt, E. M., & Goldratt, A. R. (2003). TOC Insights into Distribution and
Supply Chain. Goldratt group.
8. Goldratt ,Eliyahu M. (1994). It’s Not Luck. NY: The North River Press.
9. Lee, H. L., V. Padmanabhan, & Whang, S. (1997). The Bullwhip Effect in a Supply Chain, Sloan Management Review, 38(3), 93-102.
10. Lin, C. C., Shieh, S.C., Kao, Y.H., Chang, Y. T., & Chen, S. S., (2008). The simulation analysis of push and pull shelf replenishment policies for retail supply chain. Machine Learning and Cybernetics, 2008 International Conference on, 7, 3964-3969.
11. Martin, Michael J.C. (1994).Managing Innovation and Entrepreneurship in Technology-based Firms. New York: Wiley-IEEE.
12. Masuchun, W., Davis, S., & Patterson J. W., (2004). Comparison of push and pull control strategies for supply network management in a make-to-stock environment, Journal of Production Research, 42(20), 4401-4419.
13. Zhang, X. H., & Lv, L., (2008). Performance Comparisons of Supply Chain between Push and Pull Models with Competing Retailers. Wireless Communications, Networking and Mobile Computing, 2008. WiCOM ’08. 4th 14. 李榮貴,「製造管理專題上課講義」,國立交通大學工業工程與管理研究所
課程,民國 97 年。
International Conference on, 12-14, 1-4.
15. 李榮貴,張盛鴻,「TOC 限制理論 : 從有「限」走向無限」,中國生產力中 心出版,民國 94 年。
16. 袁國榮,「強化限制理論 Demand-Pull 補貨模式之研究」,國立交通大學,博 士論文,民國 95 年。
17. 傅豪 ,「IC Design House 之庫存管理改善-試行限制理論於 M 公司之研究」,國立交 通大學,博士論文,民國 94 年。
18. 蔡佳伶,「TOC 配銷管理模擬器之開發」,國立交通大學,碩士論文,民國 97 年。
19. 蔣易殷,「Demand-Pull 手法應用在啤酒遊戲之可行性研究」,國立交通大學, 碩士論文,民國 97 年。