I
大華科技大學
機電工程研究所
碩士論文
可調整式階梯管鑽對複合材料
鑽削之研究
Study of adjustable step-core drill
for drilling composite materials
研究生:李展霖
指導教授:曹中丞博士
中華民國 105 年 5 月
II
可調整式階梯管鑽對複合材料鑽削之研究
Study of adjustable step-core drill for drilling composite
materials
研究生:李展霖 Student:Zhen-Lin Li
指導教授:曹中丞博士 Advisor:Dr. Chung Chen Tsao
大華科技大學 機電工程研究所
碩士論文
A Thesis
Submitted to Department of Mechatronic Engineering, College of Engineering and Design,
Ta Hwa University of Science and Technology in partial Fulfillment of the Requirements
for the Degree ofMaster in
Mechtronic Engineering 中華民國 105 年 5 月
III
摘要
鑽孔加工是碳纖維複合材料加工上極重要的製程。因碳纖維複 合材料具有高硬度、高強度、導熱性不佳、層間強度低等特性為難加 工之材料。工業應用經驗中碳纖維複合材料在一般鑽孔易發生脫層、 撕裂、毛邊等缺陷,且大多發生於孔的出口處,而撕裂與毛邊之產生 皆由鑽刃鋒利度不夠,導致碳纖維複合材料沒有完全切斷。本研究在 設計可調整式階梯管鑽刀具以降低其於碳纖維複合材料之出口處的 軸向力,以驗證本新型刀具設計之可行性。本刀具內鑽除可調整其伸 長量之外,亦可進行鑽削磨耗後刀具之汰換,且單次行程可進行兩種 不同型式鑽削加工。 本研究以麻花鑽、內外鑽(3)與內外鑽(4)為鑽削研究探討對 象,而從實驗結果得知,麻花鑽之 軸向力大於內外鑽(3)與內外 鑽(4)。因本研究設計的刀具較長所致,故較適合低 CNC 主軸轉 速(1000 rpm)與低進給速率(30 mm/min)鑽削加工。至於內鑽伸 長量 之多寡, 會影響 其鑽削之 軸向力 大小。原 則上內 鑽伸長 量 還是 以接近材 料的厚 度為優先 考量, 此可降低 因鎢鋼 內鑽尚 未 完整 貫穿複合 材料, 而外管鑽 緊接著 鑽削複合 材料所 產生的 誘 發軸 向力。本 研究主 要在設計 一款可 調整式鑽 削刀具 藉由不 同 刀具鑽削實驗,可驗證可調整式階梯管鑽於碳纖維複合材料鑽削 加工是可行的。 關鍵字:鑽孔、碳纖維複合材料、脫層、可調整式階梯管鑽、軸向力IV
Abstract
Drilling is extremely important processing for carbon fiber-reinforced composite materials. Carbon fiber-reinforced composite material have high hardness, high strength, thermal conductivity of poor and low interlaminar strength characteristics of difficult machining materials. General drilling carbon fiber-reinforced composite materials in industrial applications experience prone to layered, torn, delamination defects, and most occurred in the exit hole, tearing and produced by drilling of burr edge sharp enough, resulting in carbon fiber-reinforced composite materials not completely cut off. The object of this study is to develop an adjustable step-core drill for drilling carbon fiber-reinforced composite materials, which is to verify the feasibility of this new tool design. This new drill apart from adjusting the elongation can also make worn tool replacement as well as two various drilling can be carried out in single trip.
In this study, the twist drill, inner-outer drill (3) and inner-outer drill (4) were selected for the drilling research. From the experimental results showed that the thrust of twist drill is larger than the inner-outer drill (3) and inner-outer drill (4) because this design tool was longer. It is more suitable for low-CNC spindle speed (1000 rpm) and low feed rate (30 mm/min) in drilling composites. As to the inner drill elongation of the amount, it will affect the thrust force of the size of its drilling. Within or close to the drill thickness of composite materials as a priority consideration, which can reduce thrust when tungsten twist drill within the composite, followed by the outer drill drilling composites induced thrust force generated. This study was designed by an adjustable drilling
V
tool in drilling different experiments. Verifiable adjustable step drill for drilling carbon fiber-reinforced composite materials is feasible.
Keywords: Drilling, Carbon fiber-reinforced composite materials, Delamination, adjustable step-core drill, Thrust force
VI
目錄
摘要...Ⅲ Abstract...Ⅳ 目錄...Ⅵ 圖目錄...Ⅷ 表目錄...XI 第一章緒論...1 1.1 研究背景與目的...1 1.2 文獻回顧...1 第二章刀具設計與實驗規劃...3 2.1 刀具設計...3 2.2 可調整式刀具各零件設計...4 2.3 實驗參數規劃...9 2.4 實驗數據定義...10 2.5 軸向力定義...12 第三章 實驗設備...12 3.1 實驗設備介紹...14 3.2 實驗步驟...19 3.3 軸向力擷取...20 第四章 實驗結果與討論...21 4.1 實驗數據...21 4.2 實驗結果...33 第五章結論與建議...34 5.1 加工因子探討...34 5.2 結論...36VII
5.3 建議...37 參考文獻...38
VIII
圖目錄
圖 2.1 可調整式階梯管鑽...3 圖 2.2 可調整式階梯管鑽內部零件組合...3 圖 2.3 可調整式階梯管鑽剖視圖...4 圖 2.4 可調整式階梯管鑽之各零件...4 圖 2.5 可調整式階梯管鑽之爆炸圖...5 圖 2.6 可調整式階梯管鑽之本體...5 圖 2.7 時規皮帶輪及內襯...6 圖 2.8 滾針軸承固定螺帽...6 圖 2.9 止脫螺帽...7 圖 2.10 調整尾座...7 圖 2.11 ER16 筒座...8 圖 2.12 外鑽連結座...8 圖 2.13 鑽石外鑽...9 圖 2.14 麻花鑽頭...10 圖 2.15 鎢鋼鑽頭...10 圖 2.16 外部管鑽與內部鎢鋼鑽頭...10 圖 2.17 LabVIEW 監控程式...12 圖 2.18 LabVIEW 程式軸向力分布圖...13 圖 3.1 CNC 立式加工機(麗偉 V30)...14 圖 3.2 伺服馬達控制器...15 圖 3.3 kistler-9257 動力計...15 圖 3.4 kistler-9257 電荷放大器...16 圖 3.5 Delta 400w 伺服馬達...16 圖 3.6 伺服馬達主介面...17IX 圖 3.7 伺服馬達轉向選擇介面...17 圖 3.8 輸入轉速介面...18 圖 3.9 確認轉向與轉速與啟動介面...18 圖 3.10 碳纖維複合材料固定...19 圖 3.11 LabVIEW 程式監控系統擷取...19 圖 4.1 第 1 組實驗數據圖...22 圖 4.2 第 2 組實驗數據圖...23 圖 4.3 第 3 組實驗數據圖...23 圖 4.4 第 4 組實驗數據圖...24 圖 4.5 第 5 組實驗數據圖...24 圖 4.6 第 6 組實驗數據圖...25 圖 4.7 第 7 組實驗數據圖...25 圖 4.8 第 8 組實驗數據圖...26 圖 4.9 第 9 組實驗數據圖...26 圖 4.10 第 10 組實驗數據圖...27 圖 4.11 第 11 組實驗數據圖...27 圖 4.12 第 12 組實驗數據圖...28 圖 4.13 第 13 組實驗數據圖...28 圖 4.14 第 14 組實驗數據圖...29 圖 4.15 第 15 組實驗數據圖...29 圖 4.16 第 16 組實驗數據圖...30 圖 4.17 第 17 組實驗數據圖...30 圖 4.18 第 18 組實驗數據圖...31 圖 4.19 第 19 組實驗數據圖...31 圖 4.20 第 20 組實驗數據圖...32
X 圖 4.21 第 21 組實驗數據圖...32 圖 4.22 第 22 組實驗數據圖...33 圖 5.1 各式不同形式鑽頭刀具於鑽削複合材料時之軸向力 變化 36 圖 5.2 內外鑽伸出量比較...37 圖 5.3 各式不同形式鑽頭鑽削軸向力比較...36
XI
表目錄
表 2.1 各實驗參數規劃表...11 表 4.1 實驗之軸向力出口處實驗數據...21
1
第一章緒論
1.1 研究背景與目的
碳纖維複合材料相較於其它一般金屬或非金屬材料而言, 其具有強度比大、密度比小、耐腐蝕強與重量更輕的優點,為 一先進新型材料,其常見於航太、運動器材、運輸載具與醫療 產業上,用途非常廣泛。然碳纖維複合材料在鑽削加工時 ,相 對於一般金屬材料而言,其更易發生斷層、撕裂、毛邊等缺陷, 這些缺陷在工業應用上更需嚴謹看待。如飛機在高空飛行 時, 會因壓力問題而造成原碳纖維複合材料上之斷層、撕裂等缺陷 擴大,因而使飛機產生相當大的危險。此外,在傳統切削加工中, 鑽削(Drilling)是經常會被利用的切削方法之一,且許多結構性的零件 亦需要孔洞以進行最後裝配接合工作,故鑽孔加工已廣泛地應用在許 多工業構件產品上。1.2 文獻回顧
碳纖維複合材料於眾多優質金屬材料而言,在輕量化設計使用上 更是首選。如自行車車架使用碳纖維複合材料一體成型,其重量可減 少 1.2 公斤,比傳統鉻鋼車架的重量不到一半[1]。碳纖維每根直徑只 有頭髮的 1/10,一小束約有 12,000 根,加入樹酯後成為複合材料的 強硬度更大。對同樣重量的金屬材料而言,碳纖維複合材料硬度可以 超出傳統鋼鐵的 10 倍之多,具抗腐蝕、質量輕的特性,因此近年廣 用於製造人造衛星、客機等用途。其中,客機中使用碳纖維複合材料 約占飛機總重量將近 5%,所占用的比例相當低。最近幾年波音客機 -787 以及空中巴士 350-XWB 內裝所使用的碳纖維複合材料已經占用 飛機總重量的 52~57%,而所占用的比例上已超過金屬材料,使飛機2 重量減少相當可觀,並且在飛行上將減少不少燃料的使用[2]。 然而碳纖維複合材料具有非均質性的特質,故於鑽削加工時,容 易產生斷層、撕裂、毛邊等缺陷,較一般金屬加工的特性不同。如於 飛機零件製造上,因鑽削而產生的斷層,致使飛機在組裝時就約有 60%的零件從裝配線上被剃除,因此吾人在碳纖維複合材料加工上, 仍需有更進一步的認知,方能提升鑽削加工的品質,以及製造成本的 降低。 此外,諸多研究指出,鑽頭的軸向推力是造成複材層板在出口處 產生脫層的一項重要主因[3-5]。同時於隨後之實驗結果中,亦證實存 在此一臨界值。當鑽頭的軸向推力超過該臨界值時,則會發生脫層。 同時在有關於纖維強化複合材料(Fiber Reinforced Plastics,FRP)之鑽 孔加工研究指出,高進給速率、層板內部強度差、刀具磨耗或較大之 鑽尖角,均是造成脫層發生的主要原因[6-12]。此外,Jain 和 Yang 發 現,若增加鑽刃的數量,可以降低最大切削力,且其提出一端塗佈鑽 石顆粒之管鑽的切削刀具[13]。而該刀具上之顆粒大小,端賴所鑽之 孔品質與進給速率而定。隨後 Hocheng 與 Tsao 研發出一系列複合特 殊管鑽之刀具,均可獲致不錯之鑽削結果[14-19]。然其設計之複合特 殊管鑽並未具可調整式且可汰換之內部鑽頭功能。 有鑑於此,本研究在設計出一種具可調整式階梯管鑽,藉由 刀具 具有可調 整內部 鑽頭之伸 長量且 鑽頭為可 汰換式 ,在一 次 鑽削 加工過程 中可同 時進行不 同之鑽 削加工 , 以改善 鑽削加 工 耗時 的缺點, 且該鑽 頭之內部 鑽頭具 有汰換性 優點, 可於不 同 形式鑽頭之鑽削加工。
3
第二章刀具設計與實驗規劃
2.1 刀具設計
一般而言,如欲使刀具具有直線可調式且機構簡易功能者,非螺 旋機構莫屬。故本研究可利用 ER16 筒座的節距來調整內部鎢鋼鑽頭 的伸長量,以設計出一種具可調整式階梯管鑽,如圖 2.1 所示。其拆 除外鑽連結座後之可由調整式刀具內部零件,如圖 2.2 所示。本研究 藉由可調整鎢鋼鑽頭之伸長量,以進行所需鑽削加工鎢鋼鑽頭伸長量 參數,做為探討此刀具設計鑽削良窳之可行性。 圖 2.1 可調整式階梯管鑽 圖 2.2 可調整式階梯管鑽內部零件組合4
2.2 可調整式階梯管鑽之各零件設計
有關本研究所設計出之可調整式階梯管鑽的剖視圖,如圖 2.3 所 示。而可調整式階梯管鑽之各零件散佈圖,如圖 2.4 所示。而其整個 可調整式階梯管鑽之爆炸圖,如圖 2.5 所示。 圖 2.3 可調整式階梯管鑽之剖視圖 圖 2.4 可調整式階梯管鑽之各零件5
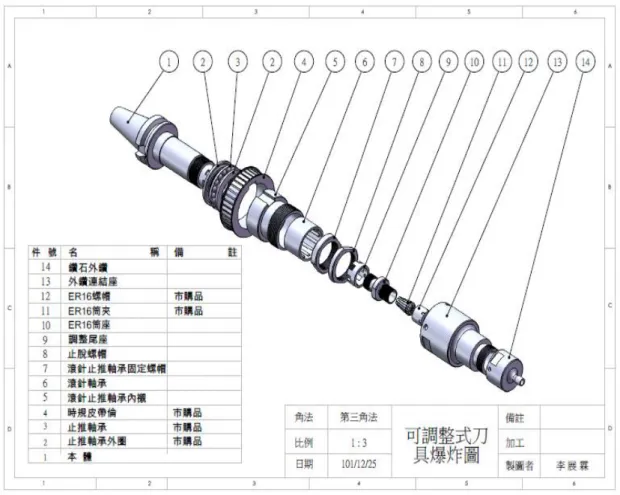
圖 2.5 可調整式階梯管鑽之爆炸圖
至於可調整式階梯管鑽之整體零件圖之照片,如下所示: (1)可調整式階梯管鑽本體,如圖 2.6 所示。
6
(2)時規皮帶輪及內襯,如圖 2.7 所示。
圖 2.7 時規皮帶輪及內襯
(3)滾針軸承固定螺帽,如圖 2.8 所示。
7
(4)止脫螺帽,如圖 2.9 所示。
圖 2.9 止脫螺帽
(5)調整尾座,如圖 2.10 所示。
8
(6)ER16 筒座,如圖 2.11 所示。
圖 2.11ER16 筒座
(7)外鑽連結座,如圖 2.12 所示。
9 (8)鑽石外鑽,如圖 2.13 所示。 圖 2.13 鑽石外鑽
2.3 實驗參數規劃
本研究設計之可調整式階梯管鑽,可置於立式綜合切削加工機上 進行碳纖維複合材料鑽削加工,其整個鑽削機構組合係以鎢鋼鑽頭、 電鍍鑽石外部鑽頭、時規皮帶輪連結外接伺服馬達,以及控制外管鑽 轉速之人機介面。 此外,本研究外部管鑽使用外徑為 10mm 管厚 1mm 之外緣#60 電鑄鑽石被覆,而其前端長度為 6mm。至於內部鑽頭則分別使用 ø10mm 麻花鑽頭(圖 2.14),及 ø5.5mm 鎢鋼鑽頭(圖 2.15)。而外部管 鑽與內部鎢鋼鑽頭之間的伸出量,則可利用螺旋機構調整至實驗參數 之設定值組合,且可同時進行鑽削加工,如圖 2.16 所示。同時藉由 調整各實驗參數所取得鑽削加工之實驗數據,以做為探討可調整式階 梯管鑽於碳纖維複合材料上鑽削加工之可行性依據。10 圖 2.14 麻花鑽頭 圖 2.15 鎢鋼鑽頭 圖 2.16 外部管鑽與內部鎢鋼鑽頭
2.4 實驗數據定義
本研究實驗參數規劃係以 CNC 加工機主軸轉速、進給速率、麻 花鑽頭、外部電鑄鑽石管鑽及鎢鋼鑽頭伸長量組合,做為整個實驗參11 數。麻花鑽鑽削以 CNC 主軸驅動,而外部電鑄鑽石管鑽則以 400w 伺服馬達帶動進行鑽削,內外鑽以 CNC 主軸帶動內鑽以及 400w 伺 服馬達帶動外部電鑄鑽石管鑽進行鑽削加工。至於鑽頭形式之內外鑽 (3)為內部鎢鋼鑽伸長量 3mm,而鑽頭形式內外鑽(4)則為內部鎢鋼鑽 伸長量 4mm。有關本研究之各實驗參數規畫表,如表 2.1 所示。 表 2.1 本研究之各實驗參數規畫表 項次 因子 CNC 主軸轉速 (rpm) 伺服馬達轉速 (rpm) 鑽頭形式 進給速率 (mm/min) 1 1500 0 麻花鑽 40 2 1500 0 麻花鑽 35 3 1500 0 麻花鑽 30 4 1000 0 麻花鑽 40 5 1000 0 麻花鑽 35 6 1000 0 麻花鑽 30 7 1500 1600 內外鑽(3) 40 8 1500 1200 內外鑽(3) 35 9 1500 800 內外鑽(3) 30 10 1000 1600 內外鑽(3) 40 11 1000 1200 內外鑽(3) 35 12 1000 800 內外鑽(3) 30 13 1500 1600 內外鑽(4) 40 14 1500 1200 內外鑽(4) 35 15 1500 800 內外鑽(4) 30 16 1000 1600 內外鑽(4) 40 17 1000 1200 內外鑽(4) 35 18 1000 800 內外鑽(4) 30 19 1000 1600 內外鑽(4) 30 20 1500 1600 內外鑽(4) 30 21 1000 1600 內外鑽(3) 30 22 1500 1600 內外鑽(3) 30
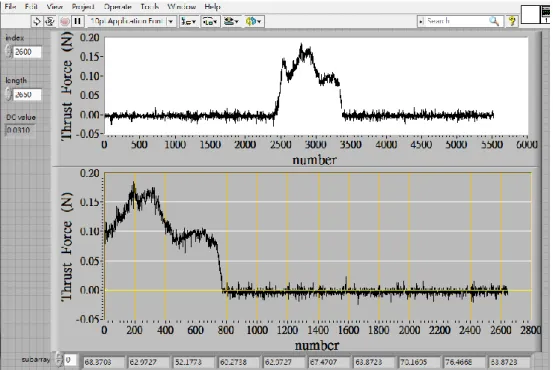
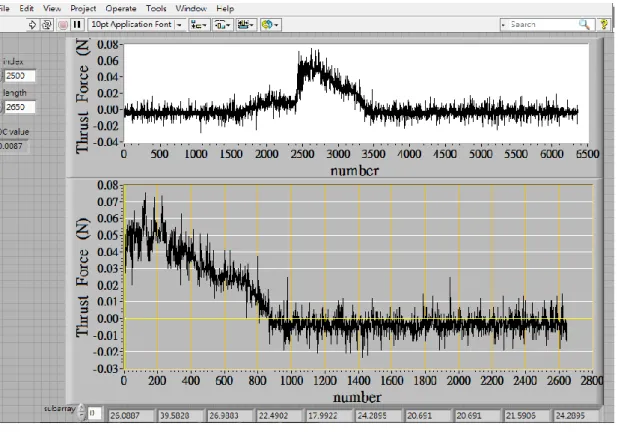
12 各實驗參數定義如下: (1)CNC 加工機主軸轉速分別採用正轉 1000rpm、1500rpm。 (2)伺服馬達轉速分別採用逆轉 800rpm、1200rpm、1600rpm。 (3)鑽頭採用 ø10mm 麻花鑽頭加工、ø10mm 外部管鑽加工,以及 ø5.5mm 鎢鋼鑽頭與外部管鑽同時加工。 (4)進給速度使用 30、35、40mm/min。 (5)ø5.5mm 鎢鋼鑽頭伸長量以外部管鑽頂端伸長量 3mm、4mm 進行 加工。 (6)碳纖維複合料為 16 層結構壓縮,每層 0.25mm。每塊板厚 3.8mm。 2.5 軸向力定義 本研究主要量測鑽削加工鑽頭出口處前的軸向力,作為判斷刀具 設 計 之 良窳 依據 。 整 個 鑽削 加工過 程 之 軸向 力紀錄 儲 存 , 係 於 LabVIEW 程式軸向力擷取系統(圖 2.17)下進行,其整個鑽頭出口時的 數據擷取分布圖,如圖 2.18 所示。本研究所擷取之軸向力,係取鑽 頭出口處時最大軸向力。 圖 2.17LabVIEW 程式軸向力擷取系統
13
14
第三章實驗設備
3.1 實驗設備介紹
本研究係以 CNC 立式加工機輔以軸向力量測儀器,以進行可調 整式階梯管鑽實驗測試之用,其相關設備儀器規格介紹於後。 1.CNC 立式加工機(麗偉 V30) 本實驗使用 CNC 立式加工機(麗偉 V30)夾取可調整式階梯管鑽 加工,如圖 3.1 所示。 圖 3.1 CNC 立式加工機(麗偉 V30) 2.伺服馬達控制器 使用伺服馬達控制器(圖 3.2),並設定外部鑽頭轉速,以達到實 驗所需。15 圖 3.2 伺服馬達控制器 3.Kistler-9257 動力計 本研究使用 Kistler-9257 動力計,以量測鑽削軸向力,如圖 3.3 所示。 圖 3.3 Kistler-9257 動力計 4.Kistler-5011 電荷放大器 利用電荷放大器將動力計所截取訊號放大,以取得所需之量測數 值,如圖 3.4 所示。
16 圖 3.4 Kistler-5011 電荷放大器 5.Delta 0.4Kw motor 外接伺服馬達 透過伺服馬達控制器,且利用外接之 400w 伺服馬達以時規皮帶 連接時規皮帶輪,藉以控制外部電鑄鑽管之轉速,以進行外鑽鑽削加 工,如圖 3.5 所示。 圖 3.5 Delta 400w 伺服馬達
17 6.人機介面 有關伺服馬達轉速之人機介面操作說明如下: (1)啟動伺服馬達進入主介面,如圖 3.6 所示。 圖 3.6 伺服馬達主介面 (2)伺服馬達轉向選擇介面,如圖 3.7 所示。 圖 3.7 伺服馬達轉向選擇介面
18
(3)輸入轉速介面,如圖 3.8 所示。
圖 3.8 輸入轉速介面 (4)確認轉向與轉速與啟動,如圖 3.9 所示。
19
3.2 實驗步驟
1.將碳纖維複合材料固定於動力計上,如圖 3.10 所示。 圖 3.10 碳纖維複合材料固定 2.於伺服馬達輸入轉向、轉速後啟動。 3.啟動 LabVIEW 程式監控系統開始擷取數據,如圖 3.11 所示。 圖 3.11 LabVIEW 程式監控系統擷取20 4.啟動 CNC 加工機。 5.停止 LabVIEW 程式監控並儲存數據。
3.3 軸向力擷取
本研究在量取鑽削加工時的軸向力,因加工時軸向力大小將影響 鑽頭壽命以及碳纖維複合材料的脫層。在實驗過程中為取得碳纖維複 合材料加工時承受的軸向力,故在加工材料夾具下方裝置 Kistler-9527 動力計,在鑽削過程中可以取得實驗所需的數據。而動力計透過 Kistler-5011 電荷放大器將鑽削時產生的軸向力電荷訊號放大並轉成 電壓訊號將訊號傳至電腦中,以 LabVIEW 軟體介面監控並記錄鑽削 數據了解不同加工條件下鑽削時的軸向力。21
第四章實驗結果與討論
4.1 實驗數據
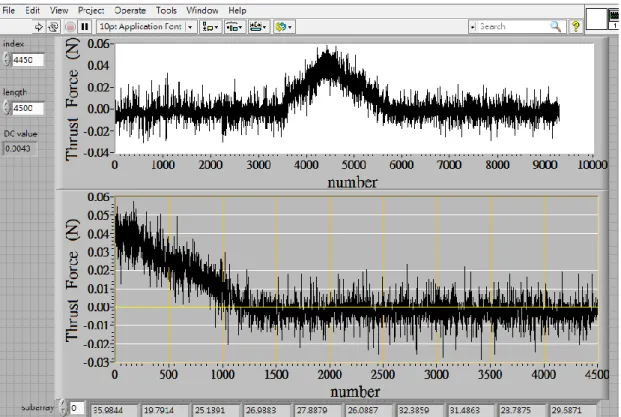
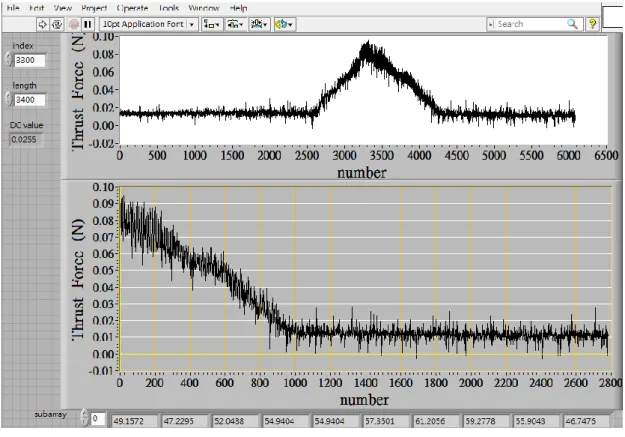
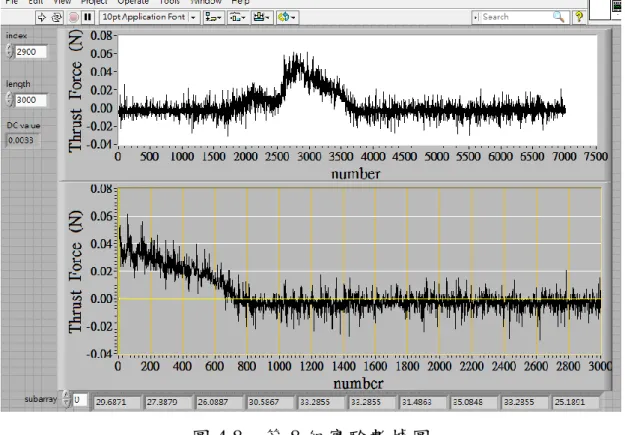
本研究 22 組實驗之軸向力出口處實驗數 據,如表 4.1 所示。 在實驗數據表中可以觀察到內外鑽(3)與內外鑽(4)出口處的軸 向力數據在 16.19N~46.77N 之間。而內外鑽(4)鑽削功能較佳, 此因鎢鋼鑽頭以完整鑽削碳纖維 複合材料後,外部管鑽才連接 著鑽削碳纖維材料,故出口處之軸向力較小。各實驗 軸向力數 據圖,如圖 4.1~圖 4.22 所示。 表 4.1 本研究 22 組實驗之軸向力出口處實驗數據 項次 因子 CNC 主軸轉速 (rpm) 伺服馬達轉速 (rpm) 鑽頭形式 進給速率 (mm/min) 軸向力 (N) 1 1500 0 麻花鑽 40 39.58 2 1500 0 麻花鑽 35 37.78 3 1500 0 麻花鑽 30 35.98 4 1000 0 麻花鑽 40 61.21 5 1000 0 麻花鑽 35 44.82 6 1000 0 麻花鑽 30 28.43 7 1500 1600 內外鑽(3) 40 39.58 8 1500 1200 內外鑽(3) 35 35.08 9 1500 800 內外鑽(3) 30 30.58 10 1000 1600 內外鑽(3) 40 46.77 11 1000 1200 內外鑽(3) 35 34.18 12 1000 800 內外鑽(3) 30 24.28 13 1500 1600 內外鑽(4) 40 16.19 14 1500 1200 內外鑽(4) 35 18.89 15 1500 800 內外鑽(4) 30 19.79 16 1000 1600 內外鑽(4) 40 22.49 17 1000 1200 內外鑽(4) 35 21.59 18 1000 800 內外鑽(4) 30 21.5922 19 1000 1600 內外鑽(4) 30 21.59 20 1500 1600 內外鑽(4) 30 17.99 21 1000 1600 內外鑽(3) 30 27.88 22 1500 1600 內外鑽(3) 30 35.98 圖 4.1 第 1 組實驗數據圖
23
圖 4.2 第 2 組實驗數據圖
24
圖 4.4 第 4 組實驗數據圖
25
圖 4.6 第 6 組實驗數據圖
26
圖 4.8 第 8 組實驗數據圖
27
圖 4.10 第 10 組實驗數據圖
28
圖 4.12 第 12 組實驗數據圖
29
圖 4.14 第 14 組實驗數據圖
30
圖 4.16 第 16 組實驗數據圖
31
圖 4.18 第 18 組實驗數據圖
32
圖 4.20 第 20 組實驗數據圖
33 圖 4.22 第 22 組實驗數據圖
4.2 實驗結果
根據實驗數據表第 1 組實驗至第 18 組實驗每三組實驗為 一循 環組,且 每三組 的實驗數 據都相 差無幾 。 本實驗 以麻花 鑽 頭為對照組實驗出口處的軸向力在 28~61N 之區間,而以內外鑽 (3)的數據為 27~49N,此間距的軸向力在與麻花鑽頭鑽削時的軸 向力非常接近。而以內外鑽(4)時,所得的數據為 16~22N 之間, 而此 實驗出口 處的軸 向力最小 。 從以 上實驗數 據中, 吾人可 驗 證 本 研 究 可 調 整 式 階梯管鑽可 用 於 碳 纖 維 複 合 材 料 上 加 工 。34
第五章結論與建議
5.1 加工因子探討
(1)進給速率的影響 如圖 5.1 所示,在 CNC 主軸 1000 與 1500 rpm 的轉速中, 各式 不同形式 鑽頭刀 具,其軸 向力會 隨著進給 速率的 增加而 增 加。其中,麻花鑽的軸向力變化較大,而內外鑽(4)的軸向力變化差 異不大,其因係麻花鑽的鑿刃不具有切削作用,故於麻花鑽鑽削時, 其對出口複材層板會有推擠作用,因而造成其軸向力隨著進給速率 的增加而增加。至於內外鑽(4)的軸向力變化則差異不大,其因係內 外鑽(4)之內鑽已先將 4 mm 的複材鑽穿,故當內外鑽(4)的外鑽(管鑽) 鑽削時,其軸向力變化差異不大。此外,內外鑽(3)於 CNC 主軸 1000 與 1500 rpm 的轉速鑽削中,其 CNC 主軸 1500 rpm 於不同進給 速率下的軸向力較 CNC 主軸 1000 rpm 的軸向力大,其因係本 研究 所設計的 刀具較 長,故於 鑽削加 工時, 易 造成刀 具前緣 的 偏 擺 , 而 導 致 其 軸 向 力 增 大 。 圖 5.1 各式不同形式鑽頭刀具於鑽削複合材料時之軸向力 變化35 (2)內鑽伸長量探討 如圖 5.2 所示,於不同進給與 CNC 主軸轉速時,內外鑽 (3) 較內外鑽(4)有明顯偏大的軸向力。探究其因,係內外鑽 (3)於鑽 削加 工時,其 鎢鋼內 鑽尚未完 整貫穿 材料,而 外管鑽 緊接著 鑽 削,故內外鑽(3)產生的軸向力大於內外鑽(4)鑽削加工所產生的 軸向力。 圖 5.2 內外鑽伸出量比較 (3)各鑽頭形式探討 如圖 5.3 所示,在本研究可調整式刀具鑽削加工中,於不 同進給與 CNC 主軸轉速時,麻花鑽鑽削加工出口處所產生的軸 向力皆較其它二種鑽頭加工大,而內外鑽 (4)鑽削加工時,其出 口處所產生的軸向力為最小。而此三種形式的鑽頭於鑽削加工 出口處之軸向力大小,皆在本研究設定預期範圍內。
36 圖 5.3 各式不同形式鑽頭鑽削軸向力 比較
5.2 結論
在本研究中以麻花鑽、內外鑽(3)與內外鑽(4)為鑽削研究探 討對象,而從其實驗結果 (圖 5.3)得知,麻花鑽之軸向力大於內 外鑽(3)與內外鑽(4)。同時,因本研究設計的刀具較長所致,故 較適合低 CNC 主軸轉速(1000 rpm)與低進給速率(30 mm/min)鑽 削加工。至於內鑽伸長量之多寡,會影響其鑽削之軸向力大小。 原則上內鑽伸長量還是以接近材料的厚度為優先考量,此可降 低因鎢鋼內鑽尚未完整貫穿複合材料,而外管鑽緊接著鑽削 複 合材料所產生的誘發軸向力。 本研究主要在設計一款可調整式 鑽削刀具。 刀具功能: (1)刀具有調整性可 依不同材料厚度調整伸長量進行加工。 (2)刀具具有可汰換性,刀具磨耗後可更換新刀具接續鑽削加工。37 藉由不同刀具鑽削實驗,可驗證可調整式階梯管鑽於碳纖維 複合材料鑽削加工是可行的。
5.3 建議
本研究所設計之可調整式階梯管鑽,其主要功能在於可調整其內 部鑽頭之伸長量,且可搭配外管鑽同時進行鑽削加工,以達到降低其 鑽削軸向力之目的。同時,其內部鑽頭更改為可汰換式,並可依照不 同需求替換不同型式鑽頭進行鑽削加工。整體而言,此刀具組於設計 之初有過長、笨重、且體積過大的缺陷,若可改善上述之缺點,在零 件的材料選取與調整機構再簡化上,將可大幅度減少其重量與製作成 本,且其於組裝上也較輕巧。當要替換鑽頭或調整內部鑽頭伸出量尺 寸時,其拆卸工具也不需大尺寸的工具來拆卸。38
參考文獻
[1] 自動化再線,碳纖維複合材料製件手工鑽孔加工技術 http://ww w.autooo.net/utf8-classid78-id99449.html 線上檢索日期: 2014 年 1 月 5 日 [2] 材料世界網,新的 CFRP 鑽孔工具http://www.materialsnet.co m.tw/DocView.aspx?id=10351 線上檢索日期: 2014 年 1 月 8 日 [3] König, W., Wulf. C., Grass, P. and Willerscheid. H., “Machining ofFiber Reinforced Plastics”, Annals of the CIRP, Vol.34, No.2, 1985, pp. 537-548.
[4] Tsao, C. C. and Hocheng, H., “The Effect of Chisel Length and Associated Pilot Hole on Delamination when Drilling Composite Materials”, International Journal of Machine Tools & Manufacture, Vo. 43, No. 11, 2003, pp. 1087-1092.
[5]Rahmé, P., Landon, Y., Lachaud,F., Piquet, R., Lagarrigue, P., “Analytical models of composite material drilling”, International Journal of Advanced Manufacture Technology, Vol. 52, 2011, pp. 609–617.
[6] Kobayashi. A., “Machining of plastics”, McGraw-Hill, New York, 1967.
[7] Marx, W. and Trink. S., “Manufacturing Methods for Cutting, Machining and Drilling Composite Materials”, Technical Report No. AD-B034202, 1978.
[8] McGinty, M. J. and Preuss. C. W., “Machining Ceramic Fiber Metal Matrix Composites”, High Productivity Machining, Sarin, V. K., ed., American Society Metals, 1985, pp. 231-243.
[9] Hocheng, H. and Puw, H. Y., “Machinability of Fiber-Reinforced Thermoset and Thermoplastics in Drilling”, ASME Winter Annual Meeting, Atlanta, USA, 1991.
[10] El-Sonbaty, I., Khashaba, U. A. and Machaly, T., “Factors Affecting the Machinability of GFR/Epoxy Composites”, Composite Structures, Vol. 63, Nos. 3-4, 2004, pp. 329-338.
39
[11] Sharma, S. C., Krishna, M. and Narasimha Murthy, H. N., “Delamination during Drilling in Polyurethane Foam Composite Sandwich Structures”, Journal of Materials Engineering and Performance, Vol. 15, No. 3, 2006, pp. 306-310.
[12]Uysal, A., Altan, M., ErhanAltan, E., “Effects of cutting parameters on tool wear in drilling of polymer composite by Taguchi method”, International Journal of Advanced Manufacture Technology, DOI 10.1007/s00170-011-3464-6
[13] Jain, S. and Yang, D. C. H., “Delamination-Free Drilling of Composite Laminates”, ASME Journal of Engineering for Industry, Vol. 116, 1994, pp. 475-481.
[14] Tsao, C. C. and Hocheng, H., “Analysis of Delamination in Drilling of Composite Materials by Core-Saw Drill”, International Journal of Materials and Product Technology, Vol. 32, Nos. 2-3, 2008, pp. 188-201.
[15] Tsao, C. C. and Hocheng, H., “Effects of Peripheral Drilling Moment on Delamination Using Special Drill Bits”, Journal of Materials Processing Technology, Vol. 201, Nos. 1-3, 2008, pp. 471-476.
[16] Tsao, C. C., “Comparison between Response Surface Methodology and Radial Basis Function Network for Core-Center Drill in Drilling Composite Materials”, International Journal of Advanced Manufacturing Technology, Vol. 37, Nos. 11-12, 2008, pp. 1061-1068.
[17] Tsao, C. C. “Investigation into the Effects of Drilling Parameters on Delamination by Various Step-Core Drills”, Journal of Materials
Processing Technology, Vol. 206, Nos. 1-3, 2008, pp. 405-411.
[18] Tsao, C. C., “Experimental Study of Drilling Composite Materials with Step-Core Drill”, Materials & Design, Vol. 29, No. 9, 2008, pp. 1740-1744.
[19] Tsao, C. C., and Chiu, Y. C. “Evaluation of Drilling Parameters on Thrust Force in Drilling Carbon Fiber Reinforced Plastic (CFRP)
40
Composite Laminates Using Compound Core-Special Drills”, International Journal of Machine Tools & Manufacture, Vol. 51, No. 9, 2011, pp. 740-744.