國立交通大學
工業工程與管理學系碩士班
碩士論文
應用六標準差突破策略改善製造策略規劃流程
Six Sigma Breakthrough Strategy for the Improvement of the
Manufacturing Strategy Formulation Process : A Case Study
研究生:黃榮輝
指導教授:蘇朝墩博士
應用六標準差突破策略改善製造策略規劃流程
Six Sigma Breakthrough Strategy for the Improvement of the
Manufacturing Strategy Formulation Process : A Case Study
研 究 生:黃榮輝 Student:Jung-Hui Huang 指導教授:蘇朝墩 Advisor:Chao-Ton Su 國 立 交 通 大 學 工業工程與管理學系 碩 士 論 文 A Dissertation
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master in
Industrial Engineering Management June 2004
Hsinchu, Taiwan, Republic of China
應用六標準差突破策略改善製造策略規劃流程
Six Sigma Breakthrough Strategy for the Improvement of the Manufacturing Strategy Formulation Process: A Case Study
研究生:黃榮輝 指導教授:蘇朝墩博士 國立交通大學 工業工程與管理學系碩士班 摘要 企業實行策略管理雖可協助組織分析當前環境、預測未來並發展解決 之道,然而其運作過程卻充滿變異。策略管理應視為內部作業流程,其可 分為策略分析、策略形成及策略執行與評估等三階段。製造策略在策略層 級上屬於功能性策略,負責規劃生產設施、生產流程及生產作業等議題。 台灣向以製造能力稱著,在面臨未來強大壓力下,精進製造策略規劃流 程,以促成市場需求與生產策略之結合,為提昇台灣企業競爭優勢的關 鍵。六標準差突破策略業已證實為強大的流程改善方案,透過 DMAIC 改 善流程可大幅降低流程變異、作業成本並提昇顧客滿意度。製造策略規劃 既為一作業流程,便可以六標準差突破策略協助策略規劃流程之改善,提 昇其作業效率及效能。 透過分析 Rumack 製藥廠之製造策略規劃流程,本研究探討如何以六 標準差突破策略改善製造策略規劃流程,並說明所提概念之可行性。藉由 與「傳統策略規劃流程」、「Menda & Dilts 模式」比較,就流程成本、流 程效益、防呆措施、流程通透性、適應性及時效性而言,本研究所提概念 均有突出表現。 關鍵詞:策略管理、製造策略規劃流程、六標準差突破策略
Abstract
Although the strategy management of a company can help to analyze the industrial environment, predict the situation in the future and develop a solution, the formulation process is full of variations. Strategy management is one of the corporate processes, including three procedures: strategy analysis, strategy formulation and strategy implementation and evaluation. Manufacturing
strategy is belonging to a functional strategy; it programs the infrastructure and structure of a manufacturing department. Taiwan is famous for its
manufacturing ability. In order to face the complex competitive environment in the future, Taiwan has to improve the manufacturing strategy process and try to combine the customer needs and manufacturing strategy. Six Sigma is one of the strongest process improvement tools, and it helps to reduce the variations and costs of the process.
Since manufacturing strategy formulation is a corporate process, we can improve its performance by using the six sigma breakthrough strategy. In this study we propose a procedure to analyze the manufacturing strategy
formulation process. A case study from the literature is also investigated. By comparing the performance of the traditional strategy formulation process, and the strategy formulation process proposed by Menda & Dilts , we find that using the six sigma breakthrough strategy is better in efficiency, cost-down, error-proof and communication.
Keywords: strategy management, manufacturing strategy formulation process, six sigma breakthrough strategy.
致 謝
「兩年」,坐在這研究室書桌前的日子,每天以相同的角度盯著電腦螢 幕,祈禱雙手就這樣輕輕的敲出文字來,拼湊成一篇所謂的「論文」。每 當事與願違、腦中的小人躲在雲海中與我捉迷藏的時候,研究室的學長 姐,就這樣「你一言我一句」,「半調侃半指導」的,幫我把小腦人抓回來, 重新整理思緒讓雙手再次乖乖的敲打鍵盤。一篇論文的形成,好像是完成 一道精緻料理,有人告訴你風味、有人教你技巧、有人幫你辨識食材、有 人告訴你要求條件、最後還有人幫你嚐嚐味道,集合眾人的經驗傳承,終 於完成。 「感謝」,在每篇致謝辭中都會出現,若這兩個字可以輕易的顯現我對 眾人的心意,那麼論文也許就不是論文了。蘇老師、許志華、許俊欽、陳 隆昇、張文珍、楊宗銘、林敬森、劉正祥、楊佳翰、彭加景。。。。研究 室的伙伴們陪我在日日夜夜中打拼;俊佳、冠人、Swatch、Sloan、慧貞、 啟元、伶娟、阿百、阿幹、阿祥、楓凱、阿福、盈月、子文。。。在夜夜 笙歌歡笑中建立情誼的同學們;良永、瑞欽、文政、春敏、大頭、雅俐、 蕙蘭、思凝、淑瑜、怡芳。。。在情緒低潮落入藍色憂鬱海中仍靜靜陪伴 多時的心理人;老爸、老媽、姑姑、叔叔、舅舅、一堆叔公、大哥、一堆 弟弟妹妹。。。。在故鄉踏實生活支持打氣的親人,以完成論文的喜悅與 你們分享,似乎不能填滿我要送給各位的心意。 「旅途」,人生走過、即將走過的痕跡,因為有各位的參與,增添許多 色彩。我喜歡旅行,喜歡到處走走,求學是人生的中段,在這的純淨的時 刻預見的每一個人,都在心裡留下深刻的足跡。 黃榮輝 2004/6/22 于新竹國立交通大學目錄
頁次 中文摘要……… I 英文摘要……… II 致謝……… III 目錄……… IV 圖目錄……… VI 表目錄……… VII 第一章 緒論……… 1 1.1 研究背景……… 1 1.2 研究動機……… 2 1.3 研究目的……… 3 1.4 論文架構……… 4 第二章 文獻探討……… 6 2.1 策略管理……… 6 2.1.1 策略定義……… 8 2.1.2 策略管理流程……… 9 2.1.3 製造策略規劃流程……… 11 2.2 六標準差流程改善模式……… 15 2.2.1 意涵……… 15 2.2.2 六標準差突破策略……… 16 2.2.3 六標準差於非製造流程之應用……… 19 第三章 製造策略規劃導入六標準差突破策略之流程……… 21 3.1 製造策略的績效衡量指標、流程產出及終端顧客……… 21 3.2 應用六標準差突破策略改善製造策略規劃之行動步驟………… 23 3.2.1 界定階段……… 23 3.2.2 量測階段……… 23 3.2.3 分析階段……… 24 3.2.4 改善階段……… 25 3.2.5 控管階段……… 27第四章 個案分析……… 28 4.1 個案背景描述……… 28 4.2 Rumack 製造策略規劃流程……… 29 4.2.1 企業宗旨與行銷計劃……… 30 4.2.2 篩選訂單獲得關鍵要素……… 31 4.2.3 生產作業與訂單獲得關鍵因素結合……… 35 4.3 導入突破策略改善流程……… 36 4.3.1 界定階段……… 36 4.3.2 量測階段……… 37 4.3.3 分析階段……… 38 4.3.4 改善階段……… 39 4.3.5 控管階段……… 40 4.4 執行困難與預期績效……… 40 第五章 策略規劃流程之比較……… 42 5.1 傳統策略規劃流程……… 42 5.2 策略規劃流程模式比較……… 42 第六章 討論與結論……… 46 6.1 討論……… 46 6.2 結論……… 47 參考文獻……… 48
圖目錄
頁次 圖 2.1 事業策略分析與制定程序……… 7 圖 2.2 製造策略規劃流程模式……… 13 圖 3.1 六標準差流程改善模式行動步驟流程……… 23 圖 3.2 績效衡量流程……… 24 圖 3.3 分析階段循環流程……… 25 圖 3.4 六標準突破策略導入流程地圖……… 27 圖 4.1 Rumack 組織架構圖……… 29 圖 4.2 產品生命週期示意圖……… 32 圖 4.3 導入功能部門觀點流程圖……… 33表目錄
頁次 表 2.1 策略定義……… 8 表 2.2 DMAIC 各階段工作重點比較……… 18 表 2.3 DMAIC 與 DMADV……… 18 表 3.1 誤差衡量相關重要名詞……… 24 表 4.1 Rumack 藥品分類、銷售表……… 31 表 4.2 功能性部門主管意見整合表……… 34 表 4.3 生產作業與訂單獲得關鍵要素結合表……… 35 表 4.4 顧客需求表……… 36 表 4.5 量測作業界定表……… 37第一章 緒論 1.1 研究背景 在新經濟體系裡,企業將面對多變、複雜以及緊迫的環境。近年來全球各 大企業逐漸將資源集中在核心事業上,並將非核心事業外包。在此新經濟體系 下,成功的企業必須靈活迅速的因應環境改變,專注於本身所擅長之領域,以 追求世界級卓越。隨著經濟演變五低(低利率、低利潤、低就業率、 低物價、 低經濟成長率)時代已然來臨,企業在面臨產業環境多變、競爭對手持續成長 及顧客要求越來越多元化等多重壓力之下,生存競爭已經轉變成全球性的企業 大戰。台灣地狹人稠、天然資源缺乏、國際性人才培訓不足,然而在生產製造 方面展現傲人成績,在國際間已成為一股不容忽視的力量。但先天環境上的弱 勢,使台灣企業比之鄰近的日本、韓國、新加坡、香港乃至新近快速崛起的大 陸,未來將面臨更強大的競爭壓力。 企業在面臨市場急遽變化與龐大競爭壓力時,為維持或提昇企業競爭力, 除了積極開發新產品、培養創新能力、培訓優秀人才,還必須著重於行銷能力 以及創造產品競爭優勢,例如縮短產品開發時間、降低生產成本並提昇產品品 質、企業形象等。拜資訊科技進步所賜,全球各企業得以整合資訊環境,使得 企業間產品與行銷策略之差距日益縮小。企業永續經營之關鍵在於精確地掌握 市場資訊脈動、提昇市場需求預測能力與生產計畫之準確度、對資金有效運用 以提升企業競爭力並積極建立或改進核心競爭優勢。若能制定明確之企業策略 與營運目標,追求差異化以區隔競爭對手並不斷創新、傾聽及回應顧客心聲, 企業便掌握致勝先機。 2001 年台灣經濟成長率首次轉為負成長,在東南亞國家中敬陪末座,國內 景氣一片低迷。雖然經濟環境如此不利,但國外投資者仍然看好台灣後續發展 潛力,趙文衡(2003)指出這是台灣由模仿階段進入創新階段必經的轉型期。
由種種跡象顯示,這過渡期即將結束,台灣必然啟動另一波的經濟成長。因為 在這股逆流中,台灣企業仍然屹立不搖,致力於產業經營與深耕,尤其可敬的 是在經濟衰退中,國內技術創新潮流並沒有因此停滯,在美國所獲得的專利件 數,由 1997 年的兩千五百件激增至 2001 年六千五百件,可見一斑。雖然經濟 衰退影響頗劇,但是專利件數反而創下歷史新高,僅次於美國、德國和日本, 名列世界第四位。即使在最艱困的 2001 年,世界經濟論壇所發佈的全球競爭 力評比中,台灣競爭力排名仍大幅上升為第七名,領先日本、韓國及香港並在 科技創新程度上高居全球第三;在 2002 年,台灣的創新能力更竄升至世界第 八。種種跡象均示台灣經濟衰退絕非因整體競爭力衰減之故,而是國際經濟不 景氣及面臨經濟轉型所致。 由模仿、製造轉型至創新是台灣企業廠商必經的過程。模仿是比較簡單的 工作,風險小、成功機率大,台灣脫離模仿而進入創新階段,等同於由比較有 保障的環境,進入一個不確定性高的環境。尤其在進入初期,企業廠商必須學 會將所創新之產品與技術商品化,以及有效地開發出滿足市場需求之新產品。 對一向依賴模仿先進國家之技術與銷售市場的台灣企業而言,自行開發新技術 與新產品是一項巨大的挑戰。未來台灣企業面臨的是危機,同時也是轉機;危 機指的是「大陸崛起」,將來這個世界工廠勢必成為台灣的強力競爭對手卻又 是相互依存的關係伙伴;轉機乃指台灣正處於模仿轉入創新的關鍵時期;若能 蛻變成功,將近入第二個黃金時期。現今台灣企業正處於這樣一個關鍵時刻, 在多變詭譎的競爭環境中,擬定一個精確兼之有遠見的策略並有效、確實地執 行策略計畫,是每一家企業在競爭遊戲中必備的基本條件。 1.2 研究動機 依據趙文衡(2003)之預測,未來 2~3 年,將是台灣企業轉型成功與否的 關鍵期,在這段期間企業必須及早建立及開發核心競爭優勢(Collins,2002;
優勢,建立競爭優勢必須仰賴具備效率及效能之競爭策略。現今各企業所採行 之策略管理方案凌亂不全,常顧此失彼或擬定錯誤策略導致失敗。一個錯誤的 策略所造成之後果比不擬定策略還嚴重。經營策略對於企業營運績效存在顯著 效應,若能確實執行策略管理之企業,在經營績效及營運獲利都顯著優於未曾 施行策略規劃之企業。然而如何有效地進行策略規劃及管理,各家學說莫衷一 是(Mintzberg et al.,1998),相關研究文獻亦闕如。總括而言策略管理流程包 含三大部分:策略分析、策略形成及策略執行與評估(Glueck,1985;司徒達 賢,1995;Hill & Jones,1996;Miller & Dess,1999;David,1999; Hitt, et al., 1999)。策略三階段彼此息息相關,若任一部分順利規劃或精確展開,都將形 成錯誤的策略,致使企業在競爭環境中失去優勢。 六標準差自 1985 年在摩托羅拉(Motorola Inc.)發展問世以來,歷經世界 級企業聯訊(AlliedSignal)、奇異(GE)等公司的驗證,是為當前最有效的流 程改善手法,以其突破策略(breakthrough strategy)--DMAIC 之流程改善模式, 協助各大廠獲得突破性的改善。企業領導高層全力支持、建立完善架構及組織 文化、依據事實、以統計手法進行驗證、以專案方式進行改善、以專業人員執 行專案並以實際財務獲得為績效標的,均是六標準差成為強大流程改善手法之 因素。本研究期望透過六標準差突破策略—DMAIC 流程,協助企業改善製造 策略規劃流程,使其可以擬定切合時宜的策略,減除行政作業步驟並降低作業 成本。 1.3 研究目的 本研究提出以六標準差突破策略改善製造策略規劃流程之概念,使製造策 略與企業目標一致並與市場需求相結合。研究目的乃是透過分析製造策略規劃 個案以說明應用六標準差突破策略之工作重點,並建立策略規劃流程改善的模 式與概念。同時擴展六標準差的運用層次,使其從改善製造、服務、行銷等功 能流程,提昇至改善企業策略及企業管理層次。本研究所建立之六標準差於策
略管理層次的研究模式,可供後續相關研究參考。研究中將比較「傳統策略規 劃流程」、「Menda & Dilts 模式」及本研究所提以六標準差突破策略改善策略 規劃流程之概念,並闡述改善策略規劃流程之必要性。 1.4 論文架構 本論文架構分為六部分: 1.緒論 本章描述現今企業所面臨之產業環境,指出競爭環境中的機會與威脅,並 說明研究動機與目的。 2.文獻探討 本章乃藉由研讀過去相關文獻,探討策略管理、製造策略規劃流程及六標 準差突破策略新近研究成果,並由文獻中尋找將兩者融合之契機。 3. 製造策略規劃導入六標準差突破策略之流程 本研究以六標準差突破策略—DMAIC 行動步驟,協助改善製造策略規劃 流程。文中闡述應用六標準差突破策略改善策略規劃流程之概念,並指出 製造策略規劃流程之顧客、產出及績效衡量指標。同時描述 DMAIC 改善 流程之行動步驟及作業重點。 4.個案分析 本研究擬以製造策略規劃流程案例,說明應用六標準差突破策略改善製造 策略規劃流程之步驟。本章將描述製造策略規劃如何導入六標準差突破策 略,並闡述製造策略規劃流程改善重點、改善成效及阻礙,以支持本研究 所提之概念。 5.策略規劃流程之比較 本章擬與「傳統策略規劃流程」及「Menda & Dilts 模式」進行比較,評 估彼此優劣及適用情境,並闡述策略規劃流程改善之必要性。
6.討論與結論
本章首先討論與比較生產製造流程與策略規劃流程之異同。最後將對研究 成果提出總結,說明研究限制,並建議未來研究方向。
第二章 文獻探討
企業處在傾向追求「效率」(efficiency)與「效能」(effectiveness)的環境 中,制訂良好的「經營策略」已經成為企業成功的必要條件。Hill & Jones(1996) 指出企業成敗端賴於三大要素:「企業所經營之事業所處的產業別」、「企業營 運總部所在國家之特性」及「企業所擁有之資源、競爭優勢、應用資源之能力 及企業策略」。Craig & Grant(2002)指出成功的策略必須能結合四項主要特性: 「建立長期且單純的企業目標」、「徹底分析競爭環境」、「客觀進行資源評估」 及「確保策略計畫有效率地執行」。 本研究即在探討如何運用六標準差突破策略,改善製造策略規劃流程,確 保終端產出之「品質」。本章將對「策略管理」、「製造策略規劃流程」及「六 標差突破策略」進行相關研究文獻探討,以下分述之。 2.1 策略管理
策略管理的主要議題在於發掘組織成敗之因素(Hill & Jones,1996)。Joyce et al.(2003)在其提出的「4+2:企業的成功方程式」中直接點出,企業成敗 繫於四項主要因素:「策略」、「執行」、「企業文化」及「組織架構」。Glueck(1985)
指出企業必須進行策略規劃之原因:(1)處於詭譎多變的環境,需仰賴策略規
劃預測未來之威脅與機會;(2)為全體員工提供企業明確的目標與方向;(3) 提昇企業營運績效與員工滿足感。
Hill & Jones(1996)指出策略管理主要流程架構包含五部分:(1)建立企 業使命和主要目標;(2)進行外部分析以尋找「機會」及「威脅」;(3)內部 分析以釐清組織「優勢」與「劣勢」;(4)建立在內、外部分析的基礎上,選 擇最佳策略;(5)確實執行已選定之策略。
成」及「策略執行」。David(1999)則認為應包含:「策略形成」、「策略執行」 與「策略評估」。Glueck(1985)提出策略管理四階段:「策略分析與診斷」、「策 略選擇」、「策略執行」及「策略評估與控制」。Hitt et al.(1999)提出策略管理 模式應包含三部分:「策略性投入」、「策略性行動」及「策略性產出」。國內學 者司徒達賢(1995)則提出事業策略分析與制定程序,見圖 2.1。 圖 2.1 事業策略分析與制訂程序(司徒達賢,1995) 綜 合 以 上 學 者 所 言 , 策 略 管 理 包 含 三 大 階 段 :「 策 略 分 析 」( strategy analysis)、「策略形成」(strategy formulation)以及「策略執行與評估」(strategy implementation)。以下分別探討:策略定義、策略管理流程、製造策略規劃流 程。 本身條件(含過去策略) 策略型態 企業行動與績效 目標組合: 投資人、顧 客、員工、社 區、經理人之 要求 功能政策 組織方式及結構 環境特色及趨勢: 大環境 產業環境 競爭環境
2.1.1 策略定義 各方學者對於策略的定義莫衷一是,從最早出自中國「孫子兵法」一書至 現今策略管理大師 Henry Mintzberg 都對「策略」提出精闢之見解。本研究將國 內外學者對策略之定義進行整理,見表 2.1。綜合表 2.1 之定義,可知企業策略 乃指一家企業為達成組織目標,採取一系列的手段及方法,訂定各部執行計 畫,以期符合企業目標。 表 2.1 策略定義 學者 定義 Andrews,1965 策略是目標的形式,以及為達成目的之主要政策和計畫,說明訂 定公司所要從事的事業和所應從屬的類別 Ansoff,1965 策略乃是企業與環境間共有的引線(common thread);此共有引 線包含產品市場範疇(product/market scope)、成長向量(growth vector)、競爭優勢(competitive advantage)及綜效(synergy)。 Chandler,1962 一個企業長期目標的決策,以及實現這些目標所需的行動及資源 分配的方法 Glueck,1984 策略是為了達到組織基本目標而設計的一套統一協調的、廣泛的 以及整合性的計畫 Hofer & Schendel,1978 策略乃指企業為了達成目標,對目前及未來在資源部署及環境互 動上所採行的型態 Mcnichols,1983 策略是企業運用他所擁有的技術和資源,在最有利的情況下達成 基本目標的科學與藝術 Mintzberg,1998 策略無法給定一個簡單的定義,吾人需由策略計畫(plan)、策略 定位(position)、策略視野(perspective)、策略模式(pattern)及 策略伎倆(ploy)等構面定義策略
Porter,1980 企業競爭策略(competitive strategy)是企業為了取得在產業中較 佳地位所採取攻擊性或防禦性的行動 Sawyer,1990 策略是管理階層為解決企業問題或達成目標,設計必要的行動 時,所需依據之基本規範。政策則是管理階層為指導企業營運, 而為自己所訂定的行為規範 司徒達賢,1995 策略是指企業的形貌(包括經營範圍與競爭優勢等等),以及在不 同時間點,這些形貌改變的軌跡 蘇拾忠,1994 策略規劃包括建立企業目標與使命、偵測外在環境、訂定資源分 配原則,乃致於決定生產、行銷、財務等功能性政策,這一系列 的過程
2.1.2 策略管理流程
策略管理是完整之企業流程,在流程中應至少包含三個主要階段:「策略分
析」、「策略形成」及「策略執行與評估」。以下將依序介紹各階段意涵。 「策略分析」主要目的在於瞭解企業組織當前所處環境、預測未來趨勢並 提出因應之道。策略分析通常包含兩部分:外部環境分析(external environment analysis)及內部環境分析(internal environment analysis);外部分析在於解析 當前所處環境潛在的機會與威脅;內部分析則是著重探索企業本身具有的優勢 及劣勢。 企 業 進 行 外 部 環 境 分 析 作 業 時 應 涉 及 三 個 層 面 : 總 體 環 境 ( general environment)、產業環境(industrial environment)及競爭環境(competitive environment)。總體環境分析是指足以影響產業及企業之廣泛性因素,諸如: 人口、經濟、政治、法律、社會文化、科技等因素。產業環境分析則針對直接 影響企業及其競爭行為的外在力量,如:新進入者的威脅、顧客議價能力或供 應商議價能力。競爭環境分析則整合總體環境及產業環境分析,以瞭解競爭對 手之成就與行動方案。總體環境分析著重於未來變化;產業環境分析意在瞭解 各項對企業獲利的影響因素及其作用力;競爭環境分析則用以預測競爭者之策 略、因應行動及意圖。 內部分析在於瞭解自身競爭優、劣勢,競爭優勢之維繫端賴三個重要因素: (1)核心能力退化速率;(2)核心能力替代性;(3)核心能力模仿難易度。 策略管理者必須專注於管理現有核心能力,同時積極發展新核心能力,以維持 領先優勢。分析重點在於瞭解本身的競爭優勢,包括資源(resources)、能力 (capability)與核心能力(core competency)。資源是生產程序中的「投入」, 諸如:設備、專利、員工技能、財物資源及管理者。可再分為「有形」(tangible resources)與「無形」(intangible resources)兩類,前者指可見與可量化之資產; 後者包含智慧財產權、組織文化、產品或服務信譽、人際互動方式。企業整合 各種資源,以達成任務或活動的能力;運用這些能力整合資源,並發展新能力,
使競爭對手不易模仿或學習。 「策略形成」須以策略層級為導向,不同層級採用不同策略,才能達最大 效益。策略形成隨組織不同層次的劃分,可再細分為四個層次: 1.企業策略(Corporate strategy):旨在規劃企業內所屬各事業部資源分配; 各事業部相互支援,以使企業獲得最大利益,並達成企業使命。 2.事業策略(Business strategy):主導制定單一事業部門的營運方針,依據事 業目標規劃事業戰略、展開執行計畫。
3.功能性策略(Functional strategy or policy):規劃組織內各功能性部門,包 括生產、行銷、財務及人力資源等,因應企業使命、企業策略及事業策略 之功能需求,調整部門組織或企業架構。 4.國際化策略(International strategy):主導企業因應市場全球化,規劃經營 方向以面對國際上的挑戰。 「策略執行」的定義為企業創造其組織架構,以便執行策略。組織設計包 含對組織結構及控制系統的選擇,使企業以最有效率方式執行策略,從而創造 並維持競爭優勢(Hill & Jones,1996)。David(1999)指出由策略形成轉為 策略執行,端賴於策略家將責任轉移至各事業部門的管理者。策略執行核心議 題包含訂定年度目標、建立部門方針、規劃資源分配、重整與再造組織架構、 降低變革抗拒、修訂報酬與獎勵制度、塑造支持文化、調整生產作業流程、設 計人力資源功能等。
2.1.3 製造策略規劃流程
製造策略屬於功能性策略,負責擬定製造部門的硬體設施、生產流程、生 產技術等,期望提昇產品競爭力,以達成企業目標(corporate objectives)。Skinner (1974)指出製造策略必須配合企業策略目標的競爭需求,生產工廠需將焦點 集中於特定市場,使其生產設備、作業人員、支援系統可以專注於有限之顧客 需求。Wheelwright(1978)指出企業必須重新評估製造功能對總體營運績效之 貢獻,藉由效率、品質、交貨可靠性等績效指標,以規劃對應於企業目標之製 造策略。Hayes & Wheelwright(1978)認為生產流程必須配合產品所處生命 週期之階段,以尋求最佳競爭位置,他們提出產品-製程矩陣(the product-process matrix )說明企業必須處於對角線位置,以獲得最佳競爭能力。 Bank & Wheelwright(1979)指出企業生產單位常追求短期績效,以致於阻礙長期策略 目標之達成,並指出企業若能增加策略目標的實際性;建立能同時滿足策略目 標與短期利益之績效評量;促使低階管理者能參與、認同企業整體策略;建立 正式的策略規劃及檢討流程;並改變組織架構以實行策略目標,將可降低長短 目標之相互衝突,確保製造策略有效實行。劉志能(1991)亦指出製造部門主 管若能參與企業策略規劃,提昇其對製造策略決策權力,並與各部門相互協 調,以增加策略目標的實用性,確保製造策略能滿足企業目標。 Richardson & Gordon(1980)指出整體製造績效指標,必須能評估企業 經營成功有重要關連的「效能」(effectiveness);製造部主管應尋求與企業策略 一致的績效評估方式,該指標且需能因應不同的產品生命週期。他們進一步提 出製造績效指標,如:推出新產品能力;因應訂單改變的製造彈性;品質低劣 所造成銷售損失的機會成本;及交期可靠度所造成銷售損失的機會成本,認為 企業應重視這些指標,並進行長期評估。劉志能(1991)提出五點製造策略重 要因素,包括:製造策略與企業策略目標的一致程度、製造決策力量的集中程 度、製造策略在競爭過程中,所扮演角色之重要性、製程結構與產品結構的一
致性以及製造組織的專注程度,用以量測製造策略規劃與經營績效之關連。 Wheelwright(1984)指出以競爭的角度看待製造策略,應該包含四個主要 構面:「成本」、「品質」、「交期」以及「彈性」,企業透過這些構面指引策略上 的優先順序,並以此獲得競爭優勢。Buffa(1984)認為製造策略的制定應包含 所有的物流活動,如:從供應商、製造、裝配及至產品運銷,並應涵蓋工作設 計、勞動力、廠址、產能、技術及作業性決策等層面。 Hax & Majluf(1984)提出一套系統化的策略規劃程序,指出策略制定的 過程中,必須加強企業各個策略規劃層級相互整合,以使策略目標一致。Fine & Hax(1985)提出一套六階段的製造策略規劃程序,包括:擬定策略決策架構、 確保企業策略與製造策略結合、稽核製造策略、區分產品群組、評估各工廠專 注程度最後發展為製造策略計畫。他們強調在規劃過程中,製造部門必須與其 他部門相互協調整合,以使製造策略與企業策略一致,並達成企業目標。
Miltenburg ( 1995 ) 提 出 以 製 造 策 略 工 作 表 ( manufacturing strategy worksheet)進行製造策略規劃,並且依循三個階段,尋求三個問題的解答:(1) 製程所處情境(Where Am I),旨在探索當前所運用之生產系統以及製程能力; (2)製程預期目標(Where do I Want to be),分析產品在市場的競爭力及特性 指標;探索當前生產系統達成市場競爭特性指標程度;並選定適當生產系統; (3)達成目標之途徑(How will I get from where I am to where I want to be), 依據前兩階段分析結果,調整生產系統資源及架構、訂定生產計畫,使生產產 品能滿足市場競爭指標。
Hill(1989,1994,2000)提出一套五階段的製造策略規劃流程:(1)設定 企業目標(Corporate objectives)作為營運方向;(2)擬定市場策略(Marketing strategy)以達成企業目標;(3)評析與挖掘市場所期望的產品特質(Products qualify)及超越競爭者以獲得訂單之關鍵要素;(4)建立能生產市場期望的產 品 與 競 爭 關 鍵 要 素 之 製 造 流 程 ;( 5 ) 提 供 能 滿 足 生 產 需 求 之 基 礎 設 施 (Infrastructure)。透過這一系列結構性的製造策略規劃流程,可有效地結合製
造策略及市場需求,規劃生產計畫、調整基礎設施、選定生產流程,以達成企 業目標。Menda & Dilts(1996)延續 Hill 所提之製造策略規劃模式,並進一 步結合多功能部門的觀點(multifunctional viewpoints),並將其應用於 Rumack 藥廠,協助規劃製造策略,其規劃流程,見圖 2.2。 圖 2.2 製造策略規劃流程模式 (Menda & Dilts,1996) 以上學者之研究多集中探討製造策略的策略要素、製造策略的衡量指標、 製造策略與企業策略的關係以及製造策略規劃流程等,始終缺乏探討能協助製 企業使命 (corporate mission) 行銷計畫 (marketing plans) 建立功能面
(establishment of functional views)
訂定生產主要作業 (determination of key manufacturing tasks) 生產結構決策 (manufacturing structural decisions) 訂單獲得一般性觀點 (consensus view of order-winning criteria) 生產基礎設施決策 (manufacturing infrastructural decisions) 行銷 銷售 生產 物料 操作 品質 成本 階段 1 階段 4 階段 2 階段 3-a 階段 3-b 階段 3-c 階段 5
造策略規劃流程精進的方法。本研究欲透過六標準突破策略協助製造策略規劃 流程之改善,探討改善策略規劃流程應專注的關鍵要素,提供企業界進行製造 策略規劃流程精進之依據。
2.2 六標準差流程改善模式
隨著奇異公司(GE)在企業經營上的成功,六標準差已經成為現今世上最 炙手可熱的品管手法。1981 年摩托羅拉(Motorola)總裁 Bob Galvin 在面對日 本企業來勢洶洶的挑戰下,要求公司內部在 5 年內改善流程、提昇組織表現, 並積極減除各項浪費,Bill Smith 因而在 1985 年提出一份報告,指出若能在生 產過程中降低產品組裝的缺失數,則顧客使用該產品時,發覺損壞的機率亦降 低;摩托羅拉認為最佳的製造商,便是生產零缺失的產品。為了追求此一目標, 摩托羅拉發展一連串的改善手法稱為「六標準差」。 2.2.1 意涵 Harry & Schroeder(2000)認為六標準差是藉由探詢一連串的問題,導引 出適切的答案,驅使企業獲得改善的益處。企業界認為六標準差是「工程師與 統計師所運用之高度技術性步驟,藉以精化產品和流程」。Pande et al.(2000) 指出六標準差是「全面性且具彈性之系統,用於獲取、維持和擴大企業成功」, 其驅動要素在於「洞悉顧客所需;嚴格運用事實、資料和統計分析;並全力關 注業務流程的管理和創新」。六標準差具有多元長處:節省成本、提高生產力、 擴大市場佔有率、留住顧客、縮短週期、降低誤差、改變文化、開發產品和服 務。 Antony & Banuelas(2001) 則認為六標準差是一種企業改善策略,用 以改善企業利益、消除浪費、降低不良品成本(COPQ:cost of poor quality) 並提昇作業的效率及效能,以能滿足顧客的期望與需求。Brevfogle et al.(1996) 則認為「六標準差」是以統計手法持續改善企業品質活動,並認為一種「改良 式全面品質管理」。詹昭雄(民 90)則認為六標準差是卓越情境;也是追求卓 越水準的經營管理。劉典嚴(民 89)指出六標準差不僅追求品質,同時也是種 哲學;它必須配合策略、強調提昇競爭力和偏重顧客導向思維。 六標準差專案將焦點集中在對「財務」及「作業目標」有直接影響的流程
和產品。即使是小型專案仍然需遵從企業目標,必須明確地標定專案與顧客主 要流程及競爭力相連結(Pande et al.,2000)。Ingle and Roe(2001)則提出六 標準差專案選擇以能提供最大財務利潤為優先,其必須緊緊與企業目標相連 結。因此所選之專案必須能改進企業競爭力、提升企業利潤、降低流程週期及 產出率。Pande et al.(2000)指出選擇專案可先設定評判要點,包括:(1)專 案成果或企業獲利標準,(2)可行性標準,(3)以及組織影響標準,依據此三 項要點所設定之標準進行專案篩選。Antony & Banuelas(2001)則認為專案 篩選要點必須能提昇公司績效表現,專注於對公司有利益的事項,並且積極提 昇顧客滿意。 2.2.2 六標準差突破策略 摩托羅拉研究人員指出「顧客滿意度」與「產品缺失」及「浪費的生產成 本」成正相關(Smith,1981),Smith(1985)隨後提出一份報告,指出當產品 在生產流程中即發現缺失並予以改善,則顧客在使用該產品時將不會出現失 效;換句話說,若能在生產流程時達到「產品零缺失」,則終端顧客將不會發 現任何缺失。六標準差乃是運用一連串的統計量測手法,控管作業流程以達到 「零缺失」的境界。隨著持續改善作業流程,將使企業獲得下列好處:產品良 率提昇、檢驗或檢查頻率需求降低、成本下降、生產週期降低及顧客滿意度提 昇。Harry(1998)認為「六標準差」與突破策略(Breakthrough Strategy)是兩 個完全不同議題卻又彼此相互關連,六標準差是「哲學」也是「目標」;而突 破策略則提供一個問題解決系統,以達成六標準差目標。Ingle & Roe(2001) 指出六標準差策略核心在於「定義」(define)及「量測」(measurement)變異; 找出主要「肇因」(KPIV、KPOV),透過有效的操作步驟以「控制」及「降低」 變異。經由實施六標準差突破策略,期望能獲得更快、更穩定的產品發展;更 有效、更有能力的製造流程;全面提升企業作業流程(Business operational
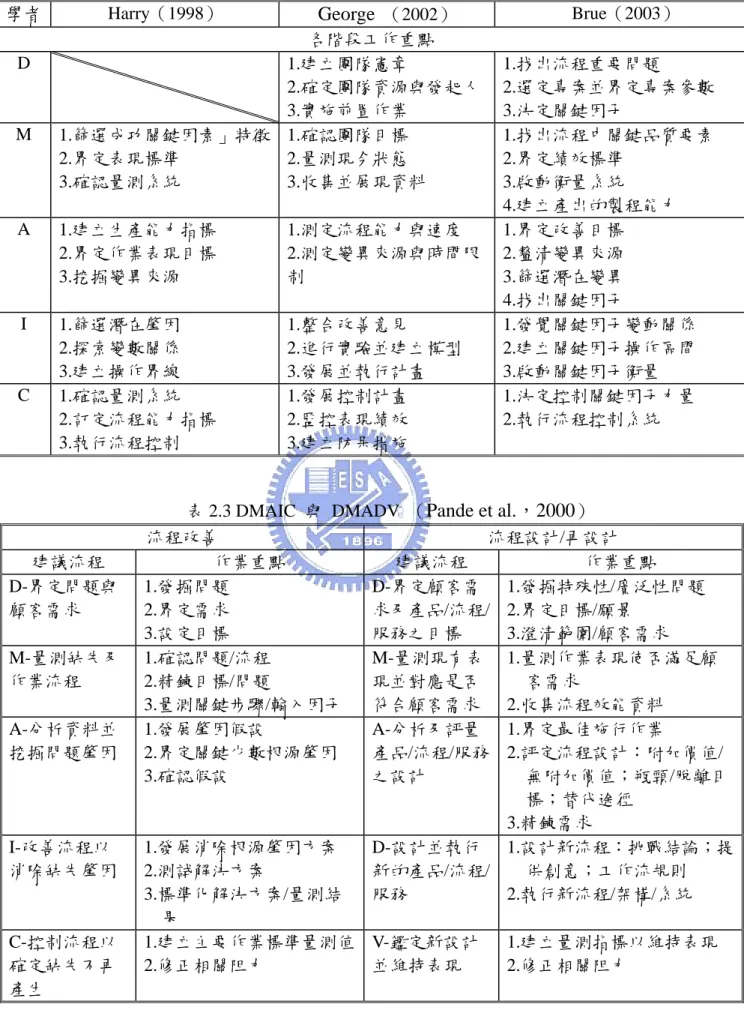
process)的信賴度(Sanders & Hild,2000)。Harry (1998)指出突破策略乃 透過設計的施行步驟,協助挖掘改善之道,可分四階段: 1.量測階段(Measurement):在流程中找出關鍵品質要素,定義量測指標, 記錄量測結果並估計長、短期的流程能力。 2.分析階段(Analysis):對主要產品進行標竿排名,藉此找出影響作業表現 的重要因子,必要時可重新設計流程或產品。 3.改善階段(Improvement):專注於可大幅改善績效且對財務指標有助益的 因子,對這些因子予以診斷並消除主要變異來源。 4.控制階段(Control):透過統計流程管制(SPC)監控這些重要因子,並注 意變異情形是否符合預期。 當企業內部流程予以改善後,必須將突破策略推廣至財務及顧客滿意,如 此才能真正達到六標準差境界。突破策略改善流程模式,必須達成各階段工作 重點,以找出滿足顧客需求及影響流程變異之關鍵因子,並予以改善、控制, 使流程產出能符合預期目標,各階段工作重點(Harry,1998;George,2002;
Brue,2003),見表 2.2。Pande et al.(2000)提出針對不同的改善流程情境必須
採取相對應的突破策略。若企業進行「流程改善作業」時,可採用 DMAIC 流 程(D:界定-Define;M:量測-Measure;A:分析-Analysis;I:改善-Improve; C:控制-Control);若要進行「流程設計/再設計作業」時,則應採用較特殊的 DMADV(D:界定-Define;M:量測-Measure;A:分析-Analysis;D:設計-Design; V:鑑定-Verify)流程,見表 2.3。六標準差突破策略的潛在優勢,能使企業重 新開始新的改善流程;提供組織成員新的學習機會和操作已習得之統計工具; 提供不同部門或企業組織一個共通語言和方法;將顧客及績效衡量置於改善流 程中首要地位;提供不同改進手法以進行「修繕」或「重新設計」作業流程(Pande et al.,2000)。
表 2.2 DMAIC 各階段工作重點比較
表 2.3 DMAIC 與 DMADV (Pande et al.,2000) 流程改善 流程設計/再設計 建議流程 作業重點 建議流程 作業重點 D-界定問題與 顧客需求 1.發掘問題 2.界定需求 3.設定目標 D-界定顧客需 求及產品/流程/ 服務之目標 1.發掘特殊性/廣泛性問題 2.界定目標/願景 3.澄清範圍/顧客需求 M-量測缺失及 作業流程 1.確認問題/流程 2.精鍊目標/問題 3.量測關鍵步驟/輸入因子 M-量測現有表 現並對應是否 符合顧客需求 1.量測作業表現使否滿足顧 客需求 2.收集流程效能資料 A-分析資料並 挖掘問題肇因 1.發展肇因假設 2.界定關鍵少數根源肇因 3.確認假設 A-分析及評量 產品/流程/服務 之設計 1.界定最佳施行作業 2.評定流程設計:附加價值/ 無附加價值;瓶頸/脫離目 標;替代途徑 3.精鍊需求 I-改善流程以 消除缺失肇因 1.發展消除根源肇因方案 2.測試解決方案 3.標準化解決方案/量測結 果 D-設計並執行 新的產品/流程/ 服務 1.設計新流程:挑戰結論;提 供創意;工作流規則 2.執行新流程/架構/系統 C-控制流程以 確定缺失不再 產生 1.建立主要作業標準量測值 2.修正相關阻力 V-鑑定新設計 並維持表現 1.建立量測指標以維持表現 2.修正相關阻力
學者 Harry(1998) George (2002) Brue(2003) 各階段工作重點 D 1.建立團隊憲章 2.確定團隊資源與發起人 3.實施前置作業 1.找出流程重要問題 2.選定專案並界定專案參數 3.決定關鍵因子 M 1.篩選成功關鍵因素」特徵 2.界定表現標準 3.確認量測系統 1.確認團隊目標 2.量測現今狀態 3.收集並展現資料 1.找出流程中關鍵品質要素 2.界定績效標準 3.啟動衡量系統 4.建立產出的製程能力 A 1.建立生產能力指標 2.界定作業表現目標 3.挖掘變異來源 1.測定流程能力與速度 2.測定變異來源與時間限 制 1.界定改善目標 2.釐清變異來源 3.篩選潛在變異 4.找出關鍵因子 I 1.篩選潛在肇因 2.探索變數關係 3.建立操作界線 1.整合改善意見 2.進行實驗並建立模型 3.發展並執行計畫 1.發覺關鍵因子變動關係 2.建立關鍵因子操作區間 3.啟動關鍵因子衡量 C 1.確認量測系統 2.訂定流程能力指標 3.執行流程控制 1.發展控制計畫 2.監控表現績效 3.建立防呆措施 1.決定控制關鍵因子力量 2.執行流程控制系統
2.2.3 六標準差於非製造流程之應用 自摩托羅拉 1985 年發展六標準差以來,其運用在生產製造以提昇產品品質 上,表現非常優異,不僅降低生產成本、提昇產品品質,並且為企業帶來高額 財務獲利。在製造業的運用無疑已臻成熟,將六標準差手法推廣至服務業正方 興未艾,以下將列舉國外學者將其推廣至不同領域所得之成效,並進一步印證 六標準差可推廣至管理層次。 Rivera & Marovich(2001)將六標準差改善手法運用至行銷作業上。可蒂 絲(Cordis)公司原先行銷作業步驟繁複,經由六標準差突破策略—DMAIC 進 行流程改善後,去除無附加價值的步驟,大量縮減作業時間及成本;同樣地, 將六標準差突破策略運用在訂單及利潤管理流程上,不但縮減相關流程及作業 週期,並且提昇銷售訂單量。 Wiklund & Wiklund(2002)將六標準差改善概念推廣至全公司組織學習。 Wiklund & Wiklund 認為六標準差突破策略可協助組織內部之流程改善。進行 持續性改善活動必須仰賴組織學習,而組織學習可視為一項循環流程,六標準 差卻是流程改善手法,兩者相輔相成;既可透過六標準差改善組織學習效率, 又可藉由組織學習提昇六標準差執行成效。 企業競爭優勢必須仰賴優秀人才建立,因此人力資源培訓是提昇企業競爭 力的一項關鍵。Wyper & Harrison(2000)將六標準差改善專案運用至人力資 源管理,首先明訂改善專案目標為「以適當的薪資,將正確的人選,在適切的 時間,安置於正確的位置」(right people in the right place at the right time at the right cost)。Wyper & Harrison 將人力資源管理依其終端產出及顧客之特性, 化為幾個不同的作業流程,再以突破策略—DMAIC 改善流程協助專案進行。 在研究中指出生產製造流程與人力資源改善專案之相同點:(1)企業變動時組 織成員相關議題的重要性;(2)改善專案必須涉及供應者及顧客;(3)明確定 義流程的所帶來之益處;(4)六標準差工具之簡易及效果;(5)具備效率與效 能的資料收集系統;(6)作業表現量測指標選擇的重要性。同時指出人力資源
管理推行六標準差之障礙:專案有較低的初始信賴度;界定作業流程範疇及重 要關鍵因子較為困難;不良品成本有較高的不確定性;顧客需求變異性較大; 需要較有創意的量測方法以衡量指標。 Starbird(2000)進一步將六標準差手法運用在企業管理流程上。Starbird 以六標準差改善手法運用在「六標準差專案執行」的管理,亦即改善企業管理 流程。透過 DMAIC 改善流程,找出六標準差管理流程中關鍵因子,並予以改 善控制。因而降低管理流程成本,大幅提昇六標準差專案之獲利,超過原先預 期目標。 綜合上述學者之研究,可推論六標準差不僅適用於生產製造流程以提昇產 品品質,舉凡各種流程化作業,諸如服務作業流程、行銷作業流程、人力資源 管理流程乃至企業管理流程。由於突破策略適用於改善流程化之作業,因此本 研究擬推展至策略規劃流程,試圖挖掘六標準差突破策略潛在可能性,協助改 善製造策略規劃。
第三章 製造策略規劃導入六標準差突破策略之流程 本章描述以六標準差突破策略改善製造策略規劃流程之概念與作業步驟。 第一節敘述訂定製造策略績效衡量指標、流程產出以及終端顧客的相關內容; 第二節描述六標準差流程改善模式—DMAIC 各階段之作業。 3.1 製造策略的績效衡量指標、流程產出及終端顧客 進行六標準差流程改善方案,必須先界定績效衡量指標、流程及流程產出、 終端顧客及顧客需求。本研究將依據 Platts et al.(1996)所提的製造策略規劃 流程評估構面,訂定績效衡量指標。該評估構面包括:目標(objectives)、目 標達成效能(effectiveness in achieving the objective)、程序(procedure)、參與 成員(participation)、流程管理(process management)、適應性(adaptability) 以及潛在失誤(potential for error )。
目標構面 本構面在於衡量製造策略規劃流程之目標是否滿足企業策略的一致性、是 否整合各部門策略目標、是否反應產業環境。 目標達成效能構面 本構面在於衡量製造策略規劃流程的表現、是否具備流程改善計畫。 程序構面 本構面在於量測製造策略規劃流程是否為部門成員及其他部門所辨認、是 否文件化。 參與成員構面 本構面在於衡量策略規劃小組成員的特徵,包括:是否涵蓋不同部門、是 否具備部門專業知識以及成員間溝通狀況。 流程管理構面 本構面量測製造策略規劃成員如何執行流程管理,由誰進行流程管理。
適應性構面 本構面量測製造策略規劃流程的穩健性,包括:是否可類推至新的情境、 是否可刺激成員創意。 潛在失誤構面 本構面量測製造策略規劃流程防堵潛在失誤的方法。 製造策略規劃流產出,依 Wheelwright(1984)所提可分為結構性決策及戰 術性決策。結構性決策包含:產能、廠房、技術及垂直整合;戰術性決策則涵 蓋勞動力、品質、生產規劃與物料、組織決策。 製造策略規劃流程的終端顧客將包含各部門主管、策略執行人員及策略影 響人員,以此三類別界定顧客需求。
3.2 應用六標準差突破策略改善製造策略規劃之行動步驟 六標準差突破策略透過階段式步驟進行專案改善,並形成迴路以持續精 進。六標準差突破策略行動步驟流程見圖 3.1。本節描述 DMAIC 各階段行動步 驟。 圖 3.1 六標準突破策略行動步驟流程 3.2.1 界定階段 界定階段是整個改善流程的起點,在本階段主要目的有四:(1)釐清欲改 善流程之範圍;(2)界定改善專案欲達成之目標;(3)釐清專案欲改善之核心 流程與其架構以及(4)界定核心流程的終端顧客與顧客需求。 在此階段必須著重於四個關鍵問題:(1)改善團隊應該關注的「問題」或 「機會」是什麼;(2)流程改善之「目標」為何;(3)核心流程的「顧客」為 何,核心流程及問題影響之「範圍與對象」;(4)改善團隊應該關注於哪些流程。 3.2.2 量測階段 在衡量階段目的有二:(1)藉由對作業流程與流程產出所做的衡量,以釐 清問題重心和範圍;(2)發覺何種關鍵資料能把問題縮小至主要肇因或關鍵根 源。 選定之衡量指標與收集之資料應包括產出、流程、投入等部分,該衡量指 標必須能反映問題癥結。在此階段需建立良好的衡量系統,以便追蹤專案改善 措施。績效衡量步驟如下: 界定流程問 題與顧客需 求 衡量流程績 效與缺失 流程控制並 持續改善 流程改善 流程設計/ 再設計 分析資料/ 挖掘肇因
1.以「顧客要求」為導向,依照衡量流程進行規劃與衡量,衡量流程見圖 3.2。
圖 3.2 績效衡量流程
2.篩選「誤差衡量」底線並確認專案改進之機會。六標準差提出誤差衡量的 概念(即 DPU:defects per unit),其優點為簡單、一致、相容性高;缺點 則是容易隱藏關鍵資訊。依據選定之誤差衡量進行流程量測。誤差衡量相 關重要名詞見表 3.1。 表 3.1 誤差衡量相關重要名詞 名詞 釋義 單件(Unit) 流程所處理之物件或終端產品或服務 誤差(Defect) 單件出現不符合顧客要求或績效標準之個數 誤差機會(Defect Opportunity) 單件出現缺失的機率 單件誤差數(DPU) (缺失數)/(抽樣單件數)*100% 每次機會誤差(DPO) (缺失數)/(抽樣單件數*單件產品缺失機會次數) 每百萬次誤差數(DPMO) DPO*10 (可查表轉換成標準差) 6 不良品質成本(COPQ) 因產品瑕疵所引起的金錢損失 3.2.3 分析階段 分析階段必須決定問題肇因的投入來源,可分別由資料及流程兩處著手: 1.資料分析:以衡量資料(早先已收集或分析階段所收集資料)發掘問題模 式、問題肇因或其他因素,進一步證明或排除某些因素。 2.流程分析:深入瞭解並調查工作流程及作業內容,以便確定問題領域,亦 選定衡 量要素 研擬作 業界定 確認資 料來源 研擬抽 樣計畫 執行並精 化衡量 修正
即發掘問題根源或促成問題的原因。分析階段是一個循環流程,擁有兩個 起點,可依實際狀況選定:a.分析資料/流程;b.擬定因果假設(一至兩個), 見圖 3.3。分析流程終點必須要能確定關鍵肇因,否則應該持續進行分析 作業。 圖 3.3 分析階段循環流程 3.2.4 改善階段 改善階段之主要作業為構思、選擇和執行改善方案。六標準差以「流程改 善」及「流程設計/再設計」兩種手法解決流程問題,可依據實際情境選擇適切 方案。 「流程改善」乃是以現有流程為基礎,構思改進方法以修正作業流程,共 五步驟:(1)構思問題解決之概念或方案;(2)篩選解決方案數量並訂定方案 聲明;(3)選出可執行或推薦的解決方案;(4)執行流程改進;(5)衡量改善 結果。 改善方案選用「流程設計/再設計」手法必須奠基於兩項條件: 1.市場環境存在著重大需求、威脅或機會;顧客要求或顧客需求改變;法律 規範的修訂或增編;現有作業流程混亂;舊有假設不適用;新科技發現。 2.企業備妥好面對風險;能承受改革所需的冗長過渡期;具備各項資源和人 才;高階領導層和整體組織均大力支持新措施;接受新措施風險組合。 (a)分析資 料/流程 確定關鍵 少數肇因 分析資料/ 流程 精化或排 除假設 (b)擬定 因果假設
「流程設計/再設計」執行步驟有五: 1.界定:訂定新設計流程之目標、規模和要求,制訂流程章程,設定流程願 景、流程專案及流程規模,並確認哪些流程需重新設計以及重要流程的起 迄點。 2.衡量:設定績效底線,進行標竿管理(和其他組織相似流程比較)/內部衡 量(組織內部績效之提昇);用以訂定未來衡量指標。 3.分析:建構新設計之基礎,藉由分析以確知新流程之價值,新設計之作業 流程、程序和技術,是否滿足預期績效。此階段可進行兩種分析:「流程價 值分析」及「流程時間分析」。 a.流程價值分析是以顧客角度檢視新工作,強調業務或流程存在之價值。流 程價值類別有三種:i.增加價值(顧客認為有價值之活動,亦即願意付錢 購買之活動;服務及產品有新的變化);ii.強化價值(能更快、更有效地服 務顧客,提供有效率、低成本及準確度高之活動);iii.無價值(檢查、延 誤、檢討、運送、內部呈報和準備等活動),以此價值類別區分各流程之 重要性。 b.流程時間分析對減少流程完工時間非常有幫助。流程時間可分兩部分:i. 工作時間(將產品或服務提供至顧客前,有多少時間實際進行作業);ii. 等候時間(服務和產品等待處理的時間)。 4.設計:設計與執行新流程,分為設計、精化和執行三階段。 a.設計階段透過小組作業,確認新流程範疇、構思及形成新流程並建立流程 模型。 b.精化階段在於進行測試並修正新流程,使其符合預期績效及實際情境。 c.執行階段乃將新流程納入實際作業中,並予以推廣及監控。 5.鑑定:鑑定新流程成效,旨在確認新流程施行結果是否符合預期,並建立 新績效衡量指標,以維持新流程之成效。
3.2.5 控管階段 六標準差改善專案完成後,必須進行維護作業,本階段工作重點有三項: 1.持續進行績效衡量以維持改進成效,並可執行三項作業以加強改進效用: a.改革歷程文件化,未來進行改革時,可供參考。 b.找出關鍵衡量指標,繪製衡量圖表,並持續監督作業績效。 c.建構流程回應計畫,建立回饋系統,以適時監督作業實際狀況。 2.界定流程擁有權和管理責任。 3.執行封閉迴圈管理。 本研究所提概念可整合為一流程地圖,見圖 3.4。 圖 3.4 六標準差突破策略導入流程地圖 界定階段 量測階段 分析階段 改善階段 控管階段 流程產出 顧客需求 顧客需求表 作業界定 量測流程表現 資料分析 流程分析 選定關鍵要素 選定改善/設計 流程再設計-DMADV 改善流程文件化 持續量測表現 流程管理
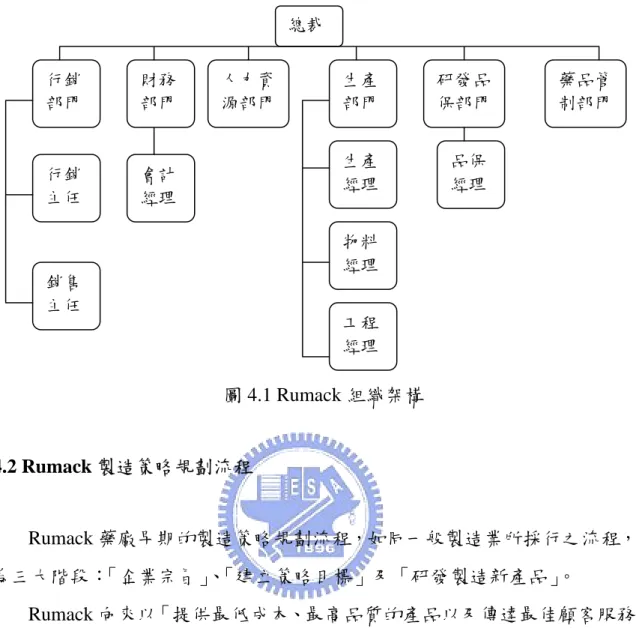
第四章 個案分析 本章以北美一家製藥廠製造策略規劃流程為例,說明如何以六標準差突破 策略進行策略規劃流程改善,並評估流程改善過程中,可能遭遇的困難與預期 績效。以下分別描述:個案背景、製造策略規劃流程、突破策略改善步驟、執 行困難與預期績效。 4.1 個案背景描述 Menda & Dilts 於 1997 協助北美一家藥品製造廠進行製造策略規劃,本研 究以此案例,說明製造策略規劃流程改善模式之可行性。 Rumack 是美國一家跨國企業旗下的製藥廠,負責製造並行銷一系列成藥 (OTC)。在 80 年代中期,這家藥廠因 Restolvic 系列藥品,開始蓬勃成長並在 貝克爾斯菲市(Bakersfield)擴建新廠以因應市場需求量。Rumack 藥廠生產 Restolvic 衍生系列藥物,包含:Ladirine 及 Hedanol 兩類;以及另一系列 Restolvic 處方簽藥物(non-OTC),並將處方簽藥物的生產作業遷移至貝克爾斯菲市。現 今,所有的處方簽藥物由 Rumack 一家所屬公司負責行銷及銷售,其本身則擔 負藥品生產作業。Rumack 公司由一位總裁負責,其下設有六位副總裁,分別 負責行銷部門、人力資源部門、財務部門、研發以及品質保證部門、藥品管制 事業部門以及生產部門,組織層級從上到下共分五層,其組織架構見圖 4.1。過 去 Rumack 以三階段作業完成製造策略之規劃,分別為:(1)描述企業宗旨、(2) 建立策略目標及(3)研發製造新產品,該策略規劃流程一直無法解決生產與市 場需求相互不對應的問題。Menda & Dilts(1997)以其所提出之製造策略規 劃概念模型,協助 Rumack 進行製造策略規劃,使生產與市場需求能相互配合, 提高製造策略與企業策略的一致性,並整合各部門需求以達成企業總體目標。
圖 4.1 Rumack 組織架構 4.2 Rumack 製造策略規劃流程 Rumack 藥廠早期的製造策略規劃流程,如同一般製造業所採行之流程,分 為三大階段:「企業宗旨」、「建立策略目標」及「研發製造新產品」。 Rumack 向來以「提供最低成本、最高品質的產品以及傳達最佳顧客服務信 念」為企業宗旨。策略規劃團隊依據企業宗旨,將策略目標、績效衡量指標劃 分為三部分:(1)成本,以「售貨成本百分比」(percent of cost-of-goods-sold)、 「存貨水準」(inventory levels)及「資本報酬率」(return-on-capital-employed) 為衡量指標;(2)品質,以「產品重工率」(percent of product reworked)為衡 量指標;(3)顧客服務,以「訂單達成率」(percent of orders-filled-complete) 為衡量指標。這三類策略衡量指標長久以來不曾大幅更動。完成三類衡量指標 評估之後,策略團隊便建構一般性指標,包含:安全性、技術能力、人力資源 培養及產業環境等。規劃團隊依據策略目標,規劃年度生產計劃以及研發新產 品。製造部門策略及其他不同部門之策略規劃,與擬定企業目標同時進行。由 於各部門間彼此獨立規劃未來策略,部門間策略彼此不協調,導致製造策略與 總裁 財務 部門 人力資 源部門 生產 部門 研發品 保部門 藥品管 制部門 行銷 部門 品保 經理 工程 經理 物料 經理 生產 經理 銷售 主任 行銷 主任 會計 經理
市場需求無法相結合。 Rumack 採取傳統形式的製造策略規劃流程,包括兩項意涵:(1)上述三項 策略目標衡量指標,涵蓋生產製造部門所有因素的整體表現,對達成企業目標 的貢獻度並無二致;(2)生產製造部門各經理可自行規劃生產策略,雖然總和 結果對整體目標有所助益,但有時彼此的計劃目標會發生衝突。若進一步探討 可發現,各經理為能達成總體生產目標,均避免將資源集中於錯誤的績效指標, 因此常常採取全面兼顧的方式,企圖將各項指標推至最佳表現。但企業資源有 限,往往只能專注於少數績效指標,因而呈現原先採行之製造策略規劃流程, 無法形成一致性的策略計劃與目標。
Menda & Dilts 依據 Hill(2000)所提製造策略規劃流程模式,導入各功 能性部門之溝通平台,促使製造策略得以和其他部門策略相互協調,以滿足市 場需求。Rumack 新製造策略規劃流程見圖 2.2。 4.2.1 企業宗旨與行銷計劃 改善初期 Rumack 先成立製造策略規劃改善小組,成員包括:各部門副總 裁、各生產部門經理、品管經理、會計經理以及行銷部門各經理。 改善小組重新評析企業宗旨、目標與行銷計劃。透過行銷專家再次檢視企 業內相關文件,以深入瞭解企業需求,最後明訂企業目標:「在現存消費性藥品 市場,最大化企業利潤機會,並在 2000 年前達成 11%的產品成長率」,績效表 現專注於「市場佔有率」作為評量企業成功指標。 Rumack 產品主攻成藥市場。這個高度競爭市場,可區分為幾個市場區隔, 而 Rumack 所在的市場區隔競爭者眾多,包含幾家國際級大藥廠以及當地為數 可觀的小藥廠;這些小藥廠雖然採取低價競爭策略,但是各國際藥廠仍然主導 整個產品市場,市場佔有率高達 65%。自 1960 起,Restolvic 系列藥品便是 Rumack 最成功的產品之一,為了因應多元消費市場,該公司不斷開發相關衍 生藥品。主要產品可分為兩類:成藥及處方藥;在面對多變的顧客需求下,成 藥又可區為分三種品牌名、五種市場區隔,而處方藥則可分為兩類型,其個別
銷售量及產出見表 4.1。成藥系列消費者為一般大眾,由 Rumack 自行銷售;而 處方藥則透過附屬公司進行銷售,主要顧客則分兩群:一為製藥商、一為藥劑 師。在 1980 中期,管理團隊發現 Restolvic 系列藥品對消費者具有強大吸引力, 因此採用強力促銷、推廣品牌知名度、積極衍生新藥品的競爭策略,在 1990 初期市場佔有率由 15%上升至 30%。在藥品產業市場上,Rumack 的產品屬於 高價品,其銷售價格約高於競爭對手 60%,並給予消費者「高品質」、「高效用」 及「品牌忠誠度」等優勢印象。藥品銷售通路可分為三類:(1)透過通路商、 中盤商售予消費者;(2)將成藥直接銷售予顧客;或(3)透過其他藥商銷售予 顧客。
表 4.1 Rumack 藥品分類、銷售表(Menda & Dilts,1997) 市場 區隔 產品群組 佔 Rumack 銷售比率 佔 Rumack 藥品產出率 終端產 品數 A Restolvic-A 60% 63% 22 B Restolvic-B 16% 10% 8 C Restolvic-C 16% 5% 16 D Hedanol 3% 1% 6 E Ladirine 5% 2% 2 F Restolvic-A-BTC N/A 2% 5 G Restolvic-A-Rx N/A 17% 7 4.2.2 篩選訂單獲得關鍵因素 Rumack 在此階段分四步驟進行:(1)分析產品所處生命週期;(2)篩選一 組與生命週期相關連的訂單獲得關鍵要素(order-winning criteria);(3)以功能 部門觀點進行評判;及(4)選定訂單獲得關鍵要素。
建立產品生命週期 當產品處於不同的生命週期,其產品特徵如:產品變異(product variety)、 訂單獲得(order-winner)等也會跟著變動。Rumack 依據旗下各項產品繪製產 品生命週期示意圖,見圖 4.2。 圖 4.2 產品生命週期示意圖(Menda & Dilts,1997) 篩選訂單獲得相關關鍵要素 Rumack 從已建立的訂單獲得關鍵因素表中進行篩選,篩選規則依據公司現 在所處之市場地位以及行銷、銷售相關主管評析之結果,選定八項關鍵要素: 1. 價格(Price):以最低銷售價格為衡量基準 2. 達交速度(Delivery speed):比競爭對手更快的達交速度為衡量標準 3. 達交信賴度(Delivery reliability):達成交期的穩定度
4. 獨特/附加價值特徵及服務(Unique / value-added features and services):獨特 且具附加價值之企業特徵及顧客服務
5. 上市間隔(Lead-time to market):比競爭者更快速的新產品上市週期及新產 線擴充時間為衡量
6. 供應商與商譽(Preferred-supplier status and corporate reputation):開發供應 鏈伙伴之正向關係及企業商譽
7. 產品廣度(Product range):每種品牌之產品線廣度
功能性觀點判別 在此一步驟,將不同功能部門主管之觀點,引導入先前選定的八項訂單獲 得關鍵要素。每位主管對關鍵要素調查問卷進行評分,此份問卷主要議題在於 八項關鍵要素對於相關產品在三個不同時期(現今環境、二年及五年後)所產 生之效應。問卷調查程序依據不同產品線及不同功能部門而有所不同,分為四 類情形個別進行,執行流程見圖 4.3。 四種成藥產品經理對各自經營產品進行評分,將結果彙整至成藥產品行銷 主管,行銷主管整合四產品經理評分結果及個人觀點,將關鍵要素對不同產品 之效應分別予以不同權重值。二種處方藥產品經理亦針對各自經營產品進行評 分,其結果再由處方藥產品行銷主管整合為單一結果。業務助理主管及客服部 經理對所有的成藥產品評分,其結果則由成藥業務主管進行整合。其他各功能 部門主管:生產、物料、營運、品質保證及成本會計,以一對一訪談方式分別 對成藥產品及處方藥產品進行評分。 圖 4.3 導入功能部門觀點流程圖(Menda & Dilts,1997)
功能部門主管對訂單獲得關鍵要素之觀點,其整合結果見表 4.2。所有參與 評分人員均同意成藥及處方藥產品,其相對應訂單獲得關鍵要素不一致,而且 在五年內這些關鍵要素不會變動。因此,改善團隊小組決定對兩系列產品分別 建立相對應之關鍵要素系統。 表 4.2 功能性部門主管意見整合表(Menda & Dilts,1997) 成藥系列 成藥銷售部門 關鍵要素 業務部門 行銷部門 生 產 部門 物 料 管 理部門 營 運 部門 品 質 部門 成 本 會 計部門 平 均 獨特/附加價值 特徵及服務 20 40 20 15 30 35 50 32 達交信賴度 20 30 20 30 20 20 25 24 供應商與商譽 10 10 20 30 40 20 0 20 產品廣度 5 15 20 15 10 0 25 14 包裝區隔 5 5 5 5 0 10 0 4 達交速度 10 0 0 5 0 15 0 3 價格 20 0 5 0 0 0 0 1 上市間隔 10 0 10 0 0 0 0 2 處方藥系列 關鍵要素 處方藥銷售部門 生 產 部門 物 料 管 理部門 營 運 部門 品 質 部門 成 本 會 計部門 平 均 價格 65 35 5 25 0 35 28 獨特/附加價值 特徵及服務 0 20 15 30 70 35 28 達交信賴度 15 20 25 15 0 30 18 供應商與商譽 15 15 25 0 20 0 13 包裝區隔 5 10 10 10 0 0 6 產品廣度 0 0 10 10 10 0 5 達交速度 0 0 10 10 0 0 3 上市間隔 0 0 0 0 0 0 0 選定訂單獲得關鍵要素 在此階段 Rumack 集中所有部門主管進行研討,分別針對成藥及處方藥產 品選定其最終訂單獲得關鍵要素。在產品相關部門主管前,呈現各部門對於訂 單獲得關鍵要素觀點,依此進行功能部門溝通會議,使各主管得以瞭解彼此意 見及作業需求。
成藥系列產品最後選定四項訂單獲得要素:(1)獨特附加價值特徵及服務; (2)達交信賴度;(3)供應商與商譽;及(4)產品廣度。處方藥系列產品獲 得最高評分的前四項分別為:(1)價格;(2)附加價值特徵;(3)達交信賴度; 及(4)供應商與商譽。然而處方藥品行銷經理指出基於藥品賠償政策、產品特 性以及競爭對手的行銷策略,產品價格成為獲得訂單的主要關鍵。其次,藥品 通路商通常不舉行促銷活動,因此產品差異化及附加價值服務對終端顧客並無 意義。最後所有主管均同意,以價格作為處方藥產品唯一的訂單獲得關鍵要素。 4.2.3 生產作業與訂單獲得關鍵因素結合 Rumack 策略規劃團隊選定訂單獲得關鍵後,將其延伸轉化為製造作業主要 任務,見表 4.3。依此主要任務需求,評估現有製程能力及生產相關設施,擬定 製造策略計劃並執行。 表 4.3 生產作業與訂單獲得關鍵因素結合表(Menda & Dilts,1997) 訂單獲得關鍵要素 生產主要作業 獨特/附加價值特 徵及服務 強調產品品質;獨特包裝區隔 達交信賴度 達成 100%訂單需求滿足 供應商與商譽 與製造部門無關 成藥系列 產品廣度 支援新產品開發;提高產品混合彈性 處方藥系列 價格 降低成本;生產能力改善
4.3 導入突破策略改善流程 本節以六標準差突破策略來探討 Rumack 製造略規劃流程之改善問題。 4.3.1 界定階段 Rumack 所採行的製造策略規劃流程,其最大問題在於無法使製造策略與市 場需求相契合,另外功能性部門間各自為政,導致各部門所擬定之策略不一致, 甚至產生利益衝突,降低組織獲利空間。因此,本研究界定其流程問題為「製 造策略與市場需求無契合」以及「部門間溝通不良」。 Rumack 早期所採行之策略規劃流程可界定為:(1)描述企業宗旨、(2)建 立策略目標及(3)研發製造新產品,其內部顧客包括:「各功能部門主管」及 「策略執行人員」,外部顧客則分為「藥品通路商」及「藥品使用者」。由所選 定之內外部顧客界定其需求,並建立顧客需求表,見表 4.4。 表 4.4 顧客需求表 外部顧客需求項目 內部顧客需求項目 價格 規劃時程 達交速度 策略目標 達交信賴度 績效指標 附加價值 策略通透度 上市間隔 計畫執行力 供應商與商譽 計畫執行成本 產品廣度 組織變動程度 包裝區隔 計劃預期成效 計畫執行時間
4.3.2 量測階段 策略規劃流程不同於生產製造流程,其終端產出為「策略」,無法以「缺失 數」評量其績效,故其績效指標宜採用 Platts et al.(1996)所提之七項策略評 估構面:(1)目標、(2)目標達成效能、(3)規劃程序、(4)參與成員、(5) 流程管理、(6)適應性以及(7)潛在失誤;除此之外,還需配合顧客需求表, 建立其相對應之績效指標,包括:(1)價格、(2)達交速度、(3)達交信賴度、 (4)附加價值、(5)上市間隔、(6)供應商與商譽、(7)產品廣度、(8)包裝 區隔、(9)規劃時程、(10)策略目標、(11)策略績效指標、(12)策略通透度、 (13)計畫執行力、(14)計畫執行成本、(15)組織變動程度、(16)計劃預期 成效以及(17)計畫執行時間等 17 項衡量指標。整合兩者並剔除相同或相近之 績效指標:「目標」與「策略目標」、「參與成員」與「策略通透度」,所以可得 22 項不同之衡量指標。 依據改善團隊所定義之 22 項衡量指標,一一界定其量測作業內容,作為量 測績效表現基礎,其量測作業界定見表 4.5。改善團隊依據量測作業界定表,分 別自內外部顧客收集相關資料,以進行分析作業。 表 4.5 量測作業界定表 衡量指標 衡量作業界定 衡量指標 衡量作業界定 目標達成效能 策略規劃流程是否具 備改善計劃 規劃時程 策略規劃所需時程 規劃程序 規劃程序文件化及各 部門可辨識性 策略目標 製造策略目標與企業 目標一致程度 流程管理 流程管理及職權劃分 策略績效指標 製造指標與其他部門 績效指標衝突程度 適應性 規劃流程穩健程度及 適用情境 策略通透度 製造策略為其他部門 辨識程度 包裝區隔 產品包裝與競爭者之 區隔程度 計畫執行力 生產部門達成策略目 標之能力 價格 產品銷售價格與競爭 者之差異 計畫執行成本 執行生產計劃所需成 本及資源 達交信賴度 達成交期的穩定度 計劃預期成效 目標達成可能程度