應變速率及銲接電流模式在 304L 不銹鋼電漿電弧銲接件之動態撞擊
特性及顯微結構的效應分析
The Effect of Str ain Rate and Welding Cur r ent Mode on the
Dynamic Impact Pr oper ties and Micr ostr uctur e of Plasma Ar c
Welded 304L Stainless Steel
計畫編號:NSC
91-2216-E-006-063-執行期限:91 年 8 月 1 日至 92 年 7 月
31 日主 持 人:李偉賢 成功大學機械系 教授兼系主任
一、中文摘要 本研究主要是利用霍普金森高速撞擊試 驗機來探討 304L 不銹鋼電漿電弧銲件於高速 撞擊下之塑性變形行為,並比較定電流、脈衝 電流兩組銲件之差異。實驗數據分析顯示, 304L 不銹鋼銲件的機械性質受應變速率和應 變量的影響非常顯著,其塑流應力值隨著應變 速率的增加而快速的上升。其加工硬化係數會 隨著應變量增加而有下降的趨勢,且應變速率 愈高下降的幅度愈是明顯;另外應變速率敏感 性係數隨著應變速率的增加而上升,同時與加 工硬化應力有線性增加的關係,而熱活化體積 的變化則有相反的趨勢。比較兩組銲件得知, 脈衝電流銲件有較高的撞擊荷載強度,較高的 加工硬化係數,較高的應變速率敏感性係數, 及較小的熱活化體積。利用 Zerilli-Armstrong 構成方程式以及實驗所得材料參數可以精確描 述 304L 不銹鋼定電流與脈衝電流銲件在動態 荷載下之塑性行為,作為工程分析與模擬之用。 由破壞特徵的分析,發現兩組 304L 不銹 鋼銲件的破壞模式皆是由絕熱剪切所主宰,這 些絕熱剪切帶會先發生在銲道與母材的界面並 生成微裂縫,最後沿著最大剪應力方向傳播造 成破壞。經由 TEM 微觀結構分析結果顯示銲 接電流模式、應變速率對差排、α′麻田散鐵與 雙晶之數量及特徵有顯著的影響。在兩組銲件 中,差排密度與α′麻田散鐵轉換量均隨著應變 速率的增加而增加,且脈衝電流銲件中的差排 密度、α′
麻田散鐵皆較定電流銲件的多;變形 過程中產生的雙晶數量則因高應變速率下的溫 升效應,隨著應變速率的增加而減少,而且脈 衝電流銲件中的雙晶數量較少。定量分析指出 差排密度、麻田散鐵的數量會隨加工硬化應力 的增加而呈線性上升。 關鍵字:霍普金森高速撞擊試驗機、304L 不銹 鋼、電漿電弧銲接、絕熱剪切、差排、 雙晶、α′麻田散鐵。 英文摘要A split-Hopkinson bar is used to investigate the effects of strain rate and welding current mode on the dynamic impact properties of plasma arc welded 304L stainless steel. These results are correlated with microstructure and fracture characteristics. Annealed 304L stainless steel is welded by continuous current (CC) and pulsed current (PC) plasma arc welding (PAW), then machined as cylindrical compression specimens. Dynamic mechanical tests are performed at strain rates ranging from 1200 to 7700 s-1 at room
temperature. Results indicate mechanical
for CC welds. The Zerilli-Armstrong constitutive equation with the experimentally determined
specific material parameters successfully
describes the flow of the tested weldments for the range of test conditions. The effects of loading rate on mechanical response and impacted substructure are found directly related to
dislocation density and the amount of α′
martensite. For both weldments, adiabatic shear band formation is found the dominant fracture mechanism, with shear bands initially forming near the fusion line and then cracking along the direction of maximum shear stress. Dislocation substructure, mechanical twins, micro-shear
bands and
α′
martensite formation are stronglyinfluenced by welding current mode and strain rate. At higher strain rate, dislocation density and
α′
martensite formation increase, but twindensity decreases. Dislocation density and
α′
martensite transformation is higher in PC welds, with correspondingly higher flow. Significant strengthening is found to result from dislocation multiplication andα′
martensite formation.Keywords: split-Hopkinson bar, strain rate,
變速率下,脈衝電流銲件的塑流應力值較定 電流銲件的高。 2. 304L 不銹鋼銲件的應變速率敏感性隨著應 變速率的上升而增加,並與加工硬化應力成 一線性增加關係,而熱活化體積則有相反的 趨勢。兩組銲件中,以脈衝電流電銲件有較 高的應變速率敏感性及較低的熱活化體積。 3. 藉由 Zerilli-Armstrong 構成方程式以及實 驗所得材料參數可以精確描述 304L 不銹鋼 定電流與脈衝電流銲件在動態荷載下之塑 性行為,作為工程分析與模擬之用。 4. 304L 不銹鋼銲件的動態破壞行為是由絕熱 剪切帶所主宰。且其裂縫最先開始於銲道與 母材的界面,並沿著最大剪應力方向成長, 造成最後的破壞。 5. 由 SEM 破壞形貌的觀察發現隨著應變速率 的增加,304L 不銹鋼銲件破斷面中延性韌 窩結構之數量明顯減少,而脆性之平面破壞 區則隨應變速率上升而增加,這使得材料在 高應變速率下提早產生破壞。而脈衝電流銲 件熔融區內的韌窩組織較定電流的小且密。 6. 從 TEM 微觀組織的觀察,差排結構受應變 速率極大的影響。隨著應變速率的增加,差 排的密度也隨之增加,並造成差排胞直徑減 少與壁厚的增加。兩組銲件中,以脈衝電流 銲件的差排密度較高。 7. 304L 不銹鋼銲接件內的雙晶數量會隨著應 變速率的增加而減少,其尺寸則由細長變為 粗短。兩組銲接件中,以定電流銲接件的雙 晶數量較多。 8. 304L 不銹鋼銲接件在高速荷載下會形成微 剪切帶與
α′
麻田散鐵,而隨著應變速率的 的增加,剪切帶的寬度與數量也隨之增加, 使得α′
麻田散鐵成核的機會提高,因此剪 切帶中的α′
麻田散鐵數量及尺寸亦明顯增 加,這會提高材料變形的困難度,使其塑流 應力值增加。由磁性量測得知脈衝電流銲接 件中有較多的α′
麻田散鐵生成。 六、參考資料1. Mohandas T., and Reddy G.M., “A
Comparison of Continuous and Pulse Current Gas Tungsten Arc Welds of an Ultra Strength Steel,” Journal of Materials Processing Technology, Vol. 69, pp. 222-226 (1997). 2. Mills W.J., “Fracture Toughness of Type 304
and 316 Stainless Steels and Their Welds,” International Materials Reviews, Vol. 42, No. 2, pp. 45-82 (1997).
3. Clifton, R.J., Gilat, A., and Li, C.H., “Materials Behaviours Under High Stress and High Loading Rates,” Plenum Publishing corp., p. 1 (1983).
4. Klahn, D., Mukherjee A.K., and Dorn, J.E.,
“Proceedings of the 2nd International
Conference on the Strength of Metals and Alloys,” Vol. Ⅲ, pp. 951 (1970).
5. Lee, W.S., and Lin, C.F., “The Morphologies
and Characteristics of Impact-induced
Martensite in 304L Stainless Steel,” Scripta Materialia, Vol. 43, pp. 777-782 (2000).
6. Davies, G.J., and Garland, J.G.,
“Solidification Structures and Properties of Fusion Welds,” International Metallurgical Reviews, Vol. 20, pp. 83-106 (1975).
7. Zerilli, F.J., and Armstrong, R.W.,
“Constitutive Equation for HCP Meatls and High Strength Alloy Steels,” High strain rate effects on polymer, Metal and Ceramic Matrix Composites and Other Advanced Materials, AD-Vol. 48, pp. 121-126 (1995).
七、圖表彙整 表 1 定電流與脈衝電流電漿電弧銲接參數表 銲接參數 定電流銲接 脈衝電流銲接 電流 280A 峰值電流 300A 基本電流 240A 銲接速度 255.6 mm/min 216.6 mm/min 電漿氣體流量(Ar) 2.8 l/min 2.7 l/min
保護氣體流量 (Ar+5%H2) 10 l/min 10 l/min 脈衝頻率 — 20Hz tp/tp+tb — 80% 焊槍高度 6mm 6mm 註:tp:峰值電流停留時間,tb:基本電流停留時間 圖 1 撞擊試件與銲道相關位置示意圖 εi εr εt
Incident Bar Transmitter Bar Specimen S A u1 u2 AS 圖 2 Hopkinson Bar 中,試件位置與應力波形傳遞 示意圖 (a)定電流銲件 (b)脈衝電流銲件 圖 3 304L 不銹鋼銲件熔融區之次晶組織 0 2 4 6 8
Load direction
Base metal Fusion zone Shear zone Crack Fracture surface
圖 15 304L 不銹鋼銲件在高速撞擊下之破壞示意圖
(a) ε&=4200s-1 (b) ε&=7700s-1 圖 16 定電流銲件母材區域的破壞形貌
(a) ε&=4200s-1 (b) ε&=7700s-1 圖 17 定電流銲件銲道區域的破壞形貌
(a) ε&=4200s-1 (b) ε&=7700s-1 圖 18 脈衝電流銲件銲道區域的破壞形貌
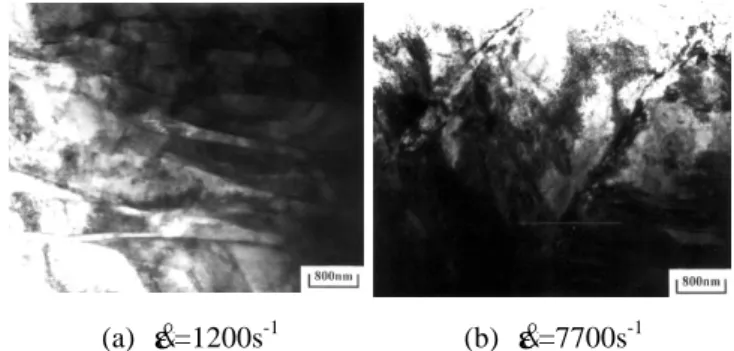
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 19 定電流銲件內的顯微結構特徵-差排
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 20 脈衝電流銲件母材內的顯微結構特徵-差排
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 21 定電流銲件母材內的顯微結構特徵-雙晶
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 22 脈衝電流銲件母材內的顯微結構特徵-雙晶
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 24 脈衝電流銲件母材內的顯微結構-α′麻田散鐵
400 600 800 1000 1200 1400
Work Hardening Stress,σ−σy(MPa)
0 4 8 12 V o lu m e F ra ct io n o f M ar te n si te (% ) S tr ai n R at e (s -1) 103 104 5×103 5×102 CC Welds Base Metal 圖 25 定電流銲接母材內的α′麻田散鐵量與加工硬 化應力及應變速率的關係 400 800 1200 1600
Work Hardening Stress,σ−σy(MPa)
0 4 8 12 V o lu m e F ra ct io n o f M ar te n si te (% ) S tr ai n R at e (s -1) 103 104 5×103 PC Welds Base Metal 圖 26 脈衝電流銲接母材內的α′麻田散鐵量與加工硬化 應力及應變速率的關係
(a) ε&=1200s-1 (b) ε&=7700s-1 圖 27 定電流銲件內之δ肥粒鐵與其周圍之差排組
織