行政院國家科學委員會專題研究計畫 成果報告
高亮度高品質節能/節料/跨製程成型與模具技術之研究-- 具移動界面多相成份流動模擬分析技術研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 97-2221-E-011-155-
執 行 期 間 : 97 年 08 月 01 日至 98 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 趙修武
計畫參與人員: 碩士班研究生-兼任助理人員:呂紹陽 碩士班研究生-兼任助理人員:顏伯宗
處 理 方 式 : 本計畫可公開查詢
中 華 民 國 98 年 10 月 31 日
行政院國家科學委員會補助專題研究計畫 ■ 成 果 報 告
□期中進度報告
高亮度高品質節能/節料/跨製程成型與模具技術之研究 -具移動界面多相成份流動模擬分析技術研究
計畫類別: 個別型計畫 □ 整合型計畫 計畫編號:NSC 97-2221-E-011-155-
執行期間:2008 年 08 月 01 日至 2009 年 07 月 31 日
計畫主持人:趙修武 共同主持人:
計畫參與人員:呂紹陽
成果報告類型(依經費核定清單規定繳交):精簡報告 □完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立臺灣科技大學機械工程系
中 華 民 國 九十八 年 十 月 三十一 日
中文摘要
本研究主要目的在於建立外氣輔助射出成型收縮率的估算模型。不同於傳統計算方法 中將熱膨脹係數視為常數,本文建立與材料冷卻過程相關的參數,得以能較為真實的反應 出塑料在冷卻過程中的收縮特性。本研究利用修正的泰特狀態方程來描述塑膠材料的 p−υ−T 關係以及虎克定律用來定義應力與應變的關係,本文並同時考慮材料潛熱的效應,
以得到塑料凝固過程中較為精確的溫度分佈。在熔膠充填完畢後的外氣輔助效應,在本研 究中以熱膨脹係數修正量加以考慮。由本研究所建立的數值模型與使用 ABS 材料射出件的 實驗結果在收縮特性上的比較發現,兩者具有定性與定量上的一致性,說明本研究所提出 的方法在預測外氣輔助射出成型收縮率具有工程精確度與實用性。
關鍵字:外氣輔助、收縮量、熱膨脹、冷卻速率。
Abstract
This paper discusses the numerical model to predict the shrinkage of plastic parts with the help of external gas assistance. Different from traditional approach assuming thermal expansion coefficient as a constant value, this study employs a material model, which correlates the thermal expansion behavior with the cooling rate, which can more realistically reflect the shrinkage characteristics of polymer. A two-domain modified Tait equation is adopted to describe the p−υ−T relation of molding material and the Duhamel-Neumann form of Hooke’s law is used as the constitutive relation between stresses and strains. The latent heat effect is also considered in this paper to give a more accurate temperature prediction. The effect of additional stress due to external gas assistance on the deformation is modeled as the decrease of effective thermal expansion coefficient. The predicted results are validated with corresponding experimental measurement of ABS part. The proposed approach is proven more accurate than the conventional approach assuming constant thermal expansion behavior.
Key words:External gas assistance, shrinkage, thermal expansion, cooling rate.
2
前言
對於塑膠製品而言,肋是一種常被使用來增加結構強度的薄平結構,在減少物件的翹 曲上具有節省材料的優點。然而未經適當的尺寸設計與製程,物件的表面可能在射出後會 產生明顯的收縮現象,造成產品表面品質產生瑕疵。這類收縮現象主要是因為物件的厚薄 不一而導致冷卻速度不一致,因此產生不同的收縮率。近來,新興起的外氣輔助技術常用 來克服這類因收縮率不同在物件表面產生的問題,並獲得不錯的效果。外氣輔助射出成型 技術基本上與傳統射出成型技術相似,皆可概分為充填、保壓與冷卻階段,但外氣輔助射 出成型在模穴充填完畢後,通常在平板物件的一側施加固定壓力,讓塑料向平板的另一側 擠壓移動,藉此降低另一側表面收縮量,得以避免該處二次加工的必要性,這個特性直接 符合現今環保節能節料工法的需求。因為塑件的收縮現象主要是受到塑膠材料p−υ−T 特性 所影響,因為熱膨脹係數為溫度與壓力的函數,所以溫度與壓力則是決定熱收縮特性最重 要的條件。對於像 ABS 這種非結晶型高分子而言,熱膨脹係數在溫度高於玻璃轉換溫度時 較高,在溫度低於玻璃轉換溫度時較小。此外,物件的冷卻速率在塑件的熱變形過程中也 扮演了重要的角色,快速冷卻時會物件產生較少的變形,這是因為塑料在液態冷卻至固體 前缺乏足夠的時間產生變形。本文提出一個考慮冷卻率與外氣輔助的數學模型以計算塑件 的變形量,本文利用動量及能量方程式皆用來計算在冷卻過程中的熱變形量以評估平板物 件的最大收縮尺寸,本文的數值結果將與現有的 ABS 實驗量測結果[1]進行比較驗證。
研究方法
統御方程式
本文使用動量及能量方程式來描述塑件變形的過程。對於具表面 S 的控制體 V 其動量 方程式的積分形式示如下:
∂∂
∫
VρvdV+∫
Sρvv⋅dS=∫
ST⋅dS+∫
VρbdVt (1)
其中 t 代表時間,ρ代表材料密度,v 代表位移向量 u 對時間的微分值(
∂t
=∂u
v ),T 代表 Cauchy 應力張量,b 代表體積力。本文利用 Duhamel-Neumann 形式的虎克定律來描述應力與應變 之間的關係:
T=2ηD+λ∇uI−(3λ+2η)αTdI (2) 其中 D 代表應變張量,I 代表單位張量,η及λ分別代表 Lamé 係數,α代表熱膨脹係數,Td 代表當前溫度與參考溫度的溫差。對於具表面 S 的控制體 V 其能量方程式的積分形式如下:
dV dS dS dV
S S V
V
∫
v∫
q∫
T: v∫
+ ⋅ =− ⋅ + ∇∂
∂ h h
t ρ ρ (3)
其中 h 代表焓,q 代表熱通量向量。為了考慮材料的潛熱,本文將焓定義如下:
h=cT+cLL (4)
其中c代表比熱,T 代表溫度,cL代表液體體積部份,L 代表物體熔解所需的潛熱。熱通量 為利用 Fourier 定律表示如下:
q=−k∇T (5) 其中 k 代表熱導係數。本文採用修正的泰特狀態方程來描述非結晶性聚合物的p−υ−T 關係,
表示如下:
( ) ( ) ( )
( ) ( )
( )
( )( )
p pT
e T B
T T
T B C p
T T
t
T
6 5 3
5 2
1 0
0 0
5 4
1 1
β β β
β β
β υ
υ υ
β β
+
=
=
− +
=
+
−
=
−
−
ln
(6)
其中 T 代表溫度,p 代表壓力,Tt代表玻璃轉化溫度,C0、β1、β2、β3、β4、β5、β6為材料 性質參數。若假設物體收縮為等向性,在溫度區間(T1, T2)的平均熱膨脹係數αa 則可利用該 溫度區間之比容(υ)變化加以計算,其中T0代表區間平均溫度:
2 1
2 1 0 1 2 3
1 2
T T T
T T
T T
a
= +
−
−
= υ , υ
α (7)
本文接著定義在熔解溫度(Tm)與凝固溫度(Ts)之間的名義熱膨脹係數為:
T
T T
m s
T
T a
s m
n 1 d
−
∫
= α
α (8)
為了描述塑件在冷卻過程中的收縮特性,本文定義冷卻率係數β 如下式:
T T t
t T T
tc
f c
f i
1 d
∫
0 −= − ( )
)
β ( (9)
其中 Ti代表初始溫度,Tf代表最終溫度,tc代表冷卻時間。本文將有效熱膨脹係數αe表示 如下式:
αe =αnγβn (10) 其中γ 代表材料常數,n 代表冷卻率係數的指數,該值為大於零的實數,這兩個參數必須經 由實驗加以決定。當冷卻速率越快,冷卻率係數β 越小,則有效熱膨脹係數αe也越小。
數值方法
動量與能量方程式皆是利用有限體積法進行數值離散[2],方程式中的各項,除了時間 項之外,皆採用二階精度近似法。在本文中位置與位移向量以卡氏座標來表示,並採用非 交錯方式來定義相依變數:全部的物理量皆在定義於格點中心點處。有關於格點表面中心 的物理量估算則是採用二階差分的方式來進行[3],方程式中的時間項則是使用尤拉法來加 以近似。
邊界與初始條件
本文利用具有四塊高度相同但厚度相異垂直肋之 ABS 平板收縮實驗[3]作為本研究驗
4
證的依據。在該實驗中,熔膠射出溫度為 210 °C 而模具溫度設定為為 55 °C。由於熔膠充 填的過程小於一秒,而冷卻時間為 15 秒,所以本研究中僅針對冷卻過程進行計算,在冷卻 過程中的初始條件則是假設具有進膠溫度的熔膠已完整充填模穴中,模穴壁面溫度則是設 定為模具溫度。因為幾何對稱性,本文使用包含單一肋的四分之一平板幾何模型進行計算,
並在對稱平面上使用對稱的數學條件,由實驗結果顯示在平板周圍與肋的頂端無明顯位移 量產生,因此該處使用無位移的邊界條件,其他的平面則是設定為可自由位移。本文在冷 卻過程中將密度視為定值,忽略熔膠凝固成固態的密度變化,同時忽略在凝固過程的熱傳 導係數與比熱變化。本文所使用的 ABS 熔膠特性如表 1 所示,其中 c 代表比熱,E 代表楊 氏係數,v 代表波松比。而 ABS 材料的p−υ−T 關係如表 2 所示,ABS 材料的有效熱膨脹係 數則是根據公式(6)到(10)加以決定。
表 1. ABS 材料性質 ρ
( kg/m3) k (W/mK)
c (J/kgK)
E ( Pa)
ν
1000 0.2 2400 2.62⋅109 0.38
表 2. ABS 的泰特方程式材料參數 State Melt Solid β1(m3/kg) 9.879⋅10-4 9.881⋅10-4 β2(m3/kgK) 5.000⋅10-7 3.150⋅10-7 β3(Pa) 1.233⋅108 1.450⋅108 β4(1/K) 3.444⋅10-3 4.448⋅10-3
β5(K) 367.25 β6(K/Pa) 2.05⋅10-7
具垂直肋平板之幾何外型
本文所使用具垂直肋平板的幾何外型如圖 1 所示,其中 w 代表平板寬度,l 代表平板長 度,d 代表平板厚度,wr代表垂直肋寬度,lr代表垂直肋長度,dr代表垂直肋厚度,表 3 為 具垂直肋平板的幾何尺寸。本文先利用兩種不同的肋厚度(dr = 1.5 mm 與 0.9 mm)來探討垂 直肋厚度對於表面收縮量的影響。
圖 1. 裝有垂直肋平板之幾何模型
表 3. 具有垂直肋平板的幾何尺寸 w
(mm)
l (mm)
d (mm)
wr (mm)
lr (mm) 20 100 1.5 4.5 20
圖 2. 裝有垂直肋平板的網格示意圖
網格系統與時間步進
本文所使用的網格模型及座標軸如圖 2 所示,本文所使用的網格包含了結構性網格與 非結構性網格,總網格數約為 150,000。由於垂直肋的尺寸小於平板,本研究使用的網格中 約有超過半數用來離散垂直散肋以及鄰近部分。在垂直肋與平板相接部份的網格較密是為 了計算該處的熱應力集中現象。本文所使用的時間步進為 1 微秒,以獲得較為精確的平板 溫度變化歷程。
計算結果
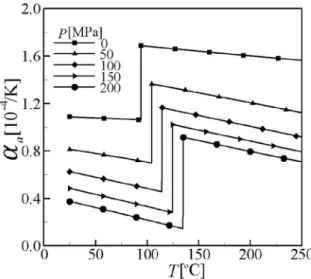
本文所使用塑料的p−υ−T 關係如圖 3 所示,平均熱膨脹係數與溫度、壓力的關係如圖 4 所示,從圖中可以發現本文所使用的塑料在低溫時會有較小的比容。當溫度低於轉化溫 度時,塑料的熱變形量也會變得比較小。這個現象可以直接由物體的相態變化加以解釋,
因為固體的變形自由度比液體來得小,所以 熱膨脹係數較小。在本文所使用的溫度範圍內,
熱膨脹係數與壓力的關係如圖 5 所示,從圖中可以看出熱膨脹係數會隨著壓力增加而減 少,因此提高壓力會減少熱變形量。圖 6 為冷卻時間 10 秒時,在 y=0 平面上平板的溫度分 佈(dr =1.5 mm)、而圖 7 為冷卻時間 10 秒時,在 y=0 平面上平板的溫度分佈(dr =0.9 mm)。
根據模擬結果顯示,考慮潛熱作用時平板內部的溫度較高,特別是平板與垂直肋的連接處。
對於具有較薄垂直肋的平板而言,垂直肋內部溫度幾乎已冷卻至模溫;而具有較厚垂直肋 的平板,在垂直肋的內部仍然具有明顯溫度梯度分佈,由此可見潛熱對於溫度場的影響不 可忽視。圖 8 與圖 9 分別為冷卻時間 15 秒時,在 y=0 平面上具有較厚與較薄垂直肋平板的 冷卻率係數分佈,從該圖中可以看出,具有較厚垂直肋平板的冷卻率係數較大,因此其冷 卻速率較慢,因此推測當冷卻率係數較大時,垂直肋下方的收縮量會比較多。此一現象與 相關實驗結果[1]相符,實驗顯示厚垂直肋的最大收縮量為 20 µm,但薄垂直肋僅約為 5 µm。
然而這個由實驗結果顯示不同厚度垂直肋所產生的收縮差異,無法經由假設熱膨脹係數為 常數的線性理論計算出來,圖 10 為利用傳統理論所算出來的結果,該圖顯示垂直肋的厚度 差異對於收縮量的影響很小,兩者皆在 200 µm 左右。若利用本文所建議的方法,兩種不同 垂直肋厚度的等效熱膨脹係數分佈分別如圖 11、12 所示,可以得到與實驗對照之下較為接 近的收縮量分布,分別如圖 13、14 所示。該圖顯示本文的數學模型成功的計算出與實驗結 果相近的趨勢,同時在本節所計算的兩種平板中,最大等效熱膨脹係數分別約為 3.2⋅10-5 K-1 及 7⋅10-5 K-1。
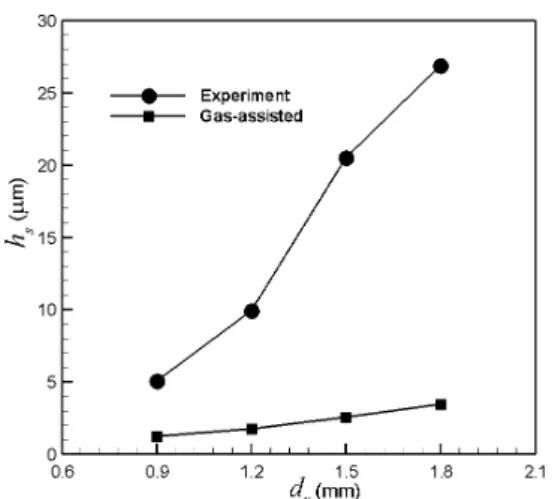
圖 15 為使用外氣輔助與傳統射出成型的垂直肋其最大收縮量變化實驗值[1],其中實心 圓形代表傳統射出成型的結果,實心方形代表外氣輔助射出成型的結果。由圖中可發現使 用傳統射出成型的垂直肋其最大收縮量接近線性變化,肋厚越大則收縮量越大,其值在 5 µm 與 27 µm 間;若在垂直肋側使用 Pg=60 bar 的外氣輔助成型,則垂直肋的最大收縮量則 縮小在 1 µm 與 4 µm 間。圖 16 為不同熔膠初始溫度 Ti與平板收縮量 hs的關係圖,圖中原 典代表實驗值,而虛線代表計算值。由該圖中發現若假設初始溫度為210 °C 在肋厚為0.9 mm 與 1.8 mm 的情形具有較大最大收縮量的誤差,其主要原因在於這兩個垂直肋位於平板 右兩側,其充填時程較長,因此其熔膠平均溫度較低,因此須使用較低的熔膠初始溫度才 較能反映實驗的真實狀況,若使用初始溫度為195 °C,則兩者最大收縮量誤差皆可小於 0.5
6
µm。由上述的驗證可說明本文所採用冷卻率模型的精確性。當在垂直肋側施加外氣時,會 在另一側產生向外推擠的力量,圖 17 為對應實驗條件的外氣輔助成行平板應力分佈計算結 果,發現在垂直肋下方的應力值較大,且當肋厚越大則應力值越大。由於該應力使得塑料 收縮量減少,本文利用有效收縮係數的修正公式來描述外氣所造成的應力效應。首先計算 施以外氣壓力的物件應力分佈,然後利用該應力進行有效收縮係數的修正:
( )
3 1
0 1
1
/
* ln
+
−
= e C BT
e
α τ
α (11)
其中τ表示該處的應力大小。圖 18 為使用方程式(11)之最大收縮量計算結果與實驗量測值的 比較圖,發現方程式(11)能有效的描述外氣效應,該計算結果具有工程應用的精確度。
結論
本研究成功建立外氣輔助射出成型收縮率的估算模型,本文利用塑膠材料的p−υ−T 關 係以及虎克定律定義應力與應變的關係,在考慮潛熱的效應下建立冷卻率對於熱變形量的 關係,並使用有效收縮係數修正量描述外氣輔助成型的影響。本文計算結果經由與具垂直 肋 ABS 平板實驗結果驗證,發現有良好的一致性,證明本文所使用的數學模型方法比以傳 統的計算方法更為準確。
圖 3. ABS材料的p−υ−T 關係 圖 4. 平均熱膨脹係數與溫度、壓力的關係
圖 5. 名義熱膨脹係數與壓力的關係 圖 6. y=0 平面上平板的溫度分佈 (dr=1.5mm)
圖 7. y=0 平面上平板的溫度分佈 (dr=0.9mm)
圖 8. y=0 平面上平板冷卻率係數分佈 (dr=1.5mm)
8
圖 9. y=0 平面上平板冷卻率係數分佈 (dr=0.9mm)
圖 10. 假設固定熱膨脹係數之收縮量分佈
圖 11. 平板的等效熱膨脹係數分佈 (dr=1.5mm)
圖 12. 平板的等效熱膨脹係數分佈 (dr=0.9mm)
圖 13. 平板收縮量 h 分佈(dr=1.5mm) 圖 14. 平板收縮量 h 分佈(dr=0.9mm)
圖 15. 平板最大收縮量 hs分佈[1] 圖 16. 平板最大收縮量 hs與初始溫度 Ti的關 係
圖 17. 外氣輔助成型之平板應力分佈
圖 18. 外氣輔助成型平板最大收縮量比較
參考文獻
1. C.C. Su, Study on the Part Surface Quality of Rib with External Gas-Assisted Injection Molding, Master Thesis, Chung Yuan Christian University, 2006.
2. S.W. Chau, Numerical Investigation of Free-Stream Rudder Characteristics using a Multi-Block Finite Volume Method, Bericht 580, IfS Universität Hamburg, 1997.
3. S. Muzaferija, Adaptive Finite Volume Method for Flow Prediction Using Unstructured Meshes and Multigrid Approach, Ph.D. Thesis, University of London, 1994.