應用計畫評核術評估民航發動機修護
工廠組裝時間--以 A 公司為例
Using Program Evaluation and Review Technique (PERT)
for Evaluating the Assembly Span of Civil Aircraft Engine
Maintenance Plant: A Case Study
郭秀貴 Hsiu-Kuei Kuo
任維廉 William Jen
交通大學運輸科技與管理學系
Department of Transportation Technology and Management National Chiao Tung University
劉禎氣 Jen-Chih Liou
長榮航太科技股份有限公司
Evergreen Aviation Technologies Corp.
林容聖 Jong-Sheng Lin
黃靖媛 Jing-Yuan Huang
交通大學運輸科技與管理學系
Department of Transportation Technology and Management National Chiao Tung University
摘要:民航發動機維修範圍變異大,組裝作業時間不確定性高,需使用特定 的維修資源,並在特定時間內與飛航安全的要求下,將發動機維修完成交付 航空公司,其作業流程的規劃與控管具有專案管理特性。因此,本研究利用 計畫評核術(PERT),辨認發動機組裝的要徑作業,評估發動機組裝時間,並 結合作業基礎成本制(ABC)所提供的作業費率計算發動機組裝成本。本研究 也探討不同維修範圍下對發動機組裝時間之影響,並分析趕工需求下,修護 工廠採行「非原件回裝」、「增加限制資源」、「要徑作業趕工加班」三種因應 策略對縮短發動機組裝時間之影響,期能作為評估發動機修護工廠組裝時程 之依據。 關鍵詞:計畫評核術、發動機維修、作業基礎成本制
Abstract:There are several characteristics of civil aircraft engine MRO business.
These include considerable variations in work scope, high uncertainty of activity time, requiring specific equipments and technologists, having time limit to
planning and controlling processes of the assembly activities are similar to the spirit of project management. This study uses Program Evaluation and Review Technique (PERT) for identifying the critical path activities and estimating the span of engine assembly. Besides, this study applies the fares of work centers analyzed by Activity-Based Costing (ABC) to calculating the assembly costs. And the effects of different work scope on the critical path are also discussed. Finally, in order to shorten the assembly span, this study proposes three crashing strategy:(1) assembling the engine by spare modules; (2) purchasing more critical equipments; and (3) crashing on critical activities. We hope that this study can help engine maintenance plants to evaluate their assembly span and probability.
Keywords: PERT; Engine Maintenance; MRO; Activity-Based Costing (ABC)
1. 前言
民用航空器發動機修護工廠的修護品質關係到航空公司的飛行安全,發 動機的維修時程長短則會影響航空公司備用發動機規模,進而影響航空公司 的營運成本,而準時交付的能力則會影響航空公司發動機調度使用的風險。 一旦修護工廠修護延遲且航空公司備用發動機不足,則會造成班機延遲或取 消,導致航空公司收入減損、服務水準降低。修護工廠若想提升競爭力,勢 必需要提升修護品質,設法縮短發動機維修時間,並且加強修護作業流程的 監督與控管。 本研究以A 公司發動機部為研究對象,A 公司成立於 1998 年,為美國 奇異公司在亞洲地區第五個維修據點,服務項目包含航機停機線檢修、航機 定期檢修、發動機檢修、航機組件維修與航材零組件採購等,提供航空公司 「One Stop Total Solution」的服務。基於飛航安全考量以及航空器維修相關法規規定,發動機屆滿特定的飛 行時數就需進行不同等級的維修,修護工廠與航空公司依照進廠檢測報告, 共同決定發動機所應進行的維修範圍(Work Scope),可概略分為重度翻修 (Overhaul)、中度維修(Performance)、基本維護(Minimum)等三類。不同維修 範圍會影響發動機拆解的程度,進而影響發動機的組裝作業與完成維修時間。
從發動機的結構來看,依個案公司主要修護的C系列渦輪扇發動機 (Turbo Fan Engine) 可區分成五個模組(Module) :FAN、HPC (High Pressure Compressor)、HPT (High Pressure Turbine)、LPT (Low Pressure Turbine)、AGB (Accessory Gearbox),各模組的維修範圍除FAN僅有基本維護一種、AGB有 重度翻修與基本維護兩種外,其餘三個模組的維修範圍均可區分三種。因此,
若從模組層級分析發動機的維修範圍,計有 種組合。
若更進一步考慮發動機的模組單位 (EMU, Engine Module Unit)層級,C系列
發動機共有17 個EMU,即使僅針對每個EMU考慮是否維修尚且不考慮所需 維修的程度,則發動機的維修組合便有2 54 3 1 3 1 3 1 2 1 1 1⋅C ⋅C ⋅C ⋅C = C 17種。因此,發動機維修範圍變異性 大,相對地使得發動機修護工廠的工作規劃與進度控制更為複雜。 此外,由於發動機構造複雜、零件眾多,發動機維修範圍越廣,則拆解 的零件越多,發動機的組裝作業時間也就越長,再加上不同部位的零件所需 的組裝時間不同,因此,發動機的組裝作業時間具有高度不確定性。 綜合以上所述可得知,發動機組裝需使用特定資源、經過一連串相關的 作業、最終組裝完成經試車檢驗通過後,才可交付給航空公司再度使用,其 具有下列特性:1.目標性:發動機維修後需符合飛航安全與相關規範要求。 2.時間性:需在顧客的要求時間內完成。3.獨特性:每具進廠維修的發動機組 裝複雜度與部位不盡相同。4.不確定性:維修範圍與組裝時間不易估計。5. 需耗用各種資源:發動機維修需有特殊廠房與機具設備、專業技術人員、能 源(水、電、油料)及物料等,此與 Gido, J. and Clements, J. P.(1999)、Kerzner, H.(1995)所認定專案(Project)的定義與特性相符,故本研究嘗試從專案管理的 角度探討發動機組裝時程的規劃與控管問題。 依據郭秀貴等(民 92)的分析,發動機實體維修可分為四個階段,階段 一:「進場檢驗流程」佔分攤資源成本的 1%,階段二:「發動機與模組拆解 流程」佔12%、「零、附件清洗檢測流程」佔19%,階段三:「料件籌補流程」 佔 6%,階段四:「研磨(Machining)流程」、「平衡(Balancing)流程」、「模組組 裝流程」、「發動機組裝流程」、「發動機試車流程」共佔62%,如圖 1 所示。 其中,由於模組與發動機的組裝作業較拆解作業時間長且變異大,而發動機 定子(Stator)、轉子(Rotor)的研磨與平衡會影響到發動機的燃油效率,具有高 度的附加價值,並且發動機試車為確保維修品質與飛航安全最重要的關鍵作 業,故本研究以發動機組裝為研究範圍,利用計畫評核術辨認發動機組裝的
不同維修範圍下對發動機組裝時間之影響。最後,本研究也研擬趕工需求下 修護工廠之因應策略,包括探討「非原件回裝」之可行性、評估增加限制資 源之效益、分析要徑作業趕工加班對縮短發動機組裝時間之影響。 圖 1:發動機各維修階段、維修流程成本 資料來源:本研究整理
2. 文獻回顧
早期專案的時程規劃與控制主要是利用甘特圖(Gantt Chart),將計畫進 度與實際進度做比較。然而,由於早期甘特圖並無顯示作業間的相依性以及 辨識作業的重要程度,一旦專案中某項作業發生延遲,管理者並無法得知哪 些作業會因此而順延,亦無法評估將會對專案完成時程延誤所造成的影響程 度,因此,Stevenson (1999)認為早期的甘特圖僅適用於小型簡單的專案。為彌補甘特圖的不足,Allen & Hamilton 顧問公司與美國海軍提出計畫 評核術(Program Evaluation and Review Technique,簡稱 PERT)用於飛彈研發專
案,而在同一時期還有Remington Rand 與 Du Pont 公司提出要徑法(Critical
G.. J. (1999) 認為兩者之間最大的差異在於專案的適用型態與專案管理的目 的:PERT 適用於專案中各項作業所需時間為機率性 (Probabilistic) 、管理者 著重於瞭解特定期限前完成機率的專案類型;CPM 則適用於專案中各項作業 所需時間為確定性 (Deterministic) 、管理者著重於完成時間與成本間權衡取 捨的專案類型。雖然兩個方法是獨立發展但卻有許多共同點,甚至使用者在 使用某一種方法時常借用另一種方法的特點,因此,近來這兩種方法已被合 併並且廣泛地應用在工程建築、電腦程式研發、維修規劃、電影製作等方面。
此外,Hiller, F.S.與 Lieberman, G.J. (1995)還認為應用 PERT 進行專案時
程的管理有三個主要功能:1.協助管理者瞭解專案在特定期限前完成的機 率;2.協助管理者找出最有可能成為瓶頸的作業;3.提供管理者評估專案執行 過程中發生作業延誤或資源調度時所造成的影響。 關於PERT 的實施步驟與方法,Kerzner, H.(1995)歸納成以下 6 點:1. 確認作業、2.辨別作業間的相依性、3.繪製網路先行圖(Network Precedence Diagram)、4.估計各項作業時間、5.加入資源限制進行資源撫平、6.確認要徑 (Critical Path)並評估專案完成時程與機率。 在 估 計 作 業 時 間 以 及 評 估 專 案 完 成 時 程 與 機 率 方 面 ,Malcolm 、 Roseboom 、 Clark 、 Fazar(1959) 提 出 了 三 時 估 計 法 (Three Time Estimate Approach),假設作業時間為隨機變數,透過與專家訪談取得各項作業之樂觀
時間to (optimistic time)、悲觀時間tp(pessimistic time)、最可能時間tm (Most
likely time)進而推估作業的期望時間te與標準差σ為: 6 p m o e t =t +4t +t 方程式 1 6 ) (tp−to = σ 方程式 2 在假設作業相互獨立的情況下,各作業時間均為獨立的隨機變數,不 論其分配為何,根據中央極限定理(Central Limit Theorem),專案完成的期望 時間為要徑作業期望時間總和並服從常態分配(Normal Distribution),且專案
完成時間的標準差為要徑作業標準差的總和。在特定時間T 前完成的機率,
σ
Pleguezuelo, R.H., Perez, J.G. and Rambaud, S.C.(2003)認為三時估計法
在作業時間服從峰態係數為3、標準差為全距 1/6 的貝他分配(Beta Distribution)
時,作業期望時間可得最佳的估計。
三時估計法簡單、易學,已為多數專案管理相關教科書採用,然而卻有 許多學者質疑其機率密度函數的假設以及三種時間的認定方式,並提出其他
作業時間推估方式或是針對其假設作修正。Lau, H.S. and Somarajan, C.(1995)
便認為傳統的三時估計法在實際使用時有兩項缺點:1.樂觀時間to與悲觀時間 tp的認定有待商榷:部分學者認為應取分配之左右極端值(t0、t1),而有部分學 者則認為應取機率分配之第一百分位數t0.01與第九十九百分位數t0.99,更有部 分學者認為應取機率分配之第五百分位數t0.05與第九十五百分位數t0.95即可。 2.最可能時間tm的決定有困難:由圖2 可知,根據先前的假設,最可能時間tm 應為機率分配中的眾數,然而,作業時間為連續性隨機變數,故無法憑經驗 直接取得某特定值作為眾數。 0 to tm te tp 圖 2 :貝他分配用於描述機率性的作業時間估計值
為改進此兩項缺點,Alpert, M and Raiffa, H.(1982)以及Schaefer, R. and Borcherdige, K. (1973)建議採用百分位法(Fractile Method),利用求取多個百分
位數如(t0.01、t0.10、t0.25、t0.50、t0.75、t0.90、t0.99) 經由機率密度函數多次的模擬,
最終適配出合適的機率密度函數,再進行作業時間的估計。然而,此種方法 需要大量的歷史資料,且若專案的作業數量太多,在估算各項作業的期望時 間將耗費許多時間與成本。
Perry, C. and Greig, I. (1975)則是針對三時估計法做了修正,利用三個百 分位數(t0.05、t0.50、t0.95)的作業時間以數理統計推導方法得到作業的期望時間 與變異數為: ) 2 ( 185 . 0 0.05 0.95 0.5 5 . 0 t t t t te = + + − 方程式 4 25 . 3 05 . 0 95 . 0 t t − = σ 方程式 5
Lau, H.S. and Somarajan, C.(1995)認為 Perry, C. and Greig, I. (1975)所推 導的公式較原始的三時估計法好,因為作業時間歷史資料容易取得且不受極 端值的影響,當資料型態近似鐘型貝他(Bell-Shape Beta)分配特別適用,但不 適合於U 型與 J 型的資料型態分佈。 在確認作業以及所需資源方面,由於個案公司的工作中心(Work Center) 為發動機各項維修作業實際發生地點,並設置特定的維修設備、工具及技術 人員,郭秀貴等(2003)依此針對個案公司 C 系列發動機實體維修部分,所需 耗用的資源、相依關係、維修路徑屬性建構出作業基礎成本(Activity-Based Costing,簡稱 ABC)資訊系統,計算出各工作中心的成本費率,並繪製發動
機維修流程示意圖,如圖3 所示。Kaplan, R.S. and Cooper, R.(1998)認為利用
ABC 所提供的資訊,可協助企業進行營運性作業基礎管理與策略性作業基礎 管理,簡而言之,即「用對的方法」提高效率、「做對的事情」提高效能;然 而,不同管理目的對於作業認定的詳細程度有所不同,Kaplan 與 Cooper 認 為策略性作業基礎管理系統可能只需要二十到六十項作業,而營運性作業管 理系統較前者多出許多。 本研究參考Kerzner, H.(1995)所提出之 PERT 實施步驟,其中,作業項 目以郭秀貴等(2003)繪製之發動機維修流程示意圖為基礎,再結合個案公司 發動機修護工單,重新定義作業並繪製先行圖。作業時間期望值與變異數則
階段二 階段一 PES 003 發動機 進廠會議 PMS1 002 8000 進廠檢查 (1553) PPS1 001 發動機及文 件接收 PPS 204 計價 PMS1 103 8098 發動機試車 (3189) PMS1 104 8099 最後檢查 (812) PMS1 162 8092 安裝QEC (359) PMS1 102 8002 發動機組裝 (610) PPS 004 工單發行 PMS1 111 8011 FAN 拆解 (480) PMS3 182 7303 航電測試 (907) PMS1 161 8091 移除QEC (476) PMS1 101 8001 發動機拆解 (466) PMS2 121 8021 HPC 拆解 (771) PMS2 131 8031 HPT 拆解 (691) PMS2 141 8041 LPT 拆解 (971) PMS3 151 8051 AGB 拆解 (852) PMS3 171 7301 清洗 (693) NDI 191 8121 非破壞性檢測 (205) PMS3 172 7302 量測檢驗 (613) PMS1 112 8012 FAN 組裝 (550) PMS2 122 8022 HPC 組裝 (915) PMS2 132 8032 HPT 模組 (608) PMS2 142 8042 LPT 組裝 (533) PMS3 152 8052 AGB 組裝 (635) 階段五 PPS 201 發動機 出廠會議 PPS 202 發動機 出廠報告 PE 203 工程技術 報告 PMS3 174 PMS3 173 7305 葉片檢測 (447) MTC 200 7602 料件籌補 PMS2 175 7201 研磨 (1727) PMS2 176 7202 平衡 (633) 課別 編號 工作中心代碼 工作中心名稱 (每小時費率) 維修路徑 E: Engine Level Module Level 維修路徑 M:
Piece Part Level 維修路徑 P: QEC Level 維修路徑 Q: 圖例說明: ` 階段四 階段三 7306 零組件修護 (708) 圖 3:發動機維修修流程示意圖 資料來源:郭秀貴等(民 92)
3. 研究方法
3.1 確認作業與作業時間量測方法
發動機實際維修方法必須依據原廠維修手冊進行,其章節係根據航空運 輸協會規範(Airline Transport Association Specification 100 , ATA-100)依發動 機物件結構針對發動機層級、模組層級、模組單位層級進行三元素六位元編 碼,同時使用維修任務編碼標準系統(Maintenance Task Numbering Standards System)編制成。修護工廠則依據維修手冊編碼進一步制訂修護工單,以便現 場技術人員能參考維修手冊,確保作業正確無誤,以符合飛航安全要求。 工單內容除記載零件件號與序號用以追蹤管制外,尚包含零組件的維修 步驟說明,並記載執行各步驟所必經之工作中心(Work Center)代碼。檢視個 案公司C 系列發動機工單資料庫內容,計有 1,139 張例行性工單共 5,009 筆 維修步驟。 在訂定適用於PERT 分析的作業前,本研究同時考慮發動機各物件維修 進度以及修護工廠各工作中心使用情形,將作業歸類成四種形式:A 類作業 --單一工單在固定一處工作中心、B 類作業--單一工單跨多處工作中心、C 類 作業--工單群組在固定一處相同工作中心、D 類工單--工單群組跨多處工作中 心,整理如表1 所示。四種作業型式說明如下: 表 1:作業分類表 固定一處工作中心 多處工作中心 單一工單 A 類作業 B 類作業 群組工單 C 類作業 D 類作業 A 類作業--單一工單在固定一處工作中心 工單的所有維修步驟均在固定一處工作中心進行,如圖4 所示。此類 作業主要發生在發動機、模組、模組單位的組裝作業,作業時間的量測是 以最早開始維修步驟之開始時間為始,以最晚完工步驟之結束時間為末。
時間 步驟1 步驟2 步驟3 工單a
作業A
0
t
圖 4:A 類作業--單一工單在固定一處工作中心示意圖 B 類作業--單一工單跨多處工作中心 當工單維修步驟會經過多處工作中心時,必須將工單做切割,同時在 相同工作中心進行的連續步驟予以合併,如圖5 中工單 b 有四項維修步驟, 其中,步驟1、2 在工作中心 8022 進行,步驟 3 在工作中心 7202 進行,步 驟4 在工作中心 7201 進行,因此可分別定義成作業 B、作業 C、作業 D 三 項。此類作業主要發生在HPC、HPT、LPT 三個模組定子(Stator)與轉子(Rotor) 的組裝作業。以組裝 HPC 轉子為例,需先將轉子葉片(blade)做初步組裝 (8022),之後進行動/靜平衡(7202),最後再進行研磨(7201)。此類作業時間 的量測係先將工單的步驟依照工作中心改變做切割區分,再分別計算其工 時。 時間 步驟1 (8022) 步驟2 (8022) 步驟3 (7202) 工單b 作業B 0 步驟4 (7201) 作業C 作業D t1 t2 t3 圖 5:B 類作業--單一工單跨多處工作中心示意圖C 類作業--工單群組在相同工作中心
當部分工單可同時平行處理,如圖6 左邊之工單 c 與工單 d,或部分
工單有特定先後順序,如圖6 右邊工單 e 完成後才能進行工單 f。由於可以
在相同工作中心同時/依序進行,因此可將此類工單群組化分別合併為作業 E/F 。 前 者 主 要 發 生 在 發 動 機 QEC(Quick Engine Change) 與 外 部 管 件 (External Hardware Component)回裝作業,後者主要發生在發動機試車、出 廠檢查作業。此類作業時間的量測是以最早開始工單之維修步驟的開始時 間為始,以最晚結束工單之維修步驟的結束時間為末。 作業F 步驟1 步驟2 步驟3 步驟4 工單e 工單f 步驟1 步驟2 步驟3 時間 0 t t 時間 步驟1 步驟2 步驟3 步驟4 工單c 步驟1 步驟2 步驟3 工單d 作業E 0 ta tb a b 圖 6:C 類作業--工單群組在相同工作中心示意圖 D 類作業—群組工單跨多處工作中心 當部分工單可同時進行,但其維修步驟又需跨多處工作中心,如圖7 中工單g、工單 h 都有三項維修步驟,而且都是步驟 1 在工作中心 7301 進 行,步驟2 在工作中心 7302 進行,步驟 3 在工作中心 8121 進行,則可分 別定義成作業 G、作業 H、作業 I 三項。然而,此類作業並未在發動機組 裝階段出現,而是主要發生在發動機拆解階段,當發動機進行重度翻修或 中度維修時,發動機拆解至零附件,為避免遺失,其維修作業--清洗(7301)、 量測 (7302)、檢查(8121)均按照所屬模組做批次處理。此類作業時間的量 測係先將工單的步驟依照工作中心改變做切割區分,分別計算以工單群組 中最早開工時間為始、最晚完工時間為末。
工 單 g 作 業 G 作 業 H 作 業 I 時 間 0 t t t 步 驟 1 ( 7 3 0 1 ) 步 驟 2 ( 7 3 0 2 ) 步 驟 3 ( 8 1 2 1 ) 步 驟 1 ( 7 3 0 1 ) 步 驟 2 ( 7 3 0 2 ) 工 單 h 步 驟 3 ( 8 1 2 1 ) 1 2 3 圖 7:D 類作業--群組工單跨多處工作中心示意圖
3.2 確認作業相依性繪製網路先行圖
本研究參考維修手冊並和技術人員進行現場訪談,將所確認之作業依照 相依性繪製先行圖。以HPC 模組組裝為例,首先將有關 HPC 之維修工單與 所需使用之工作中心彙整,利用3.1 節確認作業方式,訂定出 22 項 HPC 模 組組裝作業,如表2 所示。 依據維修手冊,在完成HPC 的組裝前需先將 HPC 的五項模組單位組裝完成—轉子、定子、CRF (Compressor Rear Frame)、燃燒器(Combustor)、HPT
第1 級噴嘴(Nozzle),作業代碼依序為 02X-15、02X-18、02X-19、02X-20、 02X-21。除了後三項的作業地點都固定在一處工作中心(8022、8022、8032) 外,前兩項在組裝過程中會有跨多處工作中心的情形發生。 其中,由於轉子共有14 級葉片,可分為五部分—第 1 級、第 2 級、第 3-9 級、第 10 級、第 11-14 級,因此各部分可以先分別進行組裝(02X-02~ 02X-06)、靜/動平衡(02X-07~02X-11),再組裝成轉子(02X-12),之後需先 做初步動平衡(02X-13)與研磨(02X-14),經過最終平衡(02X-15)才算 完成。至於定子部分,則是先進行組裝(02X-16),再進行研磨(02X-17),最後 將葉片尖端磨銳(02X-18)才可與轉子結合,進而與其他模組單位組合完成 HPC 的組裝作業,有關 HPC 模組組裝作業先行圖如圖 8 所示。
02X 02X-12 (8022) C-72-31-00-400-02 0120~0210 02X-13 (7202D) C-72-31-00-400-02 0220~0250 02X-14 (8022) C-72-32-00-400-01 0000~9999 02X-15 (7201R ) C-72-31-00-400-02 0260~0330 02X-16 (7201S ) C-72-32-00-400-02 0010~0040 02X-17 (8022) C-72-34-00-400-01 0000~9999 02X-18 (8022) C-72-00-41-400-01 0000~9999 02X-20 (7202D) C-72-31-00-400-02 0340~0380 02X-21 (8022) C-72-32-00-400-02 0050~0060 02X-22 (8022) C-72-00-02-400-02 0000~9999 02X-99 (8002) C-72-00-02-400-01 0000~9999 圖例說明: 02X-19 (8032) C-72-00-51-400-01 0000~9999 02X-01 (8022) C-72-31-00-400-02 0010 02X-02 (8022) C-72-31-00-400-02 0020 02X-03 (8022) C-72-31-00-400-02 0030 02X-04 (8022) C-72-31-00-400-02 0040 02X-05 (8022) C-72-31-00-400-02 0050 02X-06 (8022) C-72-31-00-400-02 0060 02X-07 (7202S) C-72-31-00-400-02 0070 02X-08 (7202S) C-72-31-00-400-02 0080 02X-09 (7202S) C-72-31-00-400-02 0100 02X-10 (7202D) C-72-31-00-400-02 0090 02X-11 (7202D) C-72-31-00-400-02 0110 作業編號 (工作中心代碼) 工單編號 維修步驟 圖 8:HPC 模組組裝作業先行圖
3.3 確認要徑作業
在估計作業期望時間與標準差方面,本研究依 3.1 節作業時間量測方 法,以個案公司2002 年發動機維修工單工時資料為依據,求得各項作業資料 分佈型態,取得各作業第5、50、95 百分位數,利用 Perry 與 Greig(1975)所 提出的作業時間估計方法,得到各項作業期望時間與標準差。 在資源限制方面,本研究以工作中心為資源,除研磨(7201)與平衡(7202) 為HPC、HPT、LPT 共用外,其餘工作中心皆設有專責處理特定模組的設備 與技術人員,其中,因機台功能與技術人員限制,研磨中心可再區分為轉子 研磨中心(7201R)與定子研磨中心(7201S),平衡中心可再區分為動平衡中心 (7202D)與靜平衡中心(7202S);而各工作中心每班工作小組組數,則為可同 時進行之最大作業量,整理如表3 所示。作業代碼 作業名稱 工作中心 前項作業代碼 後項作業代碼 作業類別 02X-01 HPC 轉子初步組裝 8022 料件籌補 02X-02~ 02X-06 B 02X-02 第1 級轉子葉片組裝 8022 02X-01 02X-07 B 02X-03 第2 級轉子葉片組裝 8022 02X-01 02X-08 B 02X-04 第3-9 級轉子葉片組裝 8022 02X-01 02X-09 B 02X-05 第10 級轉子葉片組裝 8022 02X-01 02X-10 B 02X-06 第11-14 級轉子葉片組裝 8022 02X-01 02X-11 B 02X-07 第1 級轉子靜平衡 7202S 02X-02 02X-12 B 02X-08 第2 級轉子靜平衡 7202S 02X-03 02X-12 B 02X-09 第3-9 級轉子動平衡 7202D 02X-04 02X-12 B 02X-10 第10 級轉子靜平衡 7202S 02X-05 02X-12 B 02X-11 第11-14 級轉子動平衡 7202D 02X-06 02X-12 B 02X-12 HPC 轉子組裝 8022 02X-07~ 02X-11 02X-13 B 02X-13 HPC 轉子初步動平衡 7202D 02X-12 02X-14 B 02X-14 HPC 轉子葉片研磨 7201R 02X-13 02X-15 B 02X-15 HPC 轉子最終動平衡 7202D 02X-14 02X-22 B 02X-16 HPC 定子初步組裝 8022 料件籌補 02X-17 A 02X-17 HPC 定子研磨 7201S 02X-16 02X-18 B 02X-18 磨銳定子葉片尖端 8022 02X-17 02X-22 B 02X-19 CRF 組裝 8022 料件籌補 02X-22 A 02X-20 燃燒器組裝 8022 料件籌補 02X-22 A 02X-21 HPT 第 1 級噴嘴組裝 8032 料件籌補 02X-22 A 02X-22 HPC 組裝 8022 02X-15, 02X-18, 02X-19~ 02X-22 02X-23 A 02X-99 HPC 回裝發動機 8002 02X-22 00X-01 A 在工作班表方面,本研究假設修護工廠每日兩組工作班表輪班,共計 16 小時,扣除晨會、工作交接會議、休息用餐、工具準備/歸位時間,每日 實際有效工作時間為12 小時。
在作業排程方面,由於發動機組裝為發動機維修第四階段,在此之前為 階段三:「料件籌補」階段,就航空公司與修護工廠而言,原件回裝率越高則 其備用零件庫存成本越低。因此,本研究以組裝時間最短為目標,將各作業 依照其相依性,採後推式排程方法,由組裝完成為起點,反時序方向倒推各 項作業的時程安排,使各模組有充分的料件籌補時間,提升發動機原件回裝 率。 表 3:組裝工作中心資源表 工作中心代碼 工作中心名稱 每班工作小組/人數 7201R 轉子研磨中心 1 組/2 人 7201S 定子研磨中心 1 組/2 人 7202D 動平衡中心 1 組/2 人 7202S 靜平衡中心 1 組/2 人 7303 航電測試中心 1 組/2 人 8012 FAN 模組組裝中心 3 組/6 人 8022 HPC 模組組裝中心 3 組/6 人 8032 HPT 模組組裝中心 3 組/6 人 8042 LPT 模組組裝中心 3 組/6 人 8052 AGB 模組組裝中心 3 組/6 人 8002 發動機組裝中心 1 組/4 人 8092 QEC/外部管件回裝中心 1 組/4 人 8098 發動機試車中心 1 組/4 人 8099 發動機出廠檢驗中心 1 組/4 人
4. 研究結果與分析
4.1 發動機重度翻修之組裝時間
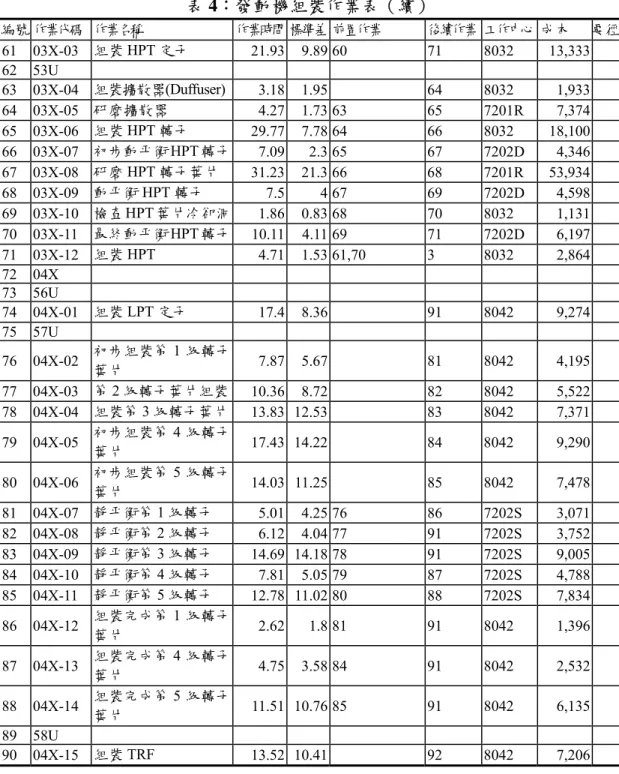
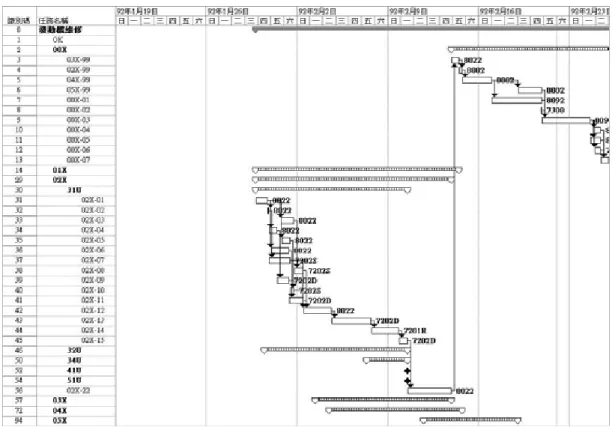
當發動機維修範圍為重度翻修時,除FAN 模組外,其餘四具模組均進 行重度翻修。此時,發動機組裝範圍最廣、組裝時間不確定最高,最能評估 修護工廠組裝時間上限。本研究依上述方法,將各項作業、期望時間、標準 差、相依作業、工作中心、預估作業成本以及是否為要徑作業整理如表4 所 示,依排程準則所得之發動機組裝作業甘特圖如圖9 所示。 由於目前個案公司尚未建置「組裝燃燒器」(02X-20)、「組裝 HPT 第 1 級噴嘴」(02X-21)之維修能量,以委外維修處理,因此表 4 中這兩項作業時 間為0 小時。另外,「動平衡第 11-14 級轉子」(02X-11)與「動平衡第 3-9 級平衡工作中心」(7202D),且其後續作業皆為「組裝 HPC 轉子」(02X-12), 受限於資源限制,兩項作業需依序完成後才能進行後續作業,故「動平衡第 11-14 級轉子」(02X-11)列為要徑作業。 由表4 與圖 9 可得知,當發動機為重度翻修時,HPC 模組需最早完成 料件籌補,AGB 模組可最晚完成料件籌補。要徑發生在 HPC 轉子組裝(模組 單位層級)、HPC 模組組裝(模組層級)、發動機組裝、測試與出廠檢查(發 動機層級)。組裝時間為454.25 小時(37.85 天),標準差為 350.47 小時(29.21 天),組裝成本約 1,492,398 元。若修護工廠欲在 600 小時(50 天)完成發動 機的組裝作業,其機率為0.66。 圖 9:發動機組裝要徑作業甘特圖(發動機重度翻修)
表 4:發動機組裝作業表 編號 作業代碼 作業名稱 作業時間 標準差 前置作業 後續作業 工作中心 成本 要徑 1 OK 2 00X 3 03X-99 結合 HPT 與 HPC 9.03 3.39 71,56 4 8022 8,262 是 4 02X-99 結合 HPC、HPT 與 FAN 5.81 1.91 3,28 5 8002 3,544 是 5 04X-99 安裝 LPT 41.81 40.72 4,93 6,7 8002 25,504 是 6 05X-99 安裝 AGB 33.85 32.44 99,97,98,5 9 8002 20,649 7 00X-01 安裝 QEC 69.26 56.48 5 9 8092 24,864 是 8 00X-02 組裝後端發動機結合座 3.01 1.15 9 7308 2,730 9 00X-03 發動機試車 65.34 67.67 7,6,8 10,11,12 8098 208,369 是 10 00X-04 檢查葉片 FAN 第 1 級風扇 6.89 8.5 9 13 8099 5,595 11 00X-05 試車後檢查 13.11 14.93 9 13 8099 10,645 是 12 00X-06 航電測試 1.76 1.16 9 13 7303 1,596 13 00X-07 出廠檢查 12.51 8.9 10,12,11 8099 10,158 是 14 01X 15 01X-01 組裝 FAN 框架 21.91 17.3 16 8012 12,051 16 01X-02 安裝前端與中央軸 26.93 19.55 15 19 8012 14,812 17 01X-03 安裝第 1 級軸承閉鎖 2.90 2.2 18 20 8052 1,842 18 01X-04 組裝增壓器第葉片 2-5 級 18.99 10.51 17 8052 12,059 19 01X-05 安裝增壓器定子 3.08 0.64 16 20 8012 1,694 20 01X-06 組裝增壓器定子與轉子 7.74 2.21 19,17 22 8012 4,257 21 01X-07 結合軸承與增壓器 6.67 2.22 22 8012 3,669 22 01X-08 安裝整流罩 47.92 22.79 20,21 27,25 8012 26,356 23 01X-09 安裝 CVT 58.30 24.44 27,25 8012 32,065 24 01X-10 安裝驅動軸 25.16 19.24 27,25 8012 13,838 25 01X-11 組裝完成 FAN 74.25 50.01 22,24,23 28 8012 40,838 26 01X-12 組裝前端發動機結合 座 11.93 4.76 27 7308 10,821 27 01X-14 安裝前端發動機結合座 16.19 16.45 22,26,24,23 28 8092 5,812 28 01X-15 檢查葉片 FAN 第 1 級風扇 5.05 2.56 27,25 4 8002 3,081 29 02X 30 31U
編號 作業代碼 作業名稱 作業時間 標準差 前置作業 後續作業 工作中心 成本 要徑 31 02X-01 初步組裝 HPC 轉子 15.31 21.61 32,33,34,35,36 8022 14,009 是 32 02X-02 組裝第 1 級轉子葉片 2.71 1.61 31 37 8022 2,480 33 02X-03 組裝第 2 級轉子葉片 17.86 11.05 31 38 8022 16,342 34 02X-04 組裝第片 3-9 級轉子葉 8.91 4.44 31 39 8022 8,153 是 35 02X-05 組裝第片 10 級轉子葉 9.26 6.41 31 40 8022 8,473 36 02X-06 組裝第葉片 11-14 級轉子 21.70 8.99 31 41 8022 19,856 37 02X-07 靜平衡第 1 級轉子 18.83 22.9 32 42 7202S 11,543 38 02X-08 靜平衡第 2 級轉子 8.23 5.2 33 42 7202S 5,045 39 02X-09 動平衡第 3-9 級轉子 13.04 11.92 34 42 7202D 7,994 是 40 02X-10 靜平衡第 10 級轉子 6.97 7.14 35 42 7202S 4,273 41 02X-11 動平衡第子 11-14 級轉 16.52 9.68 36 42 7202D 10,127 是 42 02X-12 組裝 HPC 轉子 39.31 22.86 37,38,39,40,41 43 8022 35,969 是 43 02X-13 初步動平衡子 HPC 轉 43.21 22.28 42 44 7202D 26,488 是 44 02X-14 研磨 HPC 轉子葉片 30.82 18.08 43 45 7201R 53,226 是 45 02X-15 最終動平衡 HPC 轉 子 6.15 2.65 44 56 7202D 3,770 是 46 32U 47 02X-16 初步組裝 HPC 定子 39.6 20.47 48 8022 36,234 48 02X-17 研磨 HPC 定子 38.06 19.35 47 49 7201S 65,730 49 02X-18 磨銳定子葉片尖端 12.29 9.37 48 56 8022 11,245 50 34U 51 02X-19 組裝 CRF 57.11 22.92 56 8022 52,256 52 41U 53 02X-20 組裝燃燒器 0 56 8022 0 54 51U 55 02X-21 組裝 HPT 第 1 級噴嘴 0 56 8022 0 56 02X-22 組裝 HPC 62.31 42.95 51,49,45,53,55 3 8022 57,014 是 57 03X 58 52U 59 03X-01 初步組裝 HPT 定子 18.98 8.25 60 8032 11,540 60 03X-02 研磨 HPT 定子 83.99 20.86 59 61 7201S 145,051
表 4:發動機組裝作業表(續) 編號 作業代碼 作業名稱 作業時間 標準差 前置作業 後續作業 工作中心 成本 要徑 61 03X-03 組裝 HPT 定子 21.93 9.89 60 71 8032 13,333 62 53U 63 03X-04 組裝擴散器(Duffuser) 3.18 1.95 64 8032 1,933 64 03X-05 研磨擴散器 4.27 1.73 63 65 7201R 7,374 65 03X-06 組裝 HPT 轉子 29.77 7.78 64 66 8032 18,100 66 03X-07 初步動平衡 HPT 轉子 7.09 2.3 65 67 7202D 4,346 67 03X-08 研磨 HPT 轉子葉片 31.23 21.3 66 68 7201R 53,934 68 03X-09 動平衡 HPT 轉子 7.5 4 67 69 7202D 4,598 69 03X-10 檢查 HPT 葉片冷卻洞 1.86 0.83 68 70 8032 1,131 70 03X-11 最終動平衡 HPT 轉子 10.11 4.11 69 71 7202D 6,197 71 03X-12 組裝 HPT 4.71 1.53 61,70 3 8032 2,864 72 04X 73 56U 74 04X-01 組裝 LPT 定子 17.4 8.36 91 8042 9,274 75 57U 76 04X-02 初步組裝第葉片 1 級轉子 7.87 5.67 81 8042 4,195 77 04X-03 第 2 級轉子葉片組裝 10.36 8.72 82 8042 5,522 78 04X-04 組裝第 3 級轉子葉片 13.83 12.53 83 8042 7,371 79 04X-05 初步組裝第葉片 4 級轉子 17.43 14.22 84 8042 9,290 80 04X-06 初步組裝第5 級轉子 葉片 14.03 11.25 85 8042 7,478 81 04X-07 靜平衡第 1 級轉子 5.01 4.25 76 86 7202S 3,071 82 04X-08 靜平衡第 2 級轉子 6.12 4.04 77 91 7202S 3,752 83 04X-09 靜平衡第 3 級轉子 14.69 14.18 78 91 7202S 9,005 84 04X-10 靜平衡第 4 級轉子 7.81 5.05 79 87 7202S 4,788 85 04X-11 靜平衡第 5 級轉子 12.78 11.02 80 88 7202S 7,834 86 04X-12 組裝完成第葉片 1 級轉子 2.62 1.8 81 91 8042 1,396 87 04X-13 組裝完成第葉片 4 級轉子 4.75 3.58 84 91 8042 2,532 88 04X-14 組裝完成第葉片 5 級轉子 11.51 10.76 85 91 8042 6,135 89 58U 90 04X-15 組裝 TRF 13.52 10.41 92 8042 7,206
編號 作業代碼 作業名稱 作業時間 標準差 前置作業 後續作業 工作中心 成本 要徑 91 04X-16 動平衡 LPT 22.75 8.2486,82,83,87,88,74 92 7202D 13,946 92 04X-17 組裝完成 LPT 51.95 47.66 91,90 93 8042 27,689 93 04X-18 檢查油槽、油管 0.82 0.4 92 5 8042 437 94 05X 95 05X-01 組裝 IGB 24.93 8.03 97 8052 15,831 96 05X-02 組裝 TGB 29.27 23.11 97 8052 18,586 97 05X-03 組裝 AGB 58.48 20.09 95,96 6 8052 37,135 98 05X-04 安裝 AGB 零件 55.36 25.61 6 8052 35,154 99 05X-05 測試 AGB 45.73 27.91 6 8052 29,039
4.2 不同維修範圍對發動機組裝時間之影響
由於發動機進廠維修範圍不盡相同,本研究進一步分析不同維修範圍對 發動機組裝時間之影響。從4.1 節分析結果可知,HPC 模組構造複雜、作業 繁瑣,其維修範圍最可能影響發動機組裝時間,但因 HPT 模組組裝作業與 HPC 之作業有多項共用資源,且 HPT 模組完成料件籌補日期僅次於 HPC 模 組,因此,在搭配 HPC 模組特定維修範圍的情況下,HPT 模組的維修範圍 亦有可能影響發動機組裝時間。以下本研究將分別討論之。 4.2.1 HPC 轉子(31U)由重度翻修改為中度維修 若維修範圍維持不變,僅HPC 轉子(31U)由重度翻修改為中度維修,則 可省去HPC 轉子各級葉片的組裝與平衡作業(02X-01~02X-12),直接由初步 動平衡HPC 轉子(02X-13)開始即可。 由於「研磨HPC 定子」(02X-17)與「研磨 HPT 定子」(03X-02)皆使用 「定子研磨中心」(7201S),受到資源限制,同時間僅能進行一項作業,兩項 作業需依序完成後才能各自進行後續作業。然而,後者所需時間比前者長, 若先進行後者,發動機組裝完成時間為438.98 小時(36.58 天);反之,組裝時 間可縮短為405.16 小時(33.76 天),標準差數 266.1 小時(22.18 天)。雖然 HPC 與 HPT 定子組裝作業在先行圖上並無相依性存在,但因定子研磨中心的限 制,使得要徑作業有跨模組的情形產生。圖 10:發動機組裝要徑作業甘特圖(發動機重度翻修,HPC 轉子中度維修) 由圖10 可發現,僅 HPC 轉子維修範圍由重度翻修改為中度維修,HPC 模組的料件籌補完成日期便可增加3 日,發動機組裝時間縮短 49 小時,組裝 時間標準差亦減少84 小時。若修護工廠欲在 600 小時(50 天)完成發動機 的組裝作業,其機率可達0.77。 4.2.2 HPC 轉子中度維修+HPC 定子中度維修 (或 HPT 定子基本維護) 若HPC 定子(32U)維修範圍為中度維修時,可省去「初步組裝 HPC 定 子」作業(02X-16);若 HPT 定子(52U)維修範圍為基本維護時,可省去相關組 裝作業(03X-01~03X-03)。其結果要徑作業都將發生在 FAN 模組組裝作業 上,如圖11 所示。 此時發動機組裝時間將縮短為394.72 小時(32.89 天),標準差 305.67 小
致發動機組裝完成時間變異隨之增加。若修護工廠欲在600 小時(50 天)完 成發動機的組裝作業,其機率下降至0.74。 圖 11:HPC 轉子中度維修+HPC 定子中度維修 (或 HPT 定子基本維護)
4.3 趕工需求下修護工廠因應策略
為縮短發動機組裝時間,修護工廠可採行「非原件回裝」(改變要徑作 業)或增加組裝產能(技術人員加班、購買機器)方式。前者需負擔備用零 件庫存成本,後者則是增加薪資、資本支出。以下本研究將分別討論不同因 應策略對縮短發動機組裝時間的影響。 4.3.1 「非原件回裝」縮短發動機組裝時間 發動機結構設計原理是採取模組化導向,每個模組均有特定序號,其中 FAN 模組序號即代表發動機序號,因此,除 FAN 模組外,修護工廠可利用 「非原件回裝」方式,亦即將備用模組回裝至發動機,經發動機試車通過後, 可掛載航空器再度服役。就組裝階段而言,採用備用模組回裝,亦即代表省 略由零件回組成模組單位再回組成模組的多項組裝作業,且可將部分資源讓 出給其他模組使用,其作用類似 4.2 節所提不同維修範圍對縮短組裝時間的 影響。 由4.2 節可知,欲採行「非原件回裝」縮短組裝時間,最有效的方式為使用 HPC 備用模組,則發動機組裝要徑將發生在 FAN 模組上(同圖 11 所 示)。若是使用HPT 或 LPT 或 AGB 備用模組,因其組裝作業並不在要徑上, 對縮短發動機組裝時間並無助益。此外,由於FAN 模組即代表發動機,在實 務上並無FAN 備用模組存在,因此,以 HPC 備用模組回裝發動機為最終且 最佳的因應策略,發動機組裝時間將可縮短為394.72 小時(32.89 天),標準差 305.67 小時(25.47 天)。 4.3.2 增加組裝產能縮短發動機組裝時間 增加組裝產能可從技術人員加班與增加機器設備兩方面探討。採取技術 人員加班方式,可使每日工作時數增加,進而使發動機組裝完成日期縮短; 針對多項模組組裝所共用之資源採取增加機器設備,可提昇工作中心同時處 理的維修作業量,以下分別討論之。 1. 增加機器設備 由表 4 可知, HPC、HPT、LPT 三項模組均需共用 7201R、7201S、 7202D、7202S,由表 3 可知,上述四項資源同時間處理作業量僅能一項,若 各增加3 組機器設備與操作技術人員,應可縮短發動機組裝完成時間。 然而,放寬資源限制後,發動機組裝完成時間由452.45 小時縮短為 452.2 小時(標準差343.10 小時)。購買大量機器設備增加16 名技術人員僅縮短 0.25 小時,探究其原因在於,增加機器設備雖能縮短 HPC 轉子 0.25 小時、HPC 定子36.03 小時、HPT 轉子 13.05 小時、LPT 轉子的組裝時間 15.96 小時,如 圖12 所示,但由於 HPC 轉子組裝為要徑作業,其組裝時間僅縮短 0.25 小時, 未能符合預期有大幅縮短發動機組裝時間的情形發生。
(a)資源增加前 (b)資源增加後 圖 12:修護工廠增加資源前後各組裝作業時程對照
2. 部分工作中心技術人員加班 相對於增加機器設備與配屬操作之技術人員所需付出的成本,技術人員 加班所需付出的成本較低廉許多。假設維持每日兩班的運作方式,但由於技 術人員加班,使得每日實際有效工作時間由原先12 小時提升為 18 小時。本 研究分別考慮各要徑作業所屬工作中心加班對縮短發動機組裝時間的影響, 整理如表5 所示。 表 5:要徑作業加班縮短發動機組裝天數 工作中心 要徑作業 加班前作業時間總和 加班後作業天數 縮短天數 7201R 02X-14 30.82 小時 1.71 天 0.86 天 7202D 02X-09、02X-13、02X-15 62.4 小時 3.47 天 1.73 天 8002 02X-99、04X-99 47.62 小時 2.65 天 1.32 天 8022 03X-99、02X-01、 02X-04、02X-12、02X-22、 134.87 小時 7.49 天 3.75 天 8092 00X-01 69.26 小時 3.85 天 1.92 天 8098 00X-03 65.34 小時 3.63 天 1.82 天 8099 00X-05、00X-07 25.62 小時 1.42 天 0.71 天 其中,發動機組裝要徑可分發動機層級以及模組以下層級兩部分。由表 4、圖 8 可知,發動機層級組裝要徑作業為 03X-99(8022)、02X-99(8002)、04X-99 (8002)、00X-01(8092)、00X-03(8098)、00X-05 (8099)、00X-07(8099)共 216.84 小時(18.07 天),針對所有發動機層級之要徑作業加班,則可縮短為 12.05 天 (標準差10.78 天)。若是針對模組以下層級之組裝要徑作業進行加班,由表 4 、 圖 9 可 知 , 模 組 層 級 組 裝 要 徑 發 生 在 HPC 模 組 , 其 要 徑 作 業 為 02X-01(8022)、02X-04 (8022)、02X-09 (7202D)、02X-11(7202D)、02X-12 (8022)、02X-13(7202D)、02X-14(7201R)、02X-15 (7202D)、02X-22(8022), 共 235.58 小時(19.63 天),針對模組層級以下之要徑作業加班,則可縮短為 15.07 天(標準差 6.39 天),如圖 13 所示。 若考慮將發動機所有要徑作業技術人員加班趕工,則需27.15 天完成發 動機組裝(標準差18.17 天),若修護工廠欲在 50 天內完成發動機的組裝作 業,其機率為0.90。
圖 13:發動機組裝要徑作業趕工
5. 結論與建議
5.1 結論
本研究依據發動機維修手冊,同時考慮發動機各物件維修進度以及修護 工廠各工作中心使用情形,將發動機組裝作業歸類成四種形式與時間量測方
法,並依照發動機結構層級定義出99 項作業,應用 Perr, C and Greig, I.(1975)
提出的作業時間估計方法,計算出各項作業與完成發動機組裝的期望時間與 標準差,修護工廠可依此進一步評估在特定時間內組裝完成的機率,同時, 將各項作業時間乘上所使用工作中心的成本費率,則可估計發動機組裝成 本。以發動機維修範圍為重度翻修為例,其組裝時間為 454.25 小時(37.85 天),標準差為 350.47 小時(29.21 天),600 小時(50 天)內組裝完成機率為 0.66, 組裝成本為1,492,398 元。
此外,本研究探討發動機維修範圍對組裝完成時間的影響,經分析後發 現,由於 HPC 模組構造複雜、作業繁瑣,HPC 模組的維修範圍對發動機組 裝時間長度影響最大,單僅HPC 轉子維修範圍由重度翻修改為中度維修,發 動機組裝時間將縮短15.27 小時,完成時間為 438.98 小時(36.58 天),若再搭 配 HPC 定子中度維修或 HPT 定子基本維護,將可再縮短 44.26 小時成為 394.72 小時(32.89 天)。 最後,本研究研擬趕工需求下修護工廠因應策略—「非原件回裝」、「增 加機器設備」、「部分工作中心技術人員加班」。本研究發現,修護工廠採「非 原件回裝」策略時,使用HPC 備用模組為最有效的方式,發動機組裝時間將 可縮短為394.72 小時(32.89 天);採行「增加機器設備」對於改善要徑作業並 不顯著,整體組裝時間僅縮短0.25 小時,未能符合預期有大幅縮短發動機組 裝時間的情形發生;「部分工作中心技術人員加班」需針對要徑作業趕工才有 最大效益,且僅需特定工作中心幾組技術人員加班即可,修護工廠可在27.15 天內即完成發動機組裝。
5.2 建議
本研究針對發動機維修的組裝階段,採後推式排程方法進行發動機組裝 作業排程,評估修護工廠的組裝時間。然而,發動機修護工廠的維修時間評 估,除組裝階段外尚應考慮發動機拆解、清洗、檢查、維修等時間。在發動 機維修完成特定日期前,以原件回裝率最大的前提下,相對於發動機組裝所 採的後推式排程方法,後續研究可嘗試以前推式排程方法,配合本研究結果, 當HPC 為重度翻修時,給予 HPC 使用資源優先權,進行發動機拆解、維修 作業之排程。 此外,本研究僅針對修護工廠在同時間內僅一具發動機組裝需求,後續 研究可嘗試多具發動機同時進行組裝之時程評估;或在特定組裝完成時間 內,在特定的完成機率下,探討兩具發動機組裝的最適時間間隔。並在多發 動機組裝趕工需求下,發展修護工廠因應策略,重新評估「增加機器設備」 對修護工廠組裝時間的影響。郭秀貴,任維廉,劉禎氣,葉俊廷,林容聖(民 92),「建構民航發動機維修業
作業基礎成本資訊系統-以 A 公司為例」,民航季刊,第五卷第一期,
35-56。
Alpert, M. and Raiffa, H.(1977), “Systematic Search in High-Dimensional Sets”,
SIAM Journal on Numerical Analysis, 14, 296-312.
Gido, J. and Clements J. P. (1999), Successful Project Management, Thomson Learning Inc.
Hillier, F. S. and Lieberman, G. J. (1999), Introduction to Operations Research, McGraw-Hill Company.
Kaplan R. S. and Cooper R. (1997), “Using Integrated Cost Systems to Drive Profitability and Performance”, Cost and Effect, Harvard Business School Press.
Kerzner, H., (1995), “A Systems Approach to Planning, Scheduling, and Controlling”, Project Management,Van Nostrand Reinhold, NY.
Lau, H. S. and Somarajan C.(1995), “A Proposal on Improved Procedures for Estimating Task-Time Distributions in PERT”, European Journal of
Operational Research, 85, 39-52.
Malcolm, D. G., Roseboom, C. E., Clark, C. E. and Fazar, W.(1959), “Application of a Technique for Research and Development Program Evaluation”,
Operations Research, 7, 646-649.
Schaefer R. and Borcherdige, K.(1973), “The Assessment of Subjective Probability Distribution: A Training Experiment”, Acta Psychologica , 37, 117-129.
Stevenson, W. J. (1999), Production/Operations Management, McGraw-Hill Company.
Distributions in PERT and Decision Analysis”, Management Science, 21, 1477-1480.
Pleguezuelo, R. H., Perez, J. G., Rambaud, S. C.(2003), “A Note on the Reasonableness of PERT Hypotheses”, Operation Research Letters, 31, 60-62.