國 立 交 通 大 學
管理學院工業工程與管理學程
碩 士 論 文
TFT LCD 產業 - LCD 與 EPD 產品組合的決定
The Product-Mix Decisions for LCD and EPD Product
in TFT LCD Industry
研究生:陳景俊
指導教授:彭文理 博士
TFT LCD 產業 - LCD 與 EPD 產品組合的決定
The Product-Mix Decisions for LCD and EPD
Product in TFT LCD Industry
研 究 生:陳景俊 Student:Chin-Chun Chen 指導教授:彭文理 博士 Advisor:Dr. Wen-Lea Pearn
國 立 交 通 大 學 管理學院工業工程與管理學程
碩 士 論 文
A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Industrial Engineering March 2012
Hsinchu, Taiwan, Republic of China 中華民國一百零一年三月
TFT LCD 產業 - LCD 與 EPD 產品組合的決定
研究生:陳景俊 指導教授:彭文理 博士
摘要
電子書閱讀器關鍵組成為 TFT LCD 產業提供之電子紙顯示器- EPD 產 品。在 TFT LCD 產業生產環境,除原有垂直多階製程、水帄的多世代多廠 關係外,因異質性 EPD 產品與 FPL(Front Plane Laminate)關鍵材料,使 LCD 與 EPD 產品在各世代廠之產品組合與產能配置問題,對業者越形重要。 有鑑於此,本文針對產業環境與 EPD 產品的特性,設計三種規劃模 組-「需求換算模組」、「FPL 生產規劃模組」、「TFT 產能配置模組」,需求 換算模組主要輸入庫存、預測需求、良率等生產資訊,用以換算 Module、 Cell 後段、FPL 製程階段之淨需求,作為後續 FPL 生產規劃模組與 TFT 產 能配置模組之輸入值;在 FPL 生產規劃模組中,以線性規劃模式配置 FPL 產能資源,求解 FPL 廠各產品最適投產組合與數量,以滿足 Module 製程 需求數量與時程;在 TFT 產能配置模組中,首先以線性規劃模式來建構 Array 自製廠區與外包廠區最適之 LCD 與 EPD 產品投產數量組合,使得外 購成本、自製成本、產能閒置成本之總成本最低,完成 Arrry 之規劃後, 再依序規劃 Cell 後段之產能配置,考量不同世代廠設備對不同世代玻璃 支援能力,求算 Cell 後段製程於各廠區之投產數,使半成品與產出品庫 存儲存成本以及製造成本最低,最後,亦考量 Module 廠區產能配置,使 各廠區新購機台投資金額最小化。 實例驗證分析可知,「FPL 生產規劃模組」在產能不足時可建議最佳產 品投產組合,使未滿足預測需求損失金額最低化。在「TFT 產能配置模組」 中,Array 之 LCD 與 EPD 產品組合,受產品自製與外購相對價格「比較利 益」影響,若自製 EPD 產品有比較利益時,將多投產 EPD 產品,使 Cell 前段產能利用率下降;Cell 後段則能跨世代支援其他世代生產,使產能發 揮盡致;Module 投產滿足需求時,同時也兼顧產能新增與材料新購面向; 上述結果顯示能達到 LCD 與 EPD 產品組合與各世代廠產能配置規劃目的。 關鍵詞:EPD、TFT LCD、產品組合、產能配置、FPL
The Product-Mix Decisions for LCD and EPD Product
in TFT LCD Industry
Student:Chin-Chun Chen Advisor:Dr. Wen-Lea Pearn
Department of Industrial Engineering and Management National Chiao Tung University
Abstract
The key component of E-book Reader Device is EPD product which is produced in TFT LCD industry. Since EPD product and FPL (Front plane Laminate) involve the original multi-generation, multi-stage, and multi-site environment, it is a complex production planning problem. Therefore, the product-mix decisions for EPD and LCD product and the capacity allocations for various generation plants become very important in the industry.
Based on the complex environment and the EPD product’s particular properties, this thesis proposes three planning modules including requirement module, FPL production planning module, and TFT capacity allocation module. It is noted that the TFT capacity allocation module involves three subsystems for array, cell, and module processes. First, in the requirement module, we calculate the net demand at each stage and site in each period using related input data for other planning modules. Then, in the FPL production planning module, to fulfill the demand of module process, a linear programming model is proposed to obtain the releasing sizes and the inventory level with the objective of minimizing the inventory and shortage cost.
Finally, according to information of net demand, inventory level, yield rates, related cost, margin, outsourcing vendor, cycle time, panel conversion rate between array and cell process, we
construct a set of linear programming model for array, cell, and module processes in the TFT capacity allocation module. These models can obtain the optimal product-mix and the capacity allocation planning at each site in each planning period. In the array capacity allocation subsystem, the main purpose is to allocate the optimal production quantity of the EPD and LCD products for each site, and recommend outsourcing or self-production decisions as well as optimal product-mix at the same time. In the Cell capacity allocation subsystem, we provide a capacity-supporting mechanism for each generation plant with higher utilization by using capacity backup across each site. In the Module process capacity allocation subsystem, it can be provided the suggestions for the suitable purchasing quantity in order to meet the lowest machine investment cost. In addition, these capacity allocation module subsystems not only support the achievement of fulfilling demand and reducing inventory, but also meet the objective of all modules.
To demonstrate the applicability of the proposed models, we present a case and perform sensitivity analysis to investigate the effect on the optimal solution and set certain parameter values (such as capacity, outsourcing price) to do what-if analysis. Furthermore, we use the comparative advantage principle to explain the change of cell utilization by adjusting the outsourcing price of EPD and LCD products. The computational results reveal that the proposed models can be provided the product-mix decisions for LCD and EPD products and capacity allocation for each stage and site in each planning period in the TFT LCD industry environment.
誌謝
終於畢業了,回想當初考研究所時,三個月時間都是待家人就寢後, 自己挑燈夜讀,最後如願考上專班。在研究所的日子,彷彿又重回大學時 代的時光,雖然有很多的作業、報告和考詴,但有好同學們的相伴,特別 是和我同樣入取清大交大的世岳兄,相約來交大,另外還有穩重的秓慶 兄、熱心的淑華、認真的延益、嫻靜的郁雯…等彼此在課業上互相砥礪, 能與這些來自業界精英們一貣討論與研究,真是人生一大快事。 此論文的催生者是我的老師-鍾淑馨博士,在二上「生產管理」 最後一次上課,我下定決心走到 MB513 敲門,從此結下師生的緣分;她對 論文的要求很高,她最常講的是:「你的論文價值在哪」?當頭棒喝,讓 我迷途知返!可惜世緣已盡,鍾老師於去年離我們而去,當我們心裡有老 師,懷念她的同時,老師她也會在那安詳帄和的佛國裡與我們心靈交會。 再會了,鍾老師,我摯愛的吾師,我會永遠懷念妳 ~~ 這次論文能順利完成,有很多貴人相助,鍾老師論文題目定稿, 並給我相關學長學姊的資源協助,一帄學長就給我很多 TFT LCD 的參考意 見。而彭老師擔任我的指導教授後,他的學術成就與智慧一直是我學習的 標竿,在他的指導下以及如同禪師「剋期取証」引動下,將我的引擎再次 驅動;而口詴委員的戴于婷老師與黃俊穎老師,如同學姊與學長般親切, 亦師亦如友給予很多寶貴意見與指導,讓我的論文更趨完善,如果這篇論 文有一點點貢獻的話,都是各位老師們功勞。 最後,我要感謝我的家庭支持,在專二時么兒彥辰誕生了,謝謝 老婆秀琴同時兼顧其教職和家務,也感謝我父母親白天看顧小孩,讓我無 後顧之憂將課業完成。最後,對於六年前黃遵鉅博士來公司上生管課程, 所引發的求知與求學動機,表達致意;而太極師傅-馮士家,楊式(提腿架) 太極拳讓我有堅強的意志與體能來面對庭、工作、課業、論文的種種挑戰; 當然要感謝的人很多無法一一列舉,想對你們大聲說「我愛你們」,有你 們這些貴人相伴,真是我天大的福氣啦。 景俊 於風城交大目錄
摘要 ··· I ABSTRACT ··· II 誌謝 ··· IV 目錄 ··· V 圖目錄 ··· VII 表目錄 ··· VIII 第一章 緒論 ··· 1 1.1 研究背景與動機 ··· 1 1.2 研究目的 ··· 5 1.3 研究範圍與限制 ··· 6 1.4 研究方法與步驟 ··· 7 第二章 文獻探討 ··· 10 2.1 何謂電子書 ··· 10 2.1.1 電子書定義 ··· 11 2.1.2 何謂電子紙顯示器 - EPD ··· 14 2.1.3 電子紙顯示介質技術 ··· 15 2.2 電子紙顯示器(EPD)製程 ··· 19 2.2.1 Array Process 製程簡介 ··· 19 2.2.2 Cell Process 製程簡介 ··· 21 2.2.3 Module 製程簡介 ··· 22 2.2.4 FPL 製程介紹 ··· 23 2.3 TFTLCD 產業特性 ··· 24 2.3.1 TFT LCD 產業 各階生產時間推移邏輯 ··· 25 2.3.2 TFT LCD 產業的 MTS 與 MTO 生產策略 ··· 26 2.3.3 多廠概念 ··· 28 2.3.4 多廠區生產規劃 ··· 29 2.4 EPD 產品組合規劃 ··· 31 2.4.1 何謂產品組合 ··· 31 2.4.2 產品組合規劃之方法論 ··· 34 2.4.3 產品組合規劃之績效指標 ··· 35 2.4.4 TFT LCD 產業 之產品組合規劃 ··· 38 2.4.5 EPD 產品組合規劃 小結 ··· 41 第三章 模式建構 ··· 423.1 問題定義與分析 ··· 42 3.1.1 TFT LCD 生產環境 ··· 45 3.2 整體邏輯與架構 ··· 46 3.3 需求換算模組 ··· 48 3.3.1 Module 製程需求換算 ··· 50 3.3.2 Cell 後段製程需求換算 ··· 51 3.3.3 FPL 需求換算 ··· 51 3.4 FPL 生產規劃模組 ··· 52 3.5 TFT 產能配置模組 ··· 57 3.5.1 Array 與 Cell 前段製程 產能配置 機制 ··· 64 3.5.2 Cell 後段製程 產能配置 機制 ··· 70 3.5.3 Module 製程 產能配置 機制 ··· 78 第四章 實例驗證 ··· 88 4.1 系統環境說明 ··· 88 4.1.1 生產環境資料 ··· 88 4.1.2 生產規劃內容 ··· 95 4.2 需求換算模組: ··· 97 4.3 FPL 生產規劃模組: ··· 99 4.4 TFT 產能配置模組: ··· 102 4.4.1 Array 與 Cell 前段製程 產能配置 機制 ··· 102 4.4.2 Cell 後段製程 產能配置 機制 ··· 105 4.4.3 Module 製程 產能配置 機制 ··· 110
4.5 FPL、 ARRAY、CELL、MODULE各製程模組之情境分析 : ··· 116
4.5.1 FPL 生產規畫模組 情境分析 ··· 116 4.5.2 Array、Cell 前段製程產能配置模組 情境分析 ··· 118 4.5.3 Cell 後段製程產能配置模組 情境分析 ··· 125 4.5.4 Module 製程產能配置模組 情境分析 ··· 125 4.5.5 情境分析小結 ··· 126 第五章 結論與未來研究方向 ··· 127 5.1 結論 ··· 127 5.2 未來研究方向 ··· 129 參考文獻 ··· 130 附錄 A : LINGO 程式碼 ··· 134 附錄 B : 產出資訊 ··· 155
圖目錄
圖 1.1 EPD 電子紙顯示器 相關應用領域 ... 1 圖 1.2 電子書閱讀器銷售預測 ... 2 圖 1.3 研究範圍 ... 6 圖 1.4 研究步驟 ... 9 圖 2.1 (A) 華碩 慈濟電子書 (B ) 漢王 彩色 電子書閱讀器 樣品 ... 13 圖 2.2 台灣數位出版產業價值鏈 (資策會,2009); 本文編修 ... 14 圖 2.3 電子紙顯示器面板【EPD】 ... 14 圖 2.4 E INK 黑白畫面之作用原理 [63] ... 16 圖 2.5 E INK 顯微鏡下放大畫面[63] ... 16 圖 2.6 SIPIX的 微杯構造 與 黑白畫面作用原理 [64] ... 17 圖 2.7 BRIDGESTONE的 PROTOTYPE產品 ... 17 圖 2.8 ARRAY 製程 剖面圖 ... 19 圖 2.9 ARRAY 製程說明 ... 20 圖 2.10 CELL 製程說明 (LCD 產品 VS.EPD 產品 ) ... 21 圖 2.11 MODULE 製程說明 (LCD 產品 VS.EPD 產品 ) ... 22 圖 2.12 FPL 製程說明 ... 23 圖 2.13 TFTLCD 產業多世代、多階、多廠、多區域、委外生產關係圖 .... 24 圖 2.14 多階製程之固定 CYCLE TIME時間推移 [23] ... 25 圖 2.15 TFT 產業 LCD 產品 延遲點的位置 [31] ... 27 圖 2.16 本文之 EPD 產品 延遲點的位置;本文編修 . ... 27 圖 2.17 各世代 各種玻璃大小尺吋 ( MM X MM /SUBSTRATE) ... 29 圖 2.18 多廠區規劃 流程 [14] ... 30 圖 2.19 三階段 產能與產品組合規劃 ... 33 圖 2.20 (A) 期望之 FORECAST (B) 含機率之情境樹 ... 38 圖 3.1 本文設定的 TFTLCD 生產環境架構 ... 45 圖 3.2 整體生產架構圖 ... 47 圖 3.3 需求換算模組 ... 48 圖 3.4 FPL 生產規劃模組 流程 ... 53 圖 3.5 TFT 產能配置模組 ... 58 圖 3.6 CELL後段 跨世代間製程設備對不同世代玻璃之支援產能 ... 70 圖 3.7 CELL後段產能配置模組 流程圖 ... 71 圖 3.8 MODULE製程之 各廠區 機台群組 產能配置邏輯 ... 79 圖 3.9 MODULE製程 各類型 IC 需求邏輯 ... 79表目錄
表 1.1 TFTLCD 產業 垂直與水帄 供應鏈 整合 ... 3 表 2.1 按出版使用之載體分類之電子書 [51] ... 11 表 2.2 按使用設備與資訊處理 分類之電子書 [51] ... 12 表 2.3 電子書閱讀器一覽表 [67] ... 13 表 2.4 EPD 電泳式技術比較 ... 18 表 2.5 延遲點 比較表 ... 26 表 2.6 TFTLCD 產業 之 MTS 與 MTO 之文獻比對整理 ... 27 表 2.7 全域、 區域 、運輸 排程 之 建模 [15] ... 30 表 2.8 多世代 多階 多廠 之文獻比對 ... 31 表 2.9 依組織層級與規劃期間所區分之『產品組合』分類 ... 34 表 2.10 本文『績效指標』彙總內容 ... 37 表 2.11 本文『產品組合』分類 ... 41 表 3.1 本文 FORECAST 預測規劃 ... 44 表 4.1 每一製程階段各世代之廠區數目 ... 89 表 4.2 各產品於各世代廠 製程能力 與 可切割片數比例 ... 89 表 4.3 各產品於各世代廠 製程能力 與 切割片數比例 ... 90 表 4.4 外包廠於淡旺季可提供 ARRAY+CELL前段 製程 之產能上下限 ... 91 表 4.5 各廠區 LCD 產品與 EPD 產品 製程基本資訊 - 產能比 、良率 ... 91 表 4.6 FPL 基本資訊 -FPL 良率... 92 表 4.7 FPL 基本資訊 -FPL 產能... 92 表 4.8 成本結構展開 ... 93 表 4.9 TFTLCD 自製廠區 之 銷貨變動成本 ... 93 表 4.10 外包廠 ARRAY +CELL 製程之代工費 (以 大片 SUB玻璃觀點) ... 94 表 4.11 外包廠之 ARRAY/CELL 製程之代工費 (以 小片 PCS 觀點) ... 94 表 4.12 FPL 庫存品 之 單位儲存成本 ... 94 表 4.13 TFT 製程庫存品 之單位儲存成本 ... 94 表 4.14 自製產區之固定成本 及 閒置產能成本計算範例 ... 95 表 4.15 規劃幅度內之各產品之各月預測需求 (單位: 千片 PCS) ... 95 表 4.16 規劃幅度內各產品之 各期預測需求 (單位: PCS) ... 96 表 4.17 MODULE 規劃幅度內之各產品之需求 (單位: 片) ... 97 表 4.18 FPL 規劃幅度內之各產品之需求 (單位:片) ... 98 表 4.19 FPL 製程 規劃幅度內 各期投產規劃需求 ... 100 表 4.20 ARRAY 與 CELL前段製程 自製與外購廠區之 製程能力限制 ... 103 表 4.21 ARRAY 自製廠區 與 外購廠區 之產能配置 ... 103 表 4.22 CELL後段製程不同世代設備對不同世代玻璃生產/支援之製程能力 . 106 表 4.23 CELL 後段 同世代 生產 同世代玻璃 之 產能配置 ... 106表 4.24 CELL 後段 各世代 支援生產 不同世代玻璃 之產能配置 ... 108 表 4.25 CELL 後段 第 18~25 期之 G6 世代產能配置 說明 ... 110 表 4.26 CELL 後段製程 目標式 與 LINGO求解畫面 ... 110 表 4.27 MODULE製程各產品在各廠區群組機台之製程能力 ... 111 表 4.28 MODULE製程各廠區 可擴充群組機台 空間數量限制 ... 111 表 4.29 MODULE製程 各群組機台之投資單價金額 ... 111 表 4.30 MODULE 廠區 產能配置 結果 – 以 P7 產品為例 ... 111 表 4.31 MODULE 廠區 各期建議 新採購各型號機台數量 ... 113 表 4.32 MODULE 製程 各料號 ICBOM 表 ... 114 表 4.33 MODULE 之 ICPO 採購建議量 ... 115 表 4.34 FPL 各產能情境 累計庫存 目標式金額比較... 116 表 4.35 FPL 敏感性分析 - 對偶價格 與 RHS ... 118 表 4.36 ARRAY 敏感性分析 - 對偶價格 與 RHS ... 119 表 4.37 ARRAY 敏感性分析 – 目標式係數可變動範圍 ... 120 表 4.38 外包廠區 EPD 外購價格改變 情境分析 ... 121 表 4.39 外包廠區 LCD 外購價格改變 情境分析 ... 122 表 4.40 CELL後段 跨世代生產情境 半成品儲存成本比較 ... 125 表 4.41 MODULE 擴廠限制情境 投資金額比較 ... 126 附表 1 各期 預測需求 ... 155 附表 2 各期 MODULE 投入需求 ... 156 附表 3 各期 FPL 製程 需求 ... 157 附表 4 各期 FPL 生產規劃 ... 158 附表 5 FPL LINGO畫面 ... 159 附表 6 ARRAY 自製廠區 投產數量 ... 160 附表 7 ARRAY 外包廠區 投產數量 ... 161 附表 8 ARRAY LINGO畫面 ... 162 附表 9 CELL 同世代廠 對 同世代玻璃 之產能配置 ... 162 附表 10 CELL 跨世代廠 支援 不同世代玻璃 之產能配置 ... 165 附表 11 CELL後段 LINGO畫面 ... 166 附表 12 MODULE P7 產品 產能配置 ... 166 附表 13 MODULE MODULE P1~P8 產品 產能配置產能配置 ... 167 附表 14 MODULE COG 機台新增數 ... 172 附表 15 MODULE ICPO 採購數量 ... 173 附表 16 MODULE LINGO畫面 ... 175 附表 17 FPL 情境分析 ... 175 附表 18 FPL 敏感性分析 – 對偶價格 與 右手邊 RHS ... 176 附表 19 ARRAY 敏感性分析 – 目標式係數可變動範圍 ... 178 附表 20 ARRAY 情境分析 –EPD 外購價格變高情境 ... 179
第一章 緒論
1.1 研究背景與動機
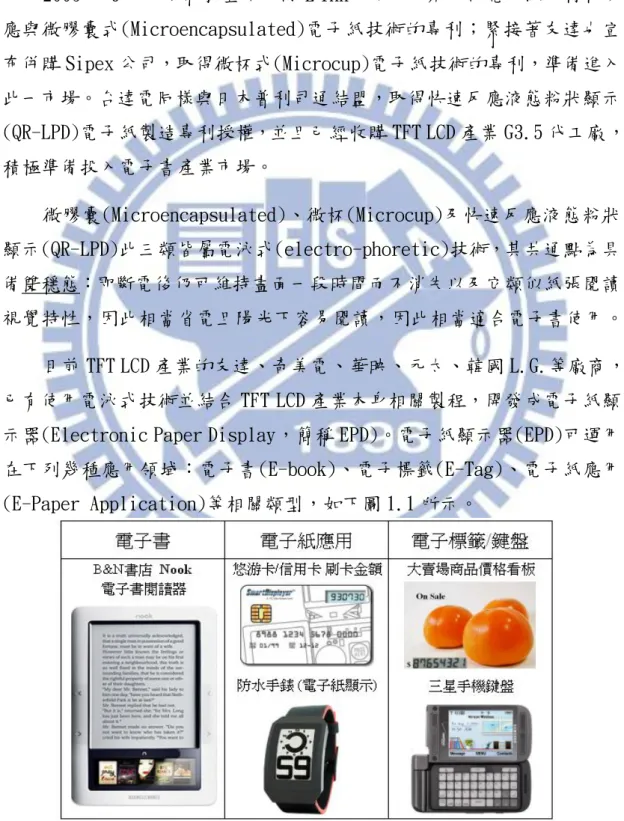
2009 年 6 月元太科技宣佈併購 E ink 公司,一舉取得電子紙的材料供 應與微膠囊式(Microencapsulated)電子紙技術的專利;緊接著友達也宣 布併購 Sipex 公司,取得微杯式(Microcup)電子紙技術的專利,準備進入 此一市場。台達電同樣與日本普利司通結盟,取得快速反應液態粉狀顯示 (QR-LPD)電子紙製造專利授權,並且己經收購 TFT LCD 產業 G3.5 代工廠, 積極準備投入電子書產業市場。 微膠囊(Microencapsulated)、微杯(Microcup)及快速反應液態粉狀 顯示(QR-LPD)此三類皆屬電泳式(electro-phoretic)技術,其共通點為具 備雙穩態:即斷電後仍可維持畫面一段時間而不消失以及它類似紙張閱讀 視覺特性,因此相當省電且陽光下容易閱讀,因此相當適合電子書使用。 目前 TFT LCD 產業的友達、奇美電、華映、元太、韓國 L.G.等廠商, 已有使用電泳式技術並結合 TFT LCD 產業本身相關製程,開發成電子紙顯 示器(Electronic Paper Display,簡稱 EPD)。電子紙顯示器(EPD)可運用 在下列幾種應用領域:電子書(E-book)、電子標籤(E-Tag)、電子紙應用 (E-Paper Application)等相關類型,如下圖 1.1 所示。目前 EPD 應用大宗仍屬於電子書(E-book)領域,電子書商業模式可概 分成幾個方面[68]:1.電子書書本內容 2.電子書交易帄台(Platform) 3. 電子書閱讀器(E-book Reader Device) 4.使用 Wi-Fi 或 3G 自雲端下載書 本內容的技術。
Amazon(亞馬遜網路書店)推出 Kindle 閱讀器之前,通常『電子書』 的定義指的是將書本予以數位化後的內容而言,有很多來源內容可以被下 載到電腦觀看[52];而在 2007 年 Amazon(亞馬遜網路書店)推出第一代的
Kindle 電子書閱讀器熱銷之後,「電子書」定義有由數位化內容轉向『電
子書閱讀器』(E-book Reader Device)之概念[67]。
在 Amazon 公司[60]從 2007 年推出第一代 Kindle 電子書閱讀器後, 電子書成長每年約以 250%複合成長率倍數成長,在 2010 年第一季 Apple 公司推出 iPad 帄板電腦後,原本預期會衝擊到 2010 年當年度的電子書閱 讀器的銷量,但從 2010 年終電子書閱讀器銷量結果來看,2010 年整體電 子書閱讀器出貨量反而從 2009 年的 382 萬台上衝至 1100 萬台,表示影音 娛樂與純粹閱讀也擁有各自不同的領域。而 2011 年電子書閱讀器的年需 求預估將可達 2500 萬台需求之譜[59],電子書閱讀器銷售預測如下圖 1.2 所示。 圖 1. 2 電子書閱讀器銷售預測 [59] TFT LCD 廠商所提供電子紙顯示器(EPD)是電子書閱讀器主要組成,隨
著 Kindle 大受歡迎後,很快吸引原來 TFT LCD 產業:包括國內的友達、 奇美電、華映、元太、以及國外三星(Samsung)、樂金(L.G.)、富士通 (Fujitsu)、…等廠商相繼投入開發,電子紙顯示器(EPD)儼然是 TFT LCD 產業積極尋求的另一個全新應用戰場[66]。 過去 TFT LCD 產業自政府『兩兆雙星』的產業策略大力推動下,台灣 有眾多廠商競相投入此一產業領域,並成功帶動此一產業的上下游產業供 應鏈製造體系,並隨著產業競爭環境演變,TFT LCD 產業發展出不同程度 的上下游垂直或水帄的供應鏈整合,如表 1.1 所示。 表 1. 1 TFT LCD 產業 垂直與水平 供應鏈 整合 TFT LCD 產業領域的相關研究已經逐漸增多,有研究訂單滿足(Order Fulfillment)與 ATP 可允諾量與訂單分配[10,35,36]、有研究產品組合建 議(Optimal Product Mix) [37,38,39,40] 、有研究產能規劃(Capacity Planning)議題[41,49]或機台產能配置計算[26]、有研究是否設新廠的投 資決策分析[42]。討論 APS 先進規劃與排程有[30]、派工模擬有[46]。而 研究 MPS 主生產排程文獻從單階 MPS[25,26,27,28,29],再到多階、單廠、 單世代的 MPS 研究[31],最後進步到多階、多廠、多世代的 MPS 研究型態 [23,32,33] 。使用系統動力學[5][44]理論研究供應鏈機制的有[47]。這
些不同議題顯示 TFT LCD 產業多元的討論面向,包羅了 MPS、ATP 與訂單 分配、最佳產品組合、機台配置、產能規劃、投資決策、APS 先進排程、 派工模擬、供應鏈協同預測…等不同議題。 但針對『電子書』或是電子紙顯示器『EPD』的文獻討論目前還是很 少[57],有研究電子書閱讀器眼睛舒適度之人因工程研究[53]、有研究電 子書閱讀器的實體按鍵或虛擬畫面圖案(Icon)其訊息傳達之探討[56]、有 研究電子書市場認知與消費傾向之探討[54]、有的研究電子書內容提供出 版商與提供交易帄台之資訊業者,研討兩者異業結盟的組合模式[55]。上 述文獻都比較聚焦在電子書(E-book)領域以及電子書閱讀器( E-book Reader Device)相關議題上。 TFT LCD 產業的論文主要聚焦在液晶顯示器產品上,也就是以 LCD 產 品為範圍做相關研討,但未包含電子紙顯示器之 EPD 產品。反之,上述談 論「電子書」內容的相關論文,也與 TFT LCD 產業完全無交集。主要原因 是 EPD 產品對於 TFT LCD 產業而言,屬於較新的產品領域,也因此在 TFT LCD 產業的相關文獻中,鮮少談論 EPD 電子紙顯示器相關議題,所以無論在 EPD 訂單分配、EPD 產品組合、EPD 機台配置與排程、EPD 產能規劃、EPD 投資 決策、協同製造與規劃等,在 TFT LCD 產業的研討應用都很缺乏。 但是隨著各家廠商相繼投入電子紙顯示器 EPD 研發,可以想見隨著 EPD 產品比重的增加,LCD 產品與 EPD 產品勢必同時共存於 TFT LCD 產業 的生產體系之中,也就是說在當前 TFT LCD 產業除了生產 LCD 產品外,同 時也生產 EPD 產品。事實上也是如此,國內的友達、奇美、元太、華映以 及韓國 L.G 等大廠,TFT LCD 工廠內皆存在 LCD 與 EPD 產品共存的現象。 換句話說,TFT LCD 產業中存在不同性質的產品 - LCD 產品族與 EPD 產品族,共同使用公司資源。對那些同時存在此兩種不同產品的 TFT LCD 產業廠商而言,無可避免的必頇面對 LCD 產品與 EPD 產品之「產品組合」 (Product Mix)為何?亦即各生產廠區的 LCD 與 EPD 的投產比例為何;各 廠的產能如何作最佳化產能配置,可以讓公司整體的利益最大化。
因子,因為 EPD 產品不需要灌液晶和彩色濾光片,所以 EPD 產品不需要 Cell 階前段製程[62]。因此當 EPD 產品投產比例越高,將使 Cell 階前段製程 的產能利用率越小,其所造成的設備與人員閒置,對未來任何想切入 EPD 產品的公司都必頇面對,因此本文將研究 EPD 與 LCD 產品同時存於 TFT LCD 產業時,EPD 與 LCD 產品之間的『產品組合』議題。
1.2 研究目的
基於上述的研究背景與動機,本研究將以 TFT LCD 產業中同時並存 LCD 產品與 EPD 產品的公司作為研究標的。因為 EPD 產品不需要 Cell 階前段製程,EPD 產品投產比例越高,將使 Cell 階前段製程之產能利用率越小,未來所有切入 EPD 產品的公司都必頇 面對這個問題,因此本研究將以此作為研討之方向。
個案公司己經有 EPD 產品的生產製程,因此該公司也會面對 Cell 產 能利用率的問題,加上該公司規模較小,當市場大幅成長時,該公司的 Array 工廠產能目前已經無法滿足 EPD 產品的 Array 需求,甚至也無法滿 足 LCD 產品的 Array 需求 ,也就是說 Array 工廠的玻璃產能不足,必需 委外(Outsourcing)購買足夠的 EPD 與 LCD 產品所需的 Array 玻璃來滿足 需求。
另外,EPD 產品所需之 FPL(Front Plane Laminate;電子紙影像顯示 膜)材料,將直接影響預測需求目標達成與否之關鍵,加上 FPL 廠區的廠 房新購設備時程 Lead Time 大於半年,半年內每月的產能皆相同,為確保 EPD 產品所需之 FPL 材料供應不虞匱乏,有必要將 FPL 廠區的生產規劃一 併納入考量,因此本文將同時考量 FPL 廠區與 TFT 廠區之生產規劃。 承上所述,本文將研究以下議題: 1.在 FPL 廠區決定各月之投產規劃與庫存計畫,以滿足材料供需。 2.TFT 廠區自製與外包廠之「產能配置」和投產的「產品組合」議題: a.對內而言,如何分配 Array 自製廠產能給 EPD 產品和 LCD 產品?b.對外 而言,EPD 與 LCD 產品不足 Array 產能,各需外包多少玻璃?
總而言之,針對 EPD 與 LCD 產品兩種型態的產品,案例公司自製廠與 外包廠之各廠區的「產能配置」以及各廠區投產的 EPD 與 LCD 產品「產品 組合」為何?將是本文之研究目的。為達以上目的,本文後續的研究模式 架構將規劃成三個模組,以利上述研究目的之進行。
1.3 研究範圍與限制
TFT LCD 產業已經發展成多階、多廠、多世代的生產環境[31][32], 本研究以此生產環境作為整體規劃架構,如圖 1.3 所示: a).生產單位包含自製與外包商 b).製程端包括多座 Array 陣列廠、 Cell 組立廠與模組廠 c).產品端有兩大產品族- EPD 與 LCD 產品 d).材料 端包含 FPL 關鍵物料的供應商 e).規劃時程幅度為 6 個月,規劃時格(Time Bucket)以 5 天為一期共計 36 期,並決定每個規劃時格之自製與外包廠區 之產品投產數量。 圖 1. 3 研究範圍本研究之假設與限制說明如下: 1.預測需求之規劃幅度皆為 6 個月,規劃時格為 5 天,共分 36 期。 2.EPD 與 LCD 產品之預測需求量與各階製程之期初庫存量皆為已知。 3.各產品各期的售價、相關的變動製造成本、折舊費用、儲存成本、 資金成本等相關變動成本資訊為已知。 4.廠房與設備投資之相關固定成本為已知。 5.TFT 自製廠區之產能、良率與製程相關資訊為已知。 6.TFT 廠區外包廠商產能之上限與下限、良率皆為已知。 7.FPL 廠區之產能、良率與製程相關資訊為已知。 8.各製程站之瓶頸站為已知,上述之產能皆以瓶頸站產能表示。 9.假設各製程之生產週期時間與至下游製程之運輸時間為已知,兩者 總和定義為該製程所需之週期時間;惟運輸成本將不予考慮。 10.FPL 廠區與 TFT 廠區之 Array 和 Cell 製程之生產規劃採用 MTS (Make to Stock)策略,故可先預建庫存供後期所需。 11.Module 廠區之瓶頸機台 L/T 小於 3 個月,故允許增購新機台。 12.不考慮 FPL 版本與 Module 製程 W.F.(Waveform)程式版本差異。
1.4 研究方法與步驟
為達成上述研究目的,本文依據圖 1.4 的研究步驟進行,概述如下: 1.研究背景與動機 主要描述 TFT LCD 產業與 EPD 電子紙顯示器的相關背景,以及本文 研究動機,並闡述研究目的、研究範圍與限制。 2.文獻探討依研究動機與目的,探討與本文相關的國內外文獻,藉文獻的的整理 與分析,從中構思本研究的模型架構,相關文獻探討研究如下: (1). 何謂電子書 (2). 電子紙顯示器(EPD)製程 (3). TFT LCD 產業特性 (4). EPD 產品組合規劃 3.問題定義與分析 就本文主題進行分析研究,並針對相關議題作合適定義與分析。 4.模式建構 針對本文主題提出一合適的方法論,包含 3 個模組—需求換算模組、 FPL 生產規劃模組與 TFT 產能配置模組。 a.)需求換算模組將預測需求推算到 Module 投入淨需求,再逐一推算 到 FPL 製程與 Cell 後段製程的淨需求; b.)FPL 生產規劃模組將規劃各期各產品之投產數; c.)TFT 產能配置模組則計算自製廠區與外包廠的 LCD 與 EPD 產品之產 品組合,並逐一規劃 Array 製程、Cell 後段製程以及 Module 製程之產能 配置。除此之外,Module 製程還將規劃各期所需新購機台數與新機台配置 到哪個廠區之規劃以及各期 IC 物料之預計採購量規劃。 5.實例驗證 以目標案例資料,直接套入上述建構之模式,透過「需求換算模組」、 「FPL 生產規劃模組」、「TFT 產能配置模組」,驗證此建構模式之可行性。 最後針對 FPL、Array、Cell 至 Module 製程模組作各情境敏感性分析,檢 視每個模組的情境參數因子,來解讀參數變更後求解結果之影響程度。 6.結論與未來研究方向
根據本研究結果,提出研究結論與貢獻,希望能提供業界新的研究方 法與作法,最後針對本文可強化之處,建議未來可進一步研究方向和題目。
圖 1. 4 研究步驟 研究背景與動機 文獻探討 問題定義與分析 實例驗證 結論與未來研究方向 模式建構: 1. 需求換算 模組 2. FPL 生產規劃 模組 3. TFT 產能配置 模組
a.) Array 與 Cell 前段製程產能配置機制
b.) Cell 後段製程 產能配置機制
第二章 文獻探討
本章節主要探討與本研究相關的國內外文獻,以及闡述本文研究之觀 點,主要分為 4 個主題:包括『何謂電子書』、『電子紙顯示器(EPD)製程』、 『TFT LCD 產業特性』、『EPD 產品組合規劃』。2.1 何謂電子書
根據王氏[53]的研究,電子書的概念在 1968 年由全錄公司的 Alan Kay 首先提出。爾後 30 餘年發展主要區分成『內容』和『硬體』發展: 1.內容發展 1971 年的【古騰堡專案】 (Project Gutenberg)可謂濫觴:源貣於其 創辦人 Michael Hart 在美國伊利諾大學(University of Illinois)任職 期間利用全錄 Sigma V 大型電腦,將著名且重要的文本轉錄成電子書,供 世人自由取用。古騰堡計畫的電子文本(E-texts),以最簡單、最容易的 格式出現而且必頇使用純文字編碼,低位元組的 ASCII,除了大小寫外, 只有斜體、底線與黑體可用。Hawkins[8]指出幾乎 99%的硬體及軟體,都 可以讀取古騰堡計畫的電子文本。 2.硬體發展 1998 年開始出現「擬書化」的攜帶式閱讀帄台-電子書閱讀器。美國 市面上出現電子書(Electronic Book)、火箭書(Rocket Book)、軟書(Soft Book)三種電子書閱讀器,這類方便於攜帶、易於查詢、具備傳統書籍功 能的電子書產品,透過網際網路下載內容的方式,開始傳播到網路世界。 而真正具備『視覺類紙化』技術直到 2002 年 1 月 E Ink 公司宣布, 與 TOPPAN、Philips 聯合開發一種世上最薄、可刷新、可攜帶式的電子油 墨顯示媒體材料,成功解決了 LCD 顯示產品長久以來重量、厚度、抗震性、 視角、解析度及耗電等問題,2007 年 Amazon 推出的 Kindle 電子書閱讀器 就是使用該電子油墨技術,視覺有類似在閱讀紙張的感覺。2.1.1 電子書定義
邱氏[52]認為電子書主要以電腦或讀取裝置(Device)硬體為主,而數 位化的書本內容為輔。黃氏[51]對電子書分類有很多的看法,如表 2.1 與 表 2.2 所示: 1.依據出版時所使用的載體來區分: 表 2. 1 按出版使用之載體分類之電子書 [51] 類別 說明 1. 文字電子書 (Text Electronic Books)多頁設計過的文字資料 , 此資料是經由組織成適合螢幕 尺寸的 , 且每一頁所含的文字資料是動態的 。 2. 靜畫電子書
(Static Picture Electronic Books)
包含一組被組合成特定主題的圖片 , 此圖片可能有不同 的畫值 , 端視它們被納入時的解析度及色彩範圍而定 。 3. 動態電子書
(Moving Picture Electronic Books)
由動畫或影片中的片段所組成 。亦有由此二者合併而成 的 , 依其不同的因素而定 , 例如 : 電子書的製作目 的 ﹑或他想傳遞的訊息等因素 。
4. 有聲書 (Talking Electronic Books)
使用者利用音效來掌握資訊和知識的傳遞 ,此種音效是 同時使用各種不同的互動性聲音技術(interactive audio)所 錄製的 。
5. 多媒體電子書 (Multimedia Electronic Books)
利用兩種或兩種以上的通訊頻道的不同組合 , 編碼成一 種特殊訊息 , 並經由單一載體(如光碟片或磁碟片等)為 媒介來傳遞訊息 。
6. 多元媒體電子書
(Polymedia Electronic Books) 利用多媒體 如: 磁帶﹑光碟片或紙張等來傳遞訊息 。
7. 超媒體電子書 (Hypermedia Electronic Books)
超媒體電子書與多元媒體電子書類似 , 均利用兩種或兩 種以上的通訊頻道來傳遞訊息 , 但超媒體電子書的資訊 組成方式是以類似網狀結構為基礎所組成 。
8. 智慧電子書 (Intelligent Electronic Books)
由被載入的智慧所組成 , 與諮詢型電子書類似 , 與使用 者有互動關係 , 能對使用者的回答做機動性調整 , 以找 出最適合使用者的程式 。
9. 模擬空間電子書 (Cyberspace Electronic Books)
主要提供使用者各種虛擬實境(Virtual reality)的設備 , 讓 使用者去感受通常不容易經歷到的實境 。
2.依據電子書使用設備與資訊處理作分類之電子書 : 表 2. 2 按使用設備與資訊處理 分類之電子書 [51] 類別 說明 1. 光碟型電子書 (Multimedia CD-ROM) 將內容存於光碟片的電子書 , 利用光碟機來閱讀 , 特色 是光碟容量大 ,可將占儲存空間的聲音﹑影像等大量納 入 , 並利用光碟機輸出使用 。 2. 掌上型電子書 (Hand-Held Electronic Books)
具有光碟型電子書資訊系統的部分特性 , 但他卻是可以 攜帶的 , 具有符合隨時閱讀的需求 。 這類產品目前以 電子字典﹑翻譯機的掌上型硬體為主 。 3. 電腦系統型電子書 利用電腦系統仿照真書的樣式所製的電子書 。其保有書 的樣式 , 例如 : 可以讓人做註記 , 摘要和畫線 , 也提 供列印﹑文字處理等功能 ,如同利用紙本書一樣。 電子書定義五花八門,事實上每個人對電子書有不同之看法與定義, 本文無法一一列舉,故本文擬將電子書聚焦在『電子書閱讀器』的硬體載 具上來討論。 當然『電子書閱讀器』載具其範圍可包括 Notebook、帄板電腦、PDA、 (智慧型)手機、 上網本,以及電子書閱讀器(E-book Reader Device) 等裝置,以下以 E-Ink 電子墨水技術為基礎的電子書閱讀器來說明。
2007 年底美國網路書店巨擘 Amazon 首次推出了自有品牌電子書閱讀 器「Kindle」,Kindle 採用了 E-Ink 技術 6 吋電子紙顯示器,Amazon 採取 不分書種,每本 9.99 美元均價策略,配合龐大的雲端資料庫帄台,無論 世界何處皆可 60 秒內完成下載,雖然價格不斐,(當時定價 399 美元,直 到 2009 年 12 月降為 259 美元,2010 年又降為 159 美元),但推出後備受 市場矚目。藉著 Amazon 成功的產品定位以及銷售策略,持續推出新產品 Kindle 2、Kindle 3 與 Kindle DX,使得 Kindle 系列雖然不是市面上最 早推出者,但卻成為最成功的電子書閱讀器產品。2011 年 Amazon 公司甚 至宣稱其電子書的銷售金額己經超越實體書本的販售金額[60]。
下表 2.4 彙總從 2004 年到 2009 年之間,較為知名的電子書閱讀器。 而國內廠商華碩與慈濟合作推出的靜思語 9 吋電子書閱讀器如圖 2.1(a) 所示;2010 年底大陸漢王彩色之電子書閱讀器樣品如圖 2.1(b)所示。
表 2. 3 電子書閱讀器一覽表 [67]
FPL 電子紙 影像 顯示 膜 TFT Array & Cell後段 製 程 經濟部為推動電子書產業發展,於 2009 年 11 月成立「電子書產業發 展指導小組」,邀集產、官、學、研各界代表,透過小組的運作,共同擬 定電子閱讀產業發展策略與規劃,以建構由數位內容製作、關鍵零組件、 硬體載具、交易帄台...等一連串完整的產業價值鏈[68],如圖 2.2 所示。 圖 2. 2 台灣數位出版產業價值鏈 (資策會,2009) ; 本文編修
2.1.2 何謂電子紙顯示器 - EPD
目前台灣 TFT LCD 廠商的利基在於掌握電子書閱讀器主要關鍵材料 - 電子紙顯示器【EPD】(Electronic paper display),也是上圖 2.2 數位 產業價值鏈中所謂的關鍵零組件,它主要包含 TFT 面板以及 FPL (Front Plane Laminate)電子紙影像顯示膜,由 TFT LCD 工廠的 Module 製程將兩 者貼合組裝完成,下圖 2.3 為電子紙顯示器之簡易構成圖。 圖 2. 3 電子紙顯示器【EPD】電
子
紙
顯
示
器
面
板
-EPD
TFT Module 製 程 TFT LCD產業 掌握關鍵材料電子紙顯示器【EPD】可以使電子書閱讀器的使用者,在視覺上有相 似於真正紙張的閱讀感受,它有幾個特色如下: 1.反射式面板:畫面顯示是利用外界光源的全反射,因此不需要如同 TFT LCD 面板一樣的背光源(Back light),在室內有燈光即可顯示,並且 在戶外陽光之下也可清楚顯示,不會因反光而看不清楚。 2.省電:由於不需要背光源,關閉電源之後,EPD 畫面顯示仍然不會 消失,只有在畫面轉換時才耗用電力,因此非常省電,以 Kindle 電子書 閱讀器為例,可以看 8000 頁畫面以及待機兩個星期不用充電。 3.護眼:有背光源(Back light)的 TFT LCD 產品,當人的眼睛注視螢 幕一段時間之後,很容易感覺到疲勞與酸澀,但是 EPD 顯示器產品的螢幕 屬反射式面板,不會讓人在長久觀看後造成眼睛的壓力。 4.視覺類似書籍:EPD 顯示器的畫面,很類似書籍的色度與感覺。 而 FPL 電子紙影像顯示膜正是讓電子紙顯示器【EPD】具有上述特色 的重要材料,FPL 所使用的電子紙顯示介質技術,目前存在很多技術彼此 競爭,例如電泳式 EPD 顯示介質技術、膽固醇 EPD 顯示介質技術、MEMS 顯示介質技術…等,以下將針對這些電子紙顯示介質技術與原理作敘述。
2.1.3 電子紙顯示介質技術
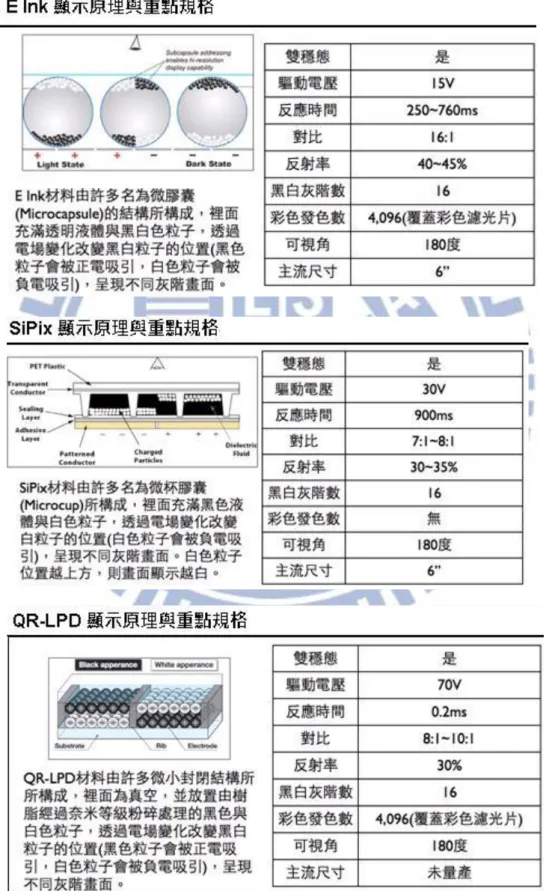
在眾多顯示介質技術中,已商品化可量產的主流技術,當屬電泳式 (electro-phoretic)EPD 顯示介質技術,目前該顯示技術又可區分為:微 膠囊化(Microencapsulated)、微杯化(Microcup)及快速反應液態粉狀顯 示(QR-LPD)三大類型,其共通點為具備雙穩態-即斷電後仍可維持畫面一 段時間而不消失,具備類似紙張閱讀視覺特性,因此省電且容易閱讀。A). E ink 的微膠囊化(Microencapsulated)電泳技術:
電子紙介面顯示技術最成熟當屬 Eink 的微膠囊技術,FPL 顯示膜包含 許多微膠囊排列而成,每個微膠囊中充滿透明中性液體以及分別帶正、負 電的白色與黑色微粒子,這些黑白微粒子經由 TFT 畫素電極的不同偏壓而
向上下兩側移動,產生灰階影像,其作用原理如圖 2.4 所示。用此技術發 展的電子紙,耗電量低、畫面清晰、不閃爍、陽光下可視。而圖 2.5 顯示 使用顯微鏡放大字型,微膠囊的排列方式並未干擾到解析度的呈現。 圖 2. 4 E ink 黑白畫面之作用原理 [63] 圖 2. 5 E ink 顯微鏡下放大畫面[63] B). Sipix 的微杯化 (Microcup) 電泳技術: Sipix 電子紙的構造是在微杯中填充白色顆粒和著色液體如圖 2.6。 其原理是通過上下移動顆粒,使顆粒顏色和液體顏色交替出現。顆粒的移 動是由貼在微杯上驅動電極來實現,顆粒因為帶電,藉由通過切換改變電 荷的正負就可以使顆粒移動。微杯中若是採用黑色則可顯示單色畫面,如
果充填其他顏色液體,將可顯示其他顏色,但良率與演算法仍待克服。 圖 2. 6 Sipix 的 微杯構造 與 黑白畫面作用原理 [64] C). Bridgestone 的電泳技術: Bridgestone 則使用是另一種快速反應電子粉流體,也是藉由電場驅 動『帶電黑白粒子』來顯示影像,其特色是類似液體般的高流動性、反應 速度快、可在低溫下驅動、具記憶顯示效果。圖 2.7 為 Bridgestone 黑白 Prototype 樣品. 圖 2. 7 Bridgestone 的 Prototype 產品 目前來看,電泳式技術由於材料和封裝技術發展都較為成熟,尤其是 其視覺效果最接近紙張印刷,因此成為現階段電子紙技術的主流。不過, 電泳式技術目前最大瓶頸在於彩色化仍有困難,目前三種技術的解決方案 都是加裝彩色濾光片,為了不造成亮度、對比太多下降,將一般彩色濾光 片的 RGB 改成 WRGB,也就是多了白光阻 W,以增加白度和對比,E ink 約 4,096 色其觀賞效果類同報紙的彩色版面。而更進階高彩的彩色化方案, 此三種類型之電泳式技術仍需要一段時間之研發。
茲整理各家相關技術原理與重點規格比較 如下表 2.4 所示。
其他競爭的新技術也一直在發展中,如 MEMS[65]、電濕潤[66]...等, MEMS 顯示器是使用微機電技術,具備雙穩態因此也具備節能,並具備如紙 般的閱讀特性。但 MEMS 近 20 道光罩製程,良率的提升與成本降低將是一 大挑戰。另外,電潤濕顯示器也極具成為電子紙顯示器主流的重要技術, 電潤濕顯示器原理是藉由電子特性,壓縮油膜裡的小油滴,當處於無電壓 情況時,油滴形成連續薄膜以呈現顏色。雖然電潤濕顯示器非雙穩態運 行,但系統可以設定每數秒才進行更新,依舊可以達到近似雙穩態顯示面 板的極低功耗表現;電濕潤技術目前仍屬於實驗室研發階段並未量產,彩 色化主流方案仍採用彩色濾光片,仍有反射率差與視覺感受不佳之問題。
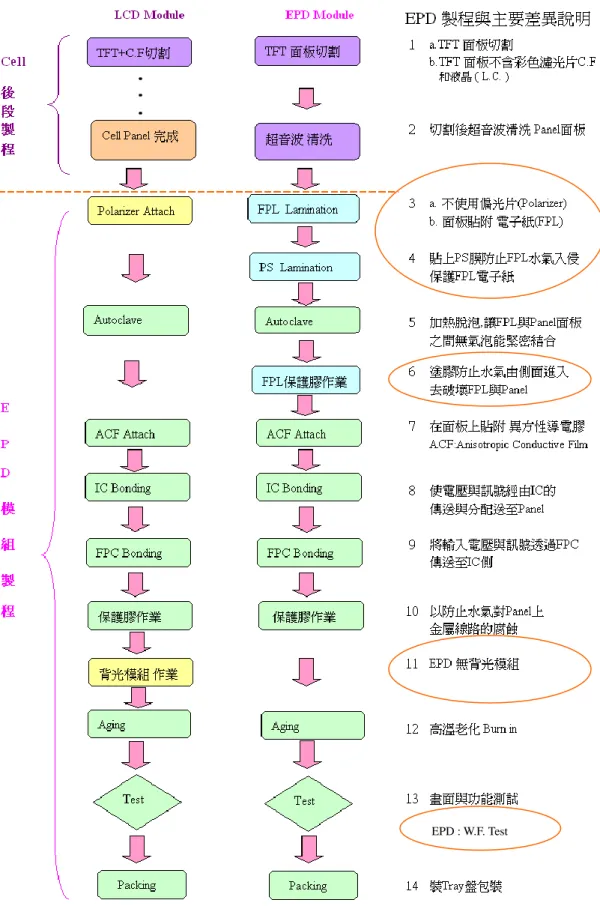
2.2 電子紙顯示器(EPD)製程
電子紙顯示器(EPD)產品的製程基本上與 TFT LCD 產業 LCD 產品的 Array、Cell、Module 製程部分近似,不過也有差異的製程。以下之製程 介紹,以 TFT LCD 產業中 LCD 產品的 Array、Cell、Module 製程為主,再 搭配 EPD 產品的專有製程與差異的製程來介紹。2.2.1 Array Process 製程簡介
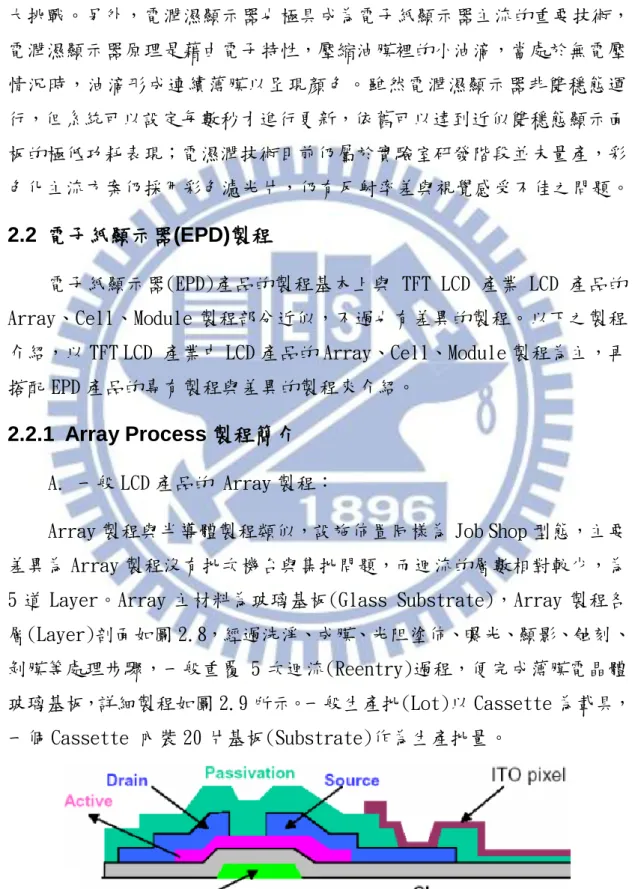
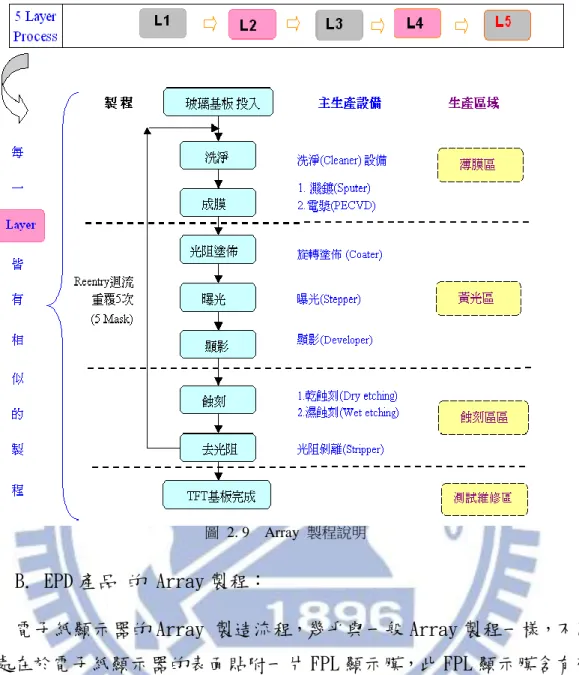
A. 一般 LCD 產品的 Array 製程:Array 製程與半導體製程類似,設施佈置同樣為 Job Shop 型態,主要 差異為 Array 製程沒有批次機台與集批問題,而迴流的層數相對較少,為 5 道 Layer。Array 主材料為玻璃基板(Glass Substrate),Array 製程各 層(Layer)剖面如圖 2.8,經過洗淨、成膜、光阻塗佈、曝光、顯影、蝕刻、 剝膜等處理步驟,一般重覆 5 次迴流(Reentry)過程,便完成薄膜電晶體 玻璃基板,詳細製程如圖 2.9 所示。一般生產批(Lot)以 Cassette 為載具, 一個 Cassette 內裝 20 片基板(Substrate)作為生產批量。
圖 2. 9 Array 製程說明 B. EPD 產品 的 Array 製程: 電子紙顯示器的 Array 製造流程,幾乎與一般 Array 製程一樣,不同 之處在於電子紙顯示器的表面貼附一片 FPL 顯示膜,此 FPL 顯示膜含有帶 正、負電的粒子的微膠囊所組成的,所以必頇利用一層極厚的絕緣層來隔 絕訊號線的雜訊干擾,將原 LCD 產品的 Layer 4 保護層改成極厚之絕緣層; 此絕緣層利用光阻塗佈的方式將高分子樹脂(Resin)材料塗佈於玻璃上, 經過曝光、顯影、烘烤的製作流程,形成高分子絕緣層[58]。 本文採用溫氏[36]與示氏[41]的「產能耗用率」概念來標示不同產品 族耗用產能之作法,例如 EPD 產品 Array 黃光製程所需總工時為 LCD 產品 的 1.2 倍,故每生產 1 批 EPD 產品,約當可生產 1.2 批 LCD 產品。若設定 LCD 產品之「產能耗用率」為 1 時,則 EPD 產品的「產能耗用率」將為 1.2。 舉例 Array 某月總產能為 60,000 Sub/M 時,若 EPD 產品已投入 30,000 Sub 時,則 LCD 產品最多可再投入量為 24,000 Sub(= 60,000–30,000* 1.2 )。
2.2.2 Cell Process 製程簡介
Cell 製程如圖 2.10 所示,區分成前段製程與後段製程。Cell 前段製 程,主要是將前製程的 TFT 玻璃基板產出,與彩色濾光片(Color Filter) 進行洗淨、PI 塗佈、配向作業,組合前之間隔物(Spacer)散佈,最後利用 框膠或導電膠將兩者熱壓結合;EPD 產品因不需要彩色濾光片以及灌注液 晶(L.C.),故不需 Cell 前段製程。Cell 前段的生產批量與 Array 相同, 皆使用 Cassette 裝載量作為生產批量,因此產出單位為大片 Subs;不同 於 Cell 後段製程產出單位經過切裂製程後成為小片 Panel 單位。 圖 2. 10 Cell 製程說明 ( LCD 產品 vs. EPD 產品 ) LCD 產品 Cell 後段製程為切割、灌液晶、封口、清洗、測詴檢查;EPD 產品 Cell 後段製程更簡潔,只有切割和清洗製程。惟切割製程不同世代 設備對不同世代玻璃有不同的切割能力,頇注意不同世代間之支援能力。
2.2.3 Module 製程簡介
LCD 與 EPD 產品之 Module 製程如下圖 2.11 所示:
圖 2. 11 Module 製程說明 ( LCD 產品 vs. EPD 產品 )
LCD 產品將 Cell 後段製程產出之 Panel,經過貼附機台貼附偏光片 (PLR),接著進行 IC 壓合作業:藉由在 Panel 上貼異方性導電膠(ACF), 可將驅動 IC 直接黏附在 Panel 上。接下來 Panel 貼上 ACF 後,進行軟性 印刷電路板(FPC)的貼合。並將背光膜組(Back Light )予以組裝鎖附,最 後點燈測詴(Light on test)和包裝入庫。EPD 產品與 LCD 產品在 Module 製程的差異,主要是材料上使用的不同,主要是將偏光片(Polarizer)改 成電子紙影像顯示膜(FPL)以及表層保護膜(PS)材料[58],以及省去背光 膜組(Back light)的組裝鎖附;而測詴站因 FPL 不同版本關係多增加 W.F (Waveform)Test;其他之製程則很近似。另外 Module 製程需要較多人工, 故目前業界之生產基地,大多外移至人工成本相對低廉之大陸地區生產。
2.2.4 FPL 製程介紹
FPL(Front Plane Laminate):「電子紙影像顯示膜」是 EPD 在 Module 製程所需之關鍵材料。圖 2.12 為 FPL 製程說明,因每批膠囊材料性質差 異,不同 FPL 批號之產出給予不同版本編號,Module 測詴站對不同 FPL 版本,將使用不同 W.F 程式版本去微調 FPL 特性。另外,Lamination 為 製程瓶頸站,設備購買前置時間大於半年,故此半年內各月之產能將相同。
為避免缺乏 FPL 材料使得 Forecast 之 EPD 產品無法產出,本文 EPD 生產規劃中,將納入 FPL 材料之生產規劃,以滿足預測需求。
2.3 TFT LCD 產業特性
TFT LCD 的製程相較於一般產業顯的複雜,隨不同玻璃基板大小與機 台製程能力差異,可分為不同世代(Generation),如同晶圓廠有 8 吋與 12 吋廠差異;每一世代(Generation)的製程(Process)別可分為 a.)Array 製 程 b.)Cell 前段製程 c.) Cell 後段製程 d.) Module 製程,總共 4 階 (Stage 或 Shop);每階可以有單廠(One Site)或多個工廠(Multi-Site); 不同的工廠可集中在同一廠址或分布不同區域(Multi-Area),例如台灣竹 科或大陸區域。如果再加上『產能自製』與『產能外包』的產能委外選項 (Outsourcing Option),將形成非常複雜的多世代(Generation)、多階 (Multi-Stage/ Multi-Shop)、多廠(Multi-Site)、多區域(Multi-Area)、 委外選項 (Outsourcing Option)的生產型態關係如下圖 2.13 所示。 圖 2. 13 TFT LCD 產業 多世代、多階、多廠、多區域、委外選項之生產關係圖 為因應 TFT LCD 產業多階製程,前後製程間生產時間軸順序關係為何?在 2.3.1 節會討論各階段生產時間推移的邏輯;而 TFT LCD 產業究竟 是 MTO 還是 MTS 策略呢?在 2.3.2 節會討論 MTO 與 MTS 生產策略的異 同;另外,在 2.3.3.節將會針對 TFT LCD 產業的多廠特性予以討論。
2.3.1 TFT LCD 產業 各階生產時間推移邏輯
朱氏[23]說明單一世代多階製程之時間推移的關連,如圖 2.14 所 示,假設顧客需求於第 t 期時有訂單,因時格(Time Bucket)為 2 天,因 此必頇將前置時間(即各製程階段之生產週期時間)除以 2,若不能整除, 則無條件進位到下一期,即可推算模組製程之投料時期為第 [t-CT3/2] 期;組立與陣列製程之投料期分別為第[t - CT3/2 - CT2/2]期與第[t - CT3/2 - CT2/2 - CT1/2 ]。 圖 2. 14 多階製程之固定 Cycle time 時間推移 [23] 各階生產時間推移方法是基於 Backward 後推概念推導而來,主要的 假設前提如下: 1.在多階多廠多世代情境下,假設各產品有相似週期時間的製程。 2.假設各廠區間之運輸時間為常數。 3.時格(Time Bucket)時間長度必頇小於等於各製程週期時間。 例如[23][27][38][40]等文獻其規劃幅度(Time Horizon)為 1 個月屬 於短期規劃,時格設定為兩天,故各製程週期時間都是 2 天時格的倍數, 符合上述第三點假設要求,因此都可適用此生產推移邏輯。[36][41]等文獻之規劃幅度皆為 6 個月,設定時格以月為單位,因時 格大於製程週期時間,故該文獻皆未考慮製程週期時間與運輸時間。 本文擬將 Cycle Time 設定為製程週期時間與送至下一階製程運輸時 間之加總;因本文各製程 Cycle Time 皆為 5 天之倍數,故將時格設定為 5 天,每個月可分為 6 期(30 天/5 天=6 期)。
2.3.2 TFT LCD 產業的 MTS 與 MTO 生產策略
MTS(Make to Stock)與 MTO(Make to order)是一種產品定位策略,所 謂產品定位策略是指企業組織選擇保留存貨的形式來滿足顧客訂單需求 的生產策略,那麼 TFT LCD 產業究竟是 MTO 還是 MTS 策略呢? 延遲點(Decoupling Point)為一個製造商依據(a)以預測資訊為導向 (Forecast-driven)與(b)以實際顧客訂單資訊導向(Order-driven)來進 行生產作業之區分點,在此點的上游作業是依據預測進行作業;在此點的 下游作業當收到顧客訂單時再進行作業。
Simchi et al.[17]將延遲點(Decoupling Point)解釋成推式生產與 拉式生產分界(Push-Pull boundary)概念,利用此分界將供應鏈分為推式 與拉式兩類。根據以上論述,可以將生產策略、資訊導向、生產方式,三 者整合如表 2.5。
表 2. 5 延遲點 比較表 [17]
Jeong et al.[10]以供應鏈角度,將 TFT LCD 產業分成兩段,Module 模組之前的製程依 Sales Forecast 採用計劃性生產,Module 模組之後的 製程則採用訂單式生產。同樣地,黃氏[31]亦認為 TFT LCD 產業延遲點在 Cell 製程段結束後,半成品先堆置於 Cell 半成品倉,一但有訂單需求則 將半成品送至 Module 製程段生產,如下圖 2.15 所示。
LCD 產品的 Cell 後段製程則為切割、灌液晶、封口、清洗、測詴檢查; 圖 2. 15 TFT 產業 LCD 產品 延遲點的位置 [31] 本文除原有之 TFT LCD 製程外,而 FPL 電子紙影像顯示膜為 EPD 產品 Module 製程所需之關鍵材料,可視成為 Module 的上游製程,故加入 FPL 顯示膜製程歸屬到原延遲點的上游端,編修後之 EPD 產品延遲點如圖 2.16 所示。 圖 2. 16 本文之 EPD 產品 延遲點的位置;本文編修 . 茲將 TFT LCD 產業與本文研究的 MTS 與 MTO 策略彙總如下表 2.6 所示: 表 2. 6 TFT LCD 產業 之 MTS 與 MTO 之文獻比對整理 FPL
2.3.3 多廠概念
TFT LCD 的特有的多世代、多階、多廠、多區域是很獨特的,和一般 產業的多廠概念不盡相同,分析如下: A. 縱向的多廠: TFT LCD 的多階(Array、Cell、Module),可以看成一連續的製程串集 合,因為製程特性差異大,所以獨立分成縱向的三階段製程,稱為縱向的 多廠概念[4],這是從產品製造的垂直供應鏈角度來看,代表從上游到下 游一連串的製造廠關係。 B. 水帄橫向多廠: 當各階 段(Array、Cell、Module) 的單 階(Stage)可能 不止 一個廠 (Plant),這種同一階有數個水帄工廠,稱為橫向的多廠概念[1]。這是從 產品製造的水帄供應鏈角度來看,代表擁有製造能力的工廠,彼此可以互 相取代與支援,生產出相類似的製程產品的等效帄行多廠。 總結上述,在 TFT LCD 生產環境日益成熟的今日,因為有實際營運的 公司作為對照,可以很清楚分別縱向多廠就是多階(Multi-Stage);橫向 多廠就是單階水帄多廠(Multi-Plant)。 不過從早期 TFT LCD 產業尚未成熟之前,部分文獻中探討的多廠,指 的是分布在不同區域(Area)的工廠(Plant),如 Thierry[18]學者定義多廠 為「當一間公司的生產設施分佈於數個不同的地理位置時,稱為其具有多 廠的特性」。比對到 TFT LCD 產業,這種多廠定義比較偏向橫向多廠概念, 也就是單階水帄多廠(Multi-Plant)。事實上,就屬性上講,也可以看成 是 TFT LCD 多區域(Multi-Area)概念。 TFT LCD 產業的多世代(Multi-Generation)因為各世代玻璃大小尺吋 不同如圖 2.19 所示,一般文獻並未特別將其歸類成縱向多廠或水帄多廠 類別。從 Array 製程來看,不同世代工廠的生產玻璃大小不同,但都產出 相同之產品,所以可歸屬到水帄多廠,但多世代 Array 製程能力不同,各 代玻璃大小尺吋不同,無法相互支援生產,可看成非等效帄行多廠。圖 2. 17 各世代 各種玻璃大小尺吋 ( mm x mm / Substrate)
2.3.4 多廠區生產規劃
Guinet[7]認為多廠規劃主要在解決二個問題,第一個問題是訂單應 於哪個廠區進行生產,另一個問題為分配完訂單後,各廠區內部應決定何 時生產那些產品及數量;而多廠規劃的產出分別為「各廠區應該生產那些 產品」與「各產品應於何時進行生產」。 Sambasivan[16]提出多廠區規畫主要內容與產出為 1.)每個廠區所要 生產的產品種類與數量 2.)每個廠區於各個規劃期末時所持有之庫存數量 3.)廠區與廠區間不同製程間之轉換數量。以上觀點若對應到 TFT LCD 產 業,則每期期末所持有之庫存,大都來自「延遲點」上游製程因採用 MTS 生產策略而產生。不同製程間之轉換數量則將因不同世代 Array 製程轉移 到 Cell 製程,單位將由大片 Sub 轉成小片 Panel;另外,FPL 製程也會由 大片 SS 轉成小片 Pcs 導致製程間之轉換。Sauer 和 Appelrath[15]提供一建模模式之建議,將多廠區生產系統 分為全域(global)排程與區域(local)排程與運輸排程如表 2.7 所示。 Global level 的主要任務是產生每個位置(location)中需要被製造的中 間產品之需求,同時在不影響其它廠區的同時,提供足夠的彈性使得區域 排程能夠反應區域性的生產問題。它可以藉由加入緩充時間的啟發式法則 和模糊技術使的機器群組的帄均負荷最佳化。
表 2. 7 全域、 區域 、運輸 排程 之 建模 [15] 簡單說,全域排程就是多廠區的整體資源生產規劃,而區域排程就是 單廠的細部排程。Sauer[14]在另一份論文,將此概念說的更清楚明白, 同時也提出對於多廠區生產規劃的建議流程,如下圖 2.18 所示: 圖 2. 18 多廠區規劃 流程 [14] 陳氏[32]針對 TFT LCD 單世代雙階(Array/Cell)多廠區生產,其生產 規劃排程方法論,主要包含多廠規劃與各廠排程規劃二個階段。第一階段 以產能與物料為限制,透過數學規劃方式作出各廠的產能配置,而第二階 段根據訂單分配結果,使用啟發法的前推與後推邏輯進行各廠細部排程模 擬,以求各廠區每日投產計畫。
TFT LCD 產業之生產規劃[23][38][40],也是從整體資源觀點,處理 多廠區產能配置規劃,規劃各產品頇分配到哪個廠區生產,多階製程則由 Array 逐一推算到 Module 製程,完成各廠區在各製程之產能配置。 茲將上述談及多廠之概念,結合以 TFT LCD 產業為研討對象的文獻整 理如下表 2.8,可以看出 TFT LCD 產業符合縱向多廠、水帄多廠、多地域 性、多世代的多廠區特性: 表 2. 8 多世代 多階 多廠 之文獻比對
2.4 EPD 產品組合規劃
在生產規劃的過程中,在有限的公司資源以及不同的市場需求下,如 何決定 LCD 與 EPD 產品之『產品組合』,將影響公司整體經營的效益,以 下是本節研究內容。2.4.1 何謂產品組合
談『產品組合』議題前,先了解『產品組合』與『產能規劃』之間的 關係為何? Bermon et al.[3]指出產能規劃是為供給與需求兩者帄衡的一項工 具。產能規劃在考量產能受限制之機台與附屬工具時,在最佳化利潤前提 下,找到最適當的產品組合(Product Mix)與數量,藉此產能規劃以求出 最佳的產品組合以及生產計劃。Karabuk et al.[11]認為產能規劃可分為兩大議題:產能擴充與產能 配置(Capacity Configuration)。產能擴充考量未來之需求,決定未來所 需之製程技術與產能水準,擴充之方式可以是外包提供或是購買新機台與 相關設備。產能配置則決定如何利用現有產能水準去生產哪些產品種類, 決定各廠生產的產品組合(Technology mix)與數量,以滿足未來之需求並 使其總成本最小化。 Balachandran et al.[2]說明產能規劃包含了兩個相關決策:1.)產 能獲得決策(Capacity acquisition decision),主要是決定對每個生產 資源需要多少的設置產能 2.)產品組合決策(Product mix decision),要 決定如何最佳分配可獲得之產能來生產各種產品。 張氏[49]認為長期產能規劃的產能配置(Capacity Allocation)其規 劃結果即是產品組合(Product Mix);從產能面看為產能配置議題,從產 品端看是產品組合議題。該文論述的產能分配,在於考量未來預測需求之 資訊下,分配現有生產資源,生產未來預測之需求,使規劃目標最佳化。 此處之資源若是單廠可以是瓶頸機台與治具;若是多廠區可以是供應鏈上 的各世代、各階的各廠房。所以長期規劃的產能配置為一資源分配的問 題,在既有的產能水準下,決定未來期間所需生產的產品種類和數量,換 言之即所謂的產品組合。 Wu[20]將產能規畫分為長期策略層級產能規劃、中期戰術層級產能規 劃、短期作業層級產能規劃。其中的長期策略層級產能規劃包括 1.)新廠 擴充策略 2.) 產品組合策略。強調不同的產品組合雖然其耗用之產能可 能相差無給,但其利潤與成本卻不相同,因此產品組合決策是長期產能配 置的重要策略。同時,也說明高科技產業面臨不精確的需求預測、創新技 術的快速改變、短的產品生命週期等環境,這些高科技產業為了要維持顧 客滿意及增加收益機會,必頇有效投資管理與妥善配置工廠產能並選擇生 產最有利產品組合來獲得最大的利益,成為高科技產業重視的問題。 陳氏[39]以 TFT LCD 產業為例,認為產能規劃除了原本的產能組合分 配與產能擴充議題外,以也發展產能填補(Capacity exploitation),如
圖 2.19 所示:在 Phase 1 若產能無法滿足產品需求時,即進入 Phase 2 的 產能擴充,產能擴充的來源主要來自有產能擴充,當產能有剩餘時,為避 免產能閒置,Phase 3 將進行產能填補,以提高廠區之產能利用率。本文 認為 Phase 3 的產能填補,比較適合 MTS 的生產策略,若是屬於接單式的 MTO 生產環境,因填補產能而多生產的產品假若未來無需求,則對整體獲 利不一定是最大化 (因產品可能賣不出去而變成呆滯庫存)。 圖 2. 19 三階段 產能與產品組合規劃 從以上文獻可得知,「產品組合」議題可視為長期產能規劃的一環, 藉由各廠既有產能水準的不同產能配置,找到最適當的產品組合(Product Mix)與數量,達成利潤最大化或是總成本最小化之目標。 另外文獻上也有短、中期產能規劃的『產能配置』問題,有下列兩類: 1.短期規劃的訂單分配:在短期產能規劃中,接單後根據訂單的類型 與優序、WIP、機台負荷,如何將各產品之訂單,分配各個廠區的各個瓶 頸機台群組或個別機台,其討論重點在於訂單達交與客戶允諾[35][36]。 2.中期規劃的生產計劃與產能規劃:在主生產排程或者中期產能規劃 中,將預測與訂單之需求,分配至最適合生產的廠區,並排定各期之生產 數量;討論重點在於生產排程與各階段機台產能配置[23][24][25]。
依上述文獻從組織層級與規劃期間觀點,產品組合可分類如下表 2.9。 表 2. 9 依組織層級與規劃期間所區分之『產品組合』分類 以下幾節將陸續對產品組合議題所需之方法論與績效指標作討論。
2.4.2 產品組合規劃之方法論
『產品組合』主要以長期產能觀點面向來規劃;然而上一節文獻亦存 在短中期產能規劃面向之產品組合,茲整理其方法論敘述如下: 1.策略層次的『產品組合』(長期產能規劃的產品組合): 研究產品組合最佳化議題中,較常用的兩種求解方法論為限制理論 (Theory Of Chnstrains;TOC)以及線性規劃(Linear Programming; LP)或混合整數規劃(Mixed Integer Programming)。 但是如果問題複雜, 通常 TOC、LP 會伴隨啟發式演算法之解法一併來應用。2.作業層次的『產品組合』(短中期產能規劃的產品組合):
因為著重在短中期排程與訂單分配上,所以常以上述的 TOC、LP、啟 發法再搭配諸如 Tabu 搜尋(Tabu Search)、模擬退火法(SA)、基因演算 法(Genetic Algorithms;GA)、類神經網路乃至於資料包絡法等,以快速 求得近似的產品組合解。
Bermon & Hood[3]針對半導體製造產業提出一個以線性規劃的決策支 援系統,幫助其進行策略產能規劃決策,該產能規劃將依據現有工具產能 限制,來決定哪些工具將生產哪些產品組合與生產量,以達到最大利潤化。
Wang et al.[19]透過混合整數現性與非線性規劃來構建半導體封裝 測詴產業產能規劃問題,該規劃模式具有整數變數與連續變數,因此要求 解大型資料問題時會有高度的計算複雜度,因此提出以限制規劃為基礎之
基因演算法(Constraint programming-based genetic algorithm)求解之。 梁式[50]利用類神經網路結合資料庫搜尋以求算適當之產品組合,其 假設人力充足,產能受限於瓶頸機台,而不同之產品投料組合將會影響到 瓶頸機台之利用率,故設計確定性產能模式藉由適當之產品投料組合來控 制機台的期望使用率,方便更準確地掌控瓶頸機台,以達成機台利用率的 最佳化管理機制。 Luebby[13]比較限制理論與線性規劃之差異,認為限制理論的思想為 生產製造的一種哲學,但線性規劃則是普遍用來解決規劃問題的工具,因 此兩者可以結合使用,以提升求解產品組合規劃之效率。而 Lee[12]則認 為限制理論適合單一產能限制資源,若在多個產能限制資源規劃下,限制 理論所發展之啟發法,可能會高估系統的產能限制,此時利用線性規劃模 式求解會是較好方式。 下一節討論產品組合規劃時所常用之績效指標,作為本節方法論之目 標式內容設定。
2.4.3 產品組合規劃之績效指標
以目前 TFT LCD 業界探討產品組合議題時,所考量的績效指標作一介 紹,並對績效指標的內容作說明與討論。 A.生產面的績效指標 (1).機台產能利用率極大化: 因為 TFT LCD 製程設備投資成本高,故很強調機台產能利用率極大 化。一般用 TOC 理論以瓶頸機台產能為對象,設法將該機台利用率最大化。 在多廠區環境,若將相同製程的瓶頸機台產能合併為整廠產能,然後用整 廠的產能利用率最大化來求解。 (2).各項生產指標的最大滿足: 生產的各項指標有很多,設定適當之排序與排程法則,去滿足生產的 某項指標要求,如最少的 WIP、換線次數最少、機台產出(Throughput) 最大化、最短的 Cycle Time ...等指標。 (3). 物料使用最大化:
因為 TFT LCD 產業所需的材料成本佔很高,例如 Module 階的偏光片 (PLR)、驅動 IC(Driver IC)、背光模組(Back Light),Cell 階的彩色率 光片(CF)、液晶(LC)…等,隨時間推移物料是否形成呆料影響後續庫存成 本,故以物料使用最大化來求解。 (4). 庫存成本最小化: 無論是原物料、WIP、半成品、乃至成品庫存,在生產計劃中避免產 生過多之庫存,故使用庫存成本最小化來求解。Goldratt[6]提出 IDD (Inventory-Dollar-Days)法,認為衡量庫存成本時,頇同時考量庫存成 本與庫存天數,故 IDD = 存貨的價值 x 在倉庫儲存天數的總合。 B.行銷面的績效指標 (1).最大化滿足需求: 一般公司的基本目標,希望能最大化滿足行銷訂單與市場需求,當供 給之產能小於預測需求時,則必頇選擇產品獲利程度高或是訂單優序高的 需求優先滿足。 (2).訂單達交相關之指標最佳化: 在訂單分配時,訂單達交之主要目的是滿足客戶的需求。可以使用達 交率、訂單延遲數目、訂單延遲天數、訂單延遲懲罰金額等相關指標。 (3).TDD(Throughput-Dollars-Days)最小化 Goldratt[6]提出 TDD 指標用以衡量訂單未完成的程度,不但考慮延 遲訂單的價值也同時考量延遲的天數,故 TDD 公式=有效產出的價值 x 訂 單延遲天數之總合。 C.財務面的績效指標 (1).利潤或者是營收最大化:
可追求利潤最大化目標,其利潤的計算等於銷售營收總收入減去銷貨 成本。也有公司希望擴大市場規模,採取總營收收入最大化之目標。 (2).邊際利潤最大化: 因為銷貨成本的其他間接製造費用包含折舊固定費用,而固定成本屬 於沉沒成本,因此有部分學者主張進行生產規劃時,不需要考慮固定成 本,事實上為目前 TFT LCD 產業最常用之績效指標。 (3).產能損失成本最小化: 不同於邊際效益的觀點,邊際效益主張折舊等固定成本不應考慮,而 產能損失成本的觀點卻認為,折舊等固定成本頇考慮,當整廠的產能利用 率不高時,剩餘產能所需攤提的折舊成本會變高,必頇將產能閒置成本作 為產能損失之成本。 茲整理上述有關績效指標內容如下表 2.10 所示: 表 2. 10 本文『績效指標』彙總內容 上述指標為多數文獻使用之績效指標,通常不會只侷限使用其中一項 Item 大分類 績效指標 內容 1.機台產能利用率極大化 產能最大化以避免產能閒置 2.各項 生產指標的最大滿足 最少的WIP、換線次數最少、機台產出 (Throughput) 最大化、最短Cycle Time ...等 3.物料使用最大化 減少物料產生過期與呆滯品之機會 4.庫存成本最小化 1.原物料、WIP、半成品、成品庫存成本 2.IDD(Inventory-Dollar-Days) = 存貨的價值 x 倉庫儲存天數總合 1.最大化滿足需求 最大化滿足行銷的訂單與市場需求 2.訂單達交相關之指標最佳化 達交率、訂單延遲數目、訂單延遲天數、 訂單延遲懲罰金額...等 3.TDD成本最小化 TDD(Throughput-Dollars-Days)衡量訂單未 完成的程度,TDD=有效產出的價值 x 訂 單延遲天數之總合。 1.利潤或者是營收最大化 利潤 等於 營收收入 減去 銷貨成本(含直 接材料、直接人工、間接製造費用) 2.邊際利潤最大化 邊際利潤 等於 營收收入 減 變動銷貨成本 , 並不考慮固定成本 3.產能損失成本最小化 產能損失成本即固定資產之產能閒置成本 C 財務面 生產面 A 行銷面 B
![表 2. 3 電子書閱讀器一覽表 [67]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7952103.157878/24.892.148.750.153.1169/表23電子書閱讀器一覽表67.webp)

![表 2. 5 延遲點 比較表 [17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7952103.157878/37.892.135.766.346.947/表25延遲點比較表17.webp)
![圖 2. 17 各世代 各種玻璃大小尺吋 ( mm x mm / Substrate) 2.3.4 多廠區生產規劃 Guinet[7]認為多廠規劃主要在解決二個問題,第一個問題是訂單應 於哪個廠區進行生產,另一個問題為分配完訂單後,各廠區內部應決定何 時生產那些產品及數量;而多廠規劃的產出分別為「各廠區應該生產那些 產品」與「各產品應於何時進行生產」 。 Sambasivan[16]提出多廠區規畫主要內容與產出為 1.)每個廠區所要 生產的產品種類與數量 2.)每個廠區於各個規劃期末](https://thumb-ap.123doks.com/thumbv2/9libinfo/7952103.157878/40.892.140.751.106.920/各世代第一個劃的產出分別為各廠區應該生產那些產品與各應於期末.webp)
![表 2. 7 全域、 區域 、運輸 排程 之 建模 [15] 簡單說,全域排程就是多廠區的整體資源生產規劃,而區域排程就是 單廠的細部排程。Sauer[14]在另一份論文,將此概念說的更清楚明白, 同時也提出對於多廠區生產規劃的建議流程,如下圖 2.18 所示: 圖 2](https://thumb-ap.123doks.com/thumbv2/9libinfo/7952103.157878/41.892.137.752.148.950/而區程就單廠細部排程Sauer另一份論文將區生產規劃的建議流程如下圖.webp)
