國 立 交 通 大 學
機械工程學系
碩士論文
升溫速率與持溫時間對超細晶粒 AZ80 鎂合金
半固態顯微結構之影響
Study on the effect of heating rate and holding time on the microstructure of ultra-fine grain AZ80 magnesium alloy in the semi-solid state
研 究 生:曹植培
指導教授:徐瑞坤 教授
i
升溫速率與持溫時間對超細晶粒 AZ80 鎂合金半固態
顯微結構之影響
研究生:曹植培 指導教授:徐瑞坤國立交通大學機械工程學系碩士班
摘要
鎂合金具有質輕、比強度高等優點,但在室溫下其成形性不佳, 以致它在應用上不如鋁合金廣泛。半固態成形是在固液相共存時進行 加工的成形技術,比起傳統鑄造法,半固態成形可製作出機械性質良 好的工件,適合應用於鎂合金。 半固態鑄造/鍛造是半固態成形技術中成本相對較低的成形方 法,此方法需要先準備具有球狀晶的胚料,再把胚料升溫到半固態溫 度進行加工成形;而大量塑性變形法中的等徑轉角擠製法能產生超細 晶粒,此超細晶粒材料在升溫到半固態後會得到尺寸較小之球狀晶, 適合作為半固態成形之胚料。 本研究主要探討半固態加工溫度、升溫速率與持溫時間對超細晶 粒鎂合金半固態顯微組織與機械性質之影響。利用高週波感應加熱實 現對材料快速升溫,觀察材料在加熱與半固態持溫過程中顯微組織變 化;並且利用壓縮試驗,比較經過等徑轉角擠製的超細晶粒材料與原 素材在成形性上的差異。 實驗結果顯示半固態加工溫度對晶粒尺寸有重大影響;較快的升 溫速率、較小的晶粒尺寸以及較好的圓球化效果都有助於半固態成形; 而經過等徑轉角擠製的材料,可以縮短半固態成形的持溫時間。 關鍵字:鎂合金、半固態成形、升溫速率、持溫時間ii
Study on the effect of heating rate and holding time
on the microstructure of ultra-fine grain AZ80
magnesium in the semi-solid state
Student:Chek-Pui Chou Advisor:Dr. Ray-Quen Hsu
Department of Mechanical Engineering
National Chiao Tung University
ABSTRACT
Magnesium alloy has many advantages, such as light weight, high specific strength, but its formability is limited under room temperature, so that it is not used widely as aluminum alloy. Semi-solid forging and casting is a low cost process that can be used in magnesium forming, it can make good products, this process need the billets that have spherical grains while they are heated to semi-solid temperature for forming.
In this study, the microstructure evolution influenced by holding temperature, heating rate and holding time were studied, ultra-fine grain AZ80 produced by ECAE (Equal Channel Angular Extrusion) was compare with As Extrude AZ80 in semi-solid state. In this study, we used the high frequency induction heating to provide a fast heating rate. And observe the microstructure evolution in the heating and temperature holding process after quenching.
The result showed that holding temperature had great effect on grain size in semi-solid state; smaller grain size and more circular spherical grain shape were benefit for semi-solid forming. ECAE AZ80 was a better choice for semi-solid forming than As Extrude AZ80 as billet material.
iii
誌謝
碩士修業的兩年期間,由衷的感謝指導教授徐瑞坤老師的悉心指 導, 每每指出我們在研究中不夠完善的部分並給與建議,讓我們了 解做研究的方法和態度,受益匪淺。也十分感謝論文口試委員洪景華 老師、向四海老師,對論文提供了相當多的指導與建議。另外也要謝 謝東京大學生產技術研究所柳本老師與杉山老師在實驗上的指導與 建議,讓本論文得以更趨完善。 在實驗的過程中,承蒙梁達嵐、江維堂、黃宣諭、吳偉仁、葉人 瑜、李艾聰、張洪誌、王基信、何昇融、陳瑋奇、謝其晟、魯鎮宇等 學長的幫忙,指出研究中不足的部分,在遇到難題時也幫助我解惑, 非常感謝。同學鍾權任、黃怡菁、陳柏廷、陳侑群、徐韶謙在課業上 我們互相幫忙、在生活上的歡笑皆銘記在心。蕭國賢、曾炫凱、劉佳 文、林治溱等學弟也非常感謝你們在我實驗以及生活上的各種幫助。 最後要感謝我的家人,謝謝你們對我的支持與鼓勵,讓我能順利 完成學業。在生活及學業上曾經幫助過我的家人和朋友們,再次感謝 你們。 植培 謹識 2012.08iv
目錄
中文摘要 ... i ABSTRACT ... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... vi 圖目錄 ... vii 第一章 序論... 1 1-1 研究背景 ... 1 1-2 研究動機與目的 ... 4 第二章 文獻回顧 ... 7 2-1 鎂合金簡介 ... 7 2-1-1 鎂合金的優點 ... 7 2-1-2 鎂合金的命名方式 ... 8 2-2 半固態成形 ... 9 2-2-1 半固態成形原理 ... 9 2-2-2 半固態成形加工 ... 11 2-2-3 半固態成形用胚料之製造方法... 12 2-2-4 半固態成形用胚料之適用性 ... 17 2-2-5 對鎂合金胚料之研究沿革 ... 18 2-3 半固態成形用胚料之顯微組織變化 ... 21 2-3-1 溫度之影響 ... 22 2-3-2 時間之影響 ... 22 2-4 大量塑性變形法 ... 24 2-4-1 等徑轉角擠製法 ... 25 2-4-2 晶粒細化之原理 ... 26 第三章 實驗方法與流程 ... 36 3-1 實驗材料 ... 36 3-2 實驗設備 ... 37 3-3 實驗步驟 ... 38 3-3-1 等徑轉角反覆擠製 ... 38 3-3-2 半固態升溫速率參數實驗 ... 40 3-3-3 半固態持溫參數實驗 ... 41v 3-3-4 顯微組織觀察與分析 ... 42 3-3-5 半固態壓縮試驗 ... 43 第四章 實驗結果與討論 ... 53 4-1 實驗用試片之顯微組織 ... 53 4-2 升溫速率對半固態顯微組織之影響 ... 54 4-3 持溫時間對半固態顯微組織之影響 ... 56 4-3-1 480℃半固態溫度下持溫時間之影響 ... 56 4-3-2 不同半固態溫度之比較 ... 57 4-4 半固態壓縮試驗 ... 58 4-4-1 480℃半固態溫度 ... 60 4-4-2 450℃半固態溫度 ... 62 第五章 結論與未來展望 ... 84 5-1 結論 ... 84 5-2 未來展望 ... 85 參考文獻 ... 86
vi
表目錄
表 2-1 鎂合金命名方式... 29 表 2-2 本實驗室半固態成形用胚料研究沿革... 30 表 2-3 等徑轉角擠製不同路徑下的旋轉角度... 30 表 3-1 合金 AZ80 之材料組成成份 ... 45 表 3-2AZ80 材料特性 ... 45 表 3-3 升溫速率實驗參數... 46 表 3-4 持溫時間實驗參數... 46 表 3-5 壓縮試驗實驗參數... 46 表 4-1480℃不同升溫速率原素材與 ECAE 試片之結果 ... 64 表 4-2480℃不同持溫時間原素材與 ECAE 試片之結果 ... 64 表 4-3450℃不同持溫時間原素材與 ECAE 試片之結果 ... 64 表 4-4 不同溫度下持溫 1 秒原素材與 ECAE 試片之結果 ... 65 表 4-5 與以往實驗數據之比較... 65vii
圖目錄
圖 2-1 金屬半固態溫度下之流動應力... 31 圖 2-2 半固態下之球狀晶... 31 圖 2-3(A)為樹枝狀晶(B)為球狀晶 ... 32 圖 2-4 機械式攪拌... 32 圖 2-5 電磁攪拌... 33 圖 2-6 電磁攪拌線圈排列形式(A)水平式 (B)垂直式 ... 33 圖 2-7 薔薇花狀結晶... 34 圖 2-8SIMA 法 200 ℃ 40%壓縮量之顯微組織 ... 34 圖 3-1 實驗流程圖... 47 圖 3-2 連續式六向等徑轉角反覆擠製機具... 47 圖 3-3 等徑轉角反覆擠製模具... 48 圖 3-4 高溫高速多段壓縮實驗裝置... 48 圖 3-5ECAE 擠製用胚料 ... 50 圖 3-6 升溫速率實驗試片... 51 圖 3-7 壓縮試驗試片... 51 圖 4-1 原素材之顯微組織... 66 圖 4-2200℃ BC-8ECAE 之顯微組織 ... 66 圖 4-3 鋁鎂合金相圖... 66 圖 4-4480℃不同升溫速率試片之顯微組織 ... 67 圖 4-5480℃不同升溫速率原素材與 ECAE 試片之結果 ... 68 圖 4-6ECAE 試片在 480℃不同持溫時間下之顯微組織 ... 69 圖 4-7 原素材試片在 480℃不同持溫時間下之顯微組織 ... 70 圖 4-8480℃不同持溫時間原素材與 ECAE 試片之結果 ... 71 圖 4-9ECAE 試片在 450℃不同持溫時間下之顯微組織 ... 72 圖 4-10 原素材試片在 450℃不同持溫時間下之顯微組織 ... 73 圖 4-11450℃不同持溫時間原素材與 ECAE 試片之結果 ... 74 圖 4-12 原素材與 ECAE 試片在不同溫度持溫 1 秒之顯微組織 ... 75 圖 4-13 不同溫度下持溫 1 秒原素材與 ECAE 試片之結果 ... 76 圖 4-14ECAE 在 480℃壓縮試驗行程與壓縮負荷之關係 ... 76 圖 4-15 原素材在 480℃不同持溫時間壓縮結果 ... 77 圖 4-16ECAE 在 480℃不同持溫時間壓縮結果 ... 78 圖 4-17ECAE 在 480℃30 秒持溫之壓縮結果 ... 79 圖 4-18 原素材在 480℃壓縮試驗行程與負荷之關係 ... 80viii
圖 4-19ECAE 在 480℃壓縮試驗行程與負荷之關係 ... 80
圖 4-20 原素材在 450℃不同持溫時間壓縮結果 ... 81
圖 4-21ECAE 試片在 450℃不同持溫時間壓縮結果 ... 82
1
第一章 序論
1-1 研究背景
目前全球都在推廣環保議題,很多新型產品之設計都在追求輕量 化、節約能源、減少二氧化碳排放,以及高度可回收等優點,輕金屬 材料能符合以上對環保的訴求,並可用來製作出比以往更優越的產品。 目前輕金屬的應用領域包含交通運輸工具、民生用品、資訊以及 3C 產品等。 常用的輕金屬主要有鋁、鎂、鈦。鎂合金因質輕、堅固、美觀、 防電子波干擾等優點,近年最受輕金屬產業所重視。鎂合金比重為 1.8,約為鋁合金的 2/3、鐵的 1/4,比重略高於塑膠材料,但強度卻 比塑膠材料高。除此以外,鎂合金的優點還有良好表面質感、耐磨耗 性、散熱性、熱傳導率。鎂合金優越之熱傳導率和機械強度,適合用 於製造機械內部零件或外殼。近年電訊通訊等產品對散熱及外殼減薄 的需求越來越高,一部份產品的機殼及內部結構零件已由鎂合金取代 原來之工程塑膠材料。 鎂合金優點良多,然而目前應用最廣泛的輕金屬材料仍然是鋁合2 金。主要原因是鎂合金之結晶結構為六方最密堆積(Hexangonal Closed Packed,HCP),此種結晶結構成形性較差,在室溫下之塑性 變形能力有限。目前用於鎂合金成形之方法主要為壓鑄法(Die casting) 與半固態觸變射出成形法(Thixo-Molding),而其中半固態觸變射出成 形法因設備成本高,工業生產上仍以壓鑄法應用較廣泛。 壓鑄法可製造出形狀複雜之工件,尺寸穩定,生產效率高,但用 於鎂合金成形上仍然有許多技術問題需要克服。例如鑄件容易產生氣 孔及縮孔,此外還有熱裂模、表面氧化、熱裂、流紋等問題,而且壓 鑄件有肉厚限制,無法製造太薄的工件。而半固態成形技術能製造出 比壓鑄法更優越之產品。 自從 1971 年美國麻省理工學院 Flemings 發現施加剪應力於半固 態材料可以降低其黏滯性 [1],此後引起各方學者注意,半固態成形 (Semi-Solid Metal Forming,SSF) [2]技術迅速發展。半固態成形是把 具有非樹枝狀球狀晶粒之金屬材料胚料加熱至半固態溫度區間加工 成形,其特殊之流變特性及球狀晶粒有利於成形和製造更好的工件。 早期的半固態成形技術以觸變成形(Thixo-Forming)為主,但觸變 成形在技術上仍有些問題需要剋服,後來相繼發展出其它半固態成形
3 技術。目前半固態成形技術可分為以下四種:流變鑄造(Rheo-Casting)、 流變射出成形(Rheo-Molding)、觸變鑄造(Thixo-Casting)與觸變射出成 形(Thixo-Molding)。其中觸變鑄造因製程較簡單,且設備成本較低, 被認為適合商業化之應用。 半固態成形技術主要分為兩個階段:第一階段為製備升溫到半固 態下具有非樹枝狀的球狀晶胚料;第二階段為把製備好之胚料加熱到 半固態進行成形。半固態成形技術關鍵為製造出具非樹枝狀之球狀晶 胚料,其中以應變導引熔漿活化法( Strain-Induced Melt Activation, SIMA ) [3]製程簡單,設備需求低,最合乎成本效益。
鎂合金因 HCP 結構滑移性較差,利用傳統之 SIMA 製程加工會 容易造成材料破裂,限制其變形量,後來有學者利用大量塑性變形法 (Severe Plastic Deformation,SPD) [4]取代 SIMA 法中冷加工部份,使 晶粒得到更好的細化效果,更適合應用於半固態成形,而成形工件也 具有更好之機械性質。
4
1-2 研究動機與目的
半固態成形主要分為兩個階段:第一階段為製備升溫到半固態下 具有非樹枝狀的球狀晶胚料;第二階段為把製備好之胚料在半固態下 進行成形。過去的文獻指出,適合用於半固態成形之胚料,其半固態 下之顯微結構需具有以下之特點: 1. 良好球狀化(Spherical)之晶粒。 2. 晶粒尺寸、固液相分佈均勻。 3. 較小之固相晶粒。 影響鎂合金材料半固態下之顯微結構之參數主要為溫度與時間: 1. 溫度越高,晶粒成長速度越快、相同時間下之晶粒尺寸越大;當 溫度超過了固相線以後,溫度之提高會令固相比率降低、固液分 佈均勻所需時間越短;其中固液相均勻速度加快是對成形有利, 晶粒成長是對成形不利的。 2. 胚料在半固態溫度下之時間越長,其晶粒外形越趨球狀化、固液 相分佈越均勻、晶粒尺寸越大;其中晶粒外形球狀化,分佈越均 勻是有利的,晶粒成長是不利的;然而在半固態溫度下過久之持 溫,會導致再結晶、晶粒過度成長,反而造成球狀化效果變差。5 半固態成形的第二階段,把材料升溫到半固態並進行成形之過程, 胚料之顯微結構受熱履歷影響會出現很大變化,而此過程可划分為兩 個部份: 1. 從室溫加熱到成形溫度。 2. 到達成形溫度之持溫。 第一部份之升溫過程中,在較低溫時溫度與時間對鎂合金顯微結構影 響並不明顯,但過了再結晶溫度以後,即使並未到達半固態溫度,所 受之加熱過程對胚料之顯微結構也有一定改變,尤其晶粒之尺寸越小, 溫度對其影響越敏感。第二部份持溫有兩個目的:1. 讓模具與胚料 溫度分佈均勻,達到熱平衡。2. 形成球狀晶,讓固液相分佈均勻。 利用大量塑性變形法中的等徑轉角擠製(Equal Channel Angular Extrusion,ECAE) [5]取代傳統 SIMA 法中之冷加工部份,可製造出 細小、良好等軸均一化(Equiaxed)晶粒之半固態胚料,升溫到半固態 後顯微結構為非樹枝狀球狀晶,適合用於半固態成形。而目前文獻指 出經過 ECAE 之胚料,即使沒有經過持溫之過程,晶粒尺寸也有相當 程度之增大。除此以外,文獻指出經過越多道次擠製之 ECAE 半固態 胚料,能加快半固態下晶粒球狀化及與固液相分佈均勻化,但目前仍
6 無法知道四道次以上之 ECAE 最適當之持溫時間。而 200 ℃、Bc-8 道次 ECAE 之胚料比其它參數之 ECAE 胚料在半固態成形時之成形 負荷有明顯下降,推測其均一化程度良好,理論上持溫時間應該能縮 短。 本研究希望透過實驗方法: 1. 建立經過多道次 ECAE 超細晶粒鎂合金試片之半固態顯微組織與 持溫時間之相對關係。 2. 驗證使用良好等軸均一化同質化(Homogenous)之超細晶粒半固 態成形用胚料,可以縮短半固態成形之升溫及持溫之時間。 3. 透過對不同持溫時間對顯微結構之觀察與進行成形實驗,找出 適合之持溫時間。
7
第二章 文獻回顧
本章主要回顧半固態成形技術相關之文獻。包括半固態成形原理、 製造半固態成形用胚料的方法、影響半固態成形的參數,以及本實驗 室對半固態成形技術研究之沿革。2-1 鎂合金簡介
鎂(Magnesium),元素符號為 Mg,原子序為 12,原子量為 24.305, 在元素周期表上為 IIA 族鹼土金屬元素,具銀白色金屬光澤,結晶結 構為六方最密堆積(HCP),為地球含量第八豐富之元素,大約佔 2% 質量。 鎂合金是在鎂中按照不同比率加入其它金屬元素之熔合物,常用 於鎂合金之添加元素有鋁、鋅、錳、矽、鋯、稀土元素等,藉由不同 添加元素可改變鎂合金之機械性能。2-1-1 鎂合金的優點
鎂合金輕質,以 AZ80 鎂合金為例,其比重為 1.7,約為鋁的 2/3, 鐵的 1/4,它的比剛性高、尺寸穩定性高、耐衝撞、熱傳導快、防電8 磁波、機械加工性好、良好表面質感、以及高度可回收。由於以上之 優點,目前鎂合金主要應用於取代工程塑膠用於製造 3C 產品外殼, 以及汽車或自行車之輕量化結構零件。
2-1-2 鎂合金的命名方式
鎂合金之命名根據 ASTM-B275 標準規定,其名稱分為四個部份。 如表 2- 1 鎂合金命名方式所示,第一部份表示兩種主要所添加之合金 元素;第二部份表示兩種主要添加合金元素之比例;第三部份表示同 一合金中已規格化之順位,區別兩種主要元素外其它元素的不同;第 四部份表示合金狀態及性質。以 AZ91D-T6 為例,表示此鎂合金添加 之合金原素為 8.6wt%~9.4wt%鋁與 0.6wt%~1.4wt%鋅,固溶處理後經 過時效處理。9
2-2 半固態成形
2-2-1 半固態成形原理
金屬加熱到超過固相線,但未超過其液相線,使其在熔融狀態, 如果此時金屬內部具備非樹枝狀球狀晶粒,其變形阻抗會大幅下降, 如圖 2- 1 及圖 2- 2 [2]所示,並改善了偏析等問題,在此狀態下有利 金屬成形,而且半固態成形能製造出具細小球狀晶之產品,其機械性 質比樹枝狀結構更好。此現象是在 1971 年由美國麻省工理學院 Flemings 教授實驗室發現的。在研究錫-鉛合金時,無意中對半固態 黏漿加以持續攪拌,生成之樹枝狀(dendrite)結晶會斷裂,慢慢轉變成 類似球狀之晶粒,此時黏度會明顯下降,如圖 2- 3 所示 [2]。晶粒從 樹枝狀變成不相連之球狀晶粒,減少了晶粒與晶粒之間的互相限制, 可以相互滑移,而晶粒本身也可作作有限度之移動、旋轉,如圖 2 -3 所示 [2]。 前人並未考慮在半固態狀態下進行金屬成形之原因,主要是當凝 固中的液體只要凝固出約 20%體積分率的樹枝狀晶,這些樹枝狀晶會 互相連結形成網狀結構,當受到剪應力作用,網狀結構會產生剪力應10 變面與裂縫,而有些裂縫經由未凝固之金屬熔液填補形成巨觀的偏 析。 隨著剪力率的增加與固態結晶之減少,球狀晶半固態黏漿的黏度 會下降。1976 年 Joly 與 Mehrabian [6]發現即使固態含量達 60%,在 較大的剪力率下仍可具有像機油般的黏滯係數。 半固態成形技術,主要分為兩個階段:第一階段為非樹枝狀的球 狀晶材料製備;第二階段為半固態成形技術。關於樹枝狀晶支解成球 狀晶的機制,Flemings 歸納為三種說法 [7]: 1. 樹枝狀晶臂受剪應力作用而從根部斷裂,但剛長成的樹枝狀晶臂 結構較為完整,不容易受小剪應力破壞。 2. 樹枝狀臂自根部被熔掉,由於粗化降低表面能,且有熔湯流動加 速擴散,引發熱不安定產生根部應力而幫助融化。 3. 流動應力造成樹枝狀晶臂的彎曲而殘留差排累積的塑性變形,在 半固態高溫下,由於差排能的提升使晶界合併成高角度,而此晶 界能量超過固液界面能的兩倍以上,液相能潤濕穿透晶界,彎曲 的樹枝狀晶臂因而從根部處斷裂。 至於斷裂的樹枝臂會因降低表面能而產生粗化、圓化的現象,此
11 現象在恆溫下是不可逆的,但可能會隨時間的增加,有些球狀晶會彼 此聚集在一起 [8]。 在法國 J. C. Gebelin [9]研究小組的實驗中發現:在半固態溫度下 增加持溫時間,會使得半固態固相粒子獲得更球化的結構;但因一開 始的結晶組織為樹枝狀,在球化時會有液相內嵌於固相粒子內。球狀 粒子之尺寸隨著持溫時間的增加而增加,且內嵌的液相體積分率會逐 漸減少。
2-2-2 半固態成形加工
半固態成形技術是把金屬或合金材料在半固態溫度進行成形,此 時材料之變形阻抗會大幅下降,且非樹枝狀之球狀晶粒也使成形後之 工件具有更佳之機械性質。半固態成形可以分為兩個階段:1.半固態 熔漿之製備;2.把熔漿加熱/降溫到半固態成形加工。 半固態成形依照其溫度到達半固態區間過程之不同,可以分為流 變成形(胚料由高溫降溫到低於液相線之半固態區間)和觸變成形(胚 料由室溫升溫到超過固相線之半固態區間)。早期的半固態成形技術 以觸變成形為主,但觸變成形在技術上仍有些問題需要剋服,後來相12 繼發展出其它半固態成形技術 [10]: 1. 觸變鑄造(Thixo-Casting) 2. 流變鑄造(Rheo-Casting) 3. 觸變射出成形(Thixo-Molding) 4. 流變射出成形(Rheo-Molding) 半固態成形技術要點在固、液混合之金屬或合金材料在進入模具之前, 必須將樹枝狀晶支解為具有近等軸的球狀晶微結構,這樣半固態黏漿 在成形時才能獲得較佳流動性。其中觸變成形比起其它半固態成形製 程簡單、設備成本低,消耗能量較少,適合應用於商業化。
2-2-3 半固態成形用胚料之製造方法
半固態成形使用之胚料,在加熱到半固態後必須具有非樹枝狀近 等軸球狀晶,這種顯微結構之半固態黏漿在成形時才能具備較佳之流 動性。而半固態黏漿之製造方法,主要可分為下列七型:凝固擾動法 ( Agitation During Solidification ) ,應變導引熔漿活化法( Strain-Induced Melt Activation,SIMA ),粉末預型部分熔融法( Partial Melting of Powder Performs ),噴霧沉積材料部分熔融法( Partial
13
Melting of Spray-Deposit Naterials ),脈衝放電法( Electric-Pulse Discharge ),液相鑄造法( Liquidus Casting ),化學晶粒細化法
(Chemical Method)。以上方法目的為製備具非樹枝狀之球狀晶胚料, 其中凝固擾動法與應變導引熔漿活化法(SIMA)被認為是較具成本效 益的半固態成形用胚料之製造方法。 鎂合金因結晶結構為 HCP 滑移性較差,利用傳統之 SIMA 製程 加工會容易造成材料破裂,限制其變形量及累積應變量,升溫到半固 態下難以得到細小之球狀化晶粒。後來有學者發現利用大量塑性變形 法取代 SIMA 法中冷加工部份,能使鎂合金胚料之晶粒得到更好的細 化效果。大量塑性變形法會在後面 2-4 節介紹。 以下為凝固擾動法、應變導引熔漿活化法與大量塑性變形法結合 SIMA 法之原理介紹。 (A) 凝固擾動法 由於此法需將材料熔融後,在施以剪切的條件下逐漸冷卻,因此 較適用於液相線較低的金屬材料。擾動之效果可藉由以下種方法達成: 機械攪動、電磁攪動、震動及被動攪動。依次說明如下
14 1. 機械攪動 1971 年 MIT 之 Flemings 研究小組用來量測錫鉛合金流變性的同軸筒, 即為機械攪拌法之最早應用。之後的研究者,則設計出了各種攪拌器 轉子的形狀,如打蛋式、螺旋槳式等,如圖 2- 4 所示 [7]。機械式攪 拌主要就是對半固態黏漿直接施予剪應力,將形成的樹枝狀晶剪切破 碎。這種方法的缺點是,攪拌的過程中,激烈的攪動常導致轉子在熔 融的金屬中快速磨耗或沖蝕,且碎渣會滲入材料中形成雜質;有時攪 動所產生的漩渦也可能會將氣體給捲入。 2. 電磁攪動(Electromagnetic Stirring,EMS) 電磁攪拌是將電場與磁場交感產生的磁流力(Magneto-Hydrodynamic, MHD)施加在熔融金屬內,使黏漿旋轉攪拌的方法,如圖 2- 5 所示 [7]。 電磁攪拌可分為水平式(旋轉軸與模具軸平行)與垂直式(旋轉軸與 模具軸垂直)兩種,如圖 2- 6 所示 [11],而水平式較垂直式更能有 效地改變顯微組織。 在電磁攪拌中雖然沒有轉子直接與半熔融金屬接觸而衍生磨耗的問 題,但由於凝固過程中固相結晶漸漸析出,導致流體黏度連續變化, 因此電磁感應產生的轉速及剪切速率較難控制,且當固相分率超過某
15 一極限值時(約 30〜40%)時,磁流力就無法有效地攪動黏漿。所 以,以 EMS 所製造的半固態黏漿有其固相率不能太高的限制,且得 到的材料內部顯微組織為薔薇花瓣狀圖 2- 7 [12],而不是完全球狀。 3. 震動 一般來說,震動對凝固過程的影響包括細化晶粒、加速結晶、促進混 合及除氣,而其效果隨震動頻率、強度及介質中的靜水壓力 (Hydrostatic Pressure)而有不同;另外,雜質、容器共振頻率、施 加震動的方法等亦有影響。在實驗上已證實使用超音波震動冷卻中的 熔湯,能有效地產生具有非樹枝狀顯微結構的材料。 4. 被動攪動 要改變凝固中的金屬顯微組織,除了前述三種方法外,讓熔融金屬通 過一個內有迂迴通道的容器,並同時施以冷卻也可達到類似的效果; 由於擾動是由流體對固定障礙物的相對運動所產生,因此稱為「被動 攪動」。 (B) 應變導引熔漿活化法 此製程的主將鑄錠在再結晶(Recrystallization)溫度以上進行擠 製,使材料具有方向性,再對材料進行一定量的冷加工。之後再將材
16 料加熱至半固態溫度區間,在到達再結晶溫度前會先形成細小的等軸 晶,當到達半固態溫度時,晶界區域因熔點較低而熔化,使材料形成 細小且分佈均勻的球狀晶顯微結構。此方法可用以製備高熔點合金材 料,但其仍具有加工時間長及尺寸較小等缺點。 (C) 大量塑性變形法結合 SIMA 法
Jufu Jiang [13]利用等徑轉角擠製的方法製備 AZ91D 之半固態成 形用胚料,此種鎂合金胚料在升溫到半固態後具有良好之球狀化效果, 而且晶粒尺寸也比較小。如果在相同之熱履歷下,把胚料加溫到半固 態,隨著 ECAE 擠壓道次之增加,即對胚料施加更多之應變量,半固 態溫度下之晶粒尺寸下降,固態晶粒也得到更好的圓球化之效果,成 形後之成品機械性質也獲得明顯提升。
Young Buem Song [14]利用多道次鍛壓(Multi-forging)來取代 SIMA 之冷加工段製造鋁合金 7175 半固態成形用胚料,發現在同樣 溫度下,持溫 10 分鐘即可得到傳統冷加工法持溫 30 分鐘大致相同之 等軸晶粒,大大減少了製程時間。
17
2-2-4 半固態成形用胚料之適用性
在金屬凝固的過程中對其施加持續攪拌,原本樹枝狀鑄造組織會 轉變成球狀晶粒,此種球狀晶結構在半固態下具有與完全固態時不同 之流變特性,而金屬材料在半固態下之變形機制也與有別於完全固態。 判斷材料是否適合用於半固態成形,主要可以從以下四點判斷:固相 率、晶粒等軸化程度、晶粒大小以及固相結晶形態均勻性 [15]。 1. 固相率 較低之固相率能使半固態黏漿具有較低之黏滯性,而較高固相率 能防止材料缺陷,產生良好的顯微組織,獲得較佳之成品。 2. 形狀因子(Shape Factor,F) F = 4πA C2 C:晶粒平均周長 A:晶粒平均面積 F = 1 表示固相結晶呈完全球狀,越趨近於 1 代表晶粒圓球化效果 越好。當晶粒在半固態下圓球化效果不好,固相晶粒會互相黏結 糾纏而失去觸變性。為了確保製程穩定性,形狀因子不可超過 0.5。 3. 晶粒大小 如果半固態金屬材料之固相晶粒較小,其黏滯性會較低,晶粒尺18 寸過大會降低半固態熔漿之流動性。研究表示適合半固態成形之 晶粒尺寸不可超過鑄件最小厚度之十二分之一。 4. 固相結晶形態均勻性 此項目包含兩個部份:1. 固相晶粒尺寸分佈均勻程度 2. 固液相分 佈均勻程度。研究表示,固相晶粒尺寸分佈越均勻,其熔漿之之 形負荷會較低。而如果固相結晶集結在一起,與液相分佈不均, 此部份之熔漿會像是完全固相而失去觸變性。
2-2-5 對鎂合金胚料之研究沿革
本實驗室對半固態成形用鎂合金胚料研究多年,研究題目如表 2- 2 所示。 梁達嵐 [16]利用 ECAE 來取代 SIMA 法之冷加工段,提出改良 式 SIMA 法,應用於製備 AZ61、AZ80 鎂合金半固態成形用胚料。 實驗結果顯示利用此方法製造之胚料在室溫具有相當細小之晶粒,在 升溫到半固態以後可以得到晶粒尺寸較小、良好球狀化之晶粒,並驗 證 ECAE 取代 SIMA 法之可行性。 江維堂 [17]研究利用改良式 SIMA 法製造之半固態成形用鎂合19 金胚料半固態溫度下之顯微結構對成形負荷之影響。實驗結果顯示胚 料在升溫到半固態後,晶粒圓球化程度跟平均晶粒尺寸為影響半固態 鍛造成形負荷之重要因素,晶粒形狀越趨圓球化、晶粒尺寸越小,半 固態成形時成形負荷越小,而半固態溫度下之晶粒圓球化程度較成形 負荷之影響比平均晶粒尺寸之影響要大。 林岳賢 [18]研究 ECAE 背壓大小對鎂合金晶粒尺寸之影響。實 驗結果顯示增加背壓能降低 ECAE 最低擠製溫度,而增大背壓會使晶 粒尺寸變大,但擠制溫度下降得到較好之晶粒細。 黃柏升 [19]研製新型等徑轉角反覆擠製模具,此模具能改善傳 統 ECAE 模具無法連續擠製之問題,並縮短製程時間。除此以外,黃 柏昇利用此模具找出 ECAE 晶粒細化效果最佳之溫度、道次、路徑參 數。 李俊億 [20]研究透過退火消除等徑轉角反覆擠製模具對鎂合金 胚料之應力腐蝕。實驗結果顯示 AZ80 250℃退火擠製材,作 300℃、 應變率 10-1 S-1的條件下材料有最佳伸長率,證明晶粒細化能提升胚料 延性。 何昇融 [21]配合黃柏昇開發之模具,研發出連續式六向等徑轉
20 角反覆擠製機具,此機具能大幅減少 ECAE 製程時間,並驗證使用較 短之製程時間製造之半固態成形用鎂合金胚料其成形性較佳。 陳瑋奇 [22]研究晶粒尺寸分佈對半固態成形之成形負荷影響。 不同路徑擠製之 ECAE 試片其晶粒尺寸分佈情況不同,實驗結果顯示 晶粒尺寸分佈均勻之半固態成形用鎂合金胚料於半固態成形時之成 形負荷較低。 觸變鑄造/鍛造因製程較簡單,且設備成本較低,被認為適合商 業化之應用,但目前因技術上問題,工業上並未有利用觸變鑄造/鍛 造大規模生產。本實驗室多年致力研究製備可利用於觸變鑄造更好之 半固態成形用鎂合金胚料,並簡化製作胚料之過程,希望此製程將來 能有更廣泛利用。然而,目前已研究出幾種辦法改善胚料之成形性, 卻並不能得知此種胚料在半固態成形過程中之變化。例如,半固態成 形時在持溫的過程中,經多道次 ECAE 細化晶粒之效果在某程度上被 抵消。故希望針對半固態成形過程之研究,找出最佳此種胚料最佳之 成形參數。
21
2-3 半固態成形用胚料之顯微組織變化
利用凝固擾動法或 SIMA 法等方法製造半固態成形用胚料,其目 的為製造出細小、分佈均勻的近球狀晶粒材料,圖 2- 7 為薔薇花狀結 晶,圖 2- 8 [17]為經過 200℃40%SIMA 法之顯微結構,半固態成形用 胚料在加溫/降溫到半固態溫度,在進入模具成形之前,能長成非樹 枝狀近等軸球狀化之固相晶粒,大幅地降低材料黏滯性,以及成形後 獲得更好的成品。為了縮短製程與節省能源,合理地使用半固態形成 用胚料十分重要,成形的過程中胚料在半固態溫度下之顯微結構對成 形負荷有很大影響,而半固態成形用胚料之顯微組織主要受溫度和時 間影響。研究表示,在流變成形的過程中,如果半固態成形用胚料累 積之應變量越大、半固態溫度越高、持溫時間越長、愈易形成球狀晶 [23]。使用不同製程、或相同製程不同參數下製造之半固態成形用胚 料可獲得不一樣的晶粒大小、晶粒分佈及晶粒形狀,升溫到半固態下 之熱履歷對其顯微組織影響也不盡相同,找出合適之持溫時間不止有 利成形,還可用作判斷該半固態成形用胚料是否適合應用於半固態成 形。22
2-3-1 溫度之影響
Kleiner [24]發現具方向性 as extruded 之 AZ80 鎂合金在相同時 間之持溫下,溫度越高,晶粒成長速度越快、平均晶粒尺寸越大;當 溫度超過了固相線以後,溫度之提高會令固相比率降低、固液分佈均 勻所需時間越短;其中固液相均勻速度加快是對成形有利,晶粒成長 是對成形不利的。 在較低溫時溫度對鎂合金顯微結構影響並不明顯,但過了再結晶 溫度以後,即使並未到達半固態溫度,所受之加熱過程對胚料之顯微 結構也有一定改變,尤其晶粒之尺寸越小,溫度對其影響越敏感。
2-3-2 時間之影響
Ashouri [25]發現經過 ECAE 之鋁合金 A356 在半固態溫度下之時 間越長,其晶粒外形越趨球狀化;固液相分佈越均勻;晶粒成長令晶 粒尺寸越大。其中晶粒外形趨球狀化,分佈越均勻是對成形有利的, 晶粒成長是不利的;晶粒形狀球狀化程度之差異比晶粒尺寸對成形負 荷之影響要來的明顯。
23 Kleiner [24]研究表示在材料剛升溫到半固態,此時之固液相還未 分佈均勻,液相金屬液體被困在固相之晶粒中,此時之材料並不具有 觸變性,不適合半固態成形;透過持溫之過程,近球狀之晶粒會越趨 圓球化,液相金屬液體擴散至晶界而潤濕相鄰晶粒,成為晶粒與晶粒 之間摩擦之潤滑劑,此時晶粒之間不單可以相互滑動,晶粒本身還可 以自己移動跟旋轉,微觀之改變令材料在巨觀表現出黏滯性下降及軟 化,材料在這時具有觸變性。然而 Shoujing Luo [26]等人發現在半固 態溫度下過久之持溫,會導致再結晶、晶粒過度成長,反而造成球狀 化效果變差,不利成形。 除此以外,製造好之半固態成形用胚料在半固態成形以前先進行 退火處理,可令材料同質化(Homogenus),升溫到半固態時之固液相 分佈均勻速度較快。 就晶粒尺寸而言,小晶粒在持溫過程之前段時間成長速度較快, 隨著時間之增長,晶粒尺寸變大,對時間之效應越不明顯。
24
2-4 大量塑性變形法
近幾年,經由大量塑性變形(Severe Plastic Deformation,SPD) 方法產生超細晶粒,一直是材料科學界關注的焦點。Valiev [4]等人認 為一個產生超細晶粒好的大量塑性變形法應該具備下列三個條件: 1. 可以產生擁有高角度晶界(High Angle Grain Boundaries)的超細
晶粒。這是最重要的一點,因為只有擁有高角度晶界的超細晶粒, 材料的性質才會有定性上的改變。 2. 超細晶粒需均勻的在試體中形成。如此,材料的性質才會較穩 定。 3. 在經由大量變形後,試體不可以被損傷或裂開。 在低溫,利用傳統大量變形,人們可以明顯的改良金屬材料的微結構 及性質;但是卻無法滿足上述的條件。而且,這些傳統的方法在變形 量很大的時候,材料的尺寸(尤其是厚度)會被嚴重的限制。 為了改善這些缺點,有些較特殊的大量塑性變形方法就被開發出來, 一般在文獻中常引起注意的方式如:高壓扭轉變形(High Pressure Torsion,HPT) [4]、等徑轉角擠製(Equal Channel Angular Extrusion, ECAE) [5]、循環壓縮(Cyclic Channel Die Compression,CCDC)、
25
多道次鍛壓(multi-forging) [5]、往復擠型(reciprocal extrusion) [27]、 高擠型比擠型(High Extrusion Ratio Extrusion) [28]、累積滾壓 (Accumulative Roll Bonding,ARB) [29]、反折曲伸直強化法 (Repetitive Corrugation and Straightening,RCS) [30]。
以下針對本實驗要探討的對象,ECAE 進行簡單的介紹:
2-4-1 等徑轉角擠製法
ECAE 是在 80 年代由 Segal [5]所提出,用於此方法之材料在經 過塑性變形後斷面積不會改變,因為這個特點,到了 90 年代初期, ECAE 更進一步的被提出應用在 SPD 產生具有次微米晶粒結構 (Submicron Grain)及奈米晶粒結構(Nanometric Grain)之金屬材料。 ECAE 之實驗方法是利用一個模具(Die),此模具有兩個相等截面積之 通道,此兩通道相交成角度Φ,外側相交弧角為Ψ。準備一與通道相 若截面積之試片,從其中一通道放入後,由壓桿(Plunger)擠壓變形後 從另一通道擠出,其示意圖如圖 2- [31]所示。試片在經過轉角變形 時會受到剪變形(Simple Shear) [5],從而受到剪應變。而材料在經過 兩通道變形後,仍維持跟原來相當之截面積,可重新放入通道進行擠
26
製,重覆累積應變量。
在 ECAE 的加工過程中,棒材在每一道擠製完成之後,以棒材的 長軸為旋轉軸,旋轉某個角度再進行下一道的擠製,此一步驟稱為加 工路徑(Route)。不同的加工路徑會得到不同的變形組織。Segal 與 Iwahashi 等人將路徑分為:路徑 A(Route A)、路徑 B(Route B)及 路徑 C (Route C)。Furukawa [31]更進一步把路徑 B 細分為路徑 BA、 路徑 BC。各路徑不同的旋轉角度,如表 2- 3 所示。 ECAE 可製造出高變形量、尺寸不變且尺寸較大的產品,且在材 料內部無殘留孔洞。此方法目前已應用於各種工程金屬材料(如鋁、 銅、鎂、鋅、鋼鐵等)及各類金屬材料(如純金屬、合金、介金屬等 等),可應用之範圍極廣。
2-4-2 晶粒細化之原理
材料在經大量的塑性變形後,內部會累積大量的應變能,此時材 料是處於一個高能量的狀態,很容易經由回復和再結晶的行為來釋放 儲存於材料內部的能量。回復與再結晶都會降低材料內部的儲存能, 使材料軟化。但回復和再結晶這兩個過程在材料內部是彼此互相競爭27 的,若再結晶容易發生的話,材料本身會選擇以再結晶的方式釋放過 多的儲存能,回復過程便不明顯;若回復容易發生的話,材料則會選 擇以回復過程釋放多餘的能量,則再結晶較不容易發生。加工應變量 越大,材料的應變內能越多,將使產生再結晶的現象提高,因此產生 再結晶現象的溫度將降低。 回復 回復的行為牽涉到差排的移動,所以當低溫時,原子的運動相對 較慢,回復行為也較不明顯,當處於高溫時,原子的運動變得較容易, 回復將很容易進行。回復也是一種材料軟化的行為,主要是材料內部 的異號差排相消或者是差排重新排列形成一個較低能量的狀態,將過 多的儲存能(Stored Energy)釋放出來。 再結晶 當材料內部累積之殘留應變量過大時,初期和緩的回復作用無法 有效抒解差排達到平衡,過多的差排堆積量形成局部應變,而達到臨 界應變。當材料受到的應變值不同而會有不同的再結晶狀態發生: 1. 動態再結晶 其中動態再結晶係定義為在變形過程中,應變超過一特定值時,
28 所產生的再結晶稱之。動態再結晶通常會在原始的晶界處產生再 結晶,若再結晶的晶粒度遠小於原始晶粒的晶粒度,再結晶則會 形成類似項鍊狀的分布,如圖 2- [33]所示,隨著加工量的提高, 在高角度邊界間分隔間的晶粒愈細小,因而後續產生的次晶粒核 相對的也愈細,利用提高塑性變形的應變,可以有效的細化其晶 粒,最後成長為完整晶粒。 2. 介動態再結晶 介動態再結晶則係指在變形完成後,當殘留的應變率超過一特定 值,以及殘留的應變超過動態再結晶中的應變值時,會另行新生 晶核,而產生的再結晶稱之。 3. 靜態再結晶 靜態再結晶則係指在變形完成後,當殘留的應變率介動態再結晶 之殘留應變率,以及殘留的應變低於動態再結晶中的應變值時, 會在無晶核的環境下,所產生的再結晶稱之。
29 表 2- 1 鎂合金命名方式 第一部份 第二部份 第三部份 第四部份 代表意義 表示兩種主要 的合金元素,含 量高者在前 表示兩種主要元 素的含量,順序 同第一部份 表示同一合金中已 規格化之順位,區別 兩種主要元素外其 他元素的不同 表示合金的狀態與性 質 表示法 用兩個英文字 母代表最多與 次多之合金元 素(若百分比相 同,則按字母順 序排列) 用兩個數字表示 第一部份合金元 素的百分比含量 由一個英文字母表 示其成為標準之序 列號 由一個字母和數字組 成 符號說明 A B C D E F H K L 鋁 鉍 銅 鎘 稀土元素 鐵 釷 鋯 鈹 錳 鎳 鉛 銀 鉻 矽 錫 鋅 元素含量百分比 四捨五入至整數 位 A-第一種標準成份 B-第二種標準成份 C-第三種標準成份 D-高度存合金 E-高抗蝕性合金 X1-尚未在 ASTM 登記的合金 F-製狀態 O-退火 H10、H11-應變強化 H24、H26-應變強化 及部份退火 T4-固溶處理 T5-只時效處理 T6-固溶處理後時效 處理
30 表 2- 2 本實驗室半固態成形用胚料研究沿革 發表年度 論文題目 作者姓名 95 改良式 SIMA 法:細晶 粒胚料在半固態之顯 微結構 梁達嵐 96 顯微結構與半固態成 形之關聯 江維堂 97 ECARE 模具開發 黃柏升 背壓對 ECAE 的影響 林岳賢 98 ECAE 後退火處理 李俊億 99 ECAE 製程時間與半 固態成形性表現 何昇融 晶粒尺寸分佈與成形 性表現 陳瑋奇 表 2- 3 等徑轉角擠製不同路徑下的旋轉角度[31]
31
圖 2- 1 金屬半固態溫度下之流動應力[2]
32
圖 2- 3(a)為樹枝狀晶(b)為球狀晶[2]
33
圖 2- 5 電磁攪拌[7]
34
圖 2- 7 薔薇花狀結晶[12]
35
圖 2- 9 等徑轉角擠製示意圖[31]
36
第三章 實驗方法與流程
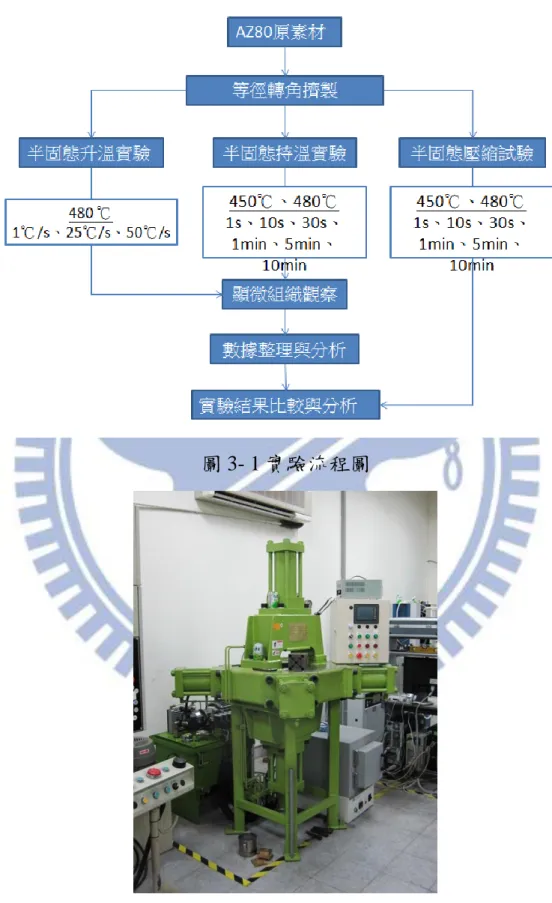
本研究之實驗主要分為三部份: 1. 觀察不同升溫速率對經過 ECAE 鎂合金材料半固態下顯微組織之 影響。 2. 觀察半固態下不同持溫時間對經過 ECAE 鎂合金材料顯微組織之 影響。 3. 第一部份與第二部份結果比對,找出經過 ECAE 後之鎂合金適用 於半固態成形之升溫速率與持溫參數,進行半固態壓縮實驗。 流程圖如圖 3- 1 所示。以下對實驗步驟及原理作詳細介紹。3-1 實驗材料
本實驗選用 AZ80 鎂合金材料 AZ 開頭表示為鎂鋁鋅合金,其材 料組成化學成分如表 3-1 所示,其材料性質及機械性質如表 3-2 所示。 AZ80 具備良好之機械強度、潛變抵抗及耐熱性,但其成形性不佳, 商業使用上並不如其它鎂合金廣泛。 而本實驗使用之 AZ80 原素材先經過熱間擠製後再裁切至所需形 狀。一般經過熱間擠製過之材料其顯微結構為具方向性球狀晶粒,可37 以應用於半固態成形,然而晶粒圓球化效果受擠製參數影響,且擠製 過程中材料所受應變不均勻以致晶粒分佈不均勻,一般在半固態下需 較長之持溫時間。
3-2 實驗設備
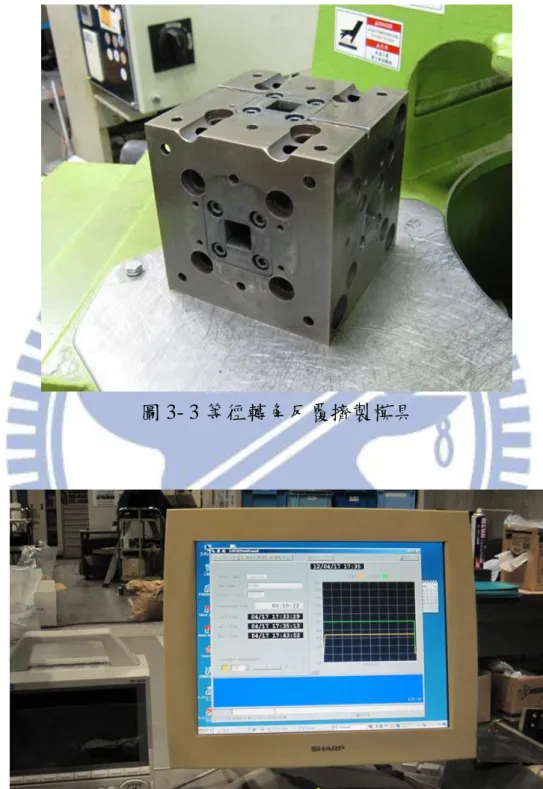
1. 連續式六向等徑轉角反覆擠製機具。設計者何昇融,凱統工業製 造之連續式六向擠製機具、具備加熱裝置,結合等徑轉角反覆擠製 模具可製作不同溫度、路徑、道次與製程時間參數之 ECAE,如圖 3-2 所示。 2. 等徑轉角反覆擠製模具:Φ = 90∘、Ψ = 0∘,立體六向模具, 如圖 3-3 所示。 3. 急冷設備:1 公升容積之容器,經過 ECAE 擠製之 AZ80 試片快速 投入容器中淬火至室溫。 4. 高溫高速多段壓縮實驗裝置:富士電波工機株式會社製造,由日 本東京大學生產技術研究所提供。萬用材料試驗機,能進行壓縮及 拉伸等實驗,最大出力 5 噸。配備高週波感應加熱線圈,升溫速率 可達 50 ℃/s 以上,能提供真空或惰性氣體實驗環境,設備如圖 3-438 所示。 5. 金相觀察相關設備:熱鑲埋機、研磨拋光設備、不同粗細之水磨 砂紙、拋光用氧化鋁粉、腐蝕液(4.5g 苦味酸、10ml 冰醋酸、10ml 蒸餾水、80ml 酒精)、吹風機、搭配影像截取裝置之光學顯微鏡。
3-3 實驗步驟
3-3-1 等徑轉角反覆擠製
1. 材料準備:把 AZ80 裁切成 13mmx13mmx40mm 之尺寸。如圖 3- 5 所示。 2. 六向等徑轉角反覆擠製機器操作,模具示意圖如圖 3 - 3 所示 步驟 1. 設備確認 1.1 確認模具、衝頭、油壓系統、加熱系統無異常。 1.2 把石墨潤滑劑均勻塗在六向反覆擠製模具之通道,並把胚料放入 擠製起始通道(由實驗路徑決定),並將加熱棒與熱電偶放入模具。 1.3 機台下衝頭前進至底,其它衝頭後退,放入模具並對位。 1.4 下衝頭後退,利用定位螺絲鎖緊模具。 1.5,前進各衝頭至模具對位。39 步驟 2. 設定參數 2.1 開啟控制介面,確認背壓、衝頭速度、總出力等參數。 2.2 設定擠製路徑和停留時間。 2.3 開啟加熱器加熱模具並持溫。 步驟 3. 擠製試片 3.1 持溫結束後,確認路徑參數設定無誤,按下啟動按鈕進行自動擠 製。 3.2 待擠製完成後,關閉加熱器,退出上衝頭並把 Dummy Block 從上 方通道放入。 3.3 退開下衝頭,把上衝頭前進至底,Dummy Block 推動試片從下通 道退出。 3.4 迅速取出試片並放入水桶淬火。 步驟 4. 還原設備 4.1 退開所有衝頭,鬆開定位螺絲,下衝頭前進至底把模具推出。 4.2 關閉機台,清理模具及衝頭,並刮除模具通道內之溢料。
40
3-3-2 半固態升溫速率參數實驗
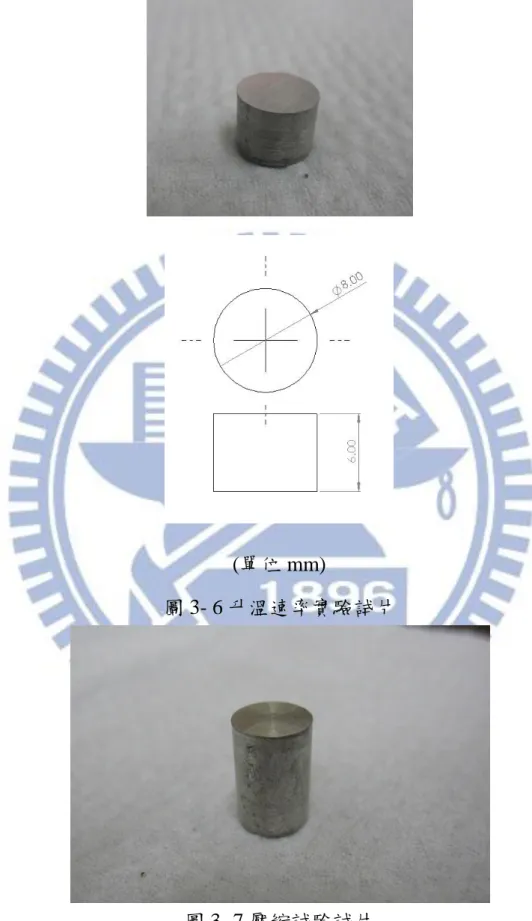
本實驗設備使用高溫高速多段壓縮實驗裝置,如圖 3 - 4 所示。 實驗參數如表 3- 3 所示。 實驗步驟如下: 1. 材料準備:把經過 ECAE 之胚料利用車床加工成直徑 8.0mm、高 6.0mm 圓柱試片,如圖 3- 6 所示。 2. 放入試片,對準衝頭及加熱線圈,固定試片。其中衝頭材質為陶 瓷,在材料加熱過程中並不會受感熱電流影響。 3. 緊閉保護門,打開泵浦抽真空。 4. 觀察壓力計待壓力到達指定範圍,接通外管持續為爐內通入氮 氣。 5. 在電腦設定升溫速率,確認無誤後開始加熱。 6. 等候加熱,加熱至指定溫度後持溫 1 秒。 7. 持溫結束,關閉電源,迅速往試片噴水 10 秒淬火至室溫,即完成 半固態升溫速率實驗。 8. 取出試片,準備金相觀察。41
3-3-3 半固態持溫參數實驗
本實驗設備使用高溫高速多段壓縮實驗裝置,如圖 3 - 4 所示; 實驗參數如表 3- 4 所示。 實驗步驟如下: 1. 材料準備:把經過 ECAE 之胚料利用車床加工成直徑 8.0mm、高 6.0mm 圓柱試片,如圖 3- 6 所示。 2. 放入試片,對準衝頭及加熱線圈,固定試片。 3. 緊閉保護門,打開泵浦抽真空。 4. 觀察壓力計待壓力到達指定範圍,接通外管持續為爐內通入氮 氣。 5. 在電腦設定升溫速率,確認無誤後開始加熱。 6. 等候加熱,加熱至指定溫度後持溫 1 秒。 7. 持溫結束,關閉電源,迅速往試片噴水 10 秒淬火至室溫,即完成 半固態持溫實驗。 8. 取出試片,準備金相觀察。42
3-3-4 顯微組織觀察與分析
此實驗為觀察 ECAE 試片在不同升溫及持溫時間下半固態顯微 組織之變化。實驗步驟如下: 1. 鑲埋:將欲觀察之材料放入熱鑲埋機並加入鑲埋粉,調整壓力為 15kN、溫度 200℃、加熱 7 分鐘、冷卻 6 分鐘。 2. 研磨拋光:把鑲埋好之試片以水為濕式研磨媒介,分別利用 120 號、240 號、400 號、600 號、1000 號、1500 號、2000 號之砂紙 進行研磨。 3. 拋光:以 1μm 氧化鋁粉為拋光粉,混入於濃度為 80%之酒精中。 打開研磨拋光機電源,把氧化鋁粉溶液噴灑至絨布上,再將試片 置於絨布上進行拋光。 4. 腐蝕:為了觀察鎂合金之顯微結構,需利用適當之腐蝕液把試片 表面腐蝕。本實驗使用之腐蝕液是根據 Metal handbook 中的 Acetic-picral 配方進行調配,其成份為:苦味酸 4.5g、冰醋酸 10ml、 純水 10ml、酒精 80ml。將試片表面浸入腐蝕液後至適當時間取出, 並以清水沖洗,再利用吹風機吹乾表面即可進行觀察。 5. 觀察:利用光學顯微鏡進行觀察,並利用電腦截取影像。43
6. 分析:利用圖像處理軟體 Image Pro Plus 對步驟 5 所得圖片進行分 析,計算晶粒平均大小及形狀因子。每個實驗參數均利用 3 張金 相圖片進行分析,再把所得結果取平均數。
3-3-5 半固態壓縮試驗
本實驗設備使用高溫高速多段壓縮實驗裝置,圖 3- 4 所示。實驗 參數如表 3- 5 所示。 實驗步驟如下: 1. 材料準備:把胚料利用車床加工成直徑 8.0mm、高 12mm 圓柱試 片,如圖 3- 7 所示。 2. 放入試片,對準衝頭及加熱線圈,固定試片。 3. 緊閉保護門,打開泵浦抽真空。 4. 觀察壓力計待壓力到達指定範圍,接通外管持續為爐內通入氮 氣。 5. 設定升溫速率 50℃/s,應變速率為 1/s-1,壓縮率 50%,並按照實 驗條件設定持溫時間,確認無誤後開始加熱。 6. 當到達指定溫度後開始計時持溫。 7. 持溫結束,關閉加熱電源,進行壓縮。44
8. 迅速往試片噴水 10 秒淬火至室溫,即完成半固態壓縮實驗。 9. 取出試片,準備金相觀察。
45 表 3- 1 合金 AZ80 之材料組成成份 化學成份 (Wt%) Al Zn Cu Fe Mn Ni Si 其他 AZ80 上限 9.2 0.8 0.05 0 0.35 0 0.1 0.3 下限 7.8 0.2 0.12 表 3- 2 AZ80 材料特性 物理性質 室溫下標準機械性質 密度(20℃) 1.81(Mg/m3) 拉伸強度指標 300~350(MPa) 液相線溫度 595(℃) 拉伸強度 345(MPa) 固相線溫度 425(℃) 拉伸降伏應力 250(MPa) 電氣抵抗率 156(nΩ.m) 壓縮降伏應力 195(MPa) 燃點 542(℃) 剪斷強度 160(MPa) 線膨脹係數 27.2(×10-6/℃) 硬度(HB) 72 比熱 1.08(kJ/kgK) 硬度(HRE) 82 熔解潛熱 280(kj/kg) 硬度(HV) 70 熱傳導率 47.3(W/m.K) 蒲松比 0.35
46 表 3- 3 升溫速率實驗參數 材料 ECAE 原素材 升溫速率(℃/s) 1 25 50 1 25 50 持溫時間(秒) 1 1 表 3- 4 持溫時間實驗參數 材料 ECAE 原素材 升溫速率(℃/s) 50 50 持溫時間(秒) 1 10 30 60 300 600 1 10 30 60 300 600 表 3- 5 壓縮試驗實驗參數 壓縮溫度 480℃ 材料 ECAE 原素材 升溫速率 (℃/s) 50 50 持溫時間 (秒) 1 10 30 60 300 600 1 10 30 60 300 600 壓縮溫度 450℃ 材料 ECAE 原素材 升溫速率 (℃/s) 50 50 持溫時間 (秒) 10 30 600 10 30 600
47
圖 3- 1 實驗流程圖
48
圖 3- 3 等徑轉角反覆擠製模具
(a)電腦控制介面
49
(b)顯示及控制面版
(c)衝頭及線圈示意圖
50
(d)機台外觀
圖 3- 4 高溫高速多段壓縮實驗裝置(續)
(單位 mm) 圖 3- 5 ECAE 擠製用胚料
51
(單位 mm)
圖 3- 6 升溫速率實驗試片
52
(單位 mm)
53
第四章 實驗結果與討論
本章主要討論升溫速率、半固態持溫時間以及加工溫度對材料顯 微組織和機械性質之影響,比較 ECAE 超細晶粒鎂合金試片與原素材 的差異。顯微組織部份量化之參數有平均晶粒直徑,晶粒尺寸分佈與 及形狀因子三個,其中晶粒尺寸分佈即為晶粒尺寸大小之標準差,其 數值越小代表晶粒尺寸分散程度越低。而機械性質部份則利用半固態 壓縮試驗,就壓縮後試片外觀及成形負荷上進行比較。4-1 實驗用試片之顯微組織
圖 4- 1 為原素材試片之顯微組織,其平均粒徑約為 10μm。而圖 4- 2 為經過 200℃、BC路徑、8 道次 ECAE 試片之顯微組織,然而此 試片在腐蝕過後會產生過多析出物,阻礙觀察晶界,此現象過去文獻 也有學者討論。 實驗中使用之 AZ80 鎂合金當中鋁佔比重百份比為 8%,圖 4- 3 為鎂鋁合金相圖,從圖中可以看出,在 200℃時合金會同時出現 α-Mg 和γ-Al12Mg17兩相。文獻指出在擠製過程中出現第二相能抑制晶粒成 長,但在腐蝕過後 γ-Al12Mg17容易產生析出物,阻礙金相觀察。 γ-Al12Mg17出現的多寡主要跟溫度與合金中鋁含量有關,提高 ECAE54 擠製之溫度或減少鎂合金中鋁的含量,都可減少 γ-Al12Mg17的比重。 從γ-Al12Mg17析出物較少之區域進行觀察,及以過去的文獻作比 對,推測 200℃、BC路徑、8 道次 ECAE 其平均粒徑約為 1μm。
4-2 升溫速率對半固態顯微組織之影響
圖 4- 3 為利用不同升溫速率加熱到 480℃半固態溫度之試片的顯 微組織。圖 4- 4 及圖 4 -5 為經過電腦金相分析軟體統整以上圖片所 得出之數據。 由圖表中可以看出, 1℃/s 升溫速率最慢情況下,試片其平均晶 粒尺寸最大、尺寸分散最大、較佳的形狀因子。在此升溫速率下,原 素材與 ECAE 試片所獲得各參數數值都幾乎相同。推測原因為小晶粒 成長速度較快,大晶粒成長速度較慢,如果時間過長,會導致兩種材 料差異不明顯。 升溫速率 25℃/s 與 50℃/s 試片之顯微組織晶粒尺寸與形狀因子 相近,但升溫速率較快之 50℃/s 其尺寸分佈略小;其中 ECAE 試片 比原素材有較小的晶粒尺寸、較低的尺寸分散程度,而形狀因子則差 異不大。 以 50℃/s 升溫速率從室溫升到 480℃半固態溫度所需時間約為 955 秒,此速率已經相當快,然而 50℃/s 與 25℃/s 實驗所得結果顯示各 項數值幾乎相同,就算最快的 50℃/s 與最慢的 1℃/s 在粒徑比較上差 距也不大,只有 3μm 左右差距,原素材效果甚至比 ECAE 試片更小, 只有不到 2μm 差距。在 50℃/s 與 25℃/s 升溫速率下,ECAE 試片在 晶粒尺寸方面雖然都有比原素材來得小,然而,在升溫以前 ECAE 試片晶粒尺寸約為 1μm,原素材晶粒尺寸約為 10μm,ECAE 試片的 粒徑比原素材小很多,但在升到半固態以後,其差距比在升溫以前已 大幅減少,所以主要影響半固態下晶粒尺寸的是加工溫度,升溫速率 只是其次,且升溫速率效果不如加工溫度那麼明顯;也就是說,當到 達半固態溫度後,晶粒會快速成長到一定尺寸,。 升溫速率越慢,材料在高溫下的時間越長,晶粒成長越大,且容 易造成有大有小之晶粒分佈情況出現,導致晶粒尺寸分散程度越大; 而 ECAE 因有等軸均一化的效果,所以在升溫以後其粒徑分佈較原素 材均勻。另一方面升溫速率慢會有較好的圓球化效果,所以 1℃/s 形 狀因子比 50℃/s 與 25℃/s 為佳;而 50℃/s 與 25℃/s 因為升溫速率只 差一倍,所得結果差距不大。而升溫速率實驗部份都沒有進行持溫, 圓球化效果還沒出現,所以 ECAE 試片與原素材結果相若。
56 而後續的半固態持溫與壓縮試驗為了減少升溫速率對材料之影 響,統一都使用最快的 50℃/s。
4-3 持溫時間對半固態顯微組織之影響
4-3-1 480℃半固態溫度下持溫時間之影響
圖 4- 6 ~ 圖 4 -7 為 480℃半固態溫度不同持溫時間之顯微組織, 及圖 4- 8 為經過電腦金相分析軟體統整以上圖片所得出之數據。 從圖表中可知在 480℃半固態溫度下持溫時間越長,晶粒成長越 大,晶粒尺寸分佈越大,圓球化效果越好。晶粒尺寸與圓球化效果在 前段上升幅度大,其後逐漸減緩。 在各持溫時間下 ECAE 試片比原素材有較小之晶粒尺寸、晶粒尺 寸分佈,以及較佳之圓球化效果。原素材隨持溫時間增加,其圓球化 效果越佳,而 ECAE 試片在 10 秒到 30 秒持溫過程中其形狀因子有較 大升幅,在此之後更長時間的持溫下,形狀因子只有小量提升。當繼 續增長持溫時間到達 10 分鐘,ECAE 試片與原素材的實驗結果基本 上已無異。 過去的文獻指出,晶粒外形在半固態持溫的過程中會趨於圓球化,57 其中半固態加工之溫度決定了固相率,限制了最大圓球化程度,晶粒 外型受制於各種條件不可能一直變圓下去,過長的持溫時間反而會令 圓球化效果變差。為了達到相同的圓球化效果,ECAE 試片比原素材 能大幅減少在半固態溫度下的持溫時間,這不僅縮短製程的時間,而 且也可以得到更小的晶粒尺寸,有助於半固態成形。
4-3-2 不同半固態溫度之比較
圖 4- 9〜圖 4- 10 為 450℃半固態溫度不同持溫時間之顯微組織, 表 4- 3 及圖 4- 11 經過電腦金相分析軟體統整以上圖片所得出之數 據。 從圖表中可知在 450℃半固態溫度下進行不同時間之持溫, ECAE 與原素材試片晶粒尺寸在變化趨勢上都與 480℃相若,其中 450 ℃平均晶粒尺寸比 480℃要小。因為粒徑較小的關係,原素材及 ECAE 試片短時間內就達到最佳圓球化效果;而在持溫 1 分鐘之前,原素材 與 ECAE 在初段之形狀因子差距不大,推測原因為持溫初期液相出現 不夠多,待液相地方較多時兩種試片形狀因子差異變大;而因 450℃ 其固相率較高之關係,形狀因子在 5 分鐘後開始變差。 圖 4- 12 為 3 個不同半固態溫度持溫 1 秒後的顯微組織,表 4-458 及圖 4- 13 為經電腦分析後之數據。從圖表中可以看出,半固態溫度 越高,其晶粒尺寸越大、形狀因子也越大。 為與過去實驗結果做比較,兩組參數都是使用 200 ℃、Bc-8 道次 ECAE 的試片,希望透過快速的升溫、降低半固態加工溫度、有不錯 圓球率下縮短持溫時間,用以獲得更小的晶粒,而結果顯示晶粒尺寸 從將近 70μm 大幅下降至 13μm;但因為降低了半固態溫度,所以形 狀因子無法到達之前的水平。
4-4 半固態壓縮試驗
在半固態壓縮試驗,如果想要實現等溫壓縮(Isothermal Compression),必須在壓縮過程中利用加熱線圈持續對材料加熱。而 鎂合金試片與熱電偶焊接不牢固,在壓縮過程中熱電偶會掉落,造成 熱電偶回傳給 PID 控制器的訊號並不是真正材料表面所量測到的訊 號,此時高周波感應加熱器的加熱功率會突然間有較大之波動,造成 感應電流有瞬間上升,但此瞬間提升的功率馬上又被機器本身的保險 系統所中斷。59 由於要減少感熱加熱集膚效應(Skin effect)對材料之影響,壓縮試 驗試片大小尺寸定的比較小,雖然因熱電偶鬆脫所造成感應電流上的 升時間很短,可能 0.5 秒也不到,但在壓縮過程中感應電流起伏也會 對小試片的溫度造成一定影響。 為了避免以上問題,於是在壓縮要開始的時候,就先切斷加熱線 圈的電源。但在壓縮的過程中,由於陶瓷材質衝頭並不受到感應電流 影響,衝頭一直處於比試片低溫的狀態,小試片因熱含量小,在切掉 電源後會持續被衝頭帶走熱量,溫度下降的速度也不小。所以壓縮試 驗利用較大的應變速率,以縮短壓縮時間,減小試片在壓縮過程中溫 度的下降。 圖 4- 14 為 ECAE 試片升溫到 480℃後經過不同持溫時間進行壓 縮試驗後量測負荷與行程所得數據所作成之圖表。如圖所示,大概可 把各曲線分成三個區域,分別為 I,II,III。 I 區的試片在壓縮完以後外觀完整,此區試片量測到的曲線結果 幾乎相同。III 區的試片在壓縮完後固液相分離嚴重,幾乎整顆粉碎。 而在碎裂過程中試片的截面積減少,所以在曲線中段會出現量測到的 荷重會下降。II 區試片結果介於 I 與 III 區中間,當碎裂情況嚴重則
60 曲線靠近 III 區;如果試片外觀相對完整,只出現較大裂紋則曲線靠 近 I 區。 然而各區試片在壓縮過程中因截面積改變,無法比較出其機械性 質的差異,所以截取還未出現固液相分離的曲線前段,用以比較半固 態下的降伏負荷。
4-4-1 480℃半固態溫度
4-4-1-1 壓縮試片外觀比較 圖 4- 15 ~ 圖 4- 16 為原素材與 ECAE 試片在 480℃經過不同持溫 時間後進行壓縮之結果。結果顯示原素材在 5 分鐘以前的持溫時間所 壓縮的試片,其固液相分離情形嚴重,要到了 5 分鐘持溫才開始有機 會獲得較完整的試片,但有時仍然會出現碎裂;要持溫 10 分鐘才有 較穩定的結果。而 ECAE 試片在 30 秒之前的壓縮結果也出現嚴重固 液相分離,在 30 秒時出現與原素材 5 分鐘類似之結果,有嚴重分離 也有外觀良好;而持溫 1 分鐘後其結果漸趨穩定,5 分鐘跟 10 分鐘 結果也沒有出現固液相分離嚴重的試片。 圖 4- 17 為 ECAE 持溫 30 秒之所有壓縮結果,其中兩片固液相 分離嚴重;其中一片有一些裂紋,但整體尚算完整;最後一片其外觀61 不但完整,試片上幾乎沒有裂紋。 根據以上結果,再與半固態持溫實驗結果比對,推測圓球率對固 液相分離有一定影響。固液相分離之原因乃液相在壓縮過程中先被擠 到材料外圍,當材料外圍積聚過多液相則會出現分離情況。而較圓之 晶粒外形有利於晶粒與晶粒之間相動滑動及滾動,在壓縮的過程中如 果固相晶粒能夠均勻移動,而不是都只有液相被擠出去,有助於保持 材料完整性。從半固態持溫實驗結果可知 ECAE 試片比原素材更快獲 得較好的圓球化效果,所以在壓縮試驗中,ECAE 試片只有短時間持 溫時會壓出嚴重分離的試片,而原素材則比 ECAE 試片花更久時間。 而 ECAE 試片在 10 秒到 30 秒持溫時,其圓球率有較大上升幅度,推 測可能此原因導致每次壓縮實驗結果有較大差別。 4-4-1-2 壓縮曲線 圖 4- 18 為原素材試片升溫到 480℃後經過不同持溫時間進行壓 縮試驗後量測負荷與行程所得數據所作成之圖表。結果顯示持溫時間 越短,其半固態下降伏負荷越低。 圖 4- 19 為 ECAE 試片升溫到 480℃後經過不同持溫時間進行壓 縮試驗後量測負荷與行程所得數據所作成之圖表。其趨勢大致上與原
62 素材相同,持溫時間越短,其半固態下降伏負荷越低。而且在相同持 溫時間下,ECAE 試片比原素材有較低的降伏負荷,降伏負荷低有利 於半固態加工成形。 比對半固態持溫實驗結果,持溫時間越短晶粒尺寸越小,而持溫 時間短半固態降伏負荷越低,推測影響半固態下降伏主要跟晶粒尺寸 有關。半固態下材料的變形跟全固相時不一樣,由於晶粒與晶粒之間 可以相互滑動及滾動,其變形負荷可以比全固相時大幅減少,而理論 上小粒子比大粒子有更多相對移動的空間,推測此為持溫時間短降伏 負荷低的原因。 在半固態下,固相晶粒相互組成了固體骨架(Solid Skeleton)[2]。 在材料沒有受力或受力很小的時候,晶粒會被此骨架所限制;而隨著 施加負荷上升,到了固體骨架無法承受,此時骨架會崩壞,晶粒再不 受骨架所拘束,而半固態下的降伏即是骨架能承受最大的荷重,在此 以後材料便開始變形。
4-4-2 450℃半固態溫度
4-4-2-1 壓縮試片外觀比較 原素材與 ECAE 試片在 450℃經過不同持溫時間後進行壓縮後,63 由於 450℃固相率較高之關係,此組實驗結果都沒有出現固液相分離 之情況,無法比較各參數差異,如圖 4- 20 和 4- 21 所示。 4-4-1-2 壓縮曲線 圖 4- 22 為原素材試片升溫到 450℃後經過不同持溫時間進行壓 縮試驗後量測負荷與行程所得數據所作成之圖表。結果顯示持溫時間 越長降伏負荷越低,這與 480℃之結果相反。10 秒跟 30 秒持溫下之 降伏負荷幾乎沒有差別,ECAE 比原素材有較低之降伏負荷。 AZ80 半固態溫度區間為 425℃至 595℃,而 450℃時可能固相率 在 95%以上,當固相率高到一個程度,材料變形已經不能是靠晶粒間 的滾動、滑動,而是跟固相一樣的機制,晶粒尺寸越大,降伏負荷越 低,推測此為降伏負荷隨持溫時間增長而下降的原因。
64 表 4- 1 480℃不同升溫速率原素材與 ECAE 試片之結果 1℃/s 25℃/s 50℃/s ECAE(Diameter) 14.31 10.83 11.02 ORI(Diameter) 14.09 12.33 12.52 ECAE(Roundness) 0.725 0.710 0.716 ORI(Roundness) 0.724 0.713 0.714 ECAE(Standard Deviation) 24.73 18.76 16.43 ORI(Standard Deviation) 24.64 21.69 19.06 表 4- 2 480℃不同持溫時間原素材與 ECAE 試片之結果 1s 10s 30s 1m 5m 10m ECAE(Diameter) 11.02 10.73 13.06 14.73 18.22 22.72 ORI(Diameter) 12.52 12.88 16.29 16.19 23.48 23.51 ECAE(Roundness) 0.716 0.719 0.742 0.739 0.749 0.746 ORI(Roundness) 0.714 0.723 0.726 0.725 0.733 0.742 ECAE (Standard Deviation) 16.45 16.73 21.24 23.97 26.81 37.88 ORI (Standard Deviation) 19.06 23.73 27.87 25.2 28.38 38.47 表 4- 3 450℃不同持溫時間原素材與 ECAE 試片之結果
4501s 10s 30s 1min 5min 10min
ECAE(Diameter) 9.99 10.80 10.79 12.85 14.71 16.66 ORI(Diameter) 10.53 11.95 13.20 13.19 15.90 17.03 ECAE(Roundness) 0.705 0.708 0.742 0.745 0.741 0.737 ORI(Roundness) 0.706 0.719 0.726 0.744 0.732 0.718 ECAE (Standard Deviation) 16.53 17.61 17.39 23.8 24.96 31.67 ORI (Standard Deviation) 19.64 21.22 22.71 25.14 24.41 32.24
65 表 4- 4 不同溫度下持溫 1 秒原素材與 ECAE 試片之結果 450-1s 480-1s 510-1s ECAE(Diameter) 9.99 11.02 11.70 ORI(Diameter) 10.53 12.52 13.11 ECAE(Roundness) 0.705 0.716 0.744 ORI(Roundness) 0.706 0.714 0.718 ECAE (Standard Deviation) 16.53 16.45 18.86
ORI (Standard Deviation) 19.64 19.06 23.45
表 4- 5 與以往實驗數據之比較 ECAE 50℃/s,480℃, 30s 50℃/s,480℃, 10min 1℃/s,520℃, 10min Diameter(μm) 13.07 22.73 69.52 Roundness 0.742 0.746 0.822 Standard Deviation 21.24 37.88 26.43
66
圖 4- 1 原素材之顯微組織
圖 4- 2 200℃ BC-8 ECAE 之顯微組織
67 ECAE 1℃/s ECAE 25℃/s ECAE 50℃/s 原素材 1℃/s 原素材 25℃/s 原素材 50℃/s 圖 4- 4 480℃不同升溫速率試片之顯微組織
68
69 1 秒 1 分鐘 10 秒 5 分鐘 30 秒 10 分鐘 圖 4- 6 ECAE 試片在 480℃不同持溫時間下之顯微組織
70 1 秒 1 分鐘 10 秒 5 分鐘 30 秒 10 分鐘 圖 4- 7 原素材試片在 480℃不同持溫時間下之顯微組織
71
72 1 秒 1 分鐘 10 秒 5 分鐘 30 秒 10 分鐘 圖 4- 9 ECAE 試片在 450℃不同持溫時間下之顯微組織
73 1 秒 1 分鐘 10 秒 5 分鐘 30 秒 10 分鐘 圖 4- 10 原素材試片在 450℃不同持溫時間下之顯微組織
74
75 450℃ECAE 450℃原素材 480℃ECAE 480℃原素材 510℃ECAE 510℃原素材 圖 4- 12 原素材與 ECAE 試片在不同溫度持溫 1 秒之顯微組織
![圖 2- 1 金屬半固態溫度下之流動應力[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8266420.172475/40.892.164.701.179.1077/圖21金屬半固態溫度下之流動應力2.webp)
![圖 2- 3(a)為樹枝狀晶(b)為球狀晶[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8266420.172475/41.892.143.776.105.928/圖23a為樹枝狀晶b為球狀晶2.webp)
![圖 2- 5 電磁攪拌[7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8266420.172475/42.892.167.704.110.1070/圖25電磁攪拌7.webp)
![圖 2- 7 薔薇花狀結晶[12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8266420.172475/43.892.167.713.116.975/圖27薔薇花狀結晶12.webp)
![圖 2- 9 等徑轉角擠製示意圖[31]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8266420.172475/44.892.163.700.113.870/圖29等徑轉角擠製示意圖31.webp)