行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ 渦輪葉片之五軸自動化量測 ※
※ Automatic 5-axis measurement of turbine blades ※
※ ※
※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:個別型計畫
計畫編號:NSC89–2212–E–011–021 執行期間:88 年 8 月 1 日 至 89 年 7 月 31 日 計畫主持人:林清安
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立臺灣科技大學 機械系
中 華 民 國 89 年 10 月 20 日
行政院國家科學委員會專題研究計畫成果報告
渦輪葉片之五軸自動化量測
Automatic 5-axis measurement of turbine blades 計畫編號:NSC 89–2212–E–011–021 執行期限:88 年 8 月 1 日 至 89 年 7 月 31 日 主持人:林清安 國立臺灣科技大學 機械系教授
計畫參與人員:陳士文、陳清泉、劉志宏 國立臺灣科技大學 機械系
一、 中文摘要
圖 1 所示為渦輪葉片的幾何外形,此類型零 件的加工精度檢測無法以傳統的三軸座標量測儀來 達成,一般必須使用多軸的量測儀再配合適當的量 測路徑規劃方可完成精度檢測的工作。因此本計畫 嘗試以渦輪葉片的 3D CAD 模型為根基,來發展無 干涉的五軸自動化量測路徑。
關鍵詞:電腦輔助檢測規劃、CAD
Abstr act
Figure 1 shows the geometric shape of turbine blades. It is difficult to apply traditional 3-axis measurement machine to inspect the precision of a machined blade. Instead, a 5-axis measurement machine has to be used to undertake the
measurement task. This research attempts to employ the technology of 3D CAD and 5-axis to assist the planning of interference-free measuring paths for machined blades.
Keywords: Computer-aided measurement planning, CAD
二、緣由與目的
五軸 CNC 量測相較三軸 CNC 量測具備有測 頭朝向可彈性更動的優點,因此五軸 CNC 量測 在最近幾年來愈受重視,尤其是量測具有自由曲 面外形的工件更形重要。然則引進五軸 CNC 量 測卻比三軸 CNC 量測更具困難度,其主因:
一、測頭朝向可隨意彈性改變,造成測頭移動的 複雜性不好預料,二、因其測頭可隨意彈性朝 向,極容易發生測頭與工件本身或夾具等不當撞 擊,引起機具或工件損傷。因此發展一具備有可 模擬測頭朝向及防撞檢測軟體是為引進五軸 CNC 量測的當務之急。
本研究以一最簡單明瞭的觀念,提出一能自 動掃描兩個渦輪葉片之間所形成的凹穴(往後在 本計畫中簡稱「葉片凹穴」)的開放區域(Open
region),來作整體而非以點為基礎的測頭防撞 檢測,並提出一電腦模擬結果以驗正本法用於渦 輪葉片的可行性。
三、研究方法 3.1 基本觀念
對於有倒鉤(Undercut)幾何外形的葉片凹穴 量測而言,倒鉤區正是傳統三軸 CNC 量測機的 量測死點,因此非藉由五軸 CNC 測頭的朝向可 作彈性調整的特性來量測這些倒鉤區不可,而如 何決定出每一量測點測頭軸向的安全朝向,正是 防撞檢測要作的事。以圖 2 的葉片凹穴幾何外形 為例,圖 2 的幾何形狀有 2 層的開放區域,因此 將測頭的可移動空間(Movable space)分為圖 3 所示的 Movable-space-1 與 Movable-space-2。對 Movable-space-1 而言,由於測頭只須通過 Open- region-1,因此測頭軸向必須限制在 Open-region-1 外圍的 Wire-body 往內 Offset 一測頭半徑值的 Offset-open-region-1 內(圖 4)。而對 Movable- space-2 而言,由圖 5 可看出測頭必須同時通過 Open-region-1 與 Opn-region-2,因此測頭必須同 時 限 制 在 圖 5 所 示 的 Offset-open-region-2 與 Offset-open-region-1 內。對於量測區域內的任一 量測點而言,測頭朝向均須以上述的觀念作限制 調整,再加上由於無論量測點在何處,Offset- open-region-1 與 Offset-open-region-2 均已事先掃 描獲得,無須因量測點的不同而須重新計算,如 此一來可增加此方法的計算效率。
3.2 演算法
本計畫以 ACIS geometric kernel 為基礎,針對 具有雙倒鉤區的葉片凹穴模型,來發展無干涉的 五軸自動化量測路徑的演算法。其步驟如下:
(1) 掃描葉片凹穴的開放區域。
(2) 分離三軸量測區與五軸量測區。
(3) 產生五軸量測區的量測路徑,並作防撞的檢 測及調整。
以下就分別對每一步驟作詳細介紹。
3.2.1 掃描葉片凹穴的開放區域
由於本演算法的觀念是善用三軸與五軸量測 方式的優點,因此以三軸量測的 Z 軸方向由葉片 凹穴的頂端至葉片凹穴底部作掃描,以求得開放 區域以作為五軸量測區測頭防撞的調整之用,其 詳細的掃描方式如下:
(1) 先掃描得到葉片凹穴的
d max.
,d min.
以作為開放 區域掃描的起始點。(2) 輸入
Z
軸掃描的掃描間距Δd
。 (3) 設d current
=d min
為掃描的起始值。(4) 以
d current
作量測區的切層,由於 ACIS 平面切 層 的 資 料 是 wire-body , 因 為 wire-body 非 solid entity 無法作下面的 Boolean 運算,因此 將其轉成 Sheet body (S current
) 。(5) 由於最上層的切層即符合第二段中所提的開 放區域定義,因此將
d current
append 至OROD
list
( Open-region-occur-depths-list ) 中 , 並 將S current
設成S check
以作為往後倒鉤布林差集之用。
(6) 開始由
d current
往下掃描,因此設d next
=d current −
Δd
。(7) 檢查
d next
是否超過掃描終值d max
,如尚未超 過,則作d next
切層並轉成 sheet body 得到S next
。(8) 由於
S check
與S next
分屬不同深度無法作布林運 算,因此分別將二者平移至同一 Z 值的工作 深 度 , 再 作 布 林 運 算 差 集S remain
=S next
“−
“
S check
。(9) 由
S remain
與(S remain
)previous
來判定是否是新的倒 鉤區發生,如果是新的倒鉤區則 appendd current
至OROD list
中,如果不是新的倒鉤區發生,則重新設
S check
為S check
與S next
的交集,再回覆至 Step (6) 作下一層的掃描,直到
d next
到達d max
值時結束,最後輸出OROD list
至一檔儲 存,以作為後續五軸測頭調整之用。最後由
OROD list
輸出結果對量測區作開放區域的 切層資料取得,以作為步驟 3.2.2 的 3、五軸量測 區分離,與步驟 3.2.3 的防撞調整使用。3.2.2 量測區的分離
為提升量測效率,我們對五軸量測機測頭的 2 個自由度鎖住,以三軸方式,用較快的進給率對 三軸量測區量測,因此藉由開放區域的資料將量 測 區 作 三 軸 量 測 區 與 五 軸 量 測 區 的 分 離 ( 圖 6),以進行較有效率的量測處理。其詳細分離 方法如下:
(1) 首先讀取
OROD list
中資料,可得開放區發生 的所有Z
值高度,以本例則分別發生在Z
1與Z
2兩個Z
值平面。(2) 再分別以
Z
1與Z
2對量測區作平面切層,而得 Open-region-1(Z
1)與 Open-region-2(Z
2)資料。(3) 以 Openr-region-1 的資料向下作實體的 Sweep 至下一個 Open-region-2 的
Z
值(Z
2)以求得圖 7 中的 Volume-1。(4) 再 以 Open-region-2 的 資 料 向 下 作 實 體 的 Sweep 至下一個 Open-region 的
Z
值,以求得 圖 7 中的 Volume-2。(5) 將 步 驟 (3) 與 步 驟 (4) 的 實 體 體 積 聯 集
(Union),其聯集的體積就是三軸測頭可進 入的量測範圍區(3-axis-bounding-space)。
(6) 將步驟(5)的三軸量測範圍區與測頭的可移動 空間作交集運算(Intersect),即可得到三軸 量測區(3-axis-measuring-space)。
(7) 將步驟(5)的三軸量測範圍區與測頭的可移動 空間作差集運算(Substract),即可得到五軸 量測區(5-axis-measuring-space)。
3.2.3 產生量測路徑
首先我們先由測頭半徑與所有的量測點(CC points)的點座標與法線向量求得測頭中心的路徑
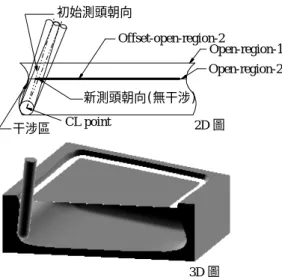
(CL points),然後再決定五軸量測區的測頭朝 向 ( Probe axis orientation ) 。 首 先 利 用 與 CL points 最 接 近 的 Offset-open-region ( 如 圖 8 的 Offset-open-region-2)來決定起始的測頭朝向,其 方法為先求得此 Offset-open-region 的 Boundary wire body,再求 CL points 與此 Boundary wire body 的最近距離點的連線。一旦有了初始朝向,
再以此初始朝向作下述的兩項防撞檢測:(1) 圖 5 所室的 Offset-open-region 的限制條件須滿足,(2) 測頭與渦輪葉片的 3D CAD 模型是否有體積干涉 的現象。如果此兩項撞檢測均滿足,此測頭朝向 即為本 CL poinst 的安全測頭朝向,隨即輸出其 CL point 座標值與測頭朝向值;反之,如果上述 的兩項防撞檢測有任何一項不通過,即表示此測 頭朝向會造成如圖 8 般:測頭與渦輪葉片有體積 干涉的現象,因此須作測頭朝向的調整。本計畫 所 提 的 調 整 方 法 是 對 最 近 一 層 的 Offset-open- region ( 亦 是 決 定 初 始 測 頭 朝 向 的 Offset-open- region)其 Boundary wire body 如圖 9 般向內縮一 個預定的 Offset 值,再以此新的縮小 Offset-open- region 的邊界來決定測頭新的朝向,再作撞擊的 檢測,直到最後得到安全的測頭朝向。如此一來 我們便可獲得無干涉的所有五軸測頭路徑,圖 10 所示為五軸量測區的測頭路徑示意圖。
四、結論
由於渦輪葉片複雜的幾何造型,導致量測工 作不易進行,因此本計畫根據渦輪葉片的 3D 幾 何特性提出 “開放區域” 的觀念,以葉片凹穴的開 放空間作為測頭進入葉片凹穴量測的進入空間,
使得量測桿在進行量測檢驗時,對於葉片上不同 的量測點,都能自動的變換量測角度,達成無干 涉的量測路徑,大量縮短規劃渦輪葉片量測路徑 所須的人力與時間。
五、參考文獻
1. Menq, C. H., ”A Intelligent Planning Evironment for Automated Dimensional Inspectional Using Coordinate Measuring Machines”,
ASME
Transactions. Journal of engineering for industry
, Vol. 114, pp. 222-230 (1992).2. Yau, H. T. and Menq, C. H. ”Automated CMM Path Planning For Dimensional Inspection Of Dies And Molds Having Complex Surfaces”,
Intl.
Journal Machine Tools Manufacturing
, Vol. 35, No. 6, pp. 861-876 (1995).3. Lin, Y.J. and Murugappan, P.”TITLE,”A New Algorithm for CAD-directed CMM Dimensional Inspection,”
Proceedings of the IEEE Intl.
Conference on Robotics and Automation
, Vol. 1, pp. 893 -898 (1998).六、圖表
圖 1 渦輪葉片的幾何外形
Open-region-2 Open-region-1 渦輪葉片斷面資料
圖 2 渦輪葉片的開放區域
Open-region-1
Open-region-2
Movable-space-2 Movable-space-2
圖 3 測頭的可移動空間
Movable-space-1
Open-region-1 Open-region-2 Offset-open-region-2
Offset-open-region-1 Probe-axis
Movable-space-2
圖 4 Movalbe-space-1 中,測頭軸向的限制條件
Movable-space-1
Open-region-1 Open-region-2 Offset-open-region-2
Offset-open-region-1 Probe-axis
Movable-space-2
圖 5 Movalbe-space-2 中,測頭軸向的限制條件
三軸量測區
五軸量測區
圖 6 量測區分離的示意圖
+
3-axis-measuring-space 5-axis-measuring-space Movable-space 3-axis-bounding-space
Z
1Z
2Z max
Volume-1
Volume-2 Open-region-1
Open-region-2
Z
1Z
2Z max
Movable-space
3-axis- bounding-space
3-axis- bounding-space
-
圖 7 三軸與五軸量測區的分離方法
干涉區
初始測頭朝向
Offset-open-region-2
CL point
新測頭朝向(無干涉)
Open-region-2 Open-region-1
2D 圖
3D 圖
圖 8 五軸量測區的起始測頭朝向
測頭朝向 初始朝向的最近點
CL point 新朝向的最近點
測頭半徑 Offset value 新測頭朝向Offset open region的Boundary
Offset open region的Boundary 最近點的Boundary
圖 9 五軸量測區的測頭朝向調整
圖 10 五軸量測區的測頭路徑示意圖