分配式混合元件於單螺桿押出製程之混合分析及最佳化設計
115
0
0
全文
(2) 分配式混合元件於單螺桿押出製程之 混合分析及最佳化設計 Optimal Design and Mixing Analyses of Distributive Mixing Elements for the Single Screw Extrusion Process. 研 究 生:林煜倚. Student:Yu-Yi Lin. 指導教授:吳建興. Advisor:Jiann-Shing Wu. 國 立 交 通 大 學 應 用 化 學 研 究 所 碩 士 論 文. A Thesis Submitted to Department of Applied Chemistry College of Science National Chiao Tung University in partial Fulfillment of the Requirements for the Degree of Master in Department of Applied Chemistry July 2005 Hsinchu, Taiwan, Republic of China. 中華民國九十四年七月.
(3) 分配式混合元件於單螺桿押出製程之 混合分析及最佳化設計. 學生:林煜倚. 指導教授:吳建興. 國立交通大學應用化學學系﹙研究所﹚碩士班. 摘. 要. 本論文之主旨在針對插閂型混合元件,以改變不同的幾何形狀、插閂 數量的多寡及相對的排列位置關係,來探討與分析高分子流體於單螺桿押 出製程的混合程度。 本文的研究方式為利用有限元素法(Finite Element Method)模擬高分子 ○. 流體的流動,進行的模擬軟體採用的是 ANSYS R ,藉由從界面面積比 (Interfacial Area Ratio)和能量消耗量(Energy Consumption)兩個指標,比較其 混合程度與效益,進而達到最佳化設計。. I.
(4) Optimal Design and Mixing Analyses of Distributive Mixing Elements for the Single Screw Extrusion Process. Student:Lin Yu-Yi. Advisor:Dr. Wu Jiann-Shing. Department of Applied Chemistry National Chiao Tung University. ABSTRACT. This study aims to investigate and analyses the mix level for polymer flow in single screw extrusion process with change the geometry shape, numbers, and relative location of arrangement of pins of the mixing pin elements.. This study use the finite element method to simulation polymer flow in the ○. mixing section. The software adopted to simulate is ANSYS R . Comparison between mixedness and efficiency by interfacial area ratio and energy consumption. Furthermore, achieve optimal design.. II.
(5) 誌. 謝. 從進入研究所到碩士論文的完成,在這短短兩年的學習旅程,由衷的感謝我的指導 教授吳建興老師,從輸送現象、高分子物性以及高分子加工等課程的悉心教導,使我對 這方面的領域有更深一層的啟發,此外在待人處世方面,老師事必躬親,謹言慎行的態 度更是最佳的言教及身教,很感激在人生中最重要的歲月裡有吳老師課業與生活上的指 點與幫助。 感謝煥錩學長在我來到實驗室後,一路帶領著我,耐心的指導我在課業上的問題, 並讓我更深入的了解電腦模擬這個領域,使我受益良多。感謝實驗室同學文淵和志峰, 一起渡過兩年的研究生活,一起學習、努力,對我的研究生涯有莫大的助益。還有感謝 學弟妹名洋、俊弘、曼琳和芝穎,他們帶進實驗室的快樂及歡笑總能令人感受到活力, 也希望他們在未來一年的研究路上順順利利。 感謝我的好朋友明華、瑋耿和月杏,在新竹求學的日子有你們的陪伴,一起分享生 活點滴,彼此勉勵,更是豐富了我的生活,是很難得的回憶。 還有感謝最愛的玉婷,謝謝她陪我一路走來,從剛開始進入研究所前到畢業之際, 多謝你在好多個夜晚分享我的喜怒哀樂,你時時刻刻的關心都將化做是我前進的原動力 。 最後,也最要感謝的是我的父母、姊姊、弟弟和妹妹,感謝他們提供我多年來的生 活所需,也默默的支持我、鼓勵我、陪伴著我,讓我能專心於學業的鑽研,否則無法有 今天小小的成就,在此將本篇論文獻給他們。 謝謝所有曾經幫助過我的人,給我挫折的人我要謝謝你讓我茁壯,對我好的人,謝 謝你的關心。. III.
(6) 目. 錄. 中文摘要………………………………………………………………Ⅰ 英文摘要………………………………………………………………Ⅱ 誌謝……………………………………………………………………Ⅲ 目錄……………………………………………………………………Ⅵ 表目錄…………………………………………………………………Ⅶ 圖目錄…………………………………………………………………Ⅷ 一、緒論……………………………………………………………… 1 1.1 研究目的與動機…………………………………………… 1 1.2 文獻回顧…………………………………………………… 2 二、混合元件概要…………………………………………………… 5 2.1 混合元件的設計摘要……………………………………… 5 2.2 分配式混合元件的發展…………………………………… 8 三、相關理論模式……………………………………………………17 3.1 混煉原理及模型概述………………………………………17 3.1-1 分配式混煉機構的推導……………………………17 3.1-2 原始拉伸比與能量消耗量的應用…………………22 3.1-3 條痕厚度的表示……………………………………24 3.2 混煉相關原理回顧…………………………………………26. IV.
(7) 3.3 理論模式……………………………………………………34 3.3-1 流動分析理論模式…………………………………34 3.3-2 有限元素法理論模式………………………………36 四、模擬方式介紹……………………………………………………42 4.1 有限元素法之概述…………………………………………42 4.1-1 數值方法與高分子加工模擬………………………42 4.1-2 有限元素法在工程上之應用………………………45 4.2 ANSYS○R 輔助模擬分析………………………………………46 4.2-1 ANSYS○R 基本要件……………………………………47 4.2-2 ANSYS○R 介面概述……………………………………49 4.2-3 ANSYS○R 模擬用之方程式……………………………51 4.3 ANSYS○R 處理流程……………………………………………53 4.3-1 前處理………………………………………………55 4.3-2 解題程式……………………………………………59 4.3-3 後處理………………………………………………59 4.3-4 常見錯誤及解決方法………………………………59 4.4 分配式混合元件於 ANSYS○R 之模擬…………………………63 4.4-1 模擬之源起…………………………………………63 4.4-2 模擬之流程…………………………………………65. V.
(8) 五、模擬結果與討論…………………………………………………79 5.1 安裝不同構形插閂之混合元件的流動分析比較…………80 5.2 安裝不同橫截面插閂數量之混合元件的流動分析比較…85 5.3 安裝不同插閂軸向間距之混合元件的流動分析比較……90 5.4 安裝混合元件於流道中的流動分析比較…………………95 5.5 最佳化設計…………………………………………………99 六、結論………………………………………………………………100 參考文獻………………………………………………………………101. VI.
(9) 表 目 錄 表1. 各種不同分配式混合元件之特性優劣比較……………… 16. 表2. 高斯積分之權重值及取樣點…………………………………41. 表3. Free mesh 與 Mapped mesh 之比較………………………… 57. 表4. Mapped mesh 之限制條件…………………………………… 58. 表5. 各種 Solver 之比較………………………………………… 61. 表6. ANSYS○R 單位一覽表……………………………………………62. 表7. 分配式混合元件變化之組合…………………………………66. 表8. 插閂尺寸設計大小……………………………………………67. 表9. 螺桿幾何參數及操作條件……………………………………74. 表 10. LDPE 高分子融熔態之物理性質及流變參數表…………. 表 11. 混合元件模型分割的節點與元素數目表………………… 77. VII. 75.
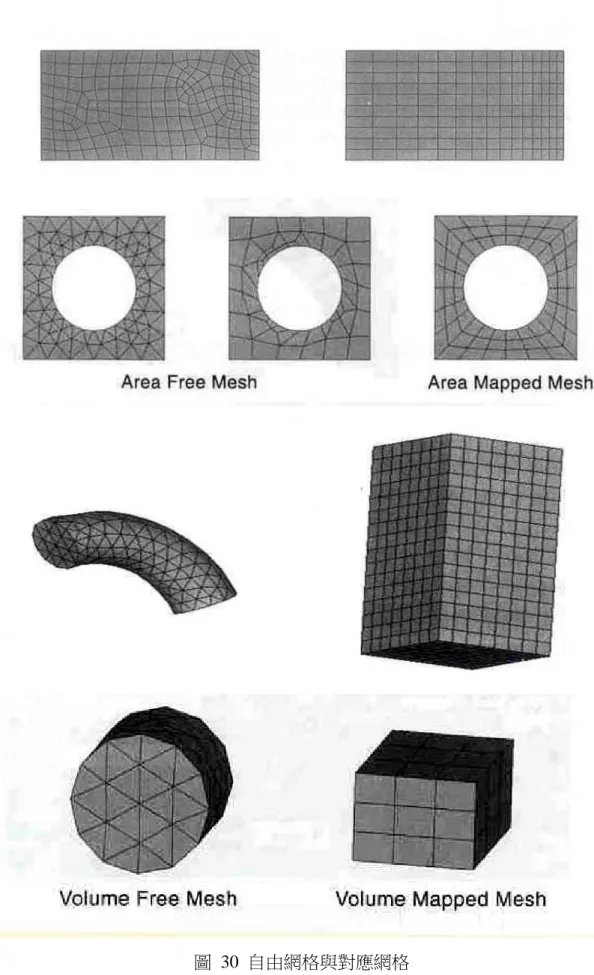
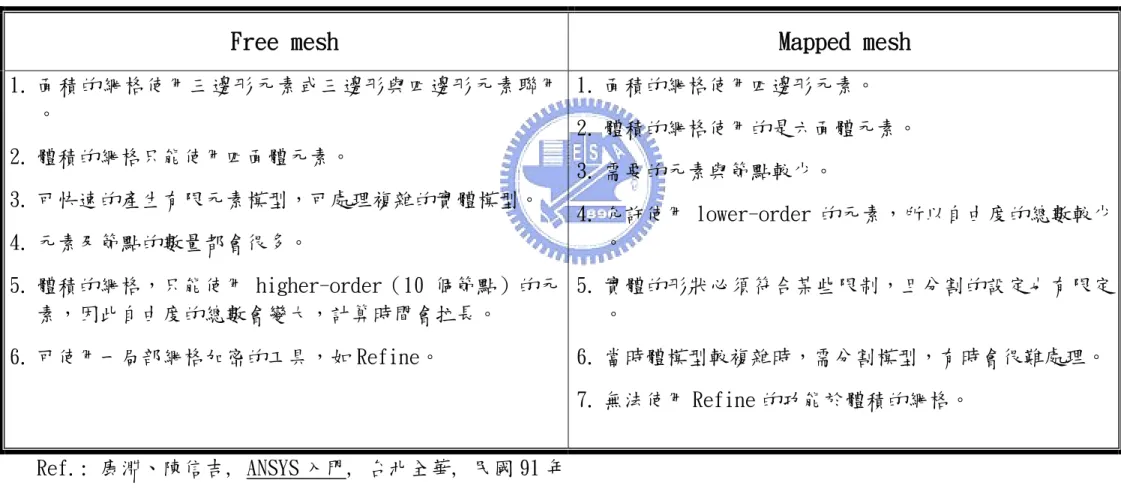
(10) 圖 目 錄 圖1 圖2 圖3 圖4 圖5 圖6 圖7 圖8 圖9 圖 10 圖 11 圖 12 圖 13 圖 14 圖 15 圖 16 圖 17 圖 18 圖 19 圖 20 圖 21 圖 22 圖 23 圖 24 圖 25 圖 26 圖 27 圖 28 圖 29 圖 30 圖 31 圖 32. 分散式混合與分配式混合的效果………………………………… Pin mixing section……………………………………………… Dulmage mixing section………………………………………… Saxton mixing section…………………………………………… pineapple mixing section……………………………………… Turbo screw………………………………………………………… Cavity Transfer Mixer…………………………………………… Twente Mixing Ring……………………………………………… TMR non-return vale for injection molding…………………… CRD non-return vale for injection molding…………………… Pulsar mixing section…………………………………………… Strata blend mixer ……………………………………………… 在簡單剪切流中介於位置向量ρ1及ρ2的表面元素變化……… 在簡單剪切流中兩流體元素之混鍊情形………………………… 單位面積的球座標………………………………………………… 在隨機起始方位向下界面面積與剪應變的函數圖……………… 在片層混合物中條痕厚度 s 示意圖……………………………… 在拖曳流下不同位置的條痕厚度………………………………… 在簡單剪切流下界面面積的增加變化圖………………………… 螺桿模型…………………………………………………………… laminar mixing 下的效果………………………………………… 不同的起始位向在混煉過程中示意圖…………………………… 不同起始界面方位的比較………………………………………… 不同混合元件效果比較…………………………………………… 一般假塑性流體黏度與剪切率示意圖…………………………… 電腦在產品生產流程所扮演的角色……………………………… ANSYS○R FLOTRAN 慣用之元素…………………………………… ANSYS○R 使用者圖形介面…………………………………………… ANSYS○R 分析處理作業流程圖……………………………………… 自由網格與對應網格……………………………………………… 未安裝混合元件螺桿示意圖……………………………………… 安裝 Blockhead 混合元件螺桿示意圖……………………………. VIII. 6 8 9 9 10 11 11 13 13 14 14 15 17 18 20 21 24 25 28 29 30 31 32 33 36 43 48 50 54 56 68 68.
(11) 圖 33 圖 34 圖 35 圖 36 圖 37 圖 38 圖 39 圖 40 圖 41 圖 42 圖 43 圖 44 圖 45 圖 46 圖 47 圖 48 圖 49 圖 50 圖 51 圖 52 圖 53 圖 54 圖 55 圖 56 圖 57 圖 58 圖 59 圖 60 圖 61 圖 62 圖 63 圖 64 圖 65 圖 66. 安裝 Trapezoidal 混合元件螺桿示意圖………………………… 安裝 Square Pineapple 混合元件螺桿示意圖………………… 橫截面安裝三支 Square Pineapple 插閂之螺桿示意圖………… 橫截面安裝九支 Square Pineapple 插閂之螺桿示意圖………… 橫截面安裝十二支 Square Pineapple 插閂之螺桿示意圖……… 安裝軸向間距為 1/3 D 的 Square Pineapple 之螺桿幾何示意圖 安裝軸向間距為 1/6 D 的 Square Pineapple 之螺桿幾何示意圖 安裝軸向間距為 1/8 D 的 Square Pineapple 之螺桿幾何示意圖 安裝繞溝道排列 Square Pineapple 插閂之螺桿示意圖………… 安裝於溝道中垂直軸向 Square Pineapple 插閂之螺桿示意圖… 未安裝混合元件之溝道流線圖…………………………………… 安裝 Blockhead 混合元件之溝道流線圖……………………………… 安裝 Trapezoidal 混合元件之溝道流線圖……………………… 安裝 Square Pineapple 混合元件之溝道流線圖………………… 不同混合元件之界面面積比比較圖……………………………… 不同混合元件下之能量消耗量比較圖…………………………… 不同混合元件下流動時間比較圖………………………………… 橫截面三支 Square Pineapple 插閂之溝道流線圖……………… 橫截面九支 Square Pineapple 插閂之溝道流線圖……………… 橫截面十二支 Square Pineapple 插閂之溝道流線圖…………… 不同橫截面安裝數量之界面面積比比較圖……………………… 不同橫截面安裝數量之能量消耗量比較圖……………………… 不同橫截面安裝數量之流動時間比較圖消耗圖………………… 軸向間距為 1/3 D 的 Square Pineapple 插閂螺桿之溝道流線圖… 軸向間距為 1/6 D 的 Square Pineapple 插閂螺桿之溝道流線圖… 軸向間距為 1/12 D 的 Square Pineapple 插閂螺桿之溝道流線圖… 不同軸向間距之界面面積比比較圖……………………………… 不同軸向間距之能量消耗量比較圖……………………………… 不同軸向間距之流動時間比較圖………………………………… Square Pineapple 平行軸方向安裝於溝道中之流線圖…………… Square Pineapple 垂直軸方向安裝於溝道中之流線圖…………… 不同的插閂排列方位之界面面積比比較圖……………………… 不同的插閂排列方位之能量消耗量比較圖……………………… 不同的插閂排列方位之流動時間比較圖…………………………. IX. 69 69 70 70 71 71 72 72 73 73 80 81 82 83 84 84 85 86 87 88 89 89 90 91 92 93 94 95 95 96 97 98 98 99.
(12) 第一章 緒論 1.1 研究目的與動機 高分子精密加工應用電腦輔助製程設計及改良,已經成為技術上非常 重要的一環,藉由電腦模擬不僅可以大幅降低實作上的成本、減少時間的 浪費,更可以依據模擬結果直接進行最佳化設計。在高分子加工製程中, 混煉加工設備有很多種,常用的包括單螺桿混煉機、雙螺桿混煉機、滾輪 式混煉機以及批次式混煉機,可依照不同的加工需求而選擇比較合適的設 備。然而,一般單螺桿押出機的混煉效果與其它押出機相較下仍不理想, 但由於其構造簡單且價格亦不甚高,所以廣受業界的青睞。此外,再藉由 混合元件的使用,不但能打散聚集的大顆粒,進而使添加劑能均勻分散在 基材中,提高產品的性質,增進其附加價值。. 由於高分子在加工過程中往往牽涉到複雜的三維流動,尤其是高分子 流體在不同分配式混合元件的流道內,其流動狀態我們更是難以掌握。以 往對於分配式的混合機構,專家學者所提出的研究都相當有限,原因是我 們在討論混合機構的均一性上並沒有一個定量的標準用來判斷混合效益, 也因此大家對於此類的研究上著墨均不甚多。近來隨著奈米材料的興起, 高分子抑或添加劑的混煉如何達到有效地運用,便是我們在加工過程中需 仔細考量的。由鑒於此,本文即利用電腦輔助工程技術(CAE)探討流體 在配置分配式混合元件的流道內流動情形,另外針對不同的混煉指標( mixing index)對於混煉度(mixedness)作一詳述分析。. 本研究的主要目的以有限元素分析的架構來模擬高分子流體在不同分 配式混合元件及不同的插閂排列組合下先做一初步的流動分析,再藉由文. 1.
(13) 獻上所提及的界面面積比(interfacial area ratio)與能量消耗量,此 二混合效益的指標來評斷在不同的幾何構形下所設計出的混合元件,期望 由此一定量的分析作為日後混合元件最佳化設計上的基準。. 1.2 文獻回顧 分配式混合元件有許多種,一般而言均是在螺桿上增置插閂為主,依 據不同的幾何形狀,例如 rhomboidal(長斜方形、菱形)混合元件、pin 混 合元件及 mixing ring 混合元件組合而成。歷年來針對分配式混合元件做 研究探討的專家學者亦不在少數,以下為學者們對混合元件進行模擬所用 的一些分析方法及成果。. 我們回顧近幾年來關於單螺桿分配式混合元件的重要研究與模擬。首 先 1991 年 Han 等以流動分析網格法(FAN)模擬預測出 Maddock 元件流量 、背壓及螺桿轉速的關係,並以實際實驗證明模擬結果與其之吻合度[1] 。東海大學王曄教授更以 modified FAN 模擬比較三種不同形式的混合元 件內的流動情形、推進能力及壓降的損耗,此外更精準的表示出高分子遵 守的冪次定律[2]。1994 年 C. Wang 以有限元素法來模擬三維 CTM(三個 環面,每環面有六個凸起半圓球)混合元件,以等溫的牛頓流體探討其流 場的速度分佈、剪切應力及用參數λ來定量延伸流的成分。另一分析並以 PVC 做為等溫非牛頓流體來模擬不同幾合構形之 CTM(六個環面,每環面 有四個凸起半圓球),使用 power law model 的黏度模式,同樣模擬出速 度側面圖像、壓力分布、剪切速度及剪切力,並且將模擬結果去對實驗數 據做比較[3,4,5]。1996 年 I. Manas-Zloczower 模擬 HDPE 的三維流動, 利 用 長 度 伸 展 分 佈 和 平 均 值 ( length stretch distribution and average values)作為分配式混合的一種指標[6]。1997 年 Martin 對數種. 2.
(14) 不同的混合元件進行實驗,例如不同轉速下 HDPE 跟染料的混合,利用顯 微攝影拍照觀察出不同的混合效果,此外也由實驗得出在相同轉速下,各 混合元件所需的驅動功率大小,以及壓力降和融熔溫度變化的情形[7]。 1996 年 Takahashi 針對一般傳統的 pin 混合元件提出了解決死角形成造成 混合不均的辦法,即是在 pin 混合元件上貫穿孔動的想法,如此可提高高 分子流體的重新排位(reorientation),形成更有效的混煉機構,促成 更密切的介面接觸。此外更指出在橫斷面的混合區域的優劣可藉由局部混 合 效 能 ( local mixing efficiency ) 來 評 斷 , 而 完 整 混 合 效 能 ( integral mixing efficiency)則可以跟其他的混合元件做一比較。並且 利用有限差分法來模擬流體通過改良及未改良的元件前後來做比較,驗證 所提出的新元件設計具有較高的混合效果,熔融高分子溫度上升較低,以 及較低的驅動功率。最後更以追蹤粒子軌跡演化及粒子濃度準差分佈的實 驗驗證 pin 的孔動貫穿元件在平行式的排列組合下與交錯式的排列在混合 效果上的差異[8,9,10,11]。2000 年 Rios 及其研究夥伴以三維的邊界元素 法(Boundary Element Method)針對 rhomboidal 混合元件在相同螺桿上藉 由不同的排位及數目的增加多寡找尋其最佳化的設計,並發現由於此種混 合元件是藉由剪應力使材料變形,所以 rhomboidal(長方形、菱形)混合元 件在排列的選擇上採中立長菱形(neutral rhomboidal),以類似鳳梨狀 (pineapple)的幾何形狀為最佳[12,13]。2001 年 Rwei 藉由不同的螺桿 設計及加工條件下,經由高分子化學的角度新提出的分配式混合指標做一 驗證,發現轉速與分配效果間的關係[14]。2001 年 I. Manas-Zloczower 探討雙擋板(twin flight)單螺桿押出機從高分子化學理論基礎中提出 Renyi entropies 及統計學的觀點在不同元素的長度變化下評斷混合的優 劣 , 並 且 與 傳 統 的 分 離 規 模 及 強 度 ( scale and intensity of segregation)做比較[15]。2001 年 P. G. M. Kruijt 及其研究夥伴利用. 3.
(15) 一種建立在混合物的局部平均濃度上對應(mapping)的方法描繪出不同 的幾何形狀下的邊界條件,且從較原始的二維先著手,接下來再踏入三維 的模型中,對於混合效果及一些參數做出定量的分析[16,17]。2004 年 G. C. C. Chuang 與 A. I. Yeh 提出了藉由在螺桿末端除了 Pin 混合元件外, 再加裝了混合圓盤(Mixing disc),如此一來使得高分子流體在螺桿中的 滯留時間增加,因此混合效果也因此得以提升[18]。. 4.
(16) 第二章 混合元件簡介 2.1 混合元件的設計摘要 一般混合元件設計上需注意下面列舉之要點: 1. 高分子流體通過混合元件時,須消耗較小的壓力降,以利高分子融 熔液的輸送。 2. 高分子融熔液必須以流線流動,以順利通過混合元件,避免造成停 滯(dead spot)現象發生,而使高分子產生劣化(degradation)降 低品質。 3. 混合元件應該完全掠掃過套筒筒壁,如此以利熱流的傳導,以及清 除附著於壁上的殘餘高分子。 4. 混合元件要容易拆裝清洗及不容易損壞。 5. 混合元件要容易製造及價格要合理且便宜。. 由以上要點之敘述我們將混合元件大致分為二類,一種為分配式混合 元件,一種為分散式混合元件。分配式混合元件的原理是藉由不斷的分割 原有的流場,使高分子熔融體能獲得重新的流動方向(orientation), 以利其界面面積比增加,提高混合效果。而分散式混合元件則是利用梯板 與套筒壁間狹窄流道產生高剪切力,把聚集的大顆粒打碎,並阻擋尚未熔 融的高分子顆粒通過,避免懸浮顆粒造成產品出現“魚眼"現象,導致外 觀及產品品質不良。通常在兩個不同種類的高分子混合時,分配式混合通 常藉著高的剪切率(shear rate)來增加高分子的界面面積比,達到混合 的效果;而分散式混合藉由高剪切力(shear stress)能夠將高分子切成 許多小段進而達到混合的效果,圖 1 即表示添加劑在分散式混合與分配式 混合下達到的效果。. 5.
(17) 圖 1 分散式混合與分配式混合的效果. Ref.: Martin Gale, Adv. Polym. Technol., Vol. 16, No. 4, p. 251, 1997. 由於分配式混合元件主要是藉由在流場中增加其流動的阻力,不斷的 分割其流場,一方面可以讓主成分與添加成分達到均勻分配的效果,另一 方面亦可以增加高分子熔融液在流道中滯留的時間,但相對的是會造成我 們出料的減少,因此我們在壓降及推進高分子熔融液的能力上必須做一考 慮,應避免選用太過於複雜或者是較易損耗壓降的混合元件。高分子流體 是一種對溫度相當敏感的物料,在通過分配式混合元件時,我們必須使其. 6.
(18) 以流線流動,盡量避免停滯的產生,否則高分子物料會因為過度的加熱而 超過其玻璃轉換溫度(glass transition temperature)進而產生劣化, 最後影響到我們出料的品質。在加工過程中我們在乎的不僅是物料在成分 上是否混合均一,更要考慮到在溫度上是否也達到受熱均一的效果,較佳 的混合元件是要增加而不是降低熱傳效應,因此混合元件在選擇上應避免 與套筒筒壁間有溝槽,應完整掠掃過套筒筒壁。在業界有許多不同的混合 元件一直在推陳出新,但有一些仍無法進入實用的階段,原因是有些混合 元件對操作員而言在使用上不容易上手,以致在組裝、清洗、試車、甚至 是拆卸都過於繁雜,從經濟效益的觀點看來,任何的加工過程只要在時間 上能掌握先機,就能夠獲得最大的利益,所以我們在選擇混合元件上也必 須考量到機械的熟稔度。然而在成本的考量下,另一個關鍵便是混合元件 的製作,原則上當然是以便宜、耐用為第一要件,因為過於精細的混合元 件,往往單價都不斐,此外也不一定會達到更好的分配效果,需視情況而 定。. 7.
(19) 2.2 分配式混合元件的發展 針對一個有效率的分配式混合元件而言必須要有兩項特性,一是流體 須受到大量的剪切形變(shear strain),二是流體元素需高頻率的受到 分裂而達到重新排列。因此,專家學者們掌握以上原則便發展了許多不同 幾何形狀的混合元件,有些因為效果不佳所以僅只限於專利發表,但也有 些已大量在業界中使用。 基本上任何可以擾動螺桿內的速度分布即會造成分配混合效應,一般 分配式混合元件如 pin mixing section,如圖 2 所示,這些 pin 會擾亂速 度分布而造成混合,現今已有很多不同關於 pin 混合元件的專利被發表, 而大部分只有改變一些細部構造使其可發揮最大效率。. 圖 2 Pin mixing section. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 另一種我們常見的 Dulmage mixing section, 如下頁圖 3 所示, Dulmage 混合元件是一種多重板的混合器,周圍有許多擋板所形成的溝槽 環繞於圓柱上,高分子融熔體被分割而後進入許多狹窄的溝道中再會合, 而後再一次分割會合的步驟。這種混合專利是 40 年前 Dow chemical 公司 所發展出來的[19],但這混合元件的缺點是周圍環繞紋路的設計,讓擋板 與擋板間的間隙與與軸向垂直,使套筒上的高分子無法完全被螺桿所掃除 ,這將會造成高分子的滯留以及降低融熔高分子及套筒間的熱傳效應。. 8.
(20) 圖 3 Dulmage mixing section. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 有一種類似 Dulmage 混合元件構造的混合元件為 Saxton 混合元件, 如圖 4 所示,而 Saxton 與 Dulmage 混合元件之不同處為 Saxton 之周圍溝 槽分布較 Dulmage 的方向更為螺旋形,即擋板與擋板間的間隙與與軸向成 螺旋形,其優點是 Saxton 比 Dulmage 更能完全掃除套筒表面,這樣大大 降低高分子停滯,及融熔高分子與套筒間的熱傳導不良的機會,而這螺桿 的專利時 1961 年時由杜邦公司發展出來的[20]。. 圖 4 Saxton mixing section. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990.. 9.
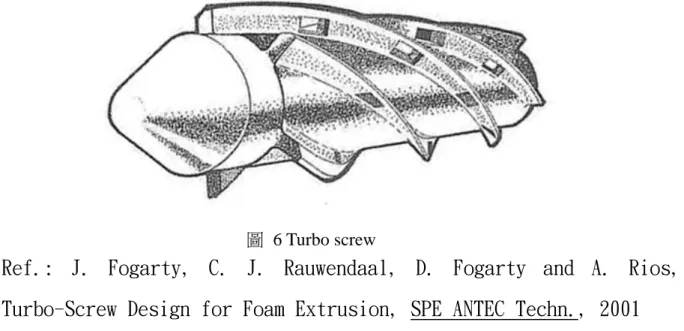
(21) 另外還有常用的混合元件為 pineapple mixer,如圖 5 所示,pineapple 混合元件是由 Saxon 混合元件改良過來的,其攪拌葉瓣呈現菱形,而 pineapple 混 合 元 件 是 由 Rios 做 實 驗 及 經 過 邊 界 元 素 法 (boundary element method)模擬其流動所發展出來的[21,22]。. 圖 5 Pineapple mixing section. Ref.: A. Rios, P. Grmann and T. Osswald, Int. Polym. Process., Vol. 9, No. 1, p. 12, 2000.. 還有一種新款式的混合螺桿由 J.Fogarty 所發展出來的[23],如下頁 圖 6 所示。這種螺桿叫渦輪螺桿(Turbo-Screw),它擁有長方形開口建構 於螺桿的擋板上,可以增強混合及熱傳效率的提昇。專利[24]提到這種螺 桿的幾何形狀構造須考量到擋板的高度,而這種設計如要應用在押出操作 上則擋板需要較深的考量,不然擋板上的開口過小會造成高分子融熔體無 法通過開口,使其混合及熱傳的效率無法發揮。例如用於發泡塑膠的押出 中,螺桿的擋板較深,被用於第二台押出機中來降低融熔高分子的溫度, 現在渦輪螺桿已經被廣泛應用於發泡塑膠押出上,並已經改進大押出量時 的混合效率及熱傳量。. 10.
(22) 圖 6 Turbo screw. Ref.: J. Fogarty, C. J. Rauwendaal, D. Fogarty and A. Rios, Turbo-Screw Design for Foam Extrusion, SPE ANTEC Techn., 2001. 另 外 還 有 一 種 不 同 的 分 配 式 混 合 機 制 叫 孔 洞 傳 送 混 合 (cavity transfer mixing-CTM),如圖 7 所示,這種混合方式是由 RAPRA 公司的 Gale 所研發出來的。早於 1961 年的專利中就有詳細探討橫向孔洞混合裝 置的概念。CTM 混合裝置中孔洞分布於套筒殼表面及螺桿旋轉部分的表面 上,它可使高分子融熔體做剪切及重新配向的效果很好。另一種混合元件 類似 CTM 混合元件其比 CTM 更早由德國 Barmag 發展出來[25],這種混合 -6. 裝置據說擁有分散及分配混合的功能,可以將混合的顆粒材質降到 10 m 的範圍左右。. 圖 7 Cavity transfer mixer. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 11.
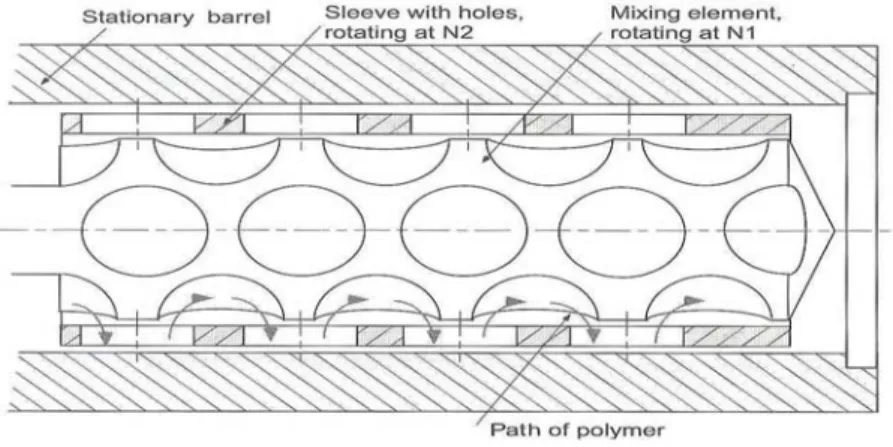
(23) 類似 CTM 混合裝置的元件我們稱為 Staromix,它的孔洞與 CTM 最大不 同點為 Staromix 位於軸向的孔洞呈現橢圓形。德國另有一家押出機製造 公司則將橢圓孔洞設計成在軸向呈螺旋形。其他也有數種混合裝置其特點 與 CTM 相當類似,大部分皆是從 RAPRA 的專利所衍生出來的。CTM 跟之前 一些分配式混合元件有著同樣的缺點,就是螺桿無法完全掃除套筒表面, 還有 CTM 非常難清理並可能造成動作停滯。於此 CTM 這裝置不方便經常更 換不同的物料,以及短時間的操作,因為更換一次物料的時間相當耗時, 其清洗的時間大約就需花費兩至三個小時。除了以上的缺點外,CTM 裝置 非常昂貴,且沒有產生壓力的能力,所以基於以上種種於是 CTM 的使用並 不廣泛。. 此外有一種特徵與 CTM 相當類似的混合裝置,由紐西蘭的大學所研發 出 來 , 且 在 多 個 國 家 擁 有 專 利 [26] 。 這 種 混 合 器 叫 做 Twente Mixing Ring or TMR。這種混合器在螺桿上也有與 CTM 相類似的半圓孔洞,然而 它在套筒內表面並沒有孔洞[27,28],它的構造如下頁圖 8 所示,螺桿外 有一套管,其套管與螺桿為一體之裝置,如下頁圖 9 所示,且套管與螺桿 各鑿上孔洞,如此一來高分子流體便可藉由套管與螺桿間之空隙,以及套 管與套筒間之空隙進行流動,如此一來便可增加切割流場的的範圍與次數 。環的運動在 TMR 中是靠螺桿給它的拖曳運動,但其轉速較慢,可是高分 子流體通過螺桿、套管、套筒三者間的模式與 CTM 相類似。而 TMR 比 CTM 好的優點為 TMR 中其套筒內表面不須另外在上面鑿洞,這樣可以省下不少 金錢,而且就可多運用在其他的壓出機上了,另一改善是是 TMR 的安裝簡 單、清理方便。TMR 可以當成射出成型模組中的止回流閥,其混合及閥功 能類似 CRD,如下二頁之圖 10 所示。由於它是一種新型的混合裝置,有人 又稱它為環式混合器或套管混合器。. 12.
(24) 圖 8 Twente mixing ring. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 圖 9 TMR non-return vale for injection molding. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 13.
(25) 圖 10 CRD non-return vale for injection molding. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 另一種變溝深混合器利用溝深變化來改善混合情形,如 Pulsar 混合 段,如圖 11 所示。它在螺桿底部有螺旋式溝槽,而溝槽螺旋角比檔板的 螺旋角還大。. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 此外還有一種類似的變溝深混合裝置為 Strata-blend 混合器,如下 頁圖 12 所示。其每一檔板區間中有三個凹槽,特色為凹槽與擋板螺旋角 相同,且凹槽並非連續的。絕大部分變溝深混合裝置皆有劇烈的小流動的 現象,以及重新配向的能力,所以分配式分散的能力相當有限。而綜合上 述所提到的不同分配式混合元件,經過多年來眾人的實驗可得到如下頁表. 14.
(26) 1 的分析情形。. 圖 12 Strata blend mixer. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 15.
(27) 表 1 各種不同分配式混合元件之特性優劣比較. Mixer. Pressure Dead Barrel drop spots wiped. Operator friendly. Disp. mixing. Shear strain. Mixer cost. Splitting reorienting. Pins. High. Yes Partial. Good. No. Low. Low. Fair. Dulmage. Low. No. Partial. Good. No. High. Fair. Good. Saxton. Low. No. Yes. Good. No. High. Fair. Good. CRD. Low. No. Yes. Good. Yes. High. Fair. Good. CTM. High. Yes. No. Bad. Some. High. High. Good. TMR. High. Yes. Yes. Fair. Some. High. Medium. Good. Axon. Low. No. Yes. Good. No. High. Low. Low. Double wave. Low. No. Yes. Good. Some. High. High. Low. Pulsar. Low. No. Yes. Good. No. Fair. Fair. Low. Stratablend. Low. Yes. Yes. Good. No. Fair. Fair. Low. Ref.: C. Rauwendaal, Polymer Extrusion, Ch. 8, Hanser, New York, 1990. 16.
(28) 第三章 相關理論模式 3.1 混鍊原理及模型敘述 Spencer及Wiley[29]闡述當兩種不同的黏性流體相互混合時,其兩者 界面面積會增加,而界面面積的增加率可做為在混鍊過程中一種定量的量 測,亦即是一種混合的指標。而此種混鍊機構更與流體元素的起始方位( initial orientation)及加總形變(total strain)有著密不可分的關 係。. 3.1-1 分配式混練機構 考慮一個流體元素在簡單剪切(simple shear flow,即 v x = γ& yx y )流 域中任意排位,可由任意兩個位置向量(position vector)限制出一面 積,即為表面元素Ao (area of the surface element),如圖13所示,另 外簡單剪切流可由下頁圖14示之。. 圖 13 在簡單剪切流域中介於位置向量ρ1 及位置向量ρ2 的流體表面元素,其中左 圖為時間 t,右圖為經過一段時間 t´後之變化. Ref.: Z. Tadmor and G. Gogos, Principles of Polymer Processing, John Wiley & Sons, New York, 1979. 17.
(29) 圖 14 在簡單剪切流中兩流體元素之混鍊情形. Ref.: Stanley Middleman, Fundamentals of Polymer Processing, McGraw-Hill, New York, 1977. 在時間to時表面元素的初始面積為: A0 =. 1 1 c = ρ1 × ρ 2 2 2. (1). 其中ρ1和ρ2分別代表位置向量,向量C=ρ1×ρ2和表面元素垂直,且可由 與x軸、y軸、z軸夾角的方向餘弦(directional cosine), cos α x 、 cos α y 、 cos α z 組成,並且遵循下列式子: cos 2 α x + cos 2 α y + cos 2 α z = 1. cos α x =. cx c. cos α y =. cy c. cos α z =. (2) cz c. (3). 其中 c x 、 c y 、 c z 分別代表向量C在x、y、z方向的分量 而位置向量ρ1和ρ2可由三個分量來表示: ρ1 = x1δ x + y1δ y + z1δ z. (4). ρ 2 = x 2δ x + y 2δ y + z 2δ z. (5). 18.
(30) 向量C可藉由ρ1和ρ2外積後表示: δx δy δz c = ρ1 × ρ 2 = x1 x2. y1 y2. z1 = ( y1 z 2 − z1 y 2 )δ x + ( z1 x 2 − x1 z 2 )δ y + ( x1 y 2 − y1 x 2 )δ z z2. = c xδ x + c yδ y + c zδ z. (6). 將(6)式結果代入(1)式可得初始面積: A0 =. 1 1 1 c = (C x2 + C y2 + C z2 ) 2 2 2. (7). 流體在經過 Δt時間後,則會由ρ1'和ρ2'限制出來另一新的界面面積, 而新的位置向量如下表示: ρ ' = ρ + vΔt. (8). 由於我們先前假設流體處於簡單剪切流動中,所以可將(8)簡化為 v = γ& yx yδ x + (0)δ y + (0)δ z. (9). vΔt = γyδ x + (0)δ y + (0)δ z. (10). t. (10)式中的γ為加總形變, γ = ∫0 γ& yx (t ' )dt ' ,而將上述之結果代入新的位置向 量中後可得新向量C'如下所示: δx δy δz c ' = ρ1' × ρ 2' = x1 + γy1 y1 z1 = c x δ x + (c y − γc x )δ y + c z δ z x 2 + γy 2 y 2 z 2. (11). 最後新的界面面積即可表示為 A=. 1 1 2 (C x + C y2 + C z2 − 2C x C y γ + C x2γ 2 ) 2 2. (12). 而經過to及to+Δt時間下的界面面積比可由(12)式與(7)式相除得到 A. A0. = (1 − 2 cos α x cos α y γ + cos 2 α x γ 2 ). 1. 2. (13). 由(13)式指出界面面積的增加是為起始方位以及加總形變的函數,若在較 大形變的狀況下( γ >> 1 ),(13)式可表示為:. 19.
(31) A = cos α x γ A0. (14). 從此式我們可以更明顯的看到界面面積比與加總形變是成一個正比的關係 ,於是乎加總形變為定量混鍊機構上一個決定性的變數。. 除了加總形變外,另一個重要的變數-起始方位也是我們討論的重點 。在高分子加工過程中我們並無法強迫所有的高分子流體在進入混合器之 前均是呈完美方位(即表面元素在yz平面上, cos α x = 1 ),所以任何的方 位都必須估計在內,為了方便起見,我們將流體元素的單位面積化作球座 標表示如下,其圖示如圖15。. Ref.: Z. Tadmor and G. Gogos, Principle of Polymer Processing, John Wiley & Sons, New York, 1979. 20.
(32) f (θ , φ ) dθ dφ =. 1 sin θ dθ dφ 4π. A = sin θ sin φ γ A0. (15) (16). 經過下式積分運算之後可得 φ = 2π θ =π γ A 1 =∫ sin θ sin φ γ ( ) sin θ dθ dφ = ∫ φ = 0 θ = 0 A0 4π 2. (17). 由(17)式得到一個結論,在一個任意方位表面元素的簡單剪切流動系統中 當流體受到大量的形變下,總最末面積與和總最初面積的比率是與總形變 成1/2的正比關係,圖16表示經數值計算後結果也如同上述之推導。. 圖 16 在隨機起始方位下界面面積與剪應變的函數圖. Ref.: L. Erwin, Polym. Eng. Sci., Vol. 18, No. 7, p. 572, 1978. 21.
(33) 3.1-2 原始拉伸比的應用 界 面 面 積 比 除 了 以 上 推 導 外 , Erwin[30] 更 引 入 原 始 拉 伸 比 ( principal elongation ratio)的觀念衍導出相同的結果,將在以下一一 詳述之。 首先將新的兩位置向量化作以下表示: ρ1' = x1λ x δ x + y1λ y δ y + z1λ z δ z. (18). ρ 2' = x 2 λ xδ x + y 2 λ y δ y + z 2 λ z δ z. (19). 其中 λ x 、 λ y 、 λ z 即為原始拉伸比,而新的界面面積A可經由外積計算後得 知: A=. {[. ]. ]}. [. 1 λ y λ z ( y1 z 2 − z1 y 2 ) 2 + [λ z λ x ( z1 x 2 − x1 z 2 )]2 + λ x λ y ( x1 y 2 − y1 x 2 ) 2 2 A=. [. 1 ( λ y λ z c x ) 2 + (λ x λ z c y ) 2 + ( λ x λ y c z ) 2 2. ]. 1. 1. 2. (20) (21). 2. 而界面面積比亦可表示如下: 2 2 2 A ⎡ (λ y λ z c x ) + (λ x λ z c y ) + (λ x λ y c z ) ⎤ ⎥ =⎢ 2 A0 ⎢ ⎥⎦ c ⎣. 1. 2. (22). [. A = (λ y λ z cos α x ) 2 + (λ x λ z cos α y ) 2 + (λ x λ y cos α z ) 2 A0. ]. 1. 2. (23). 假設形變在一個常態的體積下,而原始拉伸比則符合下式 λxλ y λz = 1. (24). 將(24)式代入(23)式中可得 A ⎡⎢⎛ cos α x = ⎜ A0 ⎢⎜⎝ λ x ⎣. ⎞ ⎛ cos α y ⎟⎟ + ⎜ ⎜ ⎠ ⎝ λy 2. 2. ⎞ ⎛ cos α z ⎟ +⎜ ⎟ ⎜ λ z ⎠ ⎝. ⎞ ⎟⎟ ⎠. 2. ⎤ ⎥ ⎥ ⎦. 1. 2. (25). 則界面面積比可化為原始拉伸比與起始位方位方向餘弦的函數,針對不同 的流動情形可以對上式做不同的應用。. 22.
(34) 此外,Erwin在此參考文獻也提出了以計算能量的損耗,來當作比較 何種混合元件較受歡迎的參考項目。 ⎧⎪ ⎡⎛ ∂V ⎞ 2 ⎛ ∂V ⎞ 2 ⎛ ∂V ⎞ 2 ⎤ y ⎟⎟ + ⎜ z ⎟ ⎥ p = η ⎨2 ⎢⎜ x ⎟ + ⎜⎜ ⎪⎩ ⎢⎣⎝ ∂x ⎠ ⎝ ∂y ⎠ ⎝ ∂z ⎠ ⎥⎦ ⎛ ∂V ∂Vy ⎞ ⎛ ∂V y ∂Vz ⎞ ⎟ + ⎜⎜ x + + ⎟ +⎜ ∂x ⎟⎠ ⎜⎝ ∂z ∂y ⎟⎠ ⎝ ∂y 2. t0. E=∫ p. 2. (26). ∂V ⎞ ⎫⎪ ⎛ ∂V +⎜ x + z ⎟ ⎬ ∂x ⎠ ⎪ ⎝ ∂z ⎭ 2. (27). dt. 0. 其中 p =每單位體積所消耗的功率, η與Vx , y ,z 則分別為流體的黏度與速度, E = 每單位體積所消耗的能量。. Lodge[31]分別 說明了在平面延伸流(plane strain elongational flow)、單純延伸流(pure elongational flow)及簡單剪切流(simple shear flow)下原始拉伸比 λ x 、. λy. 、 λ z 與加總形變γ間的相互關係,由於. 本論文的理論基礎建構於簡單剪切流,故以下在此例舉簡單剪切流做為應 用以驗證前列之結果。 首先,原始拉伸比之值為下式所示: ⎡ γ2 γ λ x = ⎢1 + + 4+γ 2 2 2 ⎣. ). ⎡ γ2 γ λ y = ⎢1 + − 4+γ 2 2 2 ⎣. ). (. (. 1. 1. ⎤ 2 ⎥ ⎦. 1. ⎤ 2 ⎥ ⎦. 1. 2. (28) 2. (29). λz = 1. (30). 將(28)式、(29)式、(30)式代入(25)式中可得 ⎡γ 2 γ A ⎧ = ⎨1 + cos 2 α x ⎢ − 4 + γ 2 A0 ⎩ ⎣2 2. (. ). 1. 2. 1 ⎤⎫ ⎤ ⎡γ 2 γ 2 + + (4 + γ 2 ) 2 ⎥ ⎬ cos α y⎢ ⎥ ⎦ ⎣2 2 ⎦⎭. 在較大形變的狀況下( γ >> 1 ),同樣可到(14)式的結果。. 23. 1. 2. (31).
(35) 3.1-3 條痕厚度的表示 另一項可做為混合指標的參數為條痕厚度s,其物理定義為總體積除 以一半的總界面面積,詳圖17,表示如下: s=. V A 2. (32). 圖 17 在片層混合物中條痕厚度 s 示意圖. Ref.:. C.. Rauwendaal,. Mixing. in. Polymer. Processing,. Marcel. Dekker, New York, 1991. 一般而言,s所代表的是在混合物中每一個重複單元的距離,也就是 說當s愈小混合物層與層間就愈薄,如下頁圖18所示,分配的效果也就愈 佳,而在體積固定下界面面積也相對愈大,因此,界面面積比依然是在做 定量分析時一個重要的物理量。另外,經過轉換後s可表示如下: 2. s= (A. A0. )(. A0. 24. (33) V. ).
(36) 將(17)式結果及次要相的體積分率( A0 V = 6 xv L )代入可得 s=. 2 L 3 γx v. (34). 從上式知若對L較大, xv 較小者需較多加總形變γ來維持分配效果。. 圖 18 在拖曳流下不同位置的條痕厚度. Ref.: Z. Tadmor and G. Gogos, Principle of Polymer Processing, John Wiley & Sons, New York, 1979. 25.
(37) 3.2 混鍊相關原理回顧 在分配式混合中根據以上的敘述我們可以歸納出界面面積的增加若不 考慮流體元素的起始方位在大量形變下將與加總形變成正比,而Bigg[32] 指出另外可由滯留時間分佈(residence time distribution,RTD)的曲 線討論高分子流體在主要流動方向的分佈。從前頁圖18我們另可由RTD的 角度分析流動狀態,在愈靠近上方板壁的流體其受到拖曳的能力較下方流 體強,故愈靠近板壁下方的流體其RTD愈長,界面面積的增加也相對提高 。. 除了由RTD的方向討論外,亦有專家提出在起始方位做最佳化的設計 。首先將(13)式對γ微分可得下式 − cos α x cos α y + γ cos 2 α x dA = A0 1 dγ (1 − 2γ cos α x cos y + γ 2 cos 2 α x ) 2. (35). 將 γ = 0 代入上式可得初始值 dA dγ 如下所示: dA = − A cos α x cos α y dγ. (36). 此時流體尚未受到任何形變故A=Ao,且瞬時界面面積會因為起始方位的兩 個方向餘弦值增加或減少,假設 cos α z = 0 的狀況下, cos α x 及 cos α y 乘積若 為最大值則可得到最大的界面面積,而 cos α x 及 cos α x 的決定必須符合(2)式 ,故不能令其中之一為1,否則另一項即為0。而為了讓(34)式等號右邊為 正極大值,即假設 cos α z = 0 , α x = 135 o , α y = 45 o ,也就是界面面積與剪切 方向夾角成45°,因此可簡化如下: dA A = dγ 2. (37). 經過積分後可得. 26.
(38) A = A0 e. γ 2. (38). 我們可與(17)式相互比較,(38)式所呈現界面面積的增加是與γ呈冪次函 數,而(17)式僅與γ呈線性關係。由此可見,若在分配式混合中能有效掌 握起始方位的話,亦能增加不少混合效果,只可惜在高分子加工中混合元 件通常裝置在螺桿的最尾部,故對於起始方位的控制似乎並不如預期中那 樣簡單。. 下頁圖20說明在給予相同的γ(γ=4)下且流體處於簡單剪切流域中 ,圖20-a擁有先前假設的極大初始方位並且經過一次剪切後再往後旋轉45 °,其最終界面面積比量測值為6.1,直接代入(36)式可得理論值為7.3。 圖20-b則為流體元素在無旋轉下具有最佳起始方位的最終界面面積比,其 值為4.1與直接代入(13)式相同,由此彰顯出流體元素的旋轉與初始方位 的相互重要性。. 27.
(39) 圖 19 在簡單剪切流下界面面積的增加變化圖 (a) 起始位向跟剪切方向呈 45°,經過每單位剪面積後再旋轉 45°. (b) 擁有最佳的起始位向在無旋轉下. Ref.: Z. Tadmor and G. Gogos, Principle of Polymer Processing, John Wiley & Sons, New York, 1979. 然而,Erwin[33]利用先前(17)式推導出的結果發現到混合區段的多 寡,會直接影響到界面面積比。首先同樣假設在大量形變下可將(17)式的 界面面積比化為γ的函數,表示如下:. 28.
(40) f (γ ) = 1 γ 2. (39). 再將一般押出機在任意界面下擁有N-1個混合區段,以及在相同剪切量( γ/N)下擁有N個剪切區段的模型推導出另一適用於混合區段的公式,表 示如下: ⎡ ⎛ γ ⎞⎤ = ⎢ f ⎜ ⎟⎥ A0 ⎣ ⎝ N ⎠⎦. Af. N. (40). 從圖20可以明顯的看到,圖20-a是沒有混合區段,圖20-b加了一個混合區 段後會造成兩個剪切區段,若假設流體歷經同樣的γ則經由(38)式的結果 可推之,N值愈大代表界面面積比愈大,且往往N是呈冪次為度而相距甚大 。. 圖 20 螺桿模型 (a) 沒有混合區段. (b) 有混合區段. Ref.: L. Erwin, Polym. Eng. Sci., Vol. 18, No. 7, p. 572,1978. 另外,Erwin也探討了起始方位的問題,我們可以由圖21清楚看到,. 29.
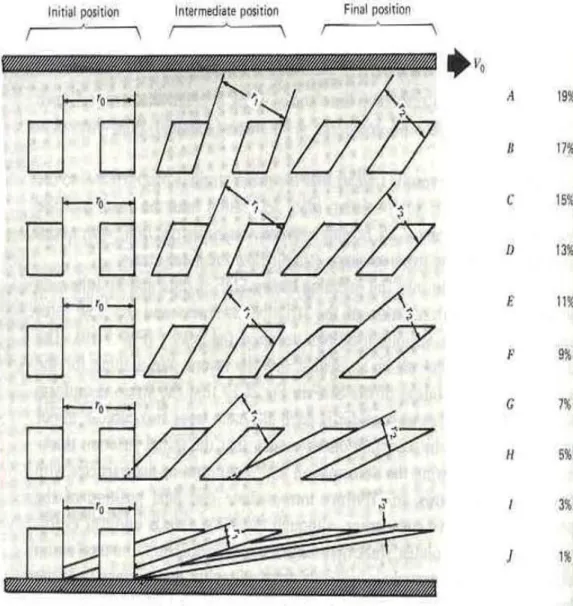
(41) 考慮兩流體元素擁有相同的γ但由於起始方位的不同界面面積會差異如此 甚大,若起始方位與剪切方向愈平行者其界面面積的增加十分有限。相對 的,若流體元素的起始方位與剪切方向採相互垂直的話將可發揮最大的混 合效益。. 圖 21 laminar mixing 下的效果 (a) 起始流體元素擁有均勻的界面面積分佈; (b) 與(a)同樣的流體元素經過剪切 後; (c) 同(a)擁有相同界面面積的量; (d) 與(c)同樣的流體元素經過剪切後. Ref.: L. Erwin, Polym. Eng. Sci., Vol. 18, No. 7, p. 572, 1978. 同樣是在Erwin[34]的發表中即便更明確的由假擬三維模式(pseudothree-dimensional model)的定量分析來討論起始方位跟分配式混合的 關係,如圖22所示,將流體元素分為垂直、水平及任意排列三種情形分析 ,由於流體粒子的流動是複雜的三維流動,所以在下溝道方向筆者僅利用. 30.
(42) 二維的時間差做動態分析簡之。從下頁圖23明顯得知在起始方位與剪切方 向垂直的狀態下界面面積比為最大,另外可發現到在任意排列與平行排列 下的結果相去不遠,也就是說流體元素在進入混合器前,起始方位的排列 主宰著未來界面面積的增加率。. 圖 22 不同的起始方位在混鍊過程中示意圖 (a)呈垂直排列;(b)呈平行排列;(a)呈任意排列. Ref.: L. Erwin and F. Mokhtarian, Polym. Eng. Sci., Vol. 23, No. 2, p. 49, 1983. 31.
(43) 圖 23 不同起始界面方位的比較. Ref.: L. Erwin and F. Mokhtarian, Polym. Eng. Sci., Vol. 23, No. 2, p. 49, 1983. 32.
(44) 除此之外,筆者也針對不同構形的混合元件做了比較分析,詳圖24。 流體在進入混合元件後隨即呈現不同的變化,我們從斜率上的表現看來 single pin的分配效果最佳,而double flight反之。. 圖 24 不同混合元件效果比較. Ref.: L. Erwin and F. Mokhtarian, Polym. Eng. Sci., Vol. 23, No. 2, p. 49, 1983. 33.
(45) 3.3 理論模式 高分子流體在混合元件中因為受到擾動所以整個流動情形更顯的複雜 而多變,而在求解統御方程式(governing equation)的過程當中,由於 許多項次也不是單純的線性(linear)組合,例如黏度項,故以下先針對 統御方程式做理論上的流動分析,接著再由有限元素法(finite element method)分析之。. 3.3-1 流動分析理論模式 採用Tadmor-Klein model為基礎,並做以下的假設來合理簡化整個流 動問題: 1. 假設螺桿不動,套筒壁相對轉動 2. 不可壓縮流體 3. 壁上無滑動現象 4. 流體黏度以截型冪次定理(truncated power law)表示 5. 流體已達穩定狀態(steady state) 6. 重力因素不考慮 7. 流道深度比起曲面半徑要小很多且為小區域的全流發展( locally fully developed),可用潤滑近似(lubrication approximation)處理 根據上述條件,可簡化相關方程式。 連續方程式(equation of continuity): ∂v x ∂v z + =0 ∂x ∂z. 運動方程式(equation of motion):. 34. (41).
(46) −. ∂p ∂τ yx − =0 ∂x ∂y. (42). −. ∂p ∂τ yz − =0 ∂z ∂y. (43). 其中 τ yx = −η. ∂v x ∂y. τ yz = −η. ∂v z ∂y. 因此運動方程式成為: −. ∂p ∂ ⎛ ∂v x + ⎜η ∂x ∂y ⎜⎝ ∂y. ⎞ ⎟⎟ = 0 ⎠. (44). −. ∂p ∂ ⎛ ∂v z + ⎜η ∂z ∂y ⎜⎝ ∂y. ⎞ ⎟⎟ = 0 ⎠. (45). 黏度以等溫截型冪次定理,如下頁圖25表示,且符合下式: n −1 ⎧ − a (T −T0 ) ⎛ γ& ⎞ ⎜⎜ ⎟⎟ ⎪η e (γ& > γ&0 ) η=⎨ 0 ⎝ γ&0 ⎠ ⎪η e − a (T −T0 ) (γ& ≤ γ&0 ) ⎩ 0. (46). η 0 = m0γ&0 n −1. 且剪切率表示如下: γ& = (. ∂v x 2 ∂v ) + ( z )2 ∂y ∂y. (47). 邊界條件: v x = v b sin θ b. v z = v b cos θ b. at the barrel surface. vx = 0. vz = 0. at the channel wall. 35.
(47) 圖 25 一般假塑性流體黏度與剪切率示意圖. Ref.: C. Rauwendaal, Polymer Extrusion, Hanser, New York, 1990. 3.3-2 有限元素法理論模式 利用有限元素法[35,36]的觀念及基礎可將欲分析的流動系統利用有 限的元素體(element)近似整個物理範圍(physical domain)。假使採 欲分析的單元體有 n 個節點及 m 個頂點,則在每一個節點上均有 vx、vz 等 二個未知數,在各個頂點上則有 P 的未知數。對每一個單元體而言我們可 利用內插函數表示如下:. 36.
(48) m. p = ∑ pk M k. (48). k =1 n. v x = ∑ v xj N j. (49). j =1 n. v z = ∑ v zj N j. (50). j =1. 其中 vxj、vzj 分別為單元體上之 x 分量速度、z 分量速度之近似值,Nj 為單 元體邊界上之內插函數(interpolation function)或稱為形狀函數( shape function)。而 Pk 為頂點上的壓力近似值,Mk 為其內插函數。而內 插函數的表示與選定的元素體有相關,一般而言均是將流動分析的真實座 標(x、y、z)化做以範圍為-1 至 1 的局部座標(ξ、η、ζ)為原則, 目的是方便爾後在做數值計算同時能以高斯積分簡化之。而有限元素法於 描述真實元素座標有三種不同之方法可採用,分別為等變數元素( isoparametric element)、次變數元素(subparametric element)和超 變數元素(superparametric element)。以下便採行描述真實座標時所 用之內插函數與未知數 vx、vz、P 所用之內插函數相同的等變數元素進行 操作,即: n. x = ∑ xi N i. (51). i =1 n. y = ∑ yi N i. (52). i =1 n. z = ∑ zi N i. (53). i =1. 其中 xi、yi、zi 為節點 i 之真實座標值。 以 Galerkin 有限元素法來處理控制方程式,將(44)、(45)式展開後 乘上內插函數 Ni,再將(41)式乘上內插函數 Mk,並對該元素作體積分,則 如下所示:. 37.
(49) ∂ 2vx ∂p ∂η ∂v x −η − )dV = 0 ∂x ∂y ∂y ∂y 2. i = 1,2,......n. (54). ∂ 2vz ∂p ∂η ∂v z Ni ( − − η 2 )dV = 0 ∫∫∫ ∂z ∂y ∂y ∂y Ω. i = 1,2,......n. (55). k = 1,2,......m. (56). ∫∫∫ N i ( Ω. ∫∫∫ M Ω. k. (. ∂v x ∂v z + )dV = 0 ∂v x ∂z. 其中Ω為體積分之範圍。 而以下由於(54)、(55)及(56)式的推導有些許雷同處,故僅以(54)式之推 導替代之。首先將(54)式中的每個微分項分為三部分做討論,對. ∂p 此項而 ∂x. 言 , 可 將 (48) 式 代 入 化 簡 為 以 局 部 座 標 ( ξ 、 η 、 ζ ) 及 inverse Jacobian 表示之,如下所示:. ∫∫∫ N i Ω. m ∂M k ∂p ∂ m dV = ∫∫∫ N i (∑ p k M k )dV = ∑ p k ∫∫∫ N i dV ∂x ∂x k =1 ∂x k =1 Ω Ω m. = p k ∑ ∫∫∫ N i ( k =1 Ω. 其中,. ∂M k ˆ ∂M k ˆ ∂M k ˆ J 11 + J 12 + J 13 )dV ∂ς ∂ξ ∂η. (57). ∂M k ∂M k ∂ξ ∂M k ∂η ∂M k ∂ς + + = ; Jˆ11 、 Jˆ12 、 Jˆ13 分別代表 inverse ∂ς ∂x ∂η ∂x ∂ξ ∂x ∂x. Jacobian 在第一列,第一、二、三行的元素,而其完整表示如下: ⎡ ∂x ⎢ ∂ξ ⎢ ∂x J =⎢ ⎢ ∂η ⎢ ∂x ⎢ ⎢⎣ ∂ς. J −1 =. 同理, − ∫∫∫ N i Ω. ∂z ⎤ ∂ξ ⎥⎥ ∂z ⎥ ∂η ⎥ ∂z ⎥ ⎥ ∂ς ⎥⎦. (58). 1 adj ( J ) det( J ). (59). ∂y ∂ξ ∂y ∂η ∂y ∂ς. ∂η ∂v x 項推導如下: ∂y ∂y n ∂N j ∂η ∂η ∂ n ∂η ∂v x (∑ v xj N j )dV = −∑ dV dV = − ∫∫∫ N i v xj ∫∫∫ N i ∂y ∂y ∂y j =1 ∂y ∂y j =1 ∂y Ω Ω. 38.
(50) =−. ∂N j ∂N j ∂N j ∂η n v xj ∫∫∫ N i ( Jˆ 21 + Jˆ 22 + Jˆ 23 )dV ∑ ∂y j =1 ξ η ∂ ς ∂ ∂ Ω. (60). ∂ 2vx 最後針對 η 2 此項可加上利用部份積分技巧推導得: ∂y − ∫∫∫ N iη Ω. ∂v ∂N i ∂v x ∂ 2vx dV + ∫∫ N i x dA) dV = −η ( ∫∫∫ − 2 ∂n ∂y ∂y ∂y Ω Γ n. = η ∑ (v xj ∫∫∫ j =1. Ω. 其中Γ為面積分之範圍,. ∂N i ∂N j ∂v dV − η ∫∫ N i x dA) ∂y ∂y ∂n Γ. (61). ∂v x 為 vx 與法向量 n 之內積值。 ∂n. 而(56)式亦可化為如下所示:. ∫∫∫ M k ( Ω. ⎡∂ n ⎤ ∂v x ∂v z ∂ n + )dV = ∫∫∫ M k ⎢ (∑ v xj N j ) + (∑ v zj N j )⎥ dV ∂v x ∂z ∂y j =1 Ω ⎣ ∂x j =1 ⎦ n ⎡ ∂N j ∂N j ⎤ dV )v zj ⎥ dV )v xj + ( ∫∫∫ M k = ∑ ⎢( ∫∫∫ M k ∂z ∂x j =1 ⎣ Ω Ω ⎦. (62). 經過以上化簡為高斯積分(Gauss integral)之方程式可合併成一個解速 度及壓力的大型矩陣,並且代入高斯點及權重值,如下二頁之表二,之後 利用數值積分並解出所要的參數值,其表示如下: ⎡K C ⎤⎡ v ⎤ ⎡ f ⎤ ⎢ D 0 ⎥ ⎢ p⎥ = ⎢ 0 ⎥ ⎦⎣ ⎦ ⎣ ⎦ ⎣. (63). v = [v x1 , v x 2 , v x 3 .....v xn , v z1 , v z 2 , v z 3 .....v zn ]. (64). p = [ p1 , p 2 , p3 ..... p m ]. (65). T. T. ⎡ ∂η n ∑ ∫∫∫ N i ⎢− ⎢ ∂y j =1 Ω n ∂N j ⎢ η ⎢ ∑ ∫∫∫ ∂y j =1 Ω K =⎢ ⎢ ⎢ ⎢ 0 ⎢ ⎢ ⎣. ∂N j. dV +. ∂y ∂N i dV ∂y. ⎤ ⎥ ⎥ 0 ⎥ ⎥ ⎥ ∂N j ∂η n ⎥ − dV + ⎥ Ni ∑ ∫∫∫ ∂y j =1 Ω ∂y ⎥ n ∂N j ∂N i η ∑ ∫∫∫ dV ⎥ ⎥ ∂y ∂y j =1 Ω ⎦. 39. (66).
(51) ⎡m ⎢∑ ∫∫∫ N i C = ⎢ km=1 Ω ⎢ ∫∫∫ N i ⎢∑ ⎣ k =1 Ω ∂N j ⎡ n D = ⎢∑ ∫∫∫ M k dV ∂x ⎣ j =1 Ω. ⎡ ⎢η ∫∫ N i f =⎢ Γ ⎢η N ⎢ ∫∫ i ⎣ Γ. ∂M k ⎤ dV ⎥ ∂x ⎥ ∂M k dV ⎥ ⎥ ∂z ⎦. (67). ∂N j. n. ∑ ∫∫∫ M j =1 Ω. ∂v x ⎤ dA⎥ ∂n ⎥ ∂v z ⎥ dA ⎥ ∂n ⎦. 40. k. ⎤ dV ⎥ ∂z ⎦. (68). (69).
(52) 表 2 高斯積分之權重值及取樣點. ∫. 1. −1. Number of Gauss points, n. Accuracy of quadrature. 1. O(h ). 2. n. I (ξ )dξ ≅ ∑ wnl (ξ nl ) l =1. Gauss points, ξnl ξ11 = 0. ξ 21 = −. 2. 4. O(h ). Weights , wnl w11=2. 1 3. =-0.57735…. w21=1 w22=w21. ξ 22 = −ξ 21. ξ31 = −. 3. 6. 3 5. =-0.77460…. O(h ). ξ32 = 0 ξ33 = −ξ31 ξ41 = −. 15 + 2 30 35. =-0.86113… 4. 8. O(h ). 15 − 2 30 =− 35. ξ 42. =-0.33998… ξ 43 = −ξ 42 ξ 44 = −ξ 41 ξ51 = −. 35 + 2 70 63. =-0.90617… 5. 10. O(h ). ξ52 = −. 35 − 2 70 63. =-0.53846… ξ53 = 0 ξ54 = −ξ52 ξ55 = −ξ51. w31=5/9 =0.55555… w32=8/9 =0.88888… w33=w31 w41 =. 49 6(18 + 30 ). =0.34785… w42 =. 49 6(18 − 30 ). =0.65214… w43=w42 w44=w341 w51 =. 5103 50(322 + 13 70 ). =0.23692… w52 =. 5103 50(322 − 13 70 ). =0.47862… w53=128/225 =0.56888… w54=w52 w55=w51. Ref.: David S. Burnett, Finite Element Analysis:Form Concepts to Applications, Addison-Wesley, Reading Mass., 1987. 41.
(53) 第四章 模擬方式介紹 4.1 有限元素法之概述 在高分子加工中由於流域為複雜的三維流動,所以通常利用有限元素 法將實體流域系統分割成不同的大小、種類、區域的元素體,利用元素體 近似整個流動範圍。根據不同的統御方程式,推導出以每一個元素組成的 矩陣,再統整此流動系統元素構成系統矩陣,最後將系統矩陣的每一係數 解求出得到想要的物理參數,以下便對有限元素法做一初步之介紹。. 4.1-1 數值方法與高分子加工模擬 隨著工商社會的日新月異,電腦科技有著長足的進步且在工程上佔有 相當重要的地位。而電腦軟體的應用也得力於電腦科技的蓬勃發展,將電 腦與電腦軟體用於產品的開發、設計、分析與製造,已成為提昇近代工業 競爭力的代名詞,故經由電腦輔助從事生產,如圖 26 所示,儼然成為主 流。而電腦輔助分析的技巧可分為以下三類: 1. 電腦輔助設計(Computer-aided Design;CAD):即使用電腦軟體直 接從事於圖形的繪製與結構體的設計。 2. 電腦輔助工程(Computer-aided Engineering;CAE):將工程上分 析的過程及計算方法來輔助工程師做設計後的分析或進行同步工程 。 3. 電腦輔助製造(Computer-aided Manufacturing;CAM):是直接用 電腦來輔助操縱各式各樣的精密工具機器以製造不同的零組件。. 42.
(54) 圖 26 電腦在產品生產流程所扮演的角色. Ref.: 龔皇光、黃柏文、陳鴻雄, ANSYS 與電腦輔助工程分析, 台北全華, 民國 91 年. 43.
(55) 電腦輔助分析運用了電腦快速運算的能力,可以即時的判斷出產品設 計的優劣並迅速的驗證產品在此設計下的品質,除了可免去在時間成本及 原物料上的耗費外,更可促進生產的良率與產品的品質,加快產品上市的 時間。因此,電腦輔助分析不僅漸漸獲得業界的認同並予以採用。近幾年 有限元素法已經漸成主流,而且被應用的領域也越來越廣。從早期的應用 於土木工程方面的結構力學(包含線性及非線性)、結構動力學到機械工 程方面的熱力學、流體力學甚至於電子工程方面的電路學、電磁學等等均 已 發 產 完 備 。 然 而 , 計 算 流 體 力 學 (Computational Fluid Dynamics ; CFD) 的有限元素法軟體在模擬靜態及動態下流體的行為以及結構體間的 關係更比其他數值模擬方法的軟體來的精準又迅速,所以大部分專家學者 仍偏愛使用有限元素法軟體做為分析之工具。. 應用於 CAE 的數值方法很多,其中包括有限元素法(Finite Element Method;FEM),邊界元素法(Boundary Element Method;BEM),有限 差 分 法( Finite Difference Method ; FDM) , 流動 分 析網 路 法( Flow Analysis Network;FAN)‥等等。而歷年來利用以上數值方法進行螺桿 及混合元件分析的研究亦不在少數,而本論文即是利用有限元素法預測高 分子融熔液在不同幾何構形混合元件內的流動情形,並藉由流體粒子的追 蹤及界面面積的變化,針對膠料在混合元件中做一混鍊的量化。. 44.
(56) 4.1-2 有限元素法在工程上之應用 一般而言,工程問題即物理狀態下的數學模組,藉由基礎法則和自然 原理對系統取控制體積,可得到統御方程式,而數學模組的應用即是一套 對應邊界條件和初始條件的微分方程式。由物理現象觀察得到的統御方程 式 各 代 表 著 質 量 ( equation of continuity ) 、 動 量 ( equation of motion)或能量(equation of energy)的平衡。而由於真正的工程問題 分析通常是隱含著許多非線性項而且通常呈現不規則的模組形態,故在求 解 方 面 利 用 傳 統 的 計 算 方 法 也 無 法 獲 得 精 確 的 解 析 解 ( analytic solution),所以有限元素法利用數值計算的方法在求解的過程中扮演了 一個重要的角色。一般來說,解析解由兩個部分組成,分別為通解( general solution)跟特解(particular solution)。在任何工程問題 中,有兩組參數會影響到系統的行為。第一,是提供關於系統自然運作下 所得資料的參數,而這些參數包括應用於材料力學的彈性係數、熱傳學的 熱傳導係數和非牛頓流體力學的黏度函數…等等。第二,亦有參數會在系 統內產生「擾動」,這類型的參數如外界給予的壓力、力矩或者是介質本 身的差異造成溫度分佈及流體進出的壓力差異…等等,而這些經由系統的 自然運作支配的特性則統一包含在統御方程式的通解裡,相同地,造成擾 動的參數則出現在特解裡。. 實際上許多工程問題在處理複雜的統御微分方程式,或是難以處理的 邊界和初始條件甚至是不規則的模組形態時,通常藉數值解來近似,與解 析解不同的是,解析解顯示系統內任一點精確(accurate)的值,而數值 解卻只存在於分離不連續(separated discontinuous point)的點,我 們稱之為節點(node)。因為此種特性的關係所以任何一種數值程序的第 一步驟即是做分離,其過程是將介質分成很多區域和節點。在數值方法有. 45.
(57) 兩者使用較為普遍,一是有限差分法,另一則是有限元素法。使用有限差 分法,每個節點都會被賦予一個微分方程式,且導式會被差分方程式所取 代,經由上述處理後會產生一組聯立線性方程式,最後藉由求解聯立方程 式得到所要的參數值。雖然有限差分法易於了解,且能套用於一些流動情 形件較為簡單的問題,但一碰上複雜的幾何形狀或是邊界條件時,有限差 分法的解決能力就略顯不足。相反地,有限元素法先切割不規則的幾何形 狀為有限個元素體,再使用 Galerkin 的積分公式法建立一個由代數方程 式組合而成的大型矩陣系統,而不是單純的微分方程式,利用數值方法求 解除了可用一個近似的連續函數來表示每個元素的解答,並藉由連結或組 合個別的解而得到整個欲分析系統的物理量。. 4.2 ANSYS○輔助模擬分析 R. ANSYS○R 是目前業界經常使用的電腦輔助分析套裝軟體,而且能同時分 析系統受到靜力、動力、熱傳及流力等多重物理現象,因此在電子封裝、 微機電、汽車、航太甚至是模流分析等多種產業領域都適用。其根據有限 元素法的理論背景,當系統模型在軟體中被建立好且網格化離散後,加諸 邊界條件或起始條件即可經由電腦高速運算得到所求的系統物理特性。一 般在處理計算流體力學的問題時,ANSYS ○R 提供了完整的介面,如暫態( transient state ) 或 穩 態 ( steady state ) 、 可 壓 縮 流 體 ( compressible fluid)或不可壓縮流體(incompressible fluid)、層流 (laminar flow)或紊流(turbulent flow)、絕熱(adiabatic)或熱 流(thermal)‥等,故對於一些航太工程及土木工程均可利用此軟體進 行分析。在高分子加工處理方面,由於高分子流體的黏度與溫度及剪切率 有關,如(46)式所示,在統御方程式的處理上也會呈現非線性關係而難以 處理,且針對系統模型離散為有限個數元素時會由於元素採取個數的多寡. 46.
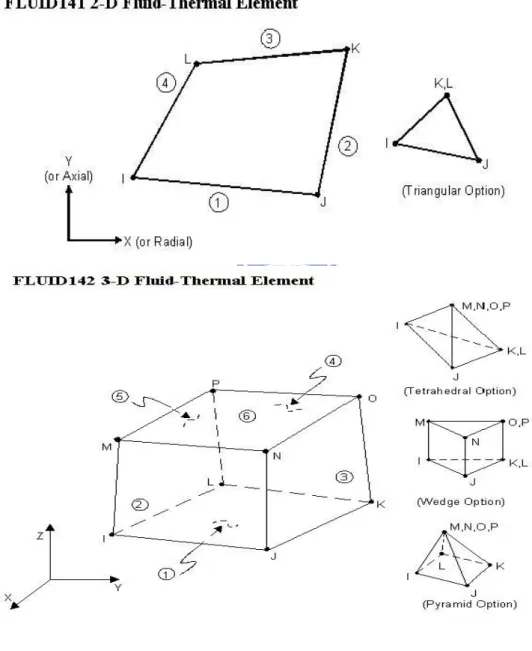
(58) 影響到系統處理難易度及模擬結果,因此藉由 ANSYS○R 的完整分析流程將有 助於本論文在實際應用上的準確性及方便性。. 4.2-1 ANSYS○基本要件 R. 在 ANSYS○R 軟體中,一般欲分析系統可歸納為下列四個要件: 1. 節點(node):工程系統中模組的點座標位置,為構成有限元素系 統的最基本物件,其具有物理意義之自由度,且該自由度為結構系 統受到外力後之反應。 2. 元素(element):由節點與節點相互連接而成。ANSYS○R 提供一百 多種元素讓使用者在不同特性之工程系統可選用不同種類之元素, 故在使用時必須慎選元素形式種類並了解元素特性才能得到正確的 計算。而在處理計算流體力學的問題時 ANSYS○R 中 FLOTRAN 提供了 二種元素供使用,如下頁圖 27 所示。 3. 自由度(degree of freedom;DOF):表示該工程系統受到外力後 反應之結果。系統任一節點均具有某種程度之自由度,而任何元素 的物理量在數學模式轉換時將依其自由度而定。以本論文而言,節 點的自由度包含三個方向位移、速度及壓力,若在非恆溫系統下則 有溫度的自由度存在。 4. 負載(load):由外力或者是系統本身條件限制所構成。一般可分 為邊界條件(boundary condition)和實際外力(external force)兩 大類,依照問題分析針對不同需要可在 ANSYS○R 中施加負荷。在不 同的領域中負載的類型如以下所示: (a)流體力學:速度、壓力。 (b)熱力學:溫度、熱流率、熱源、對流、無限表面。. 47.
(59) 有限元素系統的建立乃是利用節點與節點相連接而成的元素所組成, 且外型與工程系統相同。但對於複雜的曲面或者三維幾何構型而言,因為 節點與節點間採直線方式相連接會造成模型不平滑的現象,故在切割模型 時元素宜愈多為佳。. 圖 27 ANSYS FLOTRAN 慣用之元素. Ref.: ANSYS On-Line Help>Element Reference>Chapter 3. Element Characteristics>3.2. Pictorial Summary. 48.
數據

+7



相關文件
The aims of this study are: (1) to provide a repository for collecting ECG files, (2) to decode SCP-ECG files and store the results in a database for data management and further
The aim of this study is to develop and investigate the integration of the dynamic geometry software GeoGebra (GGB) into eleventh grade students’.. learning of geometric concepts
The aim of this study is to investigate students in learning in inequalities with one unknown, as well as to collect corresponding strategies and errors in problem solving..
This study conducted DBR to the production scheduling system, and utilized eM-Plant to simulate the scheduling process.. While comparing the original scheduling process
This study aimed to explore the effectiveness of the classroom management of the homeroom teacher by analyzing the process of the formation of the classroom management and
The purposes of this series studies were to investigate difference between batting performance at peak level and slump level in visual cue strategy, dynamic
The purpose of this study is to investigate the researcher’s 19 years learning process and understanding of martial arts as a form of Serious Leisure and then to
This study is aimed to investigate the current status and correlative between job characteristics and job satisfaction for employees in the Irrigation Associations, by
