國立臺灣大學管理學院碩士在職專班商學組 碩士論文
Executive MBA Program in Business Administration College of Management
National Taiwan University Master Thesis
豐田生產系統在製造業以外的應用 -以台灣豐田汽車售後服務之鈑噴服務為例
The Application of Toyota Production System to Other Industries -The Example for Toyota After-sales Activities in Taiwan
陳俊哲 Eric Chen
指導教授:郭瑞祥 博士
Advisor: Ruey-Shan Andy Guo, Ph.D.
中華民國 101 年 7 月 July, 2012
誌 謝
20 郎當的時代,我曾經離碩士學位好近好近,但因父親的突然離 世,我放棄了在美國僅剩半年就可取得碩士學位的機會回到台灣,從 此,學位就離我好遠好遠……。
回來台灣,在工作崗位中全心投入,努力了 10 來年也算小有成就,
時而能撥空馳騁高爾夫球場,享受陽光與綠地,日子過的好不愜意。
也加入了扶輪社,角色從社友到社長,還擔任過地區秘書長的職務,
一路協助 2006~2007 年國際扶輪 3500 地區許光純總監完成年度的扶輪 工作。然而我仍能感覺到這看似充實而風光的背後,自己內心就是還 有一絲缺憾的感覺;直到在一次偶然的機會,我順手取了商業週刊閱 讀,看到了學校”虛位以待”的招生廣告, 勾起了我埋藏心裡多年的 缺憾,塵封已久的求學渴望再度浮現,這不就是我繼續完成另一個人 生目標的好機會嗎?我告訴自己: 「機會來了,可不能放棄!」
但………另一個聲音也同時出現了:「這可是台大啊! 」有這麼容易進 去嗎?
透過扶輪社,我認識了正要完成碩士論文的羅美浩學長(新竹南區 扶輪社), 跟他深聊了以後,我開始有了些信心;又認識了竹南扶輪 社當年的社長,也是年興紡織的陳榮秋董事長,藉由陳董事長的介紹,
我認識了韓佳良學長,他又再為我引鑑阿瘦皮鞋的羅榮岳學長;就這 樣,在他們的鼓勵下,我離台大似乎越來越近了。最後,在許光純總 監的鼓勵與促動下,我偷偷的跑來報名台大 EMBA 的考試,很僥倖的,
我被率取了。
兩年的學習,讓我的思維跳脫原有的框架,這裡看不到教條式的
傳統教學, 取而代之的是腦力激盪的衝擊和成長。課前,若沒有詳讀
個案內容,坐在課堂中那種不安與不踏實的壓力,常常會讓人喘不過 氣來,課堂上也會不敢與老師的目光直接接觸,深怕被老師看穿”沒 準備”的心虛。同學間,無論是小組討論或是課堂中的激辯,大家都 會就個案內容以不同的角度切入,並有深入的探討,再加上老師適時 的引導與指正,常常讓大家對個案原有的想法有了 180 度的重大改變, 真是深深佩服!我想,一輩子都很難再找到這種學習衝擊的了!
此篇論文的完成,首先要感謝指導教授郭瑞祥老師,在這段期間 對我的細心指導與建議,讓論文有了更深的內涵與價值;另外我也要 感謝 96B 班導師李吉仁教授兩年來的教導,讓我的人生更添繽紛。謹 在此向兩位恩師致上最誠摯的感謝!另外,96 級同學的相互勉勵、彼 此扶持、共同成長,也將成為我此生難以抹滅的美好記憶。同學們,
我很珍惜每一次與你們相處的機會!最後,我要感謝我的母親洪瑞好 女士與妻子林佩珏小姐以及所有家人!
陳俊哲 謹識
于台大管理學院
民國一百零一年七月
中文摘要
近年雖然總機動車輛持有數仍逐漸上升,但汽車新車銷售日漸飽 和。對於汽車經銷商來說,主要獲利項目已移轉至售後的維修、保養。
因此,如何在競爭激烈的保養維修市場保持競爭力,是汽車經銷商的 當務之急。自 2003 年開始,豐田的經銷體系導入豐田生產方式,希冀 能夠提高生產力,快速維修完成,以提高顧客滿意度。
本研究即藉由個案研究方式,探討當時豐田經銷商之維修鈑噴中 心導入豐田式生產的情況,並加以歸納分析,以作為將豐田生產方式 導入製造業以外之參考。
研究發現,採取藉由改善消弭過程中的遲滯,建立平順的生產線,
並且執行單次單件的生產的”連續作業流程”是鈑噴中心得以提高生 產效率的關鍵。而為達到連續作業流程,須致力於將生產流程標準化,
並適度切割生產流程,使每一程序所花時間約略相同。此外,非製造 業的生產數量不易控制,尤其是服務業,還須視顧客上門服務的數量 決定;因此,能否達到連續性生產的規模亦是須考慮的問題。最後,
導入到不同產業時,仍須視情況搭配不同的配套措施,以促進連續性 生產的順暢。
關鍵字: 豐田生產方式、鈑噴中心、連續作業流程
THESIS ABSTRACT
SENIOR PUBLIC ADMINISTRATION COLLEGE OF MANAGEMENT NATIONAL TAIWAN UNIVERSITY
NAME: Eric Chen MONTH/YEAR:July, 2012 ADVISER:Ruey-Shan Andy Guo, Ph.D.
TITLE:The Application of Toyota Production System to Other Industries -The Example for Toyota After-sales Activities in Taiwan
The amount of automobiles is increasing recently; however, the increase isn’t for new automobiles sales. Accordingly, most profit comes from maintaining and repairing automobiles for automobiles distributors. The most importance for automobiles distributors is to think how to enhance their ability to compete with others. In order to raise the customer satisfaction, the Toyota distributor system introduced Toyota Production System (TPS) since 2003 to increase the production efficiency and shorten the repairing time.
This research studies the process of introducing TPS to Toyota distributor system, and then induces why the introducing TPS is successful. In addition, the result is useful when instructing TPS to other industries.
This study finds that continuous production line is a key factor to improve the production efficiency. The continuous production line processes one product at the same time to eliminate lead time. To ensure the continuous production line work well, it need to standardize the production process, and divide the process into several work station appropriately according to make each process time equal in each work station. However, for service industry, the amount of customer isn’t the same every day. Whether there are
important. Finally, it still needs to combine other policies to ensure the continuous production system work smoothly when introduce TPS to different industries.
Keywords:Toyota Way, Toyota Production System, Continuous production Line
目 錄
口試委員會審定書... I 誌 謝... II 中文摘要... IV
ABSTRACT ... V 目 錄... VII 圖目錄... IX 表目錄... XI
第一章 緒論... 1
第一節 研究背景... 1
第二節 研究目的... 3
第三節 研究流程... 7
第四節 論文流程... 7
第二章 背景與文獻回顧... 8
第一節 背景-生產方式的變革 ... 8
第二節 豐田生產方式... 12
第三節 豐田典範(TOYOTA WAY) ... 18
第四節 豐田生產方式的應用... 23
第三章 研究方法... 25
第四章 研究結果... 27
第一節 案例背景介紹... 27
第二節 豐田生產系統在服務業的導入... 33
第三節 鈑噴維修中心 TPSLINE 作業流程規劃 ... 41
第四節 鈑噴維修中心導入 TPSLINE 之效益 ... 51
第五節 豐田生產方式在服務業導入的原則... 53
第五章 結論... 55
參考文獻... 57
圖目錄
圖 1 台灣地區小客車登記數... 4
圖 2 台灣地區新車領牌數... 5
圖 3 研究流程... 7
圖 4 生產系統之種類... 8
圖 5 豐田生產方式架構屋... 12
圖 6 豐田模式架構圖... 19
圖 7 豐田模式的四 P ... 21
圖 8 桃苗汽車經銷區域... 28
圖 9 桃竹苗地區汽車銷售市佔率... 29
圖 10 桃苗汽車歷年營業額與稅前純益... 29
圖 11 鈑噴中心作業流程 ... 31
圖 12 TPS 導入前流程的問題點 ... 32
圖 13 TPS 的主軸 ... 33
圖 14 平準化作業... 34
圖 15 傳統生產系統與連續性流程作業系統比較... 35
圖 16 連續性作業系統優點圖示... 35
圖 17 批量生產花費時間圖示... 36
圖 18 連續性生產花費時間圖示... 36
圖 19 預約管理板... 38
圖 20 工作進度管理板... 38
圖 21 連續性生產的彈性配置人力... 40
圖 22 TPS 導入後作業時間分析 ... 42
圖 23 技術員作業流程... 42
圖 24 工作站作業內容規劃... 43
圖 25 TPS LINE 工作站時程表 ... 44
圖 26 移動式軌道... 46
圖 27 控制燈塔... 46
圖 28 TPS LINE 導入前後車輛在廠時間 ... 51
圖 29 TPS LINE 導入前後技術員平均產值 ... 52
表目錄
表 1 精實生產與大量生產之比較 ... 10
表 2 生產系統比較分析 ... 11
表 3 JUST IN TIME 基本原則 ... 14
表 4 自働化與自動化區分 ... 15
表 5 TOYOTA WAY 的 14 項原則 ... 22
表 6 機具設備改善 ... 47
第一章 緒論
第一節 研究背景
人類文化的演進,由石器時代、農牧漁業,對有效率的生產方式並未多 所著墨,直到十八世紀工業革命開始,以機器取代手工,在二十世紀的第二 次工業革命更是強調以大量生產取代零工式的生產方式。
而汽車發展史正是見證不同生產方式的縮影。汽車發展史上有過兩次重 大生產模式的改革,首先為美國福特汽車所實行的大量生產方式取代舊有生 產方式,接著是日本豐田汽車所實行的豐田生產方式,即所謂的精實生產方 式,並戰勝福特汽車的生產模式。此兩次生產模式的變革,都大大的推進了 汽車工業及整個全球經濟的發展。
其中,福特汽車是大量生產方式的典型代表。1908 年,美國的亨利福 特,設計出世界著名的“T”型汽車.為了提高勞動生產率,降低製造所產 生的成本,對生產技術作了一連串的改進措施。1911 年泰勒發表科學管理 理論,主張以”標準化”作業程序,達成技術簡化目標,藉此消除作業階層上 不必要的浪費與無效率,同時設立獎勵制度,以增進員工工作意願,進而造 成生產速度的大幅提昇。福特以泰勒的科學管理精神出發,創設了第一條只 生產 T 型車一項產品的生產流水線,此舉不但改變了汽車工業生產的型 態,更促成了大量生產方式的思維深植在世界上所有的企業經營哲學中。
然而,自 1950 年代開始,豐田汽車推動精實生產的模式。豐田汽車在 大野耐一的領導之下,從 1950 年代開始推動「豐田生產方式(Toyota Way)」
到各個製造工廠,使豐田汽車與其供應商順利渡過 1970 年代的「石油危 機」。相較於傳統生產方式與大量生產方式,豐田生產方式兼具傳統與大量 生產兩者的優點,不僅改善了傳統生產的高成本問題,同時避免大量生產所 衍生的高額庫存問題。藉此可以達到降低成本、提高獲利的目標,以及更滿
足市場需求的靈活彈性。
而亦稱為俗稱工業火車頭的汽車工業,具有帶動社會經濟活絡之動力,
而汽車製造、汽車銷售、與汽車維修服務更是關係密切。近幾年,每年汽車 銷售台數均超過三十萬輛、銷售金額達三千億元,中古車市場也有數十萬輛 之交易,帶動相關產業之發展。
汽車市場總領牌車輛數超過 600 萬輛,車輛之定期保養費用 (含維修費 用),每台每次平均費用約 4818 元,及鈑金噴漆費用 (含保險公司支付)每台 每次平均費用約 14963 元1,營業金額超過五百億元。相關性之產業如汽車 零組件製造業:輪胎、鈑金壓製、底盤零件、內裝座椅地毯、儀表,小至螺 絲、電線,均與汽車行業有直接或間接關係。
據和泰汽車市調顯示,定期保養服務若能在 60 分鐘內完成,將可超越 62%顧客的期望。爲了滿足顧客期望服務時間,和泰汽車於 2003 年導入豐 田生產方式於保養維修作業。希望消除間接作業時間,同時提昇生產性工作 效率,有效縮短服務工時。經過原因找尋,並重新安排流程,消除等待時間。
因此本研究即在探討汽車鈑噴維修廠導入豐田生產方式的情況,並予以歸納 分析,作為其它產業導入豐田生產方式的參考。
第二節 研究目的
精實管理源自於製造業,乃是日本豐田汽車歷經各階段的挑戰所發展出 來的一種獨特經營模式。由於豐田生產方式及其一連串策略的成功,2008 年豐田汽車在全球的銷售額,已經超越美國通用(GM)、福特(Ford)、克萊斯 勒(Chrysler)等國際車廠。其市值及銷售量的總和,已經取代通用汽車,成 為全球第一大汽車廠 ,並連續三年保持世界第一。
1990 年美國的詹姆斯•沃麥克與英國的丹尼爾•瓊斯出版”改變世界的 機器”,向世人展現豐田生產方式,造成全球產業界相當大的震撼,且豐田 精實生產也顛覆了長久以來大家所習以為常的生產方式,並形成產業界的一 場工業革命。此外,歐美企業也認知到,豐田生產方式的原則,不應該僅止 於製造業,舉凡消費者購買、使用、維修、服務等過程也都可豐田生產方式 的原則。因此,許多產業也深受影響,紛紛導入豐田生產方式,如星巴克咖 啡、麥當勞、加拿大郵務公司、TESCO 等。這些公司導入豐田生產方式後,
績效卓著,如加拿大郵務公司導入豐田生產方式後,空間節省 1/3、移動作 業時間減少 28%、前置期縮短 37%、存貨空間減少 27%、送信時間縮短一 半;Tesco 導入豐田生產方式後,供應鏈前置時間縮短 75%;倉儲位置由 7 個縮減至 2 個;運輸效率提升 40%;訂單波動降低 50%;貨架填滿率提升 65%;市佔率由 1995 年 15%成長至 2007 年的 30%。
依交通部統計網的資料顯示,如圖 1 所示,小客車登記數自 2002 年的 498 萬輛成長至 2011 年的 596 萬輛,約每年成長 10 萬輛。但在新車銷售上,
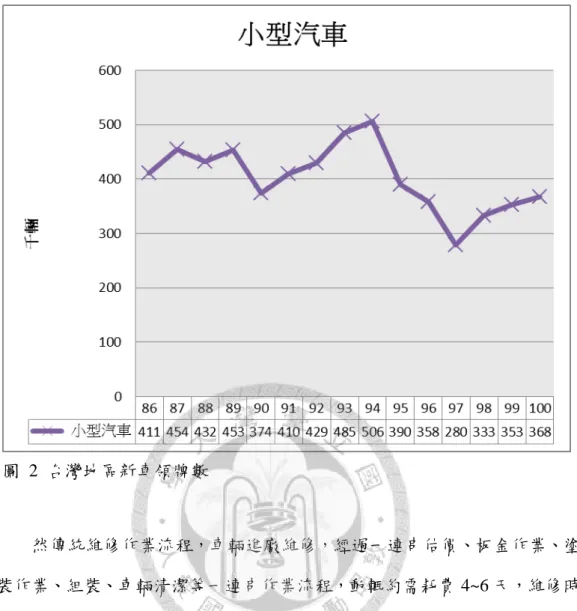
如圖 2 所示,自 1997 年的 41 萬輛至 2005 年達到 50 萬輛的高峰,自此後 新車銷售一落千丈,在 2011 年只有 36.8 萬輛,甚至在 2008 年金融海嘯時 不到 30 萬輛。這是一個不容忽視的現象,造成汽車市場的急遽萎縮有不少 原因,如經濟景氣因素、人口外移、失業率提高或商品耐用年限延長等。
而台灣地區汽車登記與新車銷售的消長狀況,亦可看出新車的販賣與車
輛維修正面臨著截然不同的挑戰與機會。亦即於新車的平均單價日漸提昇、
經濟的不景氣和個人所得縮減等因素不利於新車購置,使得消費者的新車購 置意願逐漸地延緩或直接轉為購置中古車,或以維護現有車輛來延長其車輛 耐用年限。然而,隨著車輛的不斷研發新技術、零組件品質的提升,使得小 客車的故障率越來越低,耐用年限也越來越長。因此新車銷售市場持續大幅 下跌,汽車經銷商已無法單靠販售新車來維持獲利;反之,由於車輛維修與 保養的售後服務之定期需求,台灣地區這些數量接近 600 萬台的小客車維修 與保養的需求創造出了龐大的汽車售後服務商機,這些維修保養市場才是汽 車經銷商維持獲利的潛力來源。
圖 1 台灣地區小客車登記數
圖 2 台灣地區新車領牌數
然傳統維修作業流程,車輛進廠維修,經過一連串估價、板金作業、塗 裝作業、組裝、車輛清潔等一連串作業流程,動輒約需耗費 4~6 天,維修時 間長一直是受人詬病的地方。因此豐田汽車在台灣的代理商和泰汽車也積極 將豐田生產方式導入台灣。首先是在台生產豐田汽車的國瑞汽車公司及其產 銷鏈,接著在 2003 年亦開始積極將豐田生產方式導入和泰的經銷商鈑噴維 修體系中。
然而,鈑噴維修廠屬於服務業,與製造廠頗為不同。因此,本文的第一 個研究目的是希望了解當時鈑噴維修廠是如何導入豐田生產方式。此外,由 於鈑噴維修廠為一服務業,進廠維修車輛的損壞部位、損傷程度皆不相同,
導致鈑噴維修廠在實行豐田生產方式有其一定的困難性。因此本文的第二個 目的是了解鈑噴維修廠導入時遇到的困難及解決之道。
自 97 年的金融海嘯後,台灣的出口受創嚴重,其原因與台灣長期偏重 出口經濟有關。因此政府近年積極推動服務業發展,以提升台灣軟實力希
望能調整台灣的產業結構,進而達到擴大內需、增加就業、改善所得分配、
縮短城鄉差距的目的。但服務業與製造業的性質差異不同,因此,本文最 後一個目的為希望藉由鈑噴維修中心的案例,歸納出服務業導入豐田生產 方式之原則。
第三節 研究流程
本研究的研究流程如圖 3 所示,首先為文獻整理,簡介豐田生產方式 的沿革及內涵。為對個案主角-鈑噴維修中心(桃苗汽車)有概略認識,因此第 二步為個案背景介紹;接著是實地參觀桃苗汽車中壢廠的鈑噴維修中心,並 訪談執行與規劃導入豐田生產方式於鈑噴維修中心的相關高階主管以更了 解鈑噴維修中心導入豐田生產方式的內容。最後,則是根據個案導入豐田生 產方式的情況,歸納與分析導入豐田生產方式的原則,以作為其它產業導入 的參考。
圖 3 研究流程
第四節 論文流程
此論文後續內容為: 第二章,文獻回顧,主要為分析與整理文獻;第三 章為研究方法介紹;第四章為個案訪談結果,包含個案背景介紹、個案訪談 內容與根據訪談內容加以歸納與分析;第五章為本研究的結論。
第二章 背景與文獻回顧
第一節 背景-生產方式的變革
生產系統依據機器、產品銷售數量與訂單型式,楊義明、盤天培、曹健 齡(2005)認為可區分為四種生產系統,
(1) 零工式生產 (3) 大量生產
(2) 批量生產。 (4) 單元與彈性製造
而各生產系統其產品多樣性與生產量之間的關係可由圖 4 所示,並說 明如下。
資料來源:楊義明、盤天培、曹健齡(2005)。
圖 4 生產系統之種類 1. 零工生產
零工式生產系統一次生產多種類產品,但每種產品之生產數量均很少,
且將同類型的生產機器組合成一個部門,產品根據作業程序,由一部門轉移 到另一部門。而此生產系統之多樣式,導致設置時間較長與成本過高以及工 作暫存、搬運及轉移過多,導致生產之間的平衡不容易達成的缺點。該生產
大量生產
批量生產
彈性製造
單元製造
零工式生產 生產量
產品多樣性
模式在生產多樣性產品中保持高度的生產彈性且具有高度加工技術之等級 的優點。
2. 批量生產
在多樣性產品的生產變化上,不如零工式生產系統,但批量生產系統將 不同款式的機器組合在一起,因此其生產能力較零工式生產系統強。而該生 產系統一年之中所要製造的產品數量為已知,每樣產品有穩定且持續的需 求,並設定每樣產品的存貨水準,依據其存貨水準的高低加以生產。
3. 大量生產
此生產系統將整個工廠的設備都用於某一項產品的製造上,因此刀具、
設備、夾具及治具均呈現專用化的現象,故投資金額相當龐大,並將整個工 作站內容分成許多小群組,且具有專業之設備器具,因此勞工的技術等級與 需求降到最低。而由於機器設備的自動化,因此大量生產之效率及生產力非 常高。
大量生產型式可區分成裝配線生產與連續性生產兩種。所謂裝配線生 產,是指一項工作的全部作業分佈於各工作站以形成裝配線,因此各工作站 會以大約相同時間完成所分配之任務(如汽車裝配)。而所謂連續式生產是指 在工廠之一端將原物料投入之後,依照其生產製造程序,經過連續不斷的製 造過程,最後於工廠的另一端產出成品(洪湘欽、陳麗如,2009)。
4. 單元製造(Cell Manufacturing)與彈性製造系統(Flexible Machining Systems;
FMS)
單 元 製 造 是 一 種 系 統 , 在 此 系 統 中 , 很 多 相 似 零 件 聚 集 成 群 組 (Family) ,並且在生產該群組所要之全部機器所構成之單元中生產。而當每 個另件都需要大量生產時,單元可近似自動化,以致該單元又稱為彈性製造 系統(FMS) 。由於單元製造聚集相類似之產品,因此可降低機器設定的時 間,進而提高產出率,並且利用群組技術(Group Technology; GT)以辨識相似 的另件,進而聚集成群組。例如一工廠生產 1000 項零件,經 GT 辨識可分
成 20 群,每群生產的品項具有類似之機器、夾、治具及刀具,在生產設定 上僅有微小變動。
而汽車發展史正是見證不同生產方式的縮影。
汽車發展史上有過兩次重大生產模式的改革。其中,大量生產方式以福 特汽車為典型代表。1908 年,美國的亨利福特,設計出世界著名的“T”型 汽車.為了提高勞動生產率,降低製造所產生的成本,對生產技術作了一連 串的改進措施,並以”標準化”作業程序,達成技術簡化目標,藉此消除作業 階層上不必要的浪費與無效率。此舉不但改變了汽車工業生產的型態,更促 成了大量生產方式的思維深植在世界上所有的企業經營哲學中。
此外,精實生產模式則以豐田汽車為為典型代表。豐田汽車在大野耐一 的領導之下,從 1950 年代開始推動「豐田生產方式」到各個製造工廠,使 豐田汽車與其供應商順利渡過 1970 年代的「石油危機」。相較於傳統生產 方式與大量生產方式,豐田生產方式兼具傳統與大量生產兩者的優點,不僅 改善了傳統生產的高成本問題,同時避免大量生產所衍生的高額庫存問題。
藉此可以達到降低成本、提高獲利的目標,以及更滿足市場需求的靈活彈 性。精實生產模式與大量生產方式之比較,如表 1 與表 2 所示。
表 1 精實生產與大量生產之比較
因素 精實生產 大量生產
存貨 視為負債,應消除 視為資產,預防作用
批量 視需要 經濟批量
整備時間 快速換模 不注重,最大產出才是目標
等候 消除 配合生產程序,為有效作業
供應關係 相互依存 視為對手
品質 零不良,產生不良將使生產
面臨危機 允許不良存在,並追蹤管制
前置時間 縮短(無論行銷、採購或生
產) 愈長愈好
員工 自主管理,主動改善 法規管理,注重工作績效
設備保養 固定保養 備用設備
資料來源:楊義明、盤天培、曹健齡(2005)。
表 2 生產系統比較分析
生產系統 大量生產 豐田生產
年代 1910~ 1970~
生產方式 預測生產 接單生產
生產技能 分工作業 多能工作業
成本觀念 售價=成本+利潤 利潤=售價-成本
產品特色 標準化產品 客製化產品
交貨時間 很快 中等
庫存關係 很多 適當
對應彈性 很低 很高
設備投資 高 低
資料來源:陳錫晉(2008)。
第二節 豐田生產方式
豐田生產方式主要以及時化及自働化兩大主軸所發展出來的合理化生 產方式,以消除企業內製造流程一切的浪費和進行流程改善為核心的活動來 展開系統化導入。透過豐田生產方式可以提高生產力、降低成本、提高作業 效率、提昇品質及建構少量多樣化的製造模式,可以提高公司獲利及企業競 爭優勢,雖然豐田生產方式被提出已超過三十餘年的時間,但在現今生產製 造中,豐田生產方式的概念仍是相當的重要且被廣泛應用。
豐田生產方式最重要的兩大支柱為「及時化」(Just in Time, JIT)與「自 働化」 (如圖 5 所示),以消除企業內製造流程一切的浪費和進行流程改善 為核心的活動來展開系統化導入。透過豐田生產方式可以提高生產力、降低 成本、提高作業效率、提昇品質及建構少量多樣化的製造模式,可以提高公 司獲利及企業競爭優勢。
資料來源:Jeffrey K. Liker, 2004。
圖 5 豐田生產方式架構屋
為了要避免不平衡的庫存,和過多的設備與人的問題,因此豐田生產系統 要求生產系統須能根據異常和需求的波動來調整,因此形成及時化的觀念。所 謂及時化 (JIT)就是必要的物品,在必要的時間,只生產必要的數量,消除製 造過程中不必要的浪費;且在手邊只保有最少必要的份量,以便將各個製程連 結在一起,來維持變化的一致,以縮短從取得原料,到完成一部車子的前置時 間(Lead Time)。
Fullerton and McWatters (2001)指出成功執行及時化可達到品質改善與控 制產品生產及交貨的時間。Brox and Fader (1997) 指出實施及時化生產 (JIT) 的公司會比沒有實施的公司有較高的成本優勢。豐田生產方式研究會整理出 Just in Time 基本原則,如表 3 所示。
表 3 Just in Time 基本原則
基本原則 目標 策略 作法 工具與方式
製程流程化
培養靈活 應變能力 防止製造過度 縮短前置時間
物同步化 人多能工化 機器設備 依製程順序配置
按照製程順序排列 機器設備
讓物品單件流 多製程管理
U 字型生產線 混流生產線 回轉 接力區
多能工化訓練表
以必要數量 決定策略
徹底執行 標準作業
拍子時間 作業順序 標準待工待料
零件能力表 標準作業組合表 作業要領書 標準作業指導書 標準作業表
後製程領取 運用看板
前後製程間的領取 以補充的連鎖方式 來進行製造
待加工品看板 領取看板 臨時看板
小批生產 縮短換模時間,
實現小批生產
單分鐘換模 one-touch 換模 單次換模
內部換模與外部換 模,從內而外的轉化 改善內部環境 改善外部環境 零調整
資料來源:豐田生產方式研究會著、周姚君譯,圖解豐田生產方式:超簡單!TOYOTA 成功秘 訣完全透視,台北市:經濟新潮社出版,2007,第 19 頁。
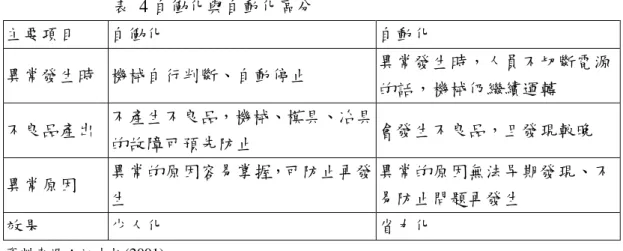
自働化係指建立一套能防止在機械或生產線的所有製程大量發生不良 品的方法與工具。大野耐一 (2001)指出所謂自働化為當生產過程中有任何 異常問題發生時,機器會自動停止並發出警告訊號,將問題顯現出來,並立 即找出原因,以解決問題,防止同樣的問題再次發生,避免產生大量不良瑕 疵品,同時也可控制生產過剩的問題。換言之,自働化為具有自動對製程監 視與管理的功能。此方式把人的智慧賦予機器設備上,因此於自動化的動加 上人,稱為自働化。因此,自動化與自働化並不相同,其區別如表 4 所示。
表 4 自働化與自動化區分
主要項目 自働化 自動化
異常發生時 機械自行判斷、自動停止 異常發生時,人員不切斷電源 的話,機械仍繼續運轉 不良品產出 不產生不良品,機械、模具、冶具
的故障可預先防止 會發生不良品,且發現較晚
異常原因 異常的原因容易掌握,可防止再發 生
異常的原因無法早期發現、不 易防止問題再發生
效果 少人化 省力化
資料來源:江支柱(2001)
而依據陳錫晉(2008)與王派榮(2002)的分析,自働化的目的包含:
(1) 品質的保證
自働化能使品質不良的產品無法通過生產線,一旦生產過程中出現不良品,
則生產線立即停止,並發出警訊,使所有生產人員都必須立即面對問題、調 查原因,並採取改善修正的行動,以防止相同問題的再度發生
(2) 降低生產成本
同一作業員可同時操作多部機器,可降低作業員的雇用人數,而可導致降低 人工成本的效果。同時因避免生產出大量的不良品,亦可因而減少成本。而 人員只生產看板所指示的物品,可以降低等待和生產過剩的浪費問題,達到 降低成本目的。
(3) 生產更具彈性
由於在所需的物品數量生產完成後,機械會立即停止運作,更因所產生的零 件皆為品質良好的物品,因此自働化可排除存貨過多的問題。而只在需要的 時候,生產所需的數量,使生產能迅速配合物品需求的變動。
(4) 對於人性尊重的功能
對於製成過程中所產生的異常問題,必須立刻加以處理並想出相關的解決對 策,而相關人員對於問題處理的協商以謀求解決之道,可增進現場相關人員 的團隊合作精神、及共同面對問題時相互關切的情感,連帶可以激勵各項改
善活動,讓員工能更有參與感。
(5) 作業標準化
因為機器設備都具有「自働化」的機能,能辨別出人與機器的作業,因此無 須分心去處理額外問題,使作業標準化能徹底執行。
而豐田及時生產系統基於「徹底消除浪費」的思想,以追求降低生產成 本、提高生產效率與增加利潤為最終目的。適用及時生產方式的前提,便是 徹底尋找出浪費的根源,針對產生浪費的源頭進行改善(大野耐一,1985)
豐田式生產認為生產的浪費有以下七項 (李健成,2003; 周易賞,2008):
第一項浪費-過度生產的浪費
指生產過剩來自所生產的產品數量超過市場的需求量。生產過剩會產生 過多的存貨,而過多的存貨會佔用空間、增加利息支出,增加人員看管等額 外成本的問題產生。過多的存貨也會使相關管理人員不知生產的先後順序,
而將人力、機器花費在不需要的產品上,誤以為機器及作業員已無法負荷現 有的生產,進而添購機器及多雇用作業員,造成更大的浪費。同時製造過剩 的浪費會把諸如機器故障、製造程序不良等許多生產上的問題隱藏,引發其 它的種種浪費,所以被認定為最大的浪費。
第二項浪費-等待的浪費
指由於產能評估錯誤,造成前製程該來的零件未到造成無法作業的待料 問題或作業不正常情況。此時機器無法自動停止作業,需作業員在機器 旁等待造成徒勞無功的動作及多餘作業員的浪費。
第三項浪費-搬運(運送)的浪費
指因工廠佈置不當、過程協調不佳、錯誤的運輸方法、環境未整頓及工 作場所安排不良而發生搬運超過必要的距離,重新堆放或移動、或暫時 放置等浪費,會造成生產力降低、搬運工時增加及搬運設備增加等問題。
第四項浪費-加工本身(過度的處理)的浪費
指產品設計並未考慮製造的相關條件或器具、模具保養不良而造成多餘 的製程浪費,並容易產生瑕疵品的問題。
第五項浪費-庫存的浪費
指由於未處理廢料、製造出不需要的相關產品、購買大量的項目及大量 製造產品,而產生額外搬運、佔用空間、利息負擔及人員增加的浪費。
第六項浪費-製造品質不良產品的浪費
指未建立立即修正的系統,造成生產出品質不良的產品,會使前製程該 送來的零件未到,使後製程的作業員產生等待時間,增加產品生產成本 與生產前置時間、重修或廢棄的浪費。如果不良品發生在裝配線上,會 增加人員找出劣質品的浪費。
第七項浪費-動作(修正/重複作業)的浪費
因無適當設置機器,使作業員產生無創造附加價值的動作,造成成本增 加問題。
第三節 豐田典範(Toyota Way)
豐田典範(Toyota Way)是對全球製造商,代理商及經銷商的一種基準、理 想、或導引的原則。 TOYOTA Way 的核心精神在於,建立一系列的管理體 制、營造卓越與突破限制的積極型企業文化,員工與企業的強大內聚力與驅 動力,激發團隊朝向目的與自主性創新,建立以人本的企業文化。此外,人 才的養成與評價應給予激勵與誘導,尊重員工個人特質與人格,結合組織文 化與風格,讓員工能多元化參與經營決策,提升員工的成就感與歸屬感,因 而降低人才的流失。所以,建立一個完善的管理系統不容易,唯有在公平的 績效管理制度下與融洽的團隊環境,才能提高工作效率與產值。
Toyota Way 表示出所有豐田成員應運用的共通價值與行動準則,以便了 解豐田的經營哲學。這兩個 Toyota Way 的兩大支柱即是「持續改善」與「人 性尊重」。持續改善指的是對於現狀永不滿足,並永遠追求更實用有效的解 決之道,努力追求持續成長與知識。而人性尊重是指藉由員工的成長促進公 司的成功,全力爲利害關係人福利謀最大福利。在兩大支柱下, 包含五大 核心(如圖 6 所示):
(1) 挑戰
運用長期的願景,以勇氣及創造力來實現夢想,並經由產品製造及提供產品 與服務來創造附加價值。強調團隊合作以達成持續挑戰的精神,並以長期的 觀點來開創未來,員工彼此尊重與相互討論來得出最佳決定
(2) 改善
以創新精神持續改善業務流程。建立精實系統與組織架構,並採取改善心態 與創新的思考,並提升組織學習力。
(3) 現地現物
到生產現場發現事實並做出正確的決定,建立共識來達成目的。收集數據之 後,透過解決問題手法迅速改善問題,現地現物(親臨現場、親眼所見),有
效地建立共識,並承諾達成目的。
(4) 尊重
尊重所有的關係人(如股東與同事),藉由互相瞭解與彼此尊重,來建立相互 之間的信任與互相負責,且誠摯與有效地溝通。
(5) 團隊合作
激勵個人與專業的成長,承諾教育訓練與個人發展,共同分享發展機會,以 尋求個人與團隊的最大績效。
圖 6 豐田模式架構圖
此外,密西根大學工業與作業工程系教授 Liker (2004) 根據其對豐田汽 車公司多年來的研究,歸納出 14 項原則,將之稱為豐田模式(Toyota Way),
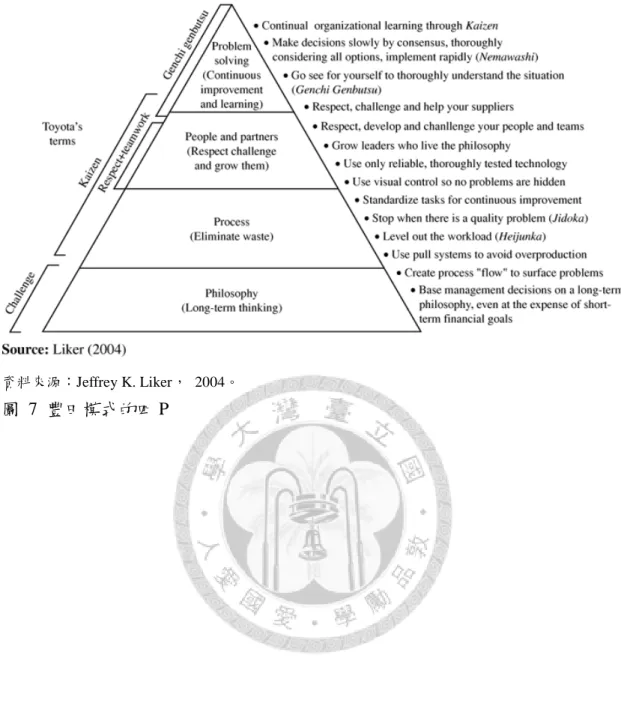
而這 14 項原則也是實施豐田生產制度重要的基礎原則。Liker 將 14 項原則 分為四大層級(統稱為 4P),包含理念(Philosophy),流程(Process),員工/事 業夥伴(People/Partners),以及解決問題(Problem Solving),如圖 7 與表 5 所 示。4P 的說明如下:
【第一類】長期理念
豐田非常重視著眼於長期的思維,公司高層著重為顧客及社會創造與提高價 值,這個目的主導該公司的長期方法―建立一個學習型組織,以適應環境的 變遷,成為具生產力的組織。若缺乏此基礎,豐田的投資將無法達成持續改
善,也不可能促成不斷學習。
【第二類】正確的流程方能產生正確結果
豐田是一個流程導向的公司,他們從經驗中學到什麼才能正確的流程,正確 的流程始於「單件流程作業」 (one-piece flow),流程是以低成本、高安全 性、與高度士氣達成最佳品質的關鍵。這種以流程為重心的原則存在於豐田 汽車公司的基因中,該公司經理人全心全意信奉的理念是”正確的流程可以 使他們達成期望的成果”。
【第三類】發展員工與事業夥伴,以為組織創造價值
豐田模式中包括專門設計以促成員工持續改善與持續發展的一套工具,舉例 而言,「單件流程作業」是一個要求非常高的流程,讓需要立即解決的問題 快速浮現,否則後續的生產流程就會停擺,這很適合豐田的員工發展目標,
因為它使員工產生因應事業問題所需要的急迫感。豐田公司管理階層的看法 是他們建造的是人員,不是汽車。
【第四類】持續解決根本問題是組織型學習的驅動力
豐田模式的最高境界是組織型學習,豐田的持續學習制度重心在於辨識問題 的根源,並預防問題的發生。深入分析、省思、與溝通所學到的教訓與啟示,
並把所知的最佳實務標準化,方能持續改善。
資料來源:Jeffrey K. Liker, 2004。
圖 7 豐田模式的四 P
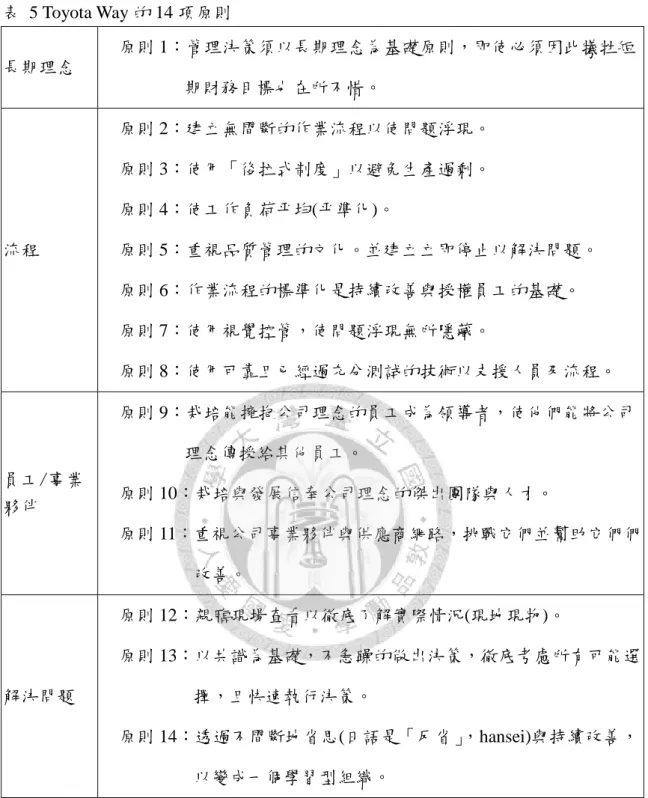
表 5 Toyota Way 的 14 項原則 長期理念
原則 1:管理決策須以長期理念為基礎原則,即使必須因此犧牲短 期財務目標也在所不惜。
流程
原則 2:建立無間斷的作業流程以使問題浮現。
原則 3:使用「後拉式制度」以避免生產過剩。
原則 4:使工作負荷平均(平準化)。
原則 5:重視品質管理的文化。並建立立即停止以解決問題。
原則 6:作業流程的標準化是持續改善與授權員工的基礎。
原則 7:使用視覺控管,使問題浮現無所隱藏。
原則 8:使用可靠且已經過充分測試的技術以支援人員及流程。
員工/事業 夥伴
原則 9:栽培能擁抱公司理念的員工成為領導者,使他們能將公司 理念傳授給其他員工。
原則 10:栽培與發展信奉公司理念的傑出團隊與人才。
原則 11:重視公司事業夥伴與供應商網路,挑戰它們並幫助它們們 改善。
解決問題
原則 12:親臨現場查看以徹底了解實際情況(現地現物)。
原則 13:以共識為基礎,不急躁的做出決策,徹底考慮所有可能選 擇,且快速執行決策。
原則 14:透過不間斷地省思(日語是「反省」,hansei)與持續改善,
以變成一個學習型組織。
第四節 豐田生產方式的應用
除了汽車業外,豐田生產方式已應用到許多其它產業。
高秀佳(2010)探討自行車產業 A-Team 成員如何透過組織學習的過程,
將豐田生產系統納入組織內部進而轉化為公司所有。並指出學習豐田生產方 式需要個人、團體、組織層次的組織學習活動,若缺少任一項層次會降低組 織的學習成果。2003 年,台灣自行車業廠商巨大公司邀請其協力廠商及競 爭對手美利達工業,與 11 家國內零組件廠,組成 A-Team,希望藉由上下 游之間的整合,加上導入豐田式生產系統,進而達到突破困境的理想。
蔡政毅(2007) 以個案研究的形式,以自行車車架業為研究對象,探討 其實際導入其生產線之研究,以歸納出豐田生產方式在不同產業特性之企 業,其導入步驟及手法。
李健成 (2003)以中國鋼鐵結構公司為例,比較豐田生產系統和鋼結構 現行所採行之生產方式,兩者之間的差異,並以納入豐田及時系統的基本精 神「及時化」與「自働化」,探討其在在鋼結構的生產管理上之應用。且提 出規劃導入的前期作業程序須徹底執行,才可提高導入豐田生產方式的成功 率。
游慧芬(2007) 研究製鞋業結果指出,經過數據分析後,將精實生產系 統的理論導入傳統製鞋業的製造過程中,減少許多空間的浪費、在製品的製 造時間較大量生產系統短,以及在最短的時間改善製造過程中所發生的錯 誤。
王派榮(2002)指出台灣汽車業之國瑞及其協力廠的經營階層均能親力 參與豐田系統的導入過程,並使員工充分理解該生產方式的基本精神與意 涵,進行全面性的意識改革,建構出有利於豐田生產方式運作的組織氣候,
最終達到減少庫存及降低成本的實行成效。高英傑(2007) 針對台灣豐田汽 車中心衛星體系之協力廠(供應商)其實施 BTO 以及 JIT 策略後,對市場績效 的影響是否具有顯著的影響性。
周易賞(2008) 探討橡膠輸送帶產業,並以台灣鑫永銓股份有限公司為 例,研究個案公司實行 JIT 生產系統所需的關鍵要素,研究結果發現個案公 司在實施 JIT 生產方式之後,對於成本、績效、庫存、品質皆有明顯改善。
陳錫晉(2008) 研究光電製造業,其研究結果發現將豐田生產系統導入 光電業的生產製程中,可以有效節省空間、降低庫存、排除浪費,並縮短作 業時間及提昇生產力。
任恒毅和廖秀姬(2008)探討汽車空調製造業,結果發現該產業導入精實 生產模式之後,縮短了進貨物料擱置天數、減少人力上的配置、提高製成品 庫存的週轉率、人員平準化、降低搬運距離、減少庫存空間等。
陳元愷(2010)探究高爾夫球具產業,並以大田精密工業為例,探討豐田 模式應用於高爾夫球具產業,指出除了高階主管的支持之外,還必須營造持 續改善的環境,再結合全體員工員參與的方式,建立改善的思維,才是將豐 田模式理念貫徹最主要的關鍵點。
戴貞德和蔡任賓(2009) 研究中小型企業,指出中小型企業,可透過精 實管理和改善方法,來提高效率,降低成本、提高品質,以提昇產業競爭力,
以面對產業升級和轉型的急切需求
張進旺(2009) 此研究主要以國內汽車模具業為研究對象,而透過問卷 的調查方式,得出實行豐田式生產系統最重要的關鍵構面為管理變革,由上 而下(Top-down)的推動方式,方能有效地落實。
第三章 研究方法
本研究偏重實務應用層面,觀察實際案例的現況,以歸納出豐田式生產導入 到其它產業的狀況,因此本研究採取個案研究法,透過個案觀察來描述與說明,
並適度釐清整個現象的複雜關係。Yin(1994)認為個案研究法對於實際的觀察現 象不作任何限制,透過個案研究的方法,可以對於”如何”(how)與”為什麼”
(why)的研究問題很有幫助;而且個案研究被觀察的現象是自然發生的,未涉入 實驗的控制及操縱。
一個好的個案研究,也會使用許多不同種類的資料來源。本研究的資料來源 包含三項:
1. 直接觀察
透過實際走訪生產線,秉持著精實生產現地現物的原則,實際觀察鈑噴中心 實施豐田式生產的狀況,直接取得第一手資料,準確性與參考價值也較高。
並透過相機的協助,直接記錄觀察的狀況。
2. 檔案紀錄
蒐集個案公司提供之書面次級資料,內容包含過去與現在的生產數據,生產 流程,以迅速掌握企業基本狀況。
3. 訪談
Patton(1990)將訪談方式歸類成三種,首先為非正式的對話訪談,其次為一 般性的訪談導引法,最後為標準化的開放式訪談。非正式的對話訪談,是所有訪 談中最為開放的一種形式,此訪談方式給予訪談者最大的彈性,使其從訪談過程 中,以適切的角度、方向來追索資訊。通常受訪者與訪談者是處於非指示性、自 由、開放的情境中對話。在此情況下,訪談者無法事先預先設定好問題,屬開放 式的對談。此種訪談方式完全取決於訪談者與受訪者兩者在互動的自然過程中,
使問題自然的浮現。而此訪談方式的優點,可使訪談者可針對個別個體,提出符
合該受訪者條件的問題。
此研究採取非正式的對話訪談,直接訪談當時負責豐田式生產導入鈑噴中心 之主管與資深員工,包含導入前後之生產流程規劃,異常問題處理,導入後效益 等。
第四章 研究結果
第一節 案例背景介紹
一、 公司簡介
桃苗汽車股份有限公司於 1988 年 10 月由董事長陳杭、副董事長張瑞仁及故 副董事長陳三郎共同創立,並成立總公司管理部、車輛部、服務部三部門及桃園、
中壢、新竹三處營業單位,而資本額為新台幣 1.9 億元,員工人數共 88 名。
之後公司持續成長,截至 2011 年 6 月 30 日止,桃苗汽車總員工人數達到 1,300 人,其可細分成直接人員與間接人員,直接人員為販賣、修護、零件人員 與販賣課長,其總人數為 1,032 人 (79%),而間接人員為課長級以上主管與事務 內勤人員,總人數為 268 人 (21%)。公司資本額從原先設立時的新台幣 1.9 億元,
增長至新台幣 6.06 億元,其資本組成結構為滿億投資 36.92%,永成投資 21.11%
與員工 41.97%。
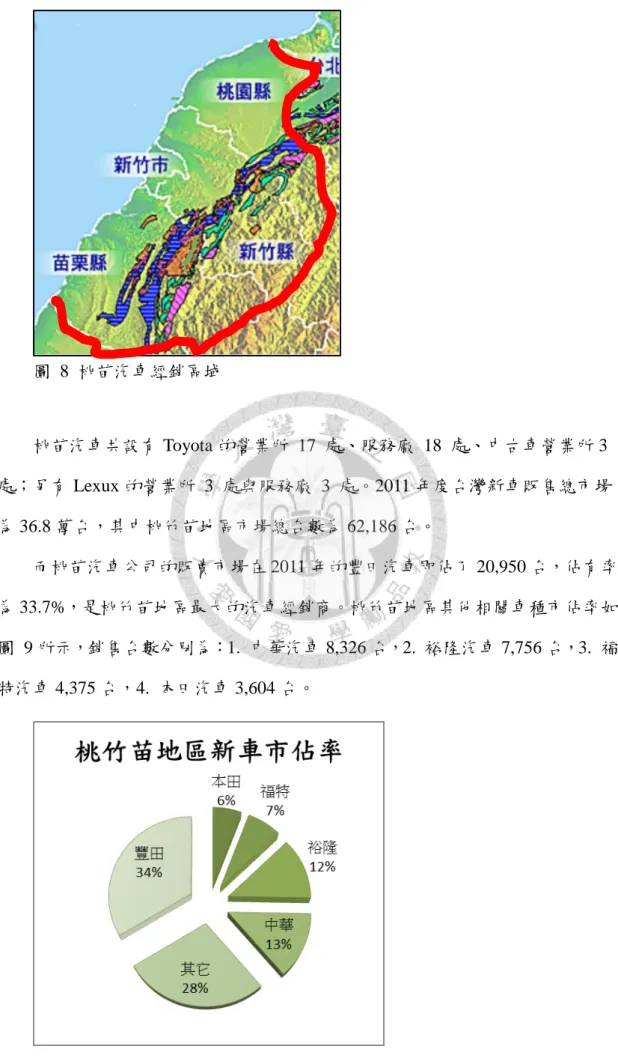
桃苗汽車為和泰汽車的 8 個經銷商之一,桃苗汽車主要經銷區域為桃園、新 竹、苗栗,如圖 8 所示。和泰汽車是日本豐田汽車海外市場的第一家總代理商,
代理品牌包括 Toyota、Lexus,並於 1984 年與日本豐田合資設立國瑞汽車廠,代 理銷售國瑞汽車生產之各型車輛。2011 年銷售 11.9 萬輛,在台灣市佔率約 31.6%,自 2002 年起,即已連續多年取得國內汽車市場銷售第一名,是台灣市佔 率最高的汽車銷售業者。
圖 8 桃苗汽車經銷區域
桃苗汽車共設有 Toyota 的營業所 17 處、服務廠 18 處、中古車營業所 3 處;另有 Lexux 的營業所 3 處與服務廠 3 處。2011 年度台灣新車販售總市場 為 36.8 萬台,其中桃竹苗地區市場總台數為 62,186 台。
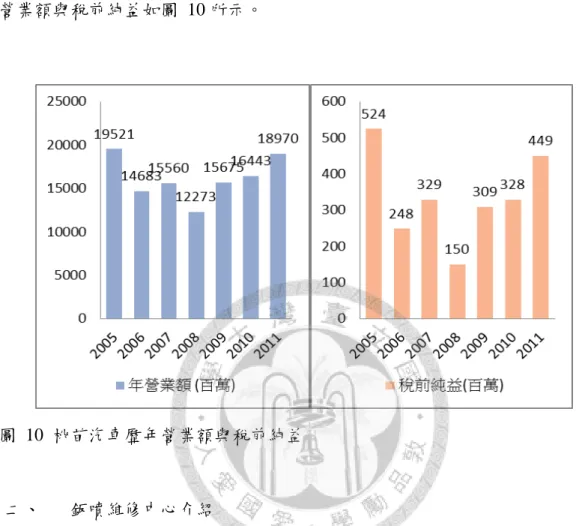
而桃苗汽車公司的販賣市場在 2011 年的豐田汽車即佔了 20,950 台,佔有率 為 33.7%,是桃竹苗地區最大的汽車經銷商。桃竹苗地區其他相關車種市佔率如 圖 9 所示,銷售台數分別為:1. 中華汽車 8,326 台,2. 裕隆汽車 7,756 台,3. 福 特汽車 4,375 台,4. 本田汽車 3,604 台。
圖 9 桃竹苗地區汽車銷售市佔率
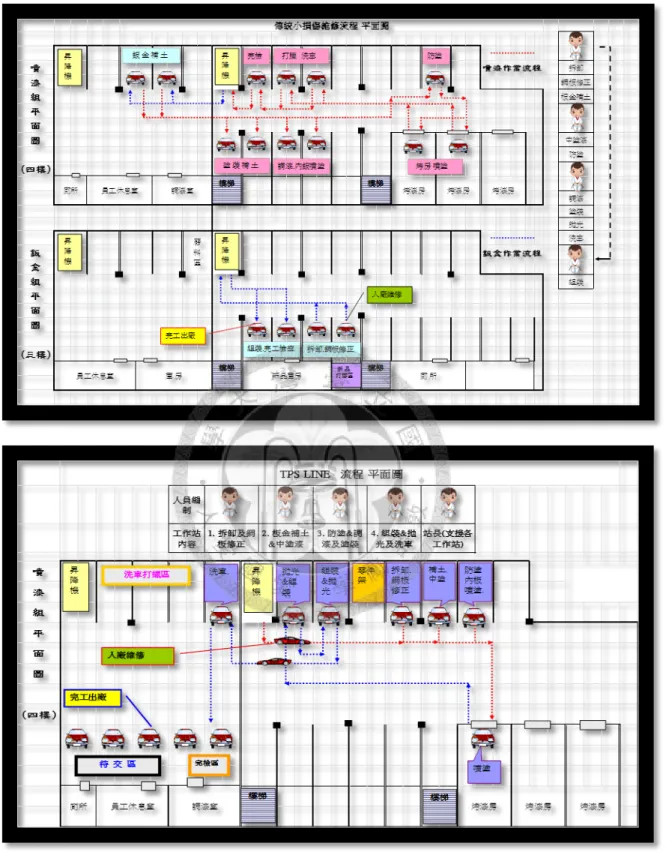
桃苗汽車在 2011 年的營業額達到 189.7 億,稅前純益為 4.49 億,歷年之年 營業額與稅前純益如圖 10 所示。
圖 10 桃苗汽車歷年營業額與稅前純益
二、 鈑噴維修中心介紹
根據交通部統計,目前國內使用中機動車輛超過六佰萬輛,為了能讓這些車 輛正常運作,提供良好又有效率的售後服務,是各車商的重要課題。一般而言,
售後服務包含一般維修及鈑噴兩大部份,。
傳統板噴作業流程,車輛進廠維修,須經過一連串的作業流程,包含車輛入 廠後由估價、板金作業、塗裝作業、組裝、車輛清潔等一連串流程(如圖 11)約 需耗時 4 到 6 天。因此,維修時間長一直是受人詬病的地方。尤其目前國內 TOYOTA 汽車的市場佔有率超過 30%,因此在售後保養與維修部分常遭致顧客 抱怨,不是預約等太久就是大排長龍,也因此總代理和泰汽車導入豐田生產管理 模式,將售後服務變成更節省時間的生產流程。
根據和泰汽車針對回廠顧客進行的調查中顯示,在一般保養維修方面,約有
54%客戶為定期保養,而鈑噴的客戶中更有高達 65%為一般擦撞,調查中同時指 出,定期保養客戶中有 55%願意在服務廠等候,但可以忍受時間為 60 分鐘。而 鈑噴的等待時間動輒 4 至 6 天,讓天天用車的客戶,往往要花費時間或金錢在等 待完工的日子上。因此,爲了擁有持續的顧客滿意,並縮短客戶維修等待時間而 又確保維修品質,成為車廠的當務之急。
經由 Toyota 內部分析後發現,現階段保養維修作業流程中,約 58%為具生 產性的工作,其餘 42%為車輛移動、等待等間接作業工作。因此,如何降低間接 作業時間,並同時增進生產性的工作效率,便可有效縮短維修工時。
由於售後服務市場競爭,及消費意識高張,顧客要求品質且成本效益更高的 售後服務。豐田汽車為了解決車輛進廠維修時間長的缺點,提出了豐田生產線式 維修的新思維,運用豐田生產系統中,及時化與自働化的兩大主要思維,透過流 程的改善與採用生產線式分工的維修作業流程,將維修作業流程專業分工,以提 升維修效率,同時運用相關管理工具與導入先進的硬體設備,有效縮短等待時間 及維修所需的工時。而車輛進廠後,由於每個工作站僅負責其所分配到的工作任 務,使得工作效率提高,且該站負責的工作完工後,隨即送至下一站接手,將可 能浪費時間降至最低,再加上專業機械器具的輔助及零件「一車化」事先備料方 式等,使維修時間得以縮短至兩天之內,一改傳統板噴作業維修時間長的固有印 象。
豐田汽車另提出 F1/Finish in 1 hour 的概念,意思是為了滿足顧客對縮短維 修時間的需求。自 2003 年起導入 F1(Finish in 1 hour)雙人定保作業模式,並引進 新式機械設備以提升保養效率。在高效率化的作業流程模式下,將原本需耗時 2 至 5 小時的維修時間,大幅減少至 1 小時內即可交車,讓顧客享受快速維修保養 的高品質服務。
綜合以上,Toyota 板噴維修中心有效的提升工作效率,藉由專業化的分工 以及先進設備的引進,能有效降低客戶等待的時間,也可避免生產過程中,種種 的資源浪費,使生產效率極大化,同時,也使客戶的滿意度增加。
圖 11 鈑噴中心作業流程
三、 導入前之缺點
未導入 TPS 前,是採取傳統批量生產的方式,因此生產較不效率。若根據各 生產流程,可將不效率原因與問題拆解為圖 12 。主要缺點包含:
為事先確認零件是否庫存
無法確實預估交車時間
零件重複點料及搬運
工作暫停
設備不足
未使用之零件堆放於倉庫中
在廠時間長
圖 12 TPS 導入前流程的問題點
第二節 豐田生產系統在服務業的導入
豐田生產系統(TPS,Toyota Production System)主要概念主要為及時化(Just in Time)與自働化(Automation)。豐田經銷商售後服務部的鈑噴中心豐田生產系統改 善計畫及改善主軸為及時化與自動化,如圖 13 所示,並說明如後。
圖 13 TPS 的主軸 一、 及時化 (Just in Time)
及時化是只在品質要求的條件下,於需要的時間,生產出需要的項目。
而後續的過程只有需要的生產項目,在品質要求的條件下,在需要的時間”
被拉出(Pull-out)」,其主要目的為達成準時交車、避免過度生產、確認生產過 程中所需的人力及時間。主要可分成三項內容:
1. 工作站時間 (Takt Time)
工作站時間指擬定生產 1 部車或是 1 項零件,所投入的總合理時間。
Takt time 是由販售率決定,而不是由生產時間決定;所謂的販售率是指單 位時間所生產的總數。
此項作法的原則是平準化作業負擔,如圖 14 所示。如果 Takt time 的
設定是為了符合尖峰時段需求而設定,則將會形成「浪費」,反之、如果 Takt time 的設定是以離峰段的需求設定,高峰時將無法有效吸收流程中的處理作 業,相對的顧客便需要付出更長的等待時間,人員便需每天加班。
圖 14 平準化作業
2. 連續的作業流程
在 Toyota 鈑噴維修中心主要核心為連續性的流程作業系統,即採取藉由 改善消弭過程中的遲滯,建立平順的生產線,並且執行單次單件的生產。
如圖 15 所示,傳統的生產系統,是採批量生產的方式,項目的生產是 在單人處理完數件後,才轉交下一個執行後續生產或加工,而過程中有人會 提前或延遲,因此、生產過程中將會有較長的遲滯情形產生。但連續性的流 程作業系統,則是一次處理一件,馬上交由下一個人執行後續生產或加工,
以減短作業過程中的等待時間。
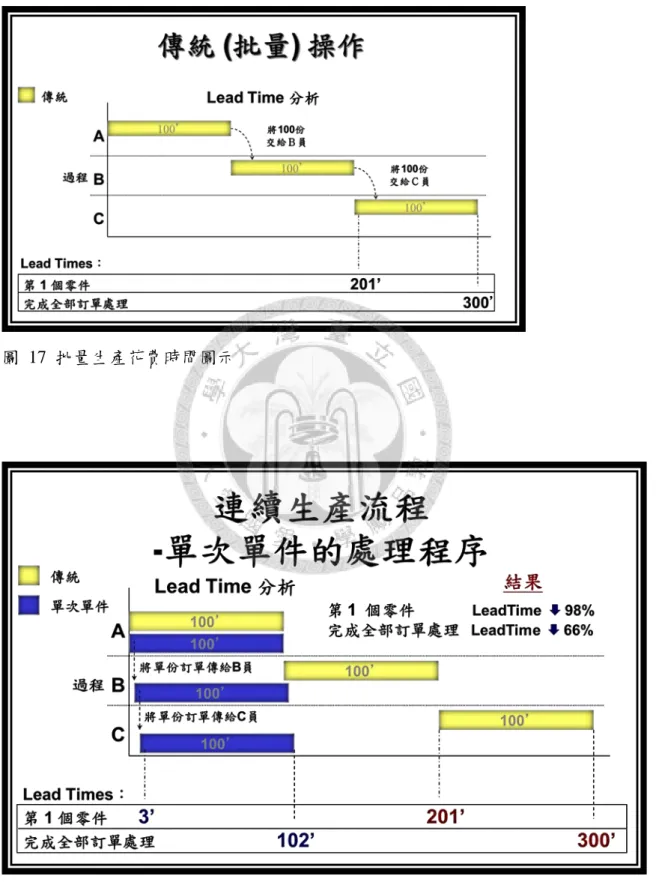
藉由連續性的流程作業系統的最主要好處是可消除等待時間,提高生產 效率,如圖 16 所示。更具體的說明,如果我們有 100 份的訂單,共有三個 生產流程,假設每份訂單均在每個流程需花費 1 分鐘的時間處理。在傳統
批量生產方式,在 201 分鐘才能完成第一件訂單,300 分鐘才能完成 100 份 訂單;然而,在連續生產的單次單件流程,第 1 件產品完成生產只花 3 分 鐘的時間,而全部完成時間,連續性生產流程完成 100 件產品只花 102 分,
如圖 17、圖 18 所說明。因此,縮短 Lead Time 時間是導入連續性流程觀 念最直接的效益。
圖 15 傳統生產系統與連續性流程作業系統比較
圖 16 連續性作業系統優點圖示
圖 17 批量生產花費時間圖示
圖 18 連續性生產花費時間圖示
3. 拉式系統 (Pull System)
後續的生產流程依前置過程,在相對的品質要求下,在需要的時間,將 需要的管理項目「拉」入處理。而完整的生產應該是確保整個過程的生產,
因此強調的結果是「目視管理」,而達成目視管理最佳的方法便是導入管理 看板(Kanban)。管理看板是藉由看板和改善工具以了解 Just-In-Time 狀況,
圖 19、圖 20 分別是預約管理看板與工作進度管理板的例子。而看板管理 原則包含:
(1) 說明置放的時機和方法。
(2) 幫助目視工具管理,以避免過度生產與察覺進度的延遲和提前情形。
(3) 作為作業過程的改善工具。
圖 19 預約管理板
圖 20 工作進度管理板
二、 自働化(Automation)
自働化指當生產線的問題產生時能夠即刻被發現及制止。包含三項原 則:
1. 品質是建立在過程中
有效的自動化控制系統可建立於生產程序的品質控制,將不容易產出有 瑕疵的產品;可輕易了解問題的產生,因此可快速對應並解決問題;此外也 不需作業人員監視作業裝置,因此可節省人力。但若裝置無法自動停止,則 裝置將不斷生產出有瑕疵的產品,重覆錯誤;而且人員需不斷的監視裝置的 狀況及產品的生產品質。
如果裝置可以自動停止,裝置永遠不會生產出有瑕疵的產品,人員只需 排除停止裝置的問題,人員可以處理多台裝置,人員可以處理其它事情。因 此自働化的原則是在生產過程中,即時時注意生產的品質,若愈問題則及時 停止,及時修正。
2. 有彈性的人力資源
人員調度必須是靈活的,以便他們能夠適應並運用自己多一些任務或行 動。所以在生產線變化時,所有人員均可立即調整改變,符合生產的需求,
並且不會降低生產力。在彈性人力配置需求時的重點:
先進行人員訪談-確認人員的作業執行能力
人員多能工訓練-不管人員增加或減少,生產力均能維持適當的平衡
作業負荷重新分配作業-確認進度執行情形,並給予協助
圖 21 連續性生產的彈性配置人力
3. 區分人與機器工作,建立一個好的 layout
建立一個好的 layout ,重點在於不斷的執行改善,以達到平順的作業 流程。並為減少異常控制,設定必要的人力 / Lead Time。作法包含:
畫出流程順序
依程序順序建構 Layout
設訂標準在庫
第三節 鈑噴維修中心 TPS LINE 作業流程規劃
一、 導入後作業規劃
為導入 TPS Line,在生產流程需重新規劃,以符合及時化與自働化之原 則,尤其是需達到連續性生產的生產流程。
1. TPS Line 維修對象車條件:維修金額:4000 元-15000 元
由於 TPS Line 的核心生產原則為連續性生產,因此需重新切割生產流 程,使每一工作站的時間約略相同,以消除各工作站的等待時間。然而,鈑 噴中心的維修車輛涵蓋範圍從極小的車子損傷至重大車禍的極大損傷,若將 所有車輛納入 TPS Line 將導致各工作站的時數極難控制,因而增加各工作 站的等待時間。
因此需將維修對象根據損傷程度分類,如極小損傷(維修 4000 元以下)、
小損傷(維修 4000~15000 元)、大損傷(維修 15000 元以上)等。理論上不同 損傷程度各有一條 TPS Line 來負責,但極小損傷與極大損傷平日的維修量 較少,無法充分滿足 TPS Line 的產能。因此目前只設立一條 TPS Line,維 修對象為小損傷(維修 4000~15000 元)。TPS Line 目前只針對小損傷的維修 原因尚包含小損傷的顧客對維修速度的期許較高、損傷程度相似度較高。
2. 工作站時間(Takt time)與工作站內容規劃
根據過去經驗與維修車輛數,預定一天(8 小時,480 分鐘)完成四輛車的
維修,因此預估每一工作站所花時間應為 120 分鐘。
台 分鐘 分鐘 平均每天完成台數
每日可用工作時間
4 120 Time= = 480 = Takt
如圖 22 是小損傷各工作流程的時間分析,因須適當使各工作站作業時 間約略相同,因此須適當切割各工作站所需包含的工作內容。
圖 22 TPS 導入後作業時間分析
所以最後將工作流程切為四個工作站,每一工作站內容如圖 23 所示,
而每個工作站的時間約略為 80~90 分鐘,如圖 24 所示,如此即可施行連續 性生產。
圖 23 技術員作業流程
圖 24 工作站作業內容規劃
而維修車輛油進入維修廠到維修完成出廠的時程表如圖 25。以車輛 1 在第 N-1 天 13:30 進入維修廠為例,經由估價、零件訂貨,零件於第 N 天 13:00 可抵達。而工作站於第 N 天的 08:30 可進行前兩個工作站(工作站一:
拆卸及鋼板修正,工作站二:板金補土與中途漆)的工作,待零件抵達後,即 可進行後兩個工作站的工作內容(工作站三:防塗、調漆及塗裝,工作站四:
組裝、拋光及洗車),於第 N+1 天 08:30 即可做最後的完工檢查及交車前準 備。
圖 25 TPS Line 工作站時程表 3. 人事管理規劃
由於維修流程的不同,若某個工作站的進度落後時,前後工作站的員工 必須互相支援,使得整體維修流程順暢與效率。因此,需培養員工成為多能 工,才能互相支援鄰近的工作站。獎金制度也須變更為團體獎金制,當四個 工作站為一個團隊愈有效率時,能獲得愈高的團隊獎金,以培養不同工作站 員工互相支援的動機與意願。
然而,由於制度的變革,員工亦有可能不適應或反彈。但由於整體維修 制度的改變,生產效率愈高,因此每位員工所領到的獎金較變革前多,因此 員工反彈情況低。其次,由於在豐田的維修體系下,持續改善一直是整體公 司的企業文化,也深植在每位員工之中,因此,員工已很習慣變革,所以員 工反彈或不適應的問題並不嚴重。
4. 管理工具規劃
為能夠使連續性生產流程更為順暢,輔以各式工具來達成目標。其中最 重要者為導入移動式軌道,如圖 26 所示。藉由移動式軌道的輔助,可縮短 車輛在不同工作站移動的時間。而為減輕設立軌道對工作的不便,桃苗汽車 更將日本 Toyota 凸出式軌道改良為凹進地板式的軌道。
此外,為控制各工作站能在預定時間內完成工作內容,輔以控制燈塔的 工具,如圖 27。而為促進個工作流程的流暢與效率,輔以各項機具設備,
如表 6 所示,包含小損傷車維修零件放置架、補土工具台車、鋼板修正工 作台車、洗車工作台車、保險桿作業放置架、拋光工具台車、拋光作業站台、
完工檢查照明燈架、零件搬運台車等。
圖 26 移動式軌道
圖 27 控制燈塔
表 6 機具設備改善 小損傷車維修零件 放置架
補土工具台車
鋼板修正工作台車
洗車工作台車
保險桿作業放置架
保險桿放置架
拋光工具台車
拋光作業站台
完工檢查照明燈架
零件搬運台車
第四節 鈑噴維修中心導入 TPS LINE 之效益
經由導入 TPS Line 後,對顧客的效益包含:維修車輛在廠時間由 3.9 天大幅降低為 3 天(如圖 28),若能經由事先估價預約,交車時間更可縮短 為 1 天交車。此外,TPS Line 是有計畫性的維修,可準確的告知顧客交車時 間。而工作站是專人分工作業,更可提高維修品質。
對服務廠的效益主要效益為技術員固定實施相同工作,效率、品質可提 升;減少技術員移動、找工具時間,提升工作效率。如圖 29 所示,技術員 平均產值由 17.68 萬大幅提昇到 21.74 萬,工作效率提高了 23%。此外,效 率提昇後,也提高了停車位週轉率。藉由 TPS Line 導入,也可確實掌握每 台車之工作進度,確保準時交車給顧客。
圖 28 TPS LINE 導入前後車輛在廠時間
圖 29 TPS LINE 導入前後技術員平均產值
第五節 豐田生產方式在服務業導入的原則
由於服務業與一般製造業不同,要導入 TPS Line 格外困難。根據本章 Toyota 鈑噴中心的例子,可將服務業導入 TPS Line 的困難處歸納為兩大點:
1. 標準化程度
由於一般製造業,分工細膩,通常一項產品可拆解成數種零件,因此一 條生產線可能只需要生產一種零件,因此這條生產線只須專心生產該項零件 即可,標準化程度高。然而,對於鈑噴中心來說,每輛受損車輛的受損程度、
受損部位不同,所適合的維修流程(以製造業來說為生產流程)可能不同。因 此如何將維修車輛所需的維修流程標準化即非常重要。Toyota 鈑噴中心的作 法即以車輛受損程度分為極小損傷、小損傷、大損傷等三類。
當維修車輛標準化後,仍須將維修流程切割為不同工作站,如圖 23。
而切割的目標則是使各工作站的工作時間約略相同,以利連續性生產,如圖 24。
2. 標準化後數量是否充足
一般製造業的產量雖然受到訂單所影響,但製造工廠仍可根據本身成本 結構決定產量大小。但對於 Toyota 鈑噴中心來說,維修車輛的數量仍須受 到進場維修車輛的數量限制,無法自行決定多生產以達到最適生產數量。因 此鈑噴中心只能選取數量最多的小損傷,作為 TPS Line 的維修對象。甚至 進廠的小損傷車數量不足時,還須將極小損傷或大損傷車輛拉進到 TPS Line 中。
根據以上分析,若導入到其它服務業應掌握之原則包含如下:
1. 工作流程標準化程度-
服務業面對各項形形色色的顧客與服務範圍,是否能夠將每次的服務標 準化,為一重要的關鍵。
2. 數量是否足夠
服務業的生產數量並非廠商單一方面決定,還得視顧客上門服務的數量 決定;此外,當切割不同的顧客以達到標準化時,又將導致能進 TPS Line 的數量更少。因此,數量是否足以達到 TPS Line 的經濟生產規模也是非常 重要,且萬一數量不足以達到 TPS Line 時的相關配套作法亦需一併考慮,
否則將形成規模不經濟的狀況。
3. 搭配不同的配套措施,以促進連續性生產的順暢
如同鈑噴中心,加入軌道設計、看板設計與其它機具設備,目的皆為確 保 TPS Line 的連續性生產能夠順暢,以達到最大的生產效率。因此若將 TPS Line 導入其它服務業時,亦須根據該產業的不同特性,輔以各項配套措施,
來促使 TPS Line 的順暢。
第五章 結論
由於汽車新車銷售日漸飽和,新車的銷售台數正逐年下降,因此汽車經銷商 要維持其獲利性,須由售後的維修保養著手。然而,依傳統板噴維修作業流程,
車輛進廠維修,經車輛入廠後由估價、板金作業、塗裝作業、組裝、車輛清潔等 一連串流程約需耗時 4 到 6 天。而在施工方面,一般均由板金、噴塗各一位技術 人員分工負責。維修作業流程中,由於標準工作項目多達八項,車輛工作進度不 易掌控,而且僅由二人維修,充滿重複移動、拿取工具、等待零件等時間上的浪 費,尤其在入廠車輛多的服務廠,經常出現塞車,讓客戶久等現象。再加上 TOYOTA 汽車的市場佔有率超過 30%,因此在售後保養與維修部分常遭致顧客 抱怨。
此外,如何在競爭激烈的保養維修市場保持競爭力,是汽車經銷商的當務之 急。自 2003 年開始,豐田的經銷體系導入豐田生產方式,希望消除間接作業時 間,同時提昇生產性工作效率,有效縮短服務工時。經過原因找尋,並重新安排 流程,消除等待時間,冀能夠提高生產力,快速維修完成,以提高顧客滿意度。
本研究即在探討汽車鈑噴維修廠導入豐田生產方式的情況,並予以歸納分 析,作為其它產業導入豐田生產方式的參考。鈑噴維修場屬於服務業,與製造廠 頗為不同,因此在導入豐田生產方式後可能遭遇生產過程標準化程度不足與生產 數量不足的困境,所以如何解決這兩個問題乃是導入豐田生產方式的重點。
鈑噴維修中心導入豐田生產系統是為汽車業界首創以生產線式實施板噴維 修作業。主要以縮短板噴維修時間及提高準時交車比率為目標,來滿足顧客需 求,進而提升顧客滿意度。運用豐田生產系統(TPS,Toyota Production System)
即時化與自働化的兩大精神,並透過流程改善,將維修作業改採生產線式分工:
把維修作業區分為四站,以提升專業施工效率,同時運用管理工具、變更零件作 業、導入硬體設備,如:滑軌、補土台車、板金工作車、拋光台車、及完工檢查