國 立 交 通 大 學
工學院精密與自動化工程學程
碩 士 論 文
IEC-A55 型式的 LED 燈泡散熱探討
Investigating Heat sink of IEC A55_LED Light Bulb
研 究 生 : 呂 文 正
指導教授 : 傅 武 雄 教授
中華民國 102 年 1 月
IEC-A55 型式的 LED 燈泡散熱探討
Investigating Heat sink of IEC A55_LED Light Bulb
研 究 生: 呂 文 正 Student : Wen-Zeng Lu
指導教授: 傅 武 雄 Advisor : Wu-Shung Fu
國 立 交 通 大 學
工學院精密與自動化工程學程
碩 士 論 文
A ThesisSubmitted to Degree Program of Automation and Precision Engineering College of Engineering
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
In
Automation and Precision Engineering August 2012
Hsinchu, Taiwan, Republic of China
IEC-A55 型式的 LED 燈泡散熱探討
學生:呂文正 指導教授:傅武雄 博士 國立交通大學工學院精密與自動化工程學程
摘 要
LED 是發光二極體( Light Emitting Diode, LED)的簡稱,它不但能夠 高效率地直接將電能轉化為光能,而且擁有最長達數萬小時~10 萬小時 的使用壽命,同時具備不像傳統燈泡易碎,並能省電,同時擁有環保無汞、 體積小、可應用在低溫環境、光源具方向性、造成光害少與色域豐富等優 點。 與傳統光源一樣,半導體發光二極體(LED)在工作期間也會產生熱 量,其多少取決於整體的發光效率。LED 較明顯的缺點就是散熱問題, 不當的散熱將導致 LED 燈具的光度與使用壽命衰減。 本研究將探討 LED 應用於 Lighting 時,因受既有燈具外形所限制, 且在自然對流的條件下,其較經濟的散熱機構與 LED 所產生的熱功率之 關係,並以 A55 型 LED 燈泡作為此實驗研究的系統架構。 本研究將以物理數值模擬不同的散熱機構,並在自然對流條件下,期 望可獲得熱傳最佳化之熱傳機構,並可符合市場低單價之需求。
Investigating Heat sink of IEC A55_LED Light Bulb
Student:Wen-Zeng Lu Advisor:Wu-Shung Fu Degree program of Automation and Precision Engineering
College of Engineering National Chiao Tung University
ABSTRACT
Light Emitting Diode is called LED. Not only transforming electricity into light directly and efficiently, it also can be used most up to 10 to 100 thousands hours. Unlike traditional fragile bulb, LED is stronger and more power saving. It possesses environmental, no mercury and small volume, and LED also can be applied in low temperature environment. Directional light, low light pollution and rich color gamut are all the benefits of LED.
As traditional light, LED produces heat when working, and the heat depends on lighting efficiency. Heat sinking becomes the main problem for LED. Improper heat distributing leads life and light decay.
We will discuss the relationship between the most economical heat sink device and its thermal power, when the shape of lamps is limited and in free convection. It takes LED A55 as a sample in this research.
This report will simulate different heat sink devices by physical value. It is expected to find the best device which is conforming to low cost for the market.
目
錄
中文摘要 ……… ii 英文摘要 ……… iii 目錄 ……… iv 表目錄 ……… v 圖目錄 ……… vi 符號說明 ……… viii 一、 緒論……… 01 1.1 前言……… 01 1.2 文獻回顧……… 01 1.3 研究動機與目的……… 02 1.4 本文架構……… 02 二、 基本原理……… 05 2.1 LED 燈泡的基本架構……… 05 2.2 LED 燈泡熱傳路徑……… 06 2.3 LED 燈泡常見散熱機構處理方式……… 08 三、 研究方法……… 25 3.1 研究流程……… 25 3.2 研究方法與步驟……… 26 四、 實驗結果……… 36 4.1 實驗量測結果……… 36 4.2 實測數據……… 37 五、 結果與討論……… 42 5.1 成本比較……… 42 5.2 實驗值比較……… 46 六、 結論……… 50 參考文獻 ……… 51
表目錄 第一章、緒論 表 1-1 LED 光源取代白熾燈十大理由 ... 3 表 1-2 LED 散熱設計探討 ... 4 第二章、基本原理 表 2-1 LED 室內照明燈具之燈罩材料選配參考方案及分析 ... 14 表 2-2 常見物質的熱導率 ... 15 表 2-3 熱處理說明 ... 16 表 2-4 壓鑄鋁合金國際標準成份 ... 17 表 2-5 鋁合金物理及機械特性 ... 17 第三章、研究方法 表 2-6 沖壓用鋁合金板片之規格、特性及其用途 ... 18 表 3-1 溫度量測點說明表 ... 29 表 3-2 溫度量測實驗記錄表 ... 29 第四章、實驗結果 表 4-1 Heat sink data base ... 37
表 4-2 溫度量測結果記錄表 ... 37
第五章、結果與討論 表 5-1 Casting & Punching 式樣生產成本比較表 ... 48
圖目錄 第二章、基本原理
圖 2-1 A55 型 Outline spec ... 19
圖 2-2 LED 燈泡基本架構 ... 20
圖 2-3 LED 燈罩常見範例 ... 21
圖 2-4 LED 光源-COB series ... 21
圖 2-5 LED 光源-PKG series ... 21
圖 2-6 LED Thermal glue ... 22
圖 2-7 LED Thermal pad ... 22
圖 2-8 LED Bulb Heat sink ... 22
圖 2-9 LED Driver ... 23 圖 2-10 LED Bulb 熱傳途徑 ... 23 圖 2-11 Heat sink 常見製造方式 ... 24 第三章、研究方法 圖 3-1 電源供應器(GPS-3030DD) ... 30 圖 3-2 溫度擷取器(NI cDAQ-9174) ... 30 圖 3-3 熱像儀(TVS-200EX) ... 31 圖 3-4 3D 幾何機構設計繪製 ... 31 圖 3-5 Flow Simulation 設定 ... 32 圖 3-6 Flow Simulation 模擬結果 ... 33 圖 3-7 Heat sink 實體模型圖 ... 34 圖 3-8 溫度量測位置圖 ... 34 圖 3-9 實驗成品圖(Casting) ... 35 圖 3-10 實驗成品圖(Punching) ... 35 第四章、實驗結果 圖 4-1 Heat sink 重量量測圖 ... 38 圖 4-2 Heat sink 散熱面積量測圖 ... 39 圖 4-3 Casting-Heat sink 升溫曲線圖 ... 39 圖 4-4 Casting-Heat sink 升溫過程穩定後,其各點溫度量測直方圖 ... 39 圖 4-5 Casting-Heat sink 升溫過程穩定後,其熱像儀擷取圖 .... 40 圖 4-6 Punching-Heat sink 升溫曲線圖 ... 40 圖 4-7 Punching-Heat sink 升溫過程穩定後,其各點溫度量測直方 圖... 40 圖 4-8 Punching-Heat sink 升溫過程穩定後,其熱像儀擷取圖 ... 41
第五章、結果與討論
符 號 說 明
K :熱導率 (heat conductivity、thermal conductivity) PO :Operating Power (W)
Io :Operating current (A)
VF :Forward voltage (V)
Ta:Ambient temperature (℃) T :Time (sec)
一、 緒論 1.1 前言 基於環保立場以及節約能源訴求,全球各國政府重視 LED 與節能 燈具帶來的經濟與節能效益。 LED 燈泡的使用壽命,比一般白熾燈泡的 1,000 小時、日光燈具 的 1 萬小時,LED 使用壽命號稱可達 5 萬小時(但實際上要看搭配電子 零件的壽命,如驅動 IC、電源),可大幅降低燈具替換的成本。 LED 具備多項的節能效益,並且藉由技術的提昇,亮度已經達到 讓大眾可接受的程度,但價格高昂卻是一大問題,未來隨著全球 LED 廠商的量產腳步加快,價格降低後可加速 LED 燈具的普及程度 [1] 。 參考表 1-1 為 LED 光源取代白熾燈 10 大理由。假設 LED 燈具所產 生的熱功率固定,若針對散熱機構做過度設計,將導致成本增高與資 源浪費,參考表 1-2 為常見散熱設計中可能常見的問題。 1.2 文獻回顧 由 LED 散熱燈座設計與模具開發[2]指出,LED 的發明無疑是節能 產品代表,它具有省電能、體積小、壽命長及反應時間快等優點,雖 然看似商機無窮卻仍有幾個問題需要克服,例如發光效率再提高及如 何有效散熱等,其中又以會直接影響到使用壽命的散熱問題更為重 要,所以 LED 的燈座其散熱設計是必要之趨勢。 家用型高功率 LED 燈具之創新研發與製造[3],考量高功率 LED 所產生的溫度較高必須能有效散熱,因此製造方面選用鋁合金 6061 加工為散熱鰭片,且以較大的曲面面積並進行自然對流的散熱方式, 使 LED 鋁基板溫度大幅降低。 不同幾何造型散熱器應用在 LED 散熱之研究[4],不同幾何造型散 熱器應用在不同額定電功率之 LED 的散熱情形,利用數位式熱電偶計 和紅外線熱像儀,分別記錄其電極單點溫度與散熱器全域溫度場。 高亮度 LED 散熱系統之熱傳及效益研究[5],因 LED 封裝體小並因 封裝灌膠之影響,P/N 接面發光時會產生高熱量與高溫度,因此若散 熱設計不佳,將導致 LED 發光產生之熱量累積於其 P/N 接面上,造成 其亮度減低、壽命降低與波長漂移,且溫度過高,亦會因為內部各元 件的熱膨脹係數不均,導致元件間承受過大機械應力而損毀。因此, LED 之散熱需求變成提升其使用效率之重要條件。
1.3 研究動機與目的 LED 較明顯的缺點就是散熱問題,不當的散熱將導致 LED 燈具的 亮度與使用壽命的衰減。因既有的燈具外型尺寸限制,其所能產生的 散熱機構是有限的,假設 LED 燈具所產生的熱功率固定,若針對散熱 機構做過度設計,將導致成本增高與資源浪費。 因散熱機構會侷限於燈具外型的限制,所以必須考慮到其外型尺 寸的限制,而在此限制下必須滿足散熱需求、保護內部元件及符合安 全規範的絕緣機構設計。當滿足所有條件時,該如何在自然對流的條 件下發揮最大的散熱效益為成功要件。
探討 A55 型 LED 燈泡,改變 LED 散熱機構所造成溫度影響的變化。 舊世代產品其 LED 效率較現今產品較低,故其散熱機構多數以壓鑄型 散熱機構為主軸,現今隨著 LED 本身的效率提高,其散熱機構也應有 所改變,本研究將以數值模擬與實際操作實驗量測來佐證,其散熱機 構之設計是否可相同滿足舊世代產品所相同的功能,期望獲得熱傳最 佳化之熱傳機構,並可符合市場低單價之需求主要以規劃較低成本的 熱傳機構,避免不必要的資源浪費。 1.4 本文架構 本研究探討 A55 型 LED 照明燈泡,因既有燈具外形所限制,且在 自然對流的條件下,其較經濟的散熱機構與 LED 所產生的熱功率之關 係。並期望規劃不同的散熱機構,進而改善 LED 燈泡產品壽命。全文 共分六個章節,每一個章節主要內容簡述如下: 第一章包含前言、文獻回顧與研究動機與目的。此章節主要說明 說明 LED 應用於照明的趨勢與特性,其未來發展受成本與外型限制該 如何處理散熱機構。 第二章針對本研究相關的基礎原理作作介紹,並說明 A55 型 LED 燈泡基本架構、熱傳的路徑、及所常見的散熱機構處理方式。 第三章主要說明研究方法,控制固定與變化參數、執行數值模擬 並簡述其設定,並建立實驗步驟及透過樣品施作與量測儀器來驗證。 第四章為實驗的結果,簡述模擬趨勢與實際樣品量測數據。 第五章為結果與討論,將實驗所得數據做比較。 第六章為結論,期許未來產品設計方向。
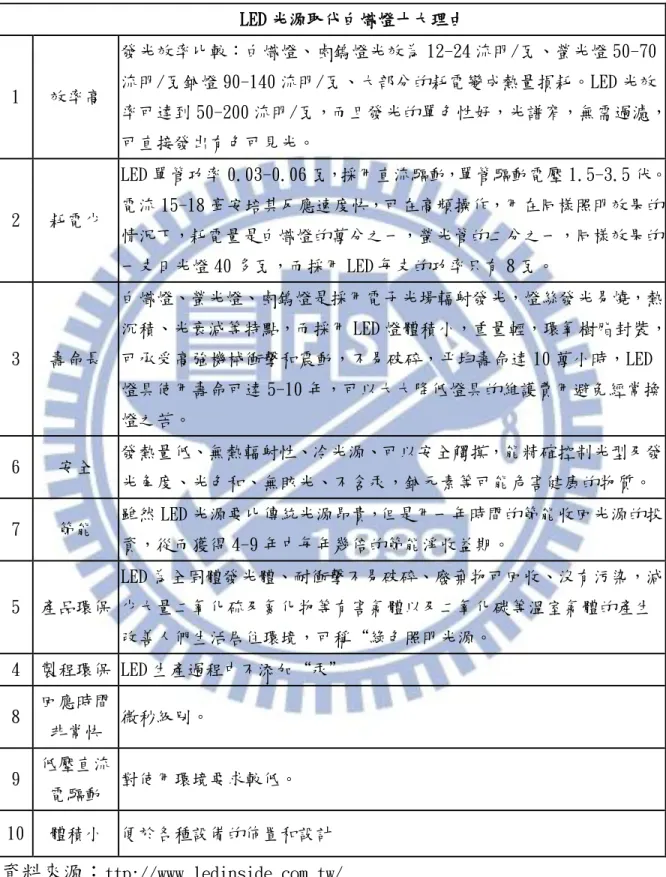
表 1-1 LED 光源取代白熾燈十大理由 : 資料來源:ttp://www.ledinside.com.tw/ LED 光源取代白熾燈十大理由 1 效率高 發光效率比較:白熾燈、鹵鎢燈光效為 12-24 流明/瓦、螢光燈 50-70 流明/瓦鈉燈 90-140 流明/瓦、大部分的耗電變成熱量損耗。LED 光效 率可達到 50-200 流明/瓦,而且發光的單色性好,光譜窄,無需過濾, 可直接發出有色可見光。 2 耗電少 LED 單管功率 0.03-0.06 瓦,採用直流驅動,單管驅動電壓 1.5-3.5 伏。 電流 15-18 毫安培其反應速度快,可在高頻操作,用在同樣照明效果的 情況下,耗電量是白熾燈的萬分之一,螢光管的二分之一,同樣效果的 一支日光燈 40 多瓦,而採用 LED 每支的功率只有 8 瓦。 3 壽命長 白熾燈、螢光燈、鹵鎢燈是採用電子光場輻射發光,燈絲發光易燒,熱 沉積、光衰減等特點,而採用 LED 燈體積小,重量輕,環氧樹脂封裝, 可承受高強機械衝擊和震動,不易破碎,平均壽命達 10 萬小時,LED 燈具使用壽命可達 5-10 年,可以大大降低燈具的維護費用避免經常換 燈之苦。 6 安全 發熱量低、無熱輻射性、冷光源、可以安全觸摸,能精確控制光型及發 光角度、光色和、無眩光、不含汞,鈉元素等可能危害健康的物質。 7 節能 雖然 LED 光源要比傳統光源昂貴,但是用一年時間的節能收回光源的投 資,從而獲得 4-9 年中每年幾倍的節能淨收益期。 5 產品環保 LED 為全固體發光體、耐衝擊不易破碎、廢棄物可回收、沒有污染,減 少大量二氧化硫及氮化物等有害氣體以及二氧化碳等溫室氣體的產生 改善人們生活居住環境,可稱“綠色照明光源。 4 製程環保 LED 生產過程中不添加“汞” 8 回應時間 非常快 微秒級別。 9 低壓直流 電驅動 對使用環境要求較低。 10 體積小 便於各種設備的佈置和設計
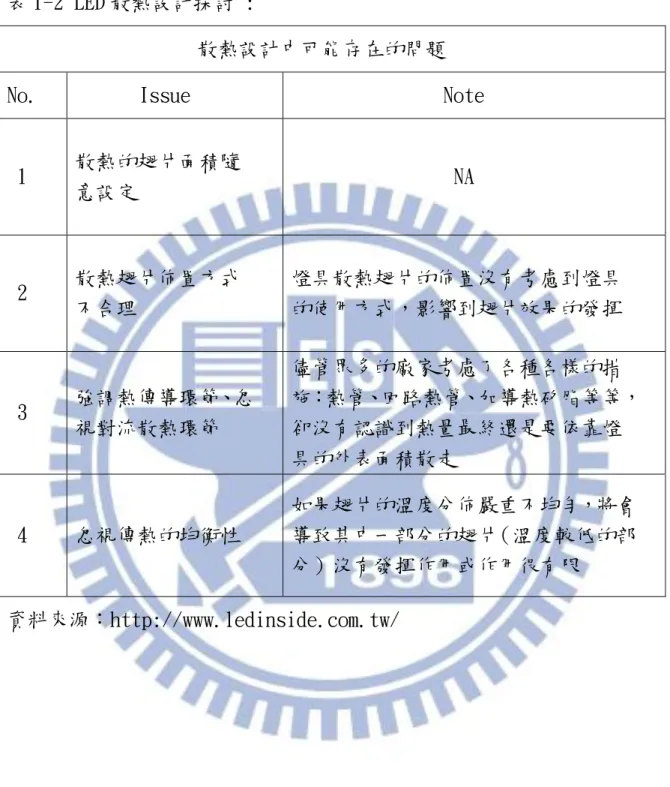
表 1-2 LED 散熱設計探討 :
散熱設計中可能存在的問題 No. Issue Note
1 散熱的翅片面積隨 意設定 NA 2 散熱翅片佈置方式 不合理 燈具散熱翅片的佈置沒有考慮到燈具 的使用方式,影響到翅片效果的發揮 3 強調熱傳導環節、忽 視對流散熱環節 儘管眾多的廠家考慮了各種各樣的措 施:熱管、回路熱管、加導熱矽脂等等, 卻沒有認識到熱量最終還是要依靠燈 具的外表面積散走 4 忽視傳熱的均衡性 如果翅片的溫度分佈嚴重不均勻,將會 導致其中一部分的翅片(溫度較低的部 分)沒有發揮作用或作用很有限 資料來源:http://www.ledinside.com.tw/
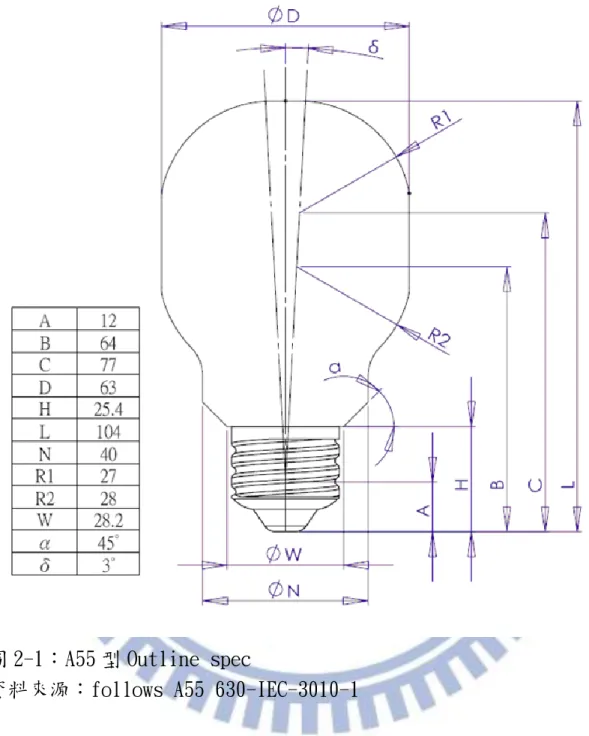
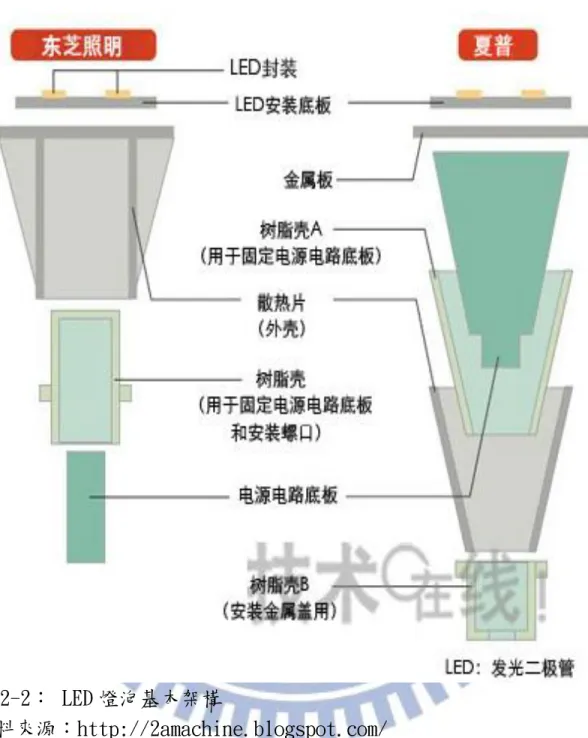
二、 基本原理 2.1 LED 燈泡的基本架構 一般常見的 A55 型 LED 燈泡參考圖 2-1,其架構可簡略分為:燈罩、 光源、導熱介質 、散熱機構、驅動器,本文將依照各架構將於下述簡 述說明之,參考圖 2-2。 2.1.1 燈罩: 美國能源部發佈 LED 光源燈具的能源之星標準最終版及美國 UL 認證 中,安全是要求非常嚴格的;那麼 LED 玻璃燈罩不小心掉落容易出現破碎 而出現觸電的問題,導致安全性不能保障所以是無法通過認證的。光效率 的問題也是非常嚴格的,那麼選擇高透光率的燈罩是必然的選擇,而且還 要防止出現眩光的問題,所以在看不到點光源也是非常關鍵的一環。現在 LED 燈罩其材質與特色可參考下表 2-1,常見範例可參考下圖 2-3。 2.1.2 光源: LED 是一種可以將電能轉化為光能的電子零件,並同時具備二極體的 特性,也就是具備一個正極與一個負極,LED 最特別的地方在於只有從正 極通電才是會發光,故一般給予直流電時,LED 會穩定地發光,但如果接 上交流電,LED 會呈現閃爍的型態,閃亮的頻率依據輸入交流電的頻率而 定。LED 的發光原理是外加電壓,讓電子與電洞在半導體內結合後,將能 量以光的形式釋放。目前全球產業所發展出的不同種類 LED 能夠發出從紅 外線到藍之間不同波長的光線,而業界也有紫色~紫外線的 LED,近年來 LED 最吸引人的發展是在藍光 LED 上塗上螢光粉,將藍光轉化成白光的白 光 LED 產品。LED 之所以被稱為世紀新光源,原因在於 LED 具備點光源與 固態光源的特性,能夠節省能源、高耐震、壽命長、體積小、反應快速、 並且色彩飽和度高,常見範例可參考下圖 2-4、圖 2-5。 2.1.3 導熱介質: 熱傳導,是熱能從高溫向低溫部分轉移的過程,是一個分子向另一個 分子傳遞振動能的結果。各種材料的熱傳導性能不同,傳導性能好的,如 金屬,還包括了自由電子的移動,所以傳熱速度快,可以做熱交換器材料; 傳導性能不好的,如石棉,可以做熱絕緣材料。 熱導率 k 是指材料直接傳導熱量的能力,或稱熱傳導率。熱導率定義 為單位截面、長度的材料在單位溫差下和單位時間內直接傳導的熱量。 熱導率 K=(△Q/A△t)(x/△t ) ,其中 A 是導熱體的橫截面積,是單位時間
內傳導的熱量,x 是兩熱源間導熱體的厚度,ΔT 則是溫度差。常見物質 導熱率請參考表 2-2。 導熱介質通常的物理型態為膠材或片材,參考圖 2-6、2-7,兩者功用 相同皆屬將發熱源所產生的熱能透過導熱介質傳遞至散熱機構上,但兩者 施作方式並不同,可以依照生產需求來決定材質特性。另外通常使用片材 的導熱介質,通常都會有另一個絕緣需求,但該需求是因光源電性特性與 產品安規來決定之,唯獨膠狀導熱介質無法滿足此需求,因施作過程中較 不易控制塗覆面積,該面積難以控制保證塗覆效果無孔洞,可完全覆蓋完 全而達到絕緣之目的,且因厚度非常薄,一般絕緣指數亦不高。 2.1.4 散熱機構: 目前 LED 燈具產品一般普遍所使用的散熱機構主要以自然對流為主, 因強制對流使用的風扇其壽命並不高,而採用熱管的方式成本亦高,並不 符合 LED 應用於照明的需求。 而在自然對流的散熱機構條件下,其結構主要可分為四大類,每種類 別其製程不同、效益不同、成本亦不相同。分別為:鋁壓鑄、鋁擠出、鋁 片沖壓、複合材料射出。 因散熱機構會侷限於燈具外型的限制,所以必須考慮到其外型尺寸的 限制,而在此限制下必須滿足散熱需求、保護內部元件及符合安全規範的 絕緣機構設計。當滿足所有條件時,該如何在自然對流的條件下發揮最大 的散熱效益為成功要件。參考圖 2-8。 2.1.5 驅動器: 因 LED 屬於低壓直流元件,其正向導通電壓的一般約為 3.0V~3.4V, 驅動電流為 20mA~25mA(建議 20mA)。LED 照明產品主要在推廣替換傳統燈 具,以求與現有燈座共用。故需藉由驅動器將交流電(AC) 轉換為穩定的直 流電(DC),使 LED 在穩定、可靠的工作狀態。參考圖 2-9。 2.2 LED 燈泡熱傳路徑 藉由了解 LED 燈泡主要結構認識 [7],與 LED 光源經由電能轉換成 光能[8]後,還有一大部分會轉換成熱能,透過對大功率 LED 熱的產生、 熱阻、結溫概念的理解和理論公式的推導及熱阻測量,我們可以研究大 功率 LED 的實際封裝設計、評估和產品應用。需要說明的是熱量管理是 在 LED 產品的發光效率不高的現階段的關鍵問題,從根本上提高發光效
率以減少熱能的產生才是釜底抽薪之舉,這需要晶片製造、LED 封裝及 應用產品開發各環節技術的進步。該熱能需要被妥善散熱來達成 LED 良 好的發光效率,而現今該熱能主要傳遞路徑為:LED Module Thermal pad/glue Heat sink。參考圖 2-10。
2.2.1 熱傳概論 熱量傳輸(heat transfer),簡稱為熱傳[9]。依熱力學第零定律(熱 平衡定律):「若 A 與 B 兩物體分別與第三者 C 物體達成熱平衡,則 A、B 兩物體即使並未直接熱接觸,彼此亦屬熱平衡狀態」;此處物體熱 平衡狀態之度量即為溫度,當兩物體達到熱平衡時,我們稱此兩物具有 同樣的溫度;反之當溫度不同時,即發生熱量傳輸。 熱量的傳遞有三種機制: 傳導(conduction):在物質之巨觀速度(bulk velocity)等於零 之前提下,兩互相接觸系統間或一個連續物質中不同位置因溫度 不同,熱量由高溫處流至低溫處,稱為「傳導」。由微觀角度, 熱是藉由鄰近分子間的熱運動程度之不同而交互傳遞;在物體內 存在一個溫度梯度時,比較「熱」的分子(即其含較高之能量) 會透過碰撞、轉動、振動等方式將能量轉予較「冷」的分子;在 固態金屬中,熱能亦可藉自由電子所傳遞。 對流(convection):熱對流通常發生在固液界面/固氣界面/液氣 界面,兩相間存溫度差異,透過流動相(氣相或液相)的帶動,造 成溫度不同區域間之混合,使熱量從高溫處流往低溫處。對流又 可分成強制對流(forced convection)與自然對流(free convection) 兩種,前者由外力因素引起對流驅動力,如幫浦 或鼓風機;後者則因流體受熱傳導影響使局部溫度升高(或降 低),造成流體之局部密度降低(或增加),因密度差而發生流動, 連帶將熱量傳送至另一處。 輻射(radiation):高於絕對零度之物質均能放出電磁波 (electromagneticwave),電磁波在真空中以光速傳遞,遇到物 質則會部份反射,部分穿透,部分吸收。高溫系統放出電磁波, 其部份能量以熱型式被低溫系統所吸收之行為稱為熱輻射;電磁 波能量高低與放出物質溫度與表面性質有關,溫度愈高者散發電
磁波能量較高。
2.3 LED 燈泡常見散熱機構處理方式
LED Bulb 所使用的 LED 光源,需搭配 Heat sink 來做為散熱元件,目 前業界依照產品功率與應用別的不同,其所搭配的散熱機構處理方式亦不 相同,大致上為配合低成本的需求,其散熱機構主要可分為壓鑄、沖壓、 擠型、複合材料射出等四種製造方式。其相關產品可參考圖 2-11。 本研究依考量現況 A55 LED Bulb,其散熱元件主要大宗製程以鋁合金 壓鑄與鋁合金板金沖壓為主要介紹來源。 2.3.1 壓鑄技術簡介 壓力鑄模(Die)係用金屬材料製造的鑄模[10],而以壓力將溶液注入 模穴,此種鑄造方法稱為壓力鑄造法(Die casting)。壓力鑄造法常用低 熔點合金,如鋁合金、鋅合金等。 主要壓鑄用合金有三種:(1)鋁合金;(2)鋅合金;(3)鎂合金;其 它,適用於壓鑄的合金,尚有錫、鉛系的低溶點合金,以及銅系的高熔點 合金等。壓鑄被優先考慮其經濟性,良好的生產特性,但是皆要以能夠穩 定的供給廉價的素材為前提。其相關簡介特性如下: 壓鑄用合金其具備的鑄造特性包括: 良好的流動性和充填性。 熔湯在鑄模內的流動長度要長。 熔點或固相線溫度低。 凝固範圍短。 固相線溫度的固相率小。 表面張力和黏性小。 冒口補充效果大,凝固收縮小。 熱裂少。 高溫強度大。 固相率小。 熱膨脹係數小。 與金屬模的附著力小。 和鐵的化學親和力小。 熔湯不易氧化。 壓鑄用合金材料特性: 優良的機械性質。
質輕(比重,肉薄)。 價格低廉、價格穩定。 被切削性良好。 普遍的耐蝕性良好。 拔模斜度小。 尺寸精度佳、尺寸安定。 表面處理特性佳。 物理性質佳。 合金元素對壓鑄用鋁合金之影響: Si 元素:為壓鑄合金的主成分,也是顯著改善其流動性的主成分, 從共晶到過共晶區段具良好的流動性,但其析出之 Si 含量使切削性 變差。除此之外,隨著 Si 含量的增加,抗拉強度及硬度會增加。但 伸長率下降。 Cu 元素:鋁合金內固溶銅量,使機械性質變佳,最高強度是在 4~6 %銅含量。切削性也佳。但銅會影響壓鑄鋁合金的其耐蝕性能。 Mg 元素:ADC5,ADC6 為含 Mg 元素耐蝕性合金。其 Al-Mg 合金的凝 固範圍很大,如此易生熱間脆性的現象。在某些合金中鎂被視為不 純物,如 Al-Cu-Si 系中會生成脆性的 Mg2Si,故規定其量要在 0.3 %以下,美國則嚴格規定在 0.1%以下。 Fe 元素:鐵元素易形成夾雜質,會以針狀 FeAl3 之有害析出物析出, 但由於壓鑄的冷卻速率很快,鑄件組織細緻,不純物影響較不敏感。 因此一般壓鑄元件會含約 0.7%的鐵,避免造成金屬模黏著的現象。 但最好控制其成分在 0.8~1.0%範圍以下,以免因多量的 Fe 產生金 屬間化合物造成鑄件上的硬點。 Ni 元素:和銅一樣,隨著鋁含量的增加,其硬度、抗拉強度愈增, 而耐蝕性變差,可改善高溫抗拉強度。 Mn 元素:添加在含銅矽的鋁合金,可改善其高溫強度,但過量時, 會有 Al-Si-Fe-Mn 的四元化合物生成,導致鑄件上硬點。Al-3%Mn 合金流動性佳,適用於需耐蝕的製品。 Zn 元素:鋅是造成高溫脆性的原因,JIS 規定需在 1.0%以下,而國 外規定添加量需容許在 3%以下。當添加量保持在 1.0%以下,壓鑄 件較不易有龜裂現象。 壓鑄用鋁合金之熱處理: 一般壓鑄鋁合金內易吸附大量氣體,當作 T6 熱處理的固溶處理時,鑄 件被加熱至約 500℃,其內藏的氣體會產生膨脹,常導致鑄件表面突出
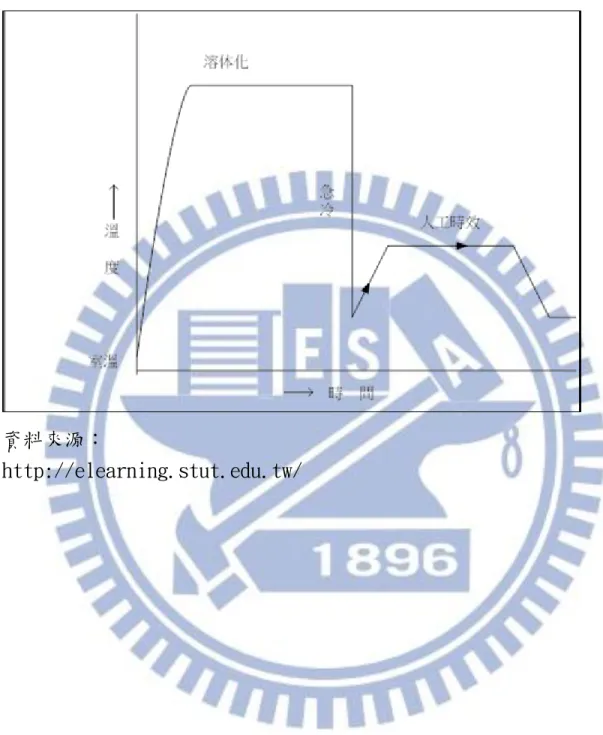
腫脹或起泡。將鑄件升溫到固溶化溫度做固溶處理,如表 2-3 的說明。 固溶熱處理為材料加熱至高溫,使其保持一段時間,則此合金將轉變 為一均質固溶體,然後再將合金由高溫急冷下來時,產生高固溶度的 合金,我們稱之為過飽和固溶體。將此不安定的過飽和固溶體,保持 在稍高的溫度(人工時效溫度),會有第二相的析出,便其成為安定的 組織狀態。也就是說,過飽和固溶體(α)→ 飽和固溶體(α)+第 二相(β)。由於此第二相的析出,會造成硬度和強度的明顯提升。這 種處理稱之為人工時效。 目前,被使用於壓鑄約合金以鋁合金為最多。其具有質輕,良好的耐 蝕性與機械性質,低溫的特性可調整,及良好的熱傳導等物理性質。常見 的 ADC1 壓鑄用鋁合金一般稱為鋁矽合金,適用於大型、肉薄及形狀複雜的 製品,其含 Si 元素使鑄件熔液流動性變好。耐熱間脆性不佳,易生脆相, 而耐蝕性佳,熱傳導率高,熱膨脹和比重小(2.65),但是,若鑄造條件不 適當,則熔液流動性緩慢。
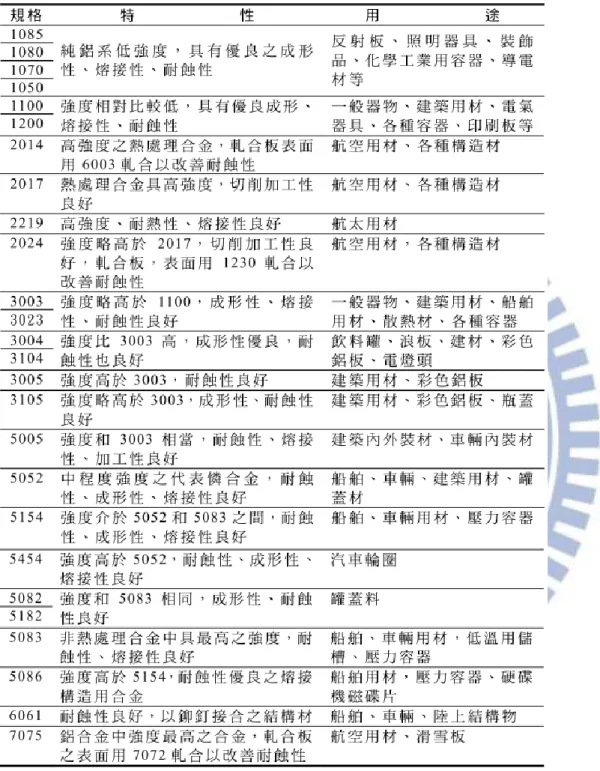
ADC3 鋁合金是在 Al-Si 合金內添加 Mg、Fe 等合金元素,具優良的機 械性質,耐蝕性、鑄造性良好,當 Fe 含量少於 1.0%時易與金屬模黏著, 部是普遍使用的合金。另外常用的 ADC5 及 ADC6 合金,又稱為鋁美合金, 其凝固縮收量級熱膨脹係數大,此類合金鑄造性不佳,而耐蝕性好,研磨 後失金屬光澤。適於做陽極氧化處理,但不純物 Fe、Si 等會影響其外觀的 裝飾。 ADC12 合金係在 Al-Si 合金添加 Cu 合金元素,為是被廣泛使用的代表 性壓鑄用鋁合金,其鑄造性和機械性質優良。各式壓鑄用鋁合金之元素含 量、物理與機械特性,請參考表 2-4、2-5。 2.3.2 沖壓技術簡介 所謂沖壓加工製程[11],其主要定義是指利用沖壓機械設備及模具將 金屬板料(其原始狀態是捲材或帶材)施以部分或全部區域之沖切或永久變 形(或塑性變形)以達成所要求的尺寸及形狀(沖壓件)。 沖壓加工是一種常見的機械加工方法,沖壓加工所生產出來的沖壓 件,應用領域可說是包羅萬象,不勝枚舉,舉凡:消費電子產品、機械、 五金、運輸工具等產業均少不了它的存在。沖壓件由於具有下列的主要特 性,相對於其他加工方法可說具有不可取代的地位,主要特性包括: 可得到輕量、高剛性之製品。 生產性良好,適合大量生產、成本低。
可得到品質均一的製品。 材料利用率高、剪切性及回收性良好。 沖壓既能夠製造尺寸很小的儀錶零件,又能夠製造諸如汽車大樑、壓 力容器封頭一類的大型零件;既能夠製造一般尺寸公差等級和形狀的零 件,又能夠製造精密(公差在微米級)和複雜形狀的零件。占全世界鋼產 60%~70%以上的板材、管材及其他型材,其中大部分經過沖壓製成成品。 沖壓在汽車、機械、家用電器、電機、儀錶、航太、武器等製造中,具有 十分重要的地位。 沖壓件的重量輕、厚度薄、剛性好。它的尺寸公差取決於模具,所以 質量穩定,一般不需再經機械切削即可使用。冷沖壓件的金屬組織與力學 性能優於原始胚料,表面光滑美觀。冷沖壓件的公差等級和表面狀態優於 熱沖壓件。 沖壓加工製程種類依其加工方式及特徵可大致分為沖切加工(分離加 工)、成型加工及壓合加工等三大類。沖切加工是藉著沖壓機械之能量及必 要的模具將金屬板料加以分離而得到所要的尺寸及形狀。成型加工是藉著 沖壓機械之能量及必要的模具將金屬板料之全部或部分區域施以永久變形 或塑性變形而得到要的尺寸及形狀。壓合加工是利用沖壓機械及必要的模 具將二件以上之零件施以壓合加工而得到一組合件。 主要沖壓材料與用途: 鋼鐵材料: 常見的鋼鐵材料又分普通鋼板片及不銹鋼板,在普通鋼板片方 面,熱軋鋼品是以扁鋼胚加熱後,經粗軋機及精軋機軋延而成。當 鋼帶離開最後一座精軋機並通過輸出台時,層流冷卻系統即予噴 水,將其冷卻至適當溫度,再由盤捲機捲成粗鋼捲,並送至熱軋精 整工場,經必要的調質、剪切、檢驗、稱重、包裝、標記等作業後, 即成為成品。 由於熱軋鋼品具有多種優越性,諸如強度足、韌性佳、容易加 工成各種形狀複雜的零組件,且其銲接性良好,易與其他金屬構架 組合,因此廣泛應用於車架、橋樑、建築、道路護欄、鋼管、壓力 容器及園藝工具等產品之原料。 而冷軋鋼品是以酸洗後的熱軋鋼捲,於冷軋工場常溫軋延至 0.30~3.20mm 後,經電解清洗、退火及調質等過程製造而成Ȅ 冷 軋鋼品因厚度薄尺寸精確、表面粗糙度分級多,容易塗漆及電鍍、 且機械性質及加工性良好,易於沖壓製成各種產品,故大量使用冷
軋鋼品做為加工材料。 不銹鋼具有美觀耐蝕及良好的加工性、抗氧化性、低熱傳導等 特性,適合各種用途,可製成各種形狀,因此被廣泛使用,從家庭 廚房用具到國防工業之飛彈、火箭等,都需要使用不銹鋼。不銹鋼 種類繁多,至少有兩百種以上,同時新的鋼種仍不斷的在開發。 最常見的不銹鋼材應屬 300 系不銹鋼,又其中以 304 系最被廣 泛使用。國內 300 系用量高達 85%,先進國家也有 75%~80%;其餘 為 400 系。304 系為最具代表性的不銹鋼,其良好的耐蝕性、抗氧 化性、加工性與銲接性,對防止空氣銹蝕及工業用化學用品侵蝕之 性能極佳,沖壓成型性亦佳,在高溫中也有較佳的變形強度及優良 的耐酸性廣用於建築材料、廚房用具、汽車裝飾及煉油、化學製紙 和食品加工等行業。 銅合金材料: 銅有良好的強度、展性、抗腐蝕性、對電和熱的導電性佳,此 特性使它被大量使用於電工業,銅長久以來即用於繼電器、開關、 連結器、導線架等電子機械產品的零件中。銅的導電性僅次於銀, 而其高導熱也僅次於銀,如電冰箱、蒸發器、加熱線圈等皆利用其 導熱性。銅於低溫時仍保有其延展性,就算是已經接近絕對零度時 也是一樣,這個特性很重要,因為如此可在銅的加工過程中不用加 熱處理。另一個重要的性質為抗腐蝕性,而且銅管用於運送自來水 時,管壁內不會沉積礦物質,這是鐵管製品所遠不能及之處,所以 高級衛浴設備中的送水配件大量使用銅。 目前在國內連接器製造業界,接頭(contact)若是屬於〝母〞 的端子(socket, receptacle… ),多採用磷青銅片(phosphor bronze)作原料。而〝公〞的端子則多採用青銅(Brass),而考慮其 加工性或其它方面的話,也有少部份採用鈹銅合金(Beryllium)。 鋁合金材料: 鋁最重要的特性是質輕,比重僅有 2.7,密度約為一般金屬的 1/3。而常用鋁導線的導電度約為銅導線的 61%,鋁也是有很高的 導熱度,為銀的一半,純鋁熔點 660℃。 目前用以進行沖壓加工的鋁軋延品以鋁片為主。表 2-6 為主要 沖壓用鋁合金板片之規格、特性及其用途。 沖壓件的應用範圍十分廣泛,舉凡可以利用金屬薄板成型的任何場 合,即有沖壓件的應用存在。與沖壓件關聯的產業,除了石化工業較不相
關外,幾乎所有產業所生產的成品,都或多或少必須使用到沖壓件來構成 其最終產品。沖壓件之形狀、用途與種類相當多,依沖壓製程的特性主要 可歸納為四大類,其分類如下:精細沖壓件(如導線架、連接器、電子槍零 件、馬達心片等)、大型板金件(如汽車殼體板金沖壓件、各類機器板金殼 體等)、精密下料沖壓件(如離合器、齒盤、錶帶、相機零件等)、一般傳統 沖壓件(如鎖類、運動器材、文具、五金等),各領域之技術重點亦有所不 同。
表 2-1 LED 室內照明燈具之燈罩材料選配參考方案及分析
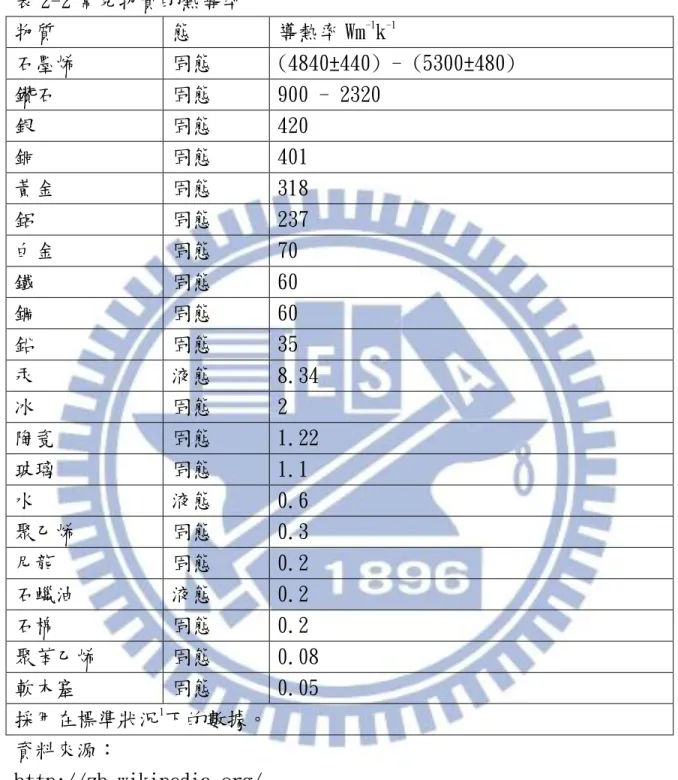
表 2-2 常見物質的熱導率 物質 態 導熱率 Wm-1 k-1 石墨烯 固態 (4840±440) - (5300±480) 鑽石 固態 900 - 2320 銀 固態 420 銅 固態 401 黃金 固態 318 鋁 固態 237 白金 固態 70 鐵 固態 60 鋼 固態 60 鉛 固態 35 汞 液態 8.34 冰 固態 2 陶瓷 固態 1.22 玻璃 固態 1.1 水 液態 0.6 聚乙烯 固態 0.3 尼龍 固態 0.2 石蠟油 液態 0.2 石棉 固態 0.2 聚苯乙烯 固態 0.08 軟木塞 固態 0.05 採用在標準狀況1 下的數據。 資料來源: http://zh.wikipedia.org/
表 2-3 熱處理說明
資料來源:
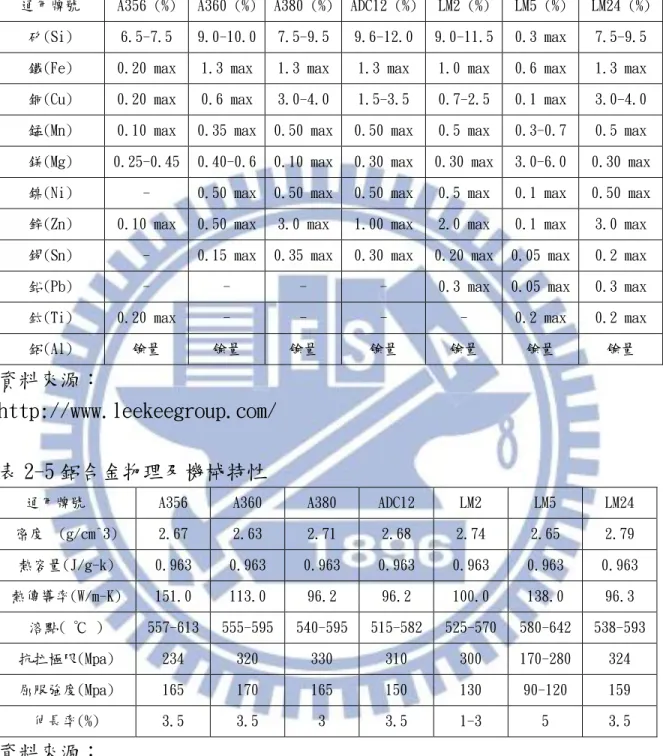
表 2-4 壓鑄鋁合金國際標準成份
通用牌號 A356 (%) A360 (%) A380 (%) ADC12 (%) LM2 (%) LM5 (%) LM24 (%) 矽(Si) 6.5-7.5 9.0-10.0 7.5-9.5 9.6-12.0 9.0-11.5 0.3 max 7.5-9.5 鐵(Fe) 0.20 max 1.3 max 1.3 max 1.3 max 1.0 max 0.6 max 1.3 max 銅(Cu) 0.20 max 0.6 max 3.0-4.0 1.5-3.5 0.7-2.5 0.1 max 3.0-4.0 錳(Mn) 0.10 max 0.35 max 0.50 max 0.50 max 0.5 max 0.3-0.7 0.5 max 鎂(Mg) 0.25-0.45 0.40-0.6 0.10 max 0.30 max 0.30 max 3.0-6.0 0.30 max 鎳(Ni) - 0.50 max 0.50 max 0.50 max 0.5 max 0.1 max 0.50 max 鋅(Zn) 0.10 max 0.50 max 3.0 max 1.00 max 2.0 max 0.1 max 3.0 max 錫(Sn) - 0.15 max 0.35 max 0.30 max 0.20 max 0.05 max 0.2 max 鉛(Pb) - - - - 0.3 max 0.05 max 0.3 max 鈦(Ti) 0.20 max - - - - 0.2 max 0.2 max 鋁(Al) 餘量 餘量 餘量 餘量 餘量 餘量 餘量
資料來源:
http://www.leekeegroup.com/ 表 2-5 鋁合金物理及機械特性
通用牌號 A356 A360 A380 ADC12 LM2 LM5 LM24 密度 (g/cm^3) 2.67 2.63 2.71 2.68 2.74 2.65 2.79 熱容量(J/g-k) 0.963 0.963 0.963 0.963 0.963 0.963 0.963 熱傳導率(W/m-K) 151.0 113.0 96.2 96.2 100.0 138.0 96.3 溶點( ℃ ) 557-613 555-595 540-595 515-582 525-570 580-642 538-593 抗拉極限(Mpa) 234 320 330 310 300 170-280 324 屈服強度(Mpa) 165 170 165 150 130 90-120 159 伸長率(%) 3.5 3.5 3 3.5 1-3 5 3.5 資料來源: http://www.leekeegroup.com/
表 2-6 沖壓用鋁合金板片之規格、特性及其用途
資料來源:
圖 2-1:A55 型 Outline spec
圖 2-2: LED 燈泡基本架構
圖 2-3: LED 燈罩常見範例
資料來源:http://zhongzhao-led.com/
圖 2-4: LED 光源-COB series
資料來源:http://www.alibaba.com/
圖 2-5: LED 光源-PKG series 資料來源:
圖 2-6: LED Thermal glue 資料來源:
http://www.braeworks.com.au/
圖 2-7: LED Thermal pad 資料來源:
http://www.indial.com.tw/
圖 2-8: LED Bulb Heat sink 資料來源:
圖 2-9: LED Driver 資料來源: http://www.hydroponic-growing-systems.com/ 圖 2-10: LED Bulb 熱傳途徑 資料來源: 上圖 : http://www.hydroponic-growing-systems.com/
圖 2-11: Heat sink 常見製造方式 資料來源: 1) http://www.ecvv.com/l 2)http://www.nobodybuy.com/ 3)http://yongyingal.en.made-in-china.com/ 4) http://www.ledray.com.tw/
三、研究方法 3.1 研究流程: NG2 2在 A55 的燈泡外型尺寸限制下,板金型模型組態與壓鑄型模型組態,其模擬結果相差甚大時,則須調整 板金型幾何機構再次重新模擬,主要力求兩者有趨近類似相同的散熱表現。 3.2.1 定義固定與變化參數 3.2.2 實驗設備與資源 3.2.3 模型組態建立 3.2.4 數值模擬分析 3.2.5 實體模型建立 3.2.6 溫度量測與實驗 3.2.7 結果與討論
3.2 研究方法與步驟: 3.2.1 定義固定與變化參數: 實驗操作環境在室溫下,使用相同的規格的 LED,並驅動固定電氣特 性,使 LED 產生相同的功率,選用相同材料的導熱介質作為光源與散熱工 件之間的熱傳遞橋梁,以上述條件最為固定參數;變化參數選用壓鑄型 (Casting)與沖壓型(Punching)的散熱器。其中壓鑄型散熱器為一體成型式 樣,做為對照組。沖壓型散熱器為多件式樣,作為實驗組。 3.2.2 實驗設備與資源: 1. 本階段溫度量測的設備包含: (1) 電源供應器,參考圖 3-1。 (2) 溫度擷取器/K type 測溫線 ,參考圖 3-2。 (3) 熱像儀,參考圖 3-3。 2. 數值模擬的軟體使用: (1) SolidWorks 建立 3D 實體模組。 (2) Flow Simulation 熱傳模擬,做為參考數據。 3.2.3 模型組態建立 利用 3D 繪圖軟體建立幾何機構繪圖,並決定使用材料且成品外型尺 寸須符合 A55 之規範,其完成圖可參考圖 3-4。 3.2.4 數值模擬分析 1. 使用分析軟體,定義模擬的重力方向: 配合大部分的燈泡使用環境,其光源皆朝下使用,故定義重 力方向與燈泡發光面同向,請參考圖 3-5。 2. 定義邊界條件: 其邊界大小約為成品尺寸的 1.5 倍之大小,請參考圖 3-5。 3. 定義材質: 兩者模型組態之各部件皆定義相同材質,請參考圖 3-5,其 主要材質如下: (1) 燈罩/Housing: PC (2) 導熱介質: Silicon base
(3) 散熱機構: Aluminum 4. 定義熱源: 因尚未清楚實際燈泡所搭配的 LED 光源,其發光效率為何, 故兩者模型組態搭配使用的熱源皆為固定相同熱源,請參考圖 3-5。 5. 定義網格: 兩者模型組態其網格大小配合各部件尺寸大小最調整,請參 考圖 3-5。 6. 定義求解範圍: 兩者模型組態其求解為溫度場與速度場。請參考圖 3-5。 7. 執行分析: 經數值分析結束後觀察兩者模型組態之差異,其 Casting 式 樣與 Punching 式樣其各模型組態最高溫度分別為 76.27℃與 73.40℃,兩者僅有約 3℃的差異。請參考圖 3-6。 故由模擬結果得知適當的 Punching 式樣組態也可以能像 Casting 式樣模型組態有著趨近相同的散熱能力,不過追求實驗 嚴謹性,仍施做樣品做實際量測。 3.2.5 實體模型建立 由上述的模擬結果得知,Punching 式樣組態也可以像 Casting 式樣 模型組態有著趨近相同的散熱能力,故針對其模擬過程的幾何機構外型施 作實體模型。其 Casting 式樣模型組態與 Punching 式樣模型組態之散熱機 構成品可參考圖 3-7。 除散熱本體外,兩者實驗品皆採用同一規格 LED 產品組裝,組裝時 即搭配 Thermo couple 實施埋線作業,並依照參考圖 3-8 與表 3-1 施做溫 度量測點,經由兩者採用相同量測點組裝而成,參考圖 3-9、3-10。 3.2.6 溫度量測與實驗 1. 對照組實驗品溫度量測: 樣品經由既定電氣特性做實測,測試時間約為半小時,並記錄 Heat sink 各點溫度,並依照記錄表 3-2 記錄之。 2. 實驗組樣品溫度量測:
樣品經由既定電氣特性做實測,測試時間為半小時,並記錄 Heat sink 各點溫度,並依照記錄表 3-2 記錄之。
3. 驗證模擬趨勢與實際量測結果確認:
模擬結果做為參考數據,並透過實際樣品的量測結果,確認兩者 趨勢是否相同,其樣品量測結果是否準確。
表 3-1 溫度量測點說明表:
表 3-2 溫度量測實驗記錄表:
表 3-2
Casting type Punching type LED input info. LED input info. Vf (Voltage_V) Vf (Voltage_V)
Io (Current_mA) Io (Current_mA) Po (Wattage_W) Po (Wattage_W)
Thermal test result Thermal test result Test point Max Temp. Test point Max Temp.
T1 T1 T2 T2 T3 T3 T4 T4 T5 T5 T6 T6 Ta Ta 表 3-1
Test Point Note T1 LED MCPCB(Top)-Temp.
T2 LED Substrate-Temp.
T3 Heat sink-Inside temp.(Top) T4 Heat sink-Inside temp.(Bottom) T5 Heat sink-Outside temp.(Top) T6 Heat sink- Outside temp.(Bottom) Ta Room temp.
圖 3-1:電源供應器(GPS-3030DD) 資料來源:http://www.instek.co.jp/
圖 3-2:溫度擷取器(NI cDAQ-9174) 資料來源:http://sine.ni.com/
圖 3-3:熱像儀(TVS-200EX)
資料來源:http://micron365.net/
圖 3-4:3D 幾何機構設計繪製
圖 3-5:Flow Simulation 設定
圖 3-6:Flow Simulation 模擬結果
圖 3-7:Heat sink 實體模型圖
圖 3-8:溫度量測位置圖
圖 3-9:實驗成品圖(Casting)
圖 3-10:實驗成品圖(Punching)
四、實驗結果 4.1 實驗量測結果 4.1.1 Heat sink 基本數據建立: 因有兩種不同架構的 Heat sink,故將實驗樣品建立其基本特性數據,如 材料、重量、散熱面積等,請參考表 4-1,量測與計算過程如圖 4-1、圖 4-2。其中考量散熱面積無法藉由實體量測,故透過原始建模圖檔利用繪圖 軟體計算可與空氣做熱交換的散熱面積。 4.1.2 Heat sink 溫度量測結果: 1. Casting:
(1) LED 採用定電流驅動 210mA,其 LED 瓦數約為 5.5W。
(2) Heat sink 本身重量為 63.5g,相對地其熱容量較高,故經過約半 小時左右其各點量測溫度才達到穩定狀態。可參考圖 4-3。 (3) Heat sink 本體為一件式,其本體本身實體熱傳效率好,故其各 量測點溫度依距離熱源之遠近做逐項遞減,且各量測點溫度差異 較小其溫差均小於 2℃內。可參考圖 4-4。 (4) 其量測結果的最高溫度量測點為 61℃,最低溫度量測點為 54℃, 兩者溫差為 7℃。可參考圖 4-4、圖 4-5。 2. Punching:
(1) LED 採用定電流驅動 210mA,其 LED 瓦數約為 5.5W。
(2) Heat sink 本身重量為 16g,相對地其熱容量較低,故經過約 20 分鐘左右其各點量測溫度即達到穩定狀態。可參考圖 4-6。 (3) Heat sink 本體為三件式,故每一散熱件進行實體熱傳遞時,皆會 有一定的接觸熱阻,故本體本身實體熱傳效率稍差,造成其各量 測點溫度並非依距離熱源之遠近做逐項遞減外,也會受各件實體 熱傳的接觸熱阻之差異而有所改變。可參考圖 4-7。 (4) 其量測結果的最高溫度量測點為 66.8℃,最低溫度量測點為 56.4 ℃,兩者溫差為 10.4℃。可參考圖 4-7、圖 4-8。
4.2 實測數據
表 4-1 Heat sink data base:
表 4-1
Item Casting Punching Percentage
(Casting : Punching) 材質 Aluminum ADC-12 Aluminum 5052 --- 重量 (g) 63.5 16 3.96 散熱面積(mm^2) 10206.45 20379.23 0.5 表 4-2 溫度量測結果記錄表: 表 4-2
Casting type Punching type
LED input info. LED input info. Vf (Voltage_V) 26.4 Vf (Voltage_V) 26.5 Io (Current_mA) 209 Io (Current_mA) 209
Po (Wattage_W) 5.52 Po (Wattage_W) 5.54 Thermal test result Thermal test result Test point Max Temp. Test point Max Temp.
T1 61.0 T1 66.8 T2 59.6 T2 64.6 T3 58.0 T3 62.9 T4 56.6 T4 61.5 T5 55.9 T5 56.4 T6 54.0 T6 59.0 Ta 25.5 Ta 25.5
圖 4-1:Heat sink 重量量測圖
圖 4-2:Heat sink 散熱面積量測圖 圖 4-3:Casting-Heat sink 升溫曲線圖 圖 4-4:Casting-Heat sink 升溫過程穩定後,其各點溫度量測直方圖
圖 4-5:Casting-Heat sink 升溫過程穩定後,其熱像儀擷取圖 圖 4-6:Punching-Heat sink 升溫曲線圖 圖 4-7:Punching-Heat sink 升溫過程穩定後,其各點溫度量測直方圖
圖 4-8:Punching-Heat sink 升溫過程穩定後,其熱像儀擷取圖
五、結果與討論 初步解析 Casting 與 Punching 式樣的生產成本結構,了解各製程上 的生產成本所造成的差異化,並憑藉此差異探討 Casting 與 Punching 式樣所帶來的經濟成本壓力。 透過上述生產成本的初步解析與本實驗溫度的量測結果,針對 Casting 與 Punching 式樣,兩者在生產製程上與產品應用的優劣特性, 做一個簡單比較結果。 5.1 成本比較 因 Casting 與 Punching 式兩者模具結構並不相同,故假設暫定每 月需求為 100,000 組,因此若要滿足此需求量,則需進一步考量成型 速度與生產天數,故將 Casting 設定為一模四穴式,Punching 則設定 為連續模生產方式。 5.1.1 模具費用比較: Casting(一模四穴式): 一模四穴式模具費 = NTD 550,000 Punching(連續模式): 因 Punching 式樣,其中包含三項組件,故須有三套連續模組件, 各項零組件示意圖請參考圖 5-1。 零件一:LED 承載平台。 連續模費用 = NDT 160,000 零件二:內部散熱片。 連續模費用 = NDT 200,000 零件三:外部錐型散熱片 。 連續模與整型模費用 = NDT 500,000 模具費用總計:NTD 860,000 5.1.2 產品成型費用比較: Casting(一模四穴式): 材料牌價:NTD 80/Kg(時價) 材料用量:63g 材料耗損率:15% 材料費用 = (材料牌價/每公斤材料產出成品數) /材料耗損
= [80/(1000/63)] / (100%-15%) ≒ NTD 6 壓鑄費用 = NTD 12(成型時間的水、氣、電、機台等費用) CNC 加工費用 = NTD 6 / PCS(毛邊處理) 烤漆費用= NDT 10 / PCS(表面處理) 後處理費用 = CNC 加工費用+烤漆費用 = NTD 6 + NTD 10 = NTD 16 產品成型費用 = 材料費用+壓鑄費用+後處理費用 = NTD 6 + NTD 12 + NTD 16 = NTD 34(不含品檢、管銷、利潤) Punching(連續模式) :LED 承載平台估算 材料牌價:NTD 160/Kg(時價) 材料用量: 5.2g 材料耗損率:10% 材料費用 = (材料牌價/每張材料產出成品數) /材料耗損 = [160/(1000/5.2)] / (100%-10%) = NTD 0.92 沖壓費用 = NTD 1(工程數=1,僅下料一個工程) (每一成型工程的水、氣、電、機台等費用,以 NTD1.0 計) 產品成型費用 = 材料費用+沖壓費用 = NTD 0.92 + NTD 1 = NTD 1.92(不含品檢、管銷、利潤) Punching(連續模式) :內部散熱片估算 材料牌價:NTD 160/Kg(時價) 材料用量:2.5g 材料耗損率:10% 材料費用 = (材料牌價/每張材料產出成品數) /材料耗損 = [160/(1000/2.5)] / (100%-10%) = NTD 0.45 沖壓費用 = NTD 3(工程數=3,含下料、成型、鉚接) (每一成型工程的水、氣、電、機台等費用,以 NTD1.0 計)
產品成型費用 = 材料費用+沖壓費用 = NTD 0.45 + NTD 3 = NTD 3.45(不含品檢、管銷、利潤) Punching(連續模式) :外部錐型散熱片估算 材料牌價:NTD 160/Kg(時價) 材料用量:5.2g 材料耗損率:10% 材料費用 = (材料牌價/每張材料產出成品數) /材料耗損 = [160/(1000/5.2)] / (100%-10%) = NTD 0.92 沖壓費用 = NTD 5(工程數=5,含下料 X1、成型 X3、整型 X1) (每一成型工程的水、氣、電、機台等費用,以 NTD1.0 計) 後處理費用 = NTD 5(陽極處理) 產品成型費用 = 材料費用+沖壓費用+後處理費用 = NTD 0.92 + NTD 5 + NTD 5 = NTD 10.92(不含品檢、管銷、利潤) Punching(連續模式) :費用總計 LED 承載平台估算 = NTD 1.92 內部散熱片 = NTD 3.45 外部錐型散熱片 = NTD 10.92 費用總計 = NTD 1.92 + NTD 3.45 + NTD 10.92 = NTD 16.29 5.1.3 生產速度比較: Casting(一模四穴式) : 單位成型時間:25 秒 單位成型數量:4PCS 每日工作時數:8 小時 每日產能:(每日工作時數/單位成型時間)X 單位成型數量 = (8hrs / 25sec) x 4PCS = 4,608 PCS(Day) 生產良率:99%
生產天數:(月需求量 / 每日產能) / 生產良率 = (100,000PCS / 4,608 PCS)/ 99% ≒ 22 Day Punching(連續模式) : 單位成型時間:5 秒(含整型時間) 單位成型數量:1PCS 每日工作時數:8 小時 每日產能:(每日工作時數/單位成型時間)X 單位成型數量 = (8hrs / 5sec) x 1PCS = 5760 PCS(Day) 生產良率:99% 生產天數:(月需求量 / 每日產能) / 生產良率 = (100,000PCS / 5760 PCS)/ 99% ≒ 18 Day 5.1.4 生產成本的差異比較表: 由上述 Casting 與 Punching 式樣兩者的生產差異特性,將數據量化 整理而成表 5-1,藉由此表作為簡單判讀依據。 模具費: Casting 式樣:NTD 550,000 / SET Punching 式樣:NTD 860,000 / SET Casting 式樣表現較 Punching 式樣來的佳 成型費用比較: Casting 式樣:NTD 34 / PCS Punching 式樣:NTD 16.3 / PCS Casting 式樣表現較 Punching 式樣來的差 生產速度比較: Casting 式樣:22 Day(100,000PCS) Punching 式樣:18 Day(100,000PCS) Casting 式樣表現較 Punching 式樣來的差
5.2 實驗值比較 藉由採用相同的 LED 規格並驅動固定之電流,使之達到相同的熱 功率,並觀察兩種不同 Heat sink 架構所產生的溫度變化後得知下述 優缺點: 5.2.1 Casting-Heat sink: 1. 優點: (1) 因質量高故有充裕的熱容量,故應用於 LED 燈泡時可改善 LED 因熱 衰減的最大詬病,隨著高熱容量可拉長 LED 燈泡由啟動後至熱穩 態的時間,若 LED 燈泡通電後的使用時間不長,可藉由此特性大 幅拉長 LED 燈泡的壽命。 (2) 在 LED 燈泡假定需求壽命下,因其熱容量高,故在 LED 功率的選擇 上較彈性,因隨的功率的提升可伴隨著亮度的提升,故在 A55 外 型尺寸限制條件下,可承受較高功率的 LED 來做散熱。 2. 缺點: (1) 因受限於 Casting 的成型限制,與空氣可以做熱交換的散熱面積 較少。 (2) 成型單價較高。 (3) 重量較高。 5.2.2 Punching-Heat sink: 1. 優點: (1) 可依 LED 所需求的功率,藉由產品設計與生產製程來調整其散熱 面積,而達到最佳化設定。 (2) 成型單價便宜。 (3) 達到輕量化需求。 2. 缺點: (1) 因受限於 Punching 的成型限制,其成品熱容量較低,故在 A55 的 燈泡尺寸外形下,僅可使用較低 LED 功率來做使用,一旦超過原 設計值,很容易造成 LED 因散熱不佳而縮短 LED 燈泡的壽命。 (2) 因 Punching 式的 Heat sink,其一般都採用多件式,故需考慮每
一個工件在做實體熱傳時,其各工件搭配後所面臨的接觸熱阻, 若可與空氣做熱交換的散熱面積有限下,每增加一個接觸熱阻, 就容易造成 LED 本身因熱阻而提升 LED 本身的接面溫度,而造成
LED 壽命的衰減。
表 5-1 Casting & Punching 式樣生產成本比較表: Casting & Punching 式樣 生產成本 比較表 式樣 優劣比較 C = Casting P = Punching Casting Punching LED 承載平台 內部 散熱片 外部 錐型散熱片 優 劣 模 具 費 用 模具型式 一模四穴 連續模 連續模 連續模 +整型模 C P 模具費用 (NTD) 550,000 160,000 200,000 500,000 成 型 費 用 材料費 (NTD) 6.00 0.92 0.45 0.92 P C 成型費 (NTD) 12.00 1.00 3.00 5.00 後處理費 (NTD) 6.00 NA NA 5.00 小計 (NTD) 24.00 1.92 3.45 10.92 合計 (NTD) 24.00 16.29 生 產 速 度 單位成型時間 (sec) 25 5 P C 單位成型數量 (Pcs) 4 1 每日產能 (8hr/day) 4,608 5,760
圖 5-1:Punching 式樣 Heat sink 結構圖
六、結論 藉由此實驗我們了解到將 LED 發光二極體應用於照明產業時,其 本身所具有的多項節能效益不僅可滿足新世代照明能源的需求,甚至 可以取代大部分的傳統照明設備。 其中透過既有燈具 A55 630-IEC-3010-1 的規範,可望產出達到新 世代 LED 照明能源要求的產品,並快速完成取代白熾燈泡或現行省電 燈泡之目的。
配合 A55 630-IEC-3010-1 規範所設計之 LED 燈泡,散熱機構隨著 不同的成型方式會有不同的散熱效益,該採用何種散熱機構的解決方 案方式才能達到較高的經濟效益更與其生產成本有著密不可分的關 係,所以透過選擇適當的成型方式來做散熱方案,不僅可大幅縮短成 本架構亦可兼顧產品壽命,進而加速推廣 LED 照明應用的普及,落實 節能減碳愛地球。
文獻參考
[1] >產業資訊 LED inside>技術專欄 >什麼是 LED?,2010-01-08 http://www.ledinside.com.tw/ [2] 柯孟緯,「LED散熱燈座設計與模具開發」,虎尾科技大學創意工程 與精密科技研究所,碩士論文,2011。 [3] 莊凱翔,「家用型高功率 LED 燈具之創新研發與製造」,龍華科技 大學工程技術研究所,碩士論文,2010。 [4] 蕭啟宏,「不同幾何造型散熱器應用在 LED 散熱之研究」,國立高 雄應用科技大學模具工程系碩士班,碩士論文,2008。 [5] 呂宗蔚,「高亮度 LED 散熱系統之熱傳及效益研究」,國立成功大 學工程科學系碩博士班,碩士論文,2007。
[6] >產業資訊 LED inside>技術專欄 > LED 產業照明專業術語與測 光公式,2007-10-25。
http://www.ledinside.com.tw/
[7] >產業資訊 LED inside>技術專欄 > 淺談 LED 燈飾產品基本組 成,2008-03-26。
http://www.ledinside.com.tw/
[8] >產業資訊 LED inside>技術專欄 >淺談 LED 的熱量產生原因, 2007-12-24。 http://www.ledinside.com.tw/ [9] >國立台灣科技大學高分子工程系>朱敬平>熱傳概論 http://elixirr.myweb.hinet.net/ [10] >教育部高級進修網站>鑄造技術 http://elearning.stut.edu.tw/
[11] >經濟部技術處>ITIS 智網>金屬二次加工 Technology roadmap 專題 研究---沖壓、鍛造,周俊宏,2003/10/15