國 立 交 通 大 學
工學院精密與自動化工程學程
碩 士 論 文
SAC305 合金及 SAC105 合金與 ENEPIG
表面處理之接合研究
Investigation of SAC305 and SAC105 soldering with
ENEPIG
研 究 生 : 葉 雅 靜
指導教授 : 周 長 彬 教授
中華民國 101 年 7 月
SAC305 合金及 SAC105 合金與 ENEPIG
表面處理之接合研究
Investigation of SAC305 and SAC105 soldering
with ENEPIG
研 究 生: 葉 雅 靜 Student : Ya-Ching Yeh
指導教授: 周 長 彬 Advisor : Chang-Pin Chou
國 立 交 通 大 學
工學院精密與自動化工程學程
碩 士 論 文
A Thesis
Submitted to Degree Program of Automation and Precision Engineering
College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements
SAC305 合金及 SAC105 合金與 ENEPIG 表面處理之接合研究 學生:葉雅靜 指導教授:周長彬 國立交通大學工學院精密與自動化工程學程
摘 要
本文主要在探討成分為 Sn-1.0Ag-0.5Cu 與 Sn-3.0Ag-0.5Cu 的 BGA 錫球銲接在化鎳鈀金(ENEPIG)表面處理後的銲接反應與其機械 強度。 本文中將不同合金的樣品經高溫儲存測試後,分別進行推球測試 (0.0001m/s)與高速推球測試(1m/s),以探討不同合金與機械強度的關 係。實驗結果顯示雖然 Sn-1.0Ag-0.5Cu 合金在不同速度的剪切強度試 驗,強度值皆低於 Sn-3.0Ag-0.5Cu 合金,但在高速推球測試中的破壞 抵抗能力卻較為優秀。 關鍵字: 化鎳鈀金、推球試驗、高速推球測試。Investigation of SAC305 and SAC105 soldering with ENEPIG
Student:Yaching Yeh Advisor:Changpin Chou
Degree program of Automation and Precision Engineering College of Engineering
National Chiao Tung University
ABSTRACT
This study concentrates on the soldering reactions and the mechanical response between Sn-1.0Ag-0.5 and Sn-3.0Ag-0.5Cu lead-free solders and ENEPIG surface finish.
In order to investigate mechanical property of this two different alloy, the samples are firstly stored in high temperature condition then tested with two difference shear rate, i.e., ball shear test(0.0001 m/s) and high speed ball shear test(1 m/s). The results indicated that both shear strength in difference shear rate of Sn-1.0Ag-0.5Cu joints lower than Sn-3.0Ag-0.5Cu, however, the fracture resistance ability is better at high speed ball shear test.
誌謝
回顧這幾年必須兼顧課業及工作的求學過程,難免有顧此失彼的時 候,在工作與論文的指導上承蒙林國書學長的耐心指引與包容,在課 業上感謝指導教授 周長彬博士的循循善誘,使資質駑鈍的我方能完成 此論文研究,在此,我要說謝謝教授的悉心指導,謝謝國書學長的不 厭其煩,真是讓您麻煩了,非常的不好意思。 另外要感謝昇貿科技共事過的長官與同事們,王博、佳良、鄭博、 甫哥、文和、阿達、志凱等人在工作上與學業上的協助,沒有你們的 幫忙我是不可能完成這學位的,真的非常的謝謝你們。目錄
摘 要 ... i ABSTRACT ... ii 誌謝 ... iii 目錄 ... iv 表目錄 ... vii 圖目錄 ... ix 第一章 前言 ... 1 1.1 研究背景 ... 1 1.2 研究動機 ... 5 1.3 研究目的 ... 5 第二章 文獻探討 ... 6 2.1 Sn-Ag-Cu 無鉛合金 ... 6 2.2 界面反應 ... 7 2.2.1 Sn/Cu 界面反應 ... 82.3.4 噴錫表面處理 ... 19 2.3.5 有機保銲膜表面處理... 20 2.3.6 化學浸鍍錫表面處理... 21 2.3.7 化學浸鍍銀表面處理... 22 2.4 電子構裝 ... 26 2.4.1 電子構裝常用之加速老化測試 ... 27 2.4.2 化鎳鈀金在球格狀陣列構裝銲點上之可靠度評估 ... 29 第三章 實驗方法與設備 ... 40 3.1 實驗流程 ... 40 3.2. 試片製備 ... 42 3.2.1 BGA 球迴焊 ... 42 3.2.2 高溫儲存測試 ... 42 3.3 銲點界面反應研究 ... 44 3.4. 銲點接合強度測試 ... 46 3.4.1. 推球測試 ... 46 3.4.2. 高速推球測試 ... 46 第四章 結果與討論 ... 52
4.1. SAC105 及 SAC305 合金與 ENEPIG 表面處理之界面反應 與顯微組織結果與討論 ... 52
4.1.1 SAC105 及 SAC305 合金與 ENEPIG 表面處理之顯微組織
... 52
4.1.2 SAC105 及 SAC305 合金與 ENEPIG 表面處理之界面反應 ... 54 4.2 推球強度及破斷分析 ... 68 4.2.1 慢速推球強度與其破斷分析 ... 68 4.2.2 高速推球強度及破斷分析 ... 70 第五章 結論 ... 81 參考文獻 ... 82
表目錄
表 2.1 不同含量的錫銀銅銲錫與鎳基板的界面反應生成物[17] ... 14 表 2.2 常用元素之電動勢[6] ... 25 表 3.1 推球試驗後之四種破斷面模式[36] ... 51 表 4.1 圖 4.1(a)之顯微組織 EDS 分析表... 60 表 4.2 圖 4.1(b)之顯微組織 EDS 分析表 ... 60 表 4.3 圖 4.1(c)之顯微組織 EDS 分析表... 60 表 4.4 圖 4.1(d)之顯微組織 EDS 分析表 ... 60 表 4.5 圖 4.2(a)之顯微組織 EDS 分析表... 63 表 4.6 圖 4.2(b)之顯微組織 EDS 分析表 ... 63 表 4.7 圖 4.2(c)之顯微組織 EDS 分析表... 63 表 4.8 圖 4.2(d)之顯微組織 EDS 分析表 ... 63 表 4.9 圖 4.3(a)之顯微組織 EDS 分析表... 65 表 4.10 圖 4.3(b)之顯微組織 EDS 分析表 ... 65 表 4.11 圖 4.3(c)之顯微組織 EDS 分析表 ... 65 表 4.12 圖 4.3(d)之顯微組織 EDS 分析表 ... 65 表 4.13 圖 4.4(a)之顯微組織 EDS 分析表... 67 表 4.14 圖 4.4(b)之顯微組織 EDS 分析表 ... 67 表 4.15 圖 4.4(c)之顯微組織 EDS 分析表... 67表 4.16 圖 4.4(d)之顯微組織 EDS 分析表 ... 67 表 4.17 推球強度衰退率 ... 75 表 4.18 高速推球試驗之破斷強度及其反應時間與破斷能量之平
圖目錄
圖 1.1 2005 至 2012 期銀價格曲線圖[2] ... 4 圖 1.2 無鉛焊接需考慮的系統性因素[3] ... 4 圖 2.1 Cu-Sn 二元相圖[13] ... 10 圖 2.2 銲錫與銅基板於 125℃;40 天高溫時效處理後於接合介面處 生成克肯多微孔 (a)Sn-37Pb 合金 (b)Sn-Ag-Cu 合金[17] ... 10 圖 2.3 Ni-Sn 二元相圖[13] ... 13 圖 2.4 銲墊表面處理層示意圖(a)電鍍鎳/電鍍金 (b)無電鍍鎳/浸鍍 金 (c) 無電鍍鎳/無電鍍鈀/浸鍍金 (d) 有機保焊膜 (e) 浸鍍錫 (f)浸鍍銀 ... 24 圖 2.5 電子構裝技術層次示意圖[25] ... 33 圖 2.6 IC 封裝之演化示意圖[26] ... 33 圖 2.7 SiP 技術終端產品應用需求分析[26] ... 34 圖 2.8 化鎳浸金銲點熱循環老化壽命[29] ... 34 圖 2.9 熱循環測試後的介金屬化合物層厚度[29] ... 35圖 2.10 Ni/Au 與 ENEPIG 表面處理之 Drop test 信賴性測試[30] ... 35
圖 2.11 SAC305 與化鎳鈀金( ENEPIG )銲接多次迴銲之界面反應 觀察(a-c)一次迴銲後(e-g)十次迴銲後(d)C 圖之 mapping (h)G 圖 放大[31] ... 36
圖 2.12 (a)剪切強度與低速及高速剪力之位移曲線圖(b)脆性破斷 斷面(c)延性破斷斷面(d)化鎳鈀金之 Pd-P 層厚度在多次迴銲後
對剪切強度的影響[31] ... 37
圖 2.13 (a)SAC305 與 Au(0.1μm)/Pd(P)(0.2μm)/Ni(P)/Cu 十次迴銲後 的銲點界面微裂(b)C 圖圈選處之斷面的 μ-ESCA depth profiles (c) 十次迴銲後的樣品在高速剪切測試後之斷面 [31] ... 38
圖 2.14 SAC105 與不同表面處理多次迴銲之界面反應 (a)Ni/Au 迴 銲後;(b) Ni/Au 3 次迴銲後;(c) Ni/Au 10 次迴銲後; (d)ENEPIG 迴銲後 (e)ENEPIG 3 次迴銲後;(f)ENEPIG 10 次迴銲後[32] ... 39 圖 2.15 EPENIG 多 次 迴 銲 後 之 界 面 反 應 層 (a)Sn3.5Ag ; (b)SAC105[35] ... 39 圖 3.1 研究流程圖 ... 41 圖 3.2 BGA 基板尺寸局部示意圖 ... 43 圖 3.3 迴焊溫度曲線圖 ... 43 圖 3.4 掃描式電子顯微鏡( SEM, JSM-6360 )附能量分佈光譜儀 ... 45
圖 4.1 SAC105 合金經迴焊後之銲點顯微組織(a)0hr;(b)100hr; (c)500hr;(d)1000hr ... 59 圖 4.2 SAC305 合金經迴焊後之銲點顯微組織(a)0hr;(b)100hr;
(c)500hr;(d)1000hr ... 62 圖 4.3 SAC105 合金 HTST 後之銲點界面 SEM 照片(a) 0hr;(b) 100hr;
(c) 500hr;(d) 1000hr ... 64 圖 4.4 SAC305 合金 HTST 後之銲點界面 SEM 照片(a)0hr;(b) 100hr;
(c) 500hr;(d) 1000hr ... 66 圖 4.5 慢速推球強度 ... 75 圖 4.6 慢 速 推 球 破 斷 面 (a)SAC105/0hr ; (b)SAC305/0hr ;
(c)SAC105/100hr ; (d)SAC305/100hr ; (e)SAC105/500hr ; (f)SAC305/500hr;(g)SAC105/1000hr;(h)SAC305/1000hr ... 76 圖 4.7 高速推球強度 ... 77 圖 4.8 SAC105 銲點高速推球後破斷於 IMC 界面的 SEM 照片(a) as
reflow;(b) HTS 100hr;(c)HTS 500hr;(d)HTS 1000hr ... 77 圖 4.9 SAC305 銲點高速推球後破斷於 IMC 界面的 SEM 照片(a) as
reflow;(b) HTS 100hr;(c)HTS 500hr;(d)HTS 1000hr ... 78 圖 4.10 SAC105& SAC305 銲點高速推球後破斷於 IMC 界面面積
圖 4.11 SAC105& SAC305 高速推球過程之剪力與破斷反應時間示 意圖 ... 79 圖 4.12 SAC105& SAC305 高速推球破斷能量 ... 80
第一章 前言
1.1 研究背景 自 2006 年 7 月 1 日 ROHS 無鉛環保法規導入後的這幾年間,無鉛銲 錫合金中目前取代 Sn37Pb 合金而被業界使用的最廣泛的材料是 Sn-3.0Ag-0.5Cu (SAC305 )合金,因其在無鉛銲料中具有較高的可靠度、 銲接強度佳等種種優勢而受到較多的使用推薦[1];SAC305 合金在學界 現有的相關性研究頗多,憑藉著這些相關的物性等研究,如熔點、過 冷度、機械強度、熱性質等等,提供了上下游整體的電子從業人員在 無鉛製程轉換的過程中,做為電子構裝工程上改善材料適應性的參 考。 不過由於近幾年白銀等貴金屬的價格起伏大,如圖 1.1[2]所示;銀價 現約為 2010 年 2 倍,為 2005 年的 5 倍;基於降低成本與更換材料前 的層層考量,如圖 1.2[3]為材料轉換時必須考量的整體系統性因素,含 Ag 量較少的低銀Sn-1.0Ag-0.5Cu(SAC105)合金由於亦有研究顯示其具 有在高應變率環境下優於 SAC305 合金的破壞抵抗能力的表現[4-5], 故正逐漸成為眾多銲錫合金裡的熱門選項。 在正常接合的情況下,影響銲接強度的因素主要是受保護銲墊底銅 的表面處理層及其搭配使用的銲錫材料所左右。目前銲墊表面處理的 方式有噴錫( Hot Air Solder Leveling,HASL )、有機保銲劑( OrganicSolderability Preservative,OSP )、化學浸鍍錫( Immersion Tin,ImSn )、 化 學浸 鍍 銀 ( Immersion Silver , ImAg ) 、 電 鍍 鎳 金 ( Electrolytic Gold/Electrolytic Nickel , Au/Ni )、化鎳浸金 ( Electroless Nickel &
Immersion Gold,ENIG ) 與近期使用度上升中的化鎳鈀金( Electroless
Nickel & Electroless Palladium & Immersion Gold,ENEPIG )等數種,皆 各有其發展背景與優勢,在球格狀陣列( Ball Grid Array,BGA ) 封裝 銲墊的使用上則以電鍍鎳金( Au/Ni )、化鎳浸金( ENIG )、化鎳鈀金 ( ENEPIG )為主流[6-7]。 在 BGA 封裝中,銲料的連接須具有可靠度方能確保產品於一定的生 命周期內保持完整的功能性。銲料連接的可靠度是指在一個設計的產 品生命週期內,在實際的工作狀況下(如溫度、濕度、溫度的循環變化、 電壓、電流大小,以及靜態與動態的機械負載和腐蝕等),能履行預期 功能而不出現電化學或力學方面失效的概率[3],因此除卻需確保產品 銲接後的接點強度外,更需針對產品使用時可能損傷產品的熱、電、 化學因子做加速失效的模擬,以求能保證產品於設定的使用壽命內能
和振動試驗( Vibration Test )等數種,前兩種測試法的實驗施作相較 後兩種而言較為容易,可得一靜態負荷下的材料強度,但因測試速度 太慢(小於 5mm/s ),導致其測試結果大部份為錫球斷裂,難以反映 其受高速動態負載時接點的介金屬性質;後兩種實驗方法則因其需上 板才能進行實驗且耗時較久成本高等不易量測的客觀因素,有其實驗 施行上的限制,綜合上述測試法的缺憾,近來發展的高速推球試驗 ( High Speed Ball Shear Test,HSBS ) 與高速拉球試驗( High Speed Solder Ball Pull Test,HSBP )成為一個可供參考的新選擇。
圖 1.1 2005 至 2012 期銀價格曲線圖[2]
無鉛
銲接
工藝
設計
質量與
可靠性
成本
材料
美元 (U S )/ 盎司 (ou n ce )1.2 研究動機 基於對低銀合金 SAC105 搭配 ENEPIG表面處理銲接後其顯微組織、 界面反應以及機械性質等性能表現的不夠了解,而設計了以下的實驗 來研究其在具有較低的材料成本優勢下之顯微組織、界面反應、機械 性質等可靠度之表現與使用 SAC305 合金之間的性能差異。由於高速 推球測試一樣為近幾年間發展出來的強度測試法,因此,在強度評比 的部分,分別使用推球與高速推球兩測試法,對兩合金接合後的銲點 做靜態與動態負載下之性能表現的觀察。 1.3 研究目的 研究方向分為兩大部份,第一部份主要為探討使用 SAC105 與
SAC305 合金成分的 BGA 錫球搭配ENEPIG 表面處理之 IC 載板,施以
HTS 後的界面反應與顯微組織的變化差異。第二部分為 探討使用
SAC105與SAC305合金成分的 BGA 錫球搭配ENEPIG表面處理之 IC
載板,施以 HTS 後其銲點界面反應層和顯微組織對接合強度的影響。
在接合強度的測試上採推球與高速推球兩測試法進行比較與分析。
第二章 文獻探討
2.1 Sn-Ag-Cu 無鉛合金 在無鉛合金應用於電子構裝的使用中,現以SAC305的三元合金為主 流[1, 3],其中或因專利或提升機械性質等種種考量而以其為基底參雜 微量元素於合金內部成四元或五元合金使用。此三元合金成分的起源 是由Sn-3.5Ag二元共晶銲錫合金改良演化而來,由於其共晶溫度約為 221℃高出當時的使用主流Sn-37Pb熔點183℃太多,在降低熔點的考量 下,添加少量的Cu,並調整Ag的比例藉以達到降低熔點的目的。 Sn-4.7Ag-1.7Cu、Sn-3.5Ag-0.9Cu、Sn-3.7Ag-0.9Cu、Sn-3.2Ag-0.6Cu等 熔點介於216~217℃之間的Sn-Ag-Cu系合金比例都是學界曾研究過的 標的。 現今於迴焊製程中使用率極高的 SAC305近共晶合金其熔點約為217℃,乃是由日本JEIDA( Japanese Electronic Industry Development
Association )在2000年6月時推薦適於迴銲製程中使用的無鉛銲錫材
generation ) 的 議 題 , 與 會 人 士 亦 建 議 低 銀 的 Sn-1.0Ag-0.7Cu 與 Sn-0.3Ag-0.7Cu為今後無鉛銲錫材料的發展方向[8-9]。 在Sn-Ag-Cu無鉛合金中,其合金內的顯微組織是由β-Sn、Ag3Sn、 Cu6Sn5所組成,Ag在Sn-Ag-Cu無鉛合金中生成Ag3Sn,在Suganuma[10] 的研究結果中,Ag含量的增加有助於提升無鉛銲錫的抗拉強度,但含 量高於4.0wt%Ag時,拉伸強度值則會下降。 在Iyer[4]、Zhu[5]等人的研究結果中顯示,使用SAC105合金的BGA 錫球相較於SAC305合金的錫球在摔落測試( Drop test )時,擁有較長的 壽命表現。在Suh[11]的研究中則顯示,適當的降低Sn-Ag-Cu合金中的 Ag含量,可提高銲點在高應變率環境(如衝擊或摔落)下的破壞承受能 力 。 Syed[12] 研 究 了 SAC105 錫 球 與 SAC305 錫 球 在 溫 度 循 環 測 試 ( Thermal Cycling test )後顯示,低銀含量錫球的摔落測試( Drop test )性 能較高銀含量的無鉛錫球有更好的表現。 2.2 界面反應 在相圖中,若兩金屬元素有介金屬存在,其反應便有形成介金屬化 合物的可能,但若相圖中並無介金屬相存在,則其反應只有金屬元素 間的相互擴散,而固溶於基地中之可能。 在兩金屬間有介金屬之存在下,界面反應的種類可分為固態與固態 間反應及固態與液態間反應。在界面的介金屬化合物之形成中,其界
面現象是較複雜的,上述兩反應皆可能交雜存在,其中將完成反應時 間最久之反應步驟者,稱之為反應控制步驟(Controlled Step)。 在銲錫界面反應中,金屬原子必須先行擴散越過界面後方可能形成 介金屬,當原子越過界面的時間較長,反應受限於界面反應的生長時, 稱之為界面控制反應。但若原子擴散的時間遠大於原子越過界面的時 間時,則反應受制於原子擴散機構,此稱之為擴散控制反應。 2.2.1 Sn/Cu 界面反應 由 Sn - Cu 二元相圖[13],如圖 2.1 所示,可知 Cu 與 Sn 主要可形成 7 種介金屬化合物,但是在室溫環境下能依據熱力學平衡而穩定存在的 只有η-Cu6Sn5和ε-Cu3Sn 兩個相。 於 Tu 等人[14-15]探討錫/銅基板間之界面反應的研究中發現,在接合 之界面上,生成的介金屬化合物為 Cu6Sn5與 Cu3Sn 兩相,其中 Cu6Sn5 的生長與時間成線性關係,即其生長機制受界面反應控制之意。而 Cu3Sn 介金屬化合物,則生長於 Cu6Sn5與銅基板之間,其生長機制受 擴散反應控制;Cu6Sn5的生長主要依靠 Cu 原子由銅基板與 Cu6Sn5的
界金屬化合物層中的克肯多微孔即為此一例證[16-18];此微孔的成因 是受介金屬的高度成長所導致;當基材中的 Cu 元素快速地經由 Cu3Sn 與 Cu6Sn5介金屬化合物層擴散進入銲錫時,由於銲錫區域中的 Sn 原子 擴散速度較 Cu 原子的擴散慢因而無法從銲錫中提供等量的 Sn 元素進 入介金屬化合物層,故介金屬化合物層中便遺留了原先由 Cu 原子佔據 的位置,成為所謂的克肯多微孔(如圖 2.2[17]所示),此微孔一般存在於 Cu/Cu3Sn 或 Cu3Sn/Cu6Sn5介面,成長於環境溫度 50~60℃以上的高溫 時效之下。由於此微孔會造成銲點強度的劣化,因此當使用 Sn-37Pb、 Sn-Ag-Cu 等銲料搭配銅基板(如 OSP 板)的銲接時,要特別注意其潤濕 段的持溫時間( Soaking Time ),以降低 Cu3Sn 介金屬化合物層劇烈生長 的空間。
2.2.2 Sn/Ni 界面反應研究
由Sn – Ni二元相圖[13],如圖2.3所示,可知此兩者間主要可形成
三個介金屬化合物,分別為Ni3Sn、Ni3Sn2及Ni3Sn4。且皆可於室溫下穩
定存在。但在一般的電子構裝溫度( 260℃)與時間下,Sn - Ni的液/固反 應裡,則僅能觀察到Ni3Sn4生成,Bader[19]等人的研究中指出,在350 ℃下Ni3Sn無法成核於Sn – Ni界面,必須在較高的溫度下才能使原子有 足夠的能量,跨越活化能障形成Ni3Sn與Ni3Sn2兩種介金屬化合物。 Gur[20]等人在Sn – Ni二元的等溫凝固過程實驗中,則是在鎳片浸入 300℃的錫液30分鐘的條件下,使用了TEM才發現原本SEM下觀察不到 的微弱Ni3Sn相。 而在Sn-3.5Ag共晶銲錫與Ni的界面反應中則僅生成Sn – Ni的介金屬 化合物,這表示,Ag並不參與界面反應[21-22]。 由文獻中可以確知[19-20],在一般電子構裝的溫度下,銲錫與鎳基 板的液/固反應中,會在界面處生成Ni3Sn4,但若是銲錫中含銅,並與 鎳基板反應的話,其形成的介金屬化合物則又不同,且其組成會依銲 錫中銅元素含量的多寡差異而在界面生成不同的介金屬化合物;在Ho 等人[23]的實驗中,研究了銅元素比例不同的Sn-Ag-Cu銲錫與鎳基材之 界面反應,其研究結果為:當Cu含量小於0.3%時,界面反應層僅生成 (Ni1-yCuy)3Sn4;Cu含量介於0.4~0.5%時,則界面同時生成(Ni1-yCuy)3Sn4
與(Cu1-xNix)6Sn5兩層介金屬化合物;而當Cu含量大於0.5%時,則界面 僅生成(Cu1-xNix)6Sn5。 針對一系列合金比例不同的Sn-Ag-Cu無鉛銲錫搭配各種鎳基板迴銲 後生成的界面反應,Ho等人[17]亦從45篇文獻中,整理出一張圖表, 如表2.1[17]所示。在圖表中,觀察一般常使用的Sn-xAg-0.5Cu合金時, 可發現於鎳基板與銲錫間的界面反應較難分辨是否為(Cu1-xNix)6Sn5單
一相存在或者是(Ni1-yCuy)3Sn4與(Cu1-xNix)6Sn5兩層的介金屬化合物存
2.3 焊墊表面處理介紹
在印刷電路板中,是以銅箔作為基板內部線路與外部連接的材料, 但因銅是極易氧化的金屬,故為了確保銲接前銲墊的可銲性,一般皆 須在銲墊上施以表面處理來達到保護銲墊的功用。
現行的表面處理方式有電鍍鎳金( Au/Ni )、化鎳浸金( ENIG ) 與化鎳
鈀金( ENEPIG ) 、噴錫( HASL )、有機保焊劑( OSP )、化學浸鍍錫
( ImSn )、化學浸鍍銀( ImAg )等數種方式,這些保護銅銲墊的想法,不 外乎就是將活性較低的金屬或有機物披覆於銅墊之上以達到隔絕銅墊 接觸外界溼氣而氧化的可能。若依與銲錫接合時的界面反應層概分, 則可將上述的表面處理方式區分為兩類,一類是銲錫與鎳層反應,有 電鍍鎳金( Au/Ni )、化鎳浸金( ENIG )與化鎳鈀金( ENEPIG )三種方式;
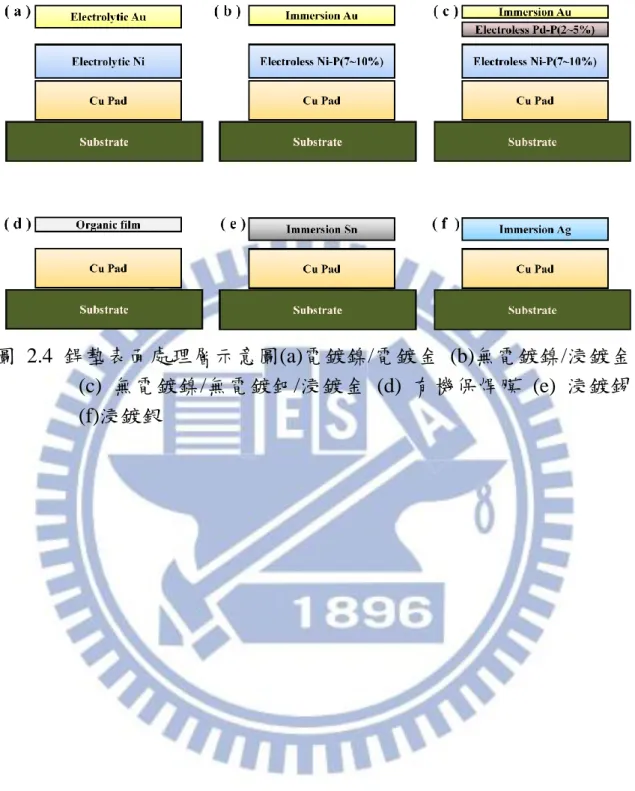
另一類則是銲錫與銅層反應,有噴錫( HASL )、有機保焊劑( OSP )、化 學浸鍍錫( ImSn )與化學浸鍍銀( ImAg )四種方式。以下便針對這幾種表 面處理法一一做介紹。 2.3.1 電鍍鎳/電鍍金表面處理 此種處理法是使用電鍍的方式,外加電流趨使金屬鎳離子還原堆疊 於銅墊之上,再重複一次電鍍製程驅使金屬金離子堆疊於鎳層之上, 電鍍鎳金( Au/Ni )鍍層示意圖如圖 2.4 (a)所示。 其中,主要是由活性低的金扮演保護底層銅金屬免於氧化的角色,
並且在焊接時金會於零點幾秒內就完全溶解到焊錫之中,並不參與銲 接時的界面反應。因此銲錫主要是與鎳層做銲接接合的動作,形成錫/ 鎳的介金屬化合物,如Ni3Sn4。 而鎳之所以需介於底銅與金層之間是因金與銅之間有相互遷移的現 象,若金直接製作於銅層之上便無法達到長時間維持銲墊可銲性的目 的,除此之外,另一個原因則是在於鎳有阻障層的功用[17]可避免底銅 於後續迴焊等高溫製程中,因介金屬化合物的擴散導致的克肯多微孔 劣化銲點的可靠度。 另外,由於使用電鍍的方式,製作出的金鍍層需有足夠的厚度才能 形成緻密封閉的析出層,所以在材料成本上電鍍鎳金( Au/Ni )表面處理 法是價格最高昂的一種,一般多使用在IC載板上[7]。 2.3.2 無電鍍鎳/化學浸鍍金表面處理 化鎳浸金( ENIG )表面處理法,顧名思義即為無電鍍鎳( Electroless Ni )加上化學浸鍍金( Immersion Gold )兩個主要製程,鍍層示意圖如圖 2.4(b)所示。此製程方法是利用氧化還原的方式將鎳與金分別沈積於銅
動勢的金屬基材上,而基材上的金屬則因貢獻出電子而離子化溶解至 鍍液中,表2. 2[6]為常用的氧化還原電位整理。 無電鍍鎳製程:由於銅的氧化還原電位高於鎳,無法直接利用置換 的方式將鎳鍍到銅上,所以需先於銅表面上使用貴金屬(如鈀)進行銅面 活化的處理,再利用還原劑次亞磷酸鈉吸附於鈀觸媒上,經過重組、 生成中間產物並提供電子,最後將鎳還原於活化後的銅面上,反應式 如下式 2-1、2-2、2-3 所示。
3NaH2PO2 + 3H2O + NiSO4 → 3NaH2PO3 + H2SO4 + H2+Ni ……式2-1
2H2PO2 – + Hads → H2PO3 – + H2O + OH – + P ………...式2-2 3H2PO2 – → 2H2PO3 – + H2O + 2OH – + 2P ………. 式2-3 浸鍍金製程:參考表2.2[6]可知,金的電動勢高於鎳因此,溶液中的 金離子可直接將底層鎳基材的電子搶走,使底鎳離子化而溶入溶液中, 並取代其位置而還原成金金屬沉積於鎳基材之上,此置換反應直至金 完全佈滿鎳基材後方停止。反應式如下式2-4所示。 Ni + 2Au+ → Ni2+ + 2Au ……….. 式 2-4 化鎳浸金( ENIG )的無電鍍鎳層厚度約在3~6μm之間,其功用與電 鍍鎳相仿,為防止銅於迴銲製程中擴散過度的阻障層,並且是在迴焊 過程中與銲錫做銲接接合的界面,銲接後主要形成的是Sn/Ni的介金屬 化合物。不過由於鎳層的還原劑為次亞磷酸鈉的關係,因此無電鍍鎳
層中同時亦沈積了約6~11%的磷,在鎳層與銲錫接合的界面處,高溫 時的介金屬化合物組成會較電鍍鎳金複雜。 浸鍍金層的厚度約控制在0.075~0.125μm左右,若金層厚度太薄,易 致使其下的鎳層氧化,後續銲接的濕潤性便不佳;金層若厚度太厚, 則表示鎳鍍層遭受嚴重的侵蝕(金置換鎳),易導致界面破裂或有脆化 的疑慮。 大體來說,因其集可銲性佳、可接觸導通、可散熱,可提供平整的 表面、儲存壽命佳、可多次迴銲且在細間距線路密集的製程上不易產 生錫橋等種種優點,所以在現今的所有表面處理方式上其應用最廣, 不過,由於其製作流程工序較多,除成本上較高昂外也容易因製程控 管不當在銲接後產生黑墊( Black Pad )的銲接問題,另外,無法重工、 漏鍍(Skip Plating)及防銲綠漆脆化等亦是其可能的缺點[6]。 2.3.3 無電鍍鎳/無電鍍鈀/化學浸鍍金表面處理 化鎳鈀金( ENEPIG )表面處理法,最早始於 1991 年的德州儀器公司, 其發展方向主要是針對化鎳浸金( ENIG )易造成的底鎳腐蝕缺點做改
相較於金價的飆漲,鈀的價格相對較持平(約維持於金價的二分之一), 使用鈀來減少部分金層的厚度可算的上是較便宜的打算,因此化鎳鈀 金( ENEPIG )表面處理法近年來的應用便廣泛許多。 化鎳鈀金( ENEPIG )與化鎳浸金( ENIG )相比,只差別在其無電鍍鎳 層和浸鍍(置換)金層之間多了一層無電鍍鈀的製程,鍍層示意圖如圖 2.4(c)所示,以防止無電鍍鎳層出現置換反應導致的腐蝕現象,並為浸 鍍金作好充分準備。無電鍍鈀的化學反應式如下式(2-5、2-6)所示: Pd2+ + H2PO2 – + H2O → H2PO3 – + 2H+ + Pd………... 式2-5 H2PO2 – + 2H+ + e- → 2H2O + P ………... 式2-6 化鎳鈀金( ENEPIG )的無電鍍鎳層厚度約控制於3~6μm之間,無電 鍍鈀的厚度約0.1~0.5μm,浸鍍金的厚度約為0.02~0.1μm。在焊接 過程中,鈀和金都會迅速融解到熔化的焊錫裏面,從而形成Sn/Ni介金 屬化合物。其優點是可應用面非常廣泛,大抵化鎳浸金( ENIG )可使用 的場合都可取而代之,遺憾的是,與化鎳浸金( ENIG )相同,其製作工 序多,成本上難以與其它表面處理法匹敵,現今多只見其應用於IC載 板上[7]。 2.3.4 噴錫表面處理 噴錫( HASL )的表面處理方式是將印刷電路板垂直浸入融熔的錫液 中,而後迅速的以熱風刮除銲墊上多餘錫液的鍍層技術。因其製作工
序較少,材料成本低廉的緣故,在錫鉛製程時代廣用於一般的主機板 等後段組裝製程的電路板上,但在無鉛製程轉換後,受不適用於細間 距的線路、銲墊平整度較差及電路板產業往高密度組裝且輕薄短小化 的發展特性影響,其可應用的範圍較受限。 經噴錫處理後的銲墊,在銲接時銲錫與噴錫合金融合,與底銅介面 生成 Sn/Cu 界金屬化合物,如 Cu6Sn5。 2.3.5 有機保銲膜表面處理 有機保銲膜(OSP )是一種有機塗層,目前大部份有機可銲性保護 塗層材料均採用 Azole 類化合物,如 Benzotriazole(BTA)、Imidazoles 和 Substituted Benzimidazoles 等,其能夠良好的附著在裸銅表面,而不會 吸附在絕緣塗層上,可用來防止銅墊在銲接以前氧化。當在組裝過程 中,達到一定的溫度時,這層薄膜將被熔掉,而露出新鮮的銅面與銲 錫接合,生成 Sn/Cu 介金屬化合物,鍍層示意圖如圖 2.4(d)所示。 有機保銲膜(OSP )的發展相當早,在錫鉛噴錫製程為主流時便存 在了,此技術的發展主要是立足於噴錫製程的銲墊平整度較差,不適
今已成使用率極高的表面處理法。其優點為施作成本低廉。缺點為無 法用來作為處理電氣接觸的表面,多應用於後段組裝製程的電路板上 [6-7]。 2.3.6 化學浸鍍錫表面處理 浸鍍錫之原理與浸鍍金相同,是使用化學浸鍍(置換反應)的方法來將 錫析鍍於銅基材之上,鍍層示意圖如圖 2.4(e)所示,但因銅的電動勢 (0.34V)高於錫 (-0.14V),故需加入一錯合劑(如硫尿)以偏移銅表面的電 位,其反應式如下: 2Cu → 2Cu+ + 2e- ………... 式2-7 2Cu+ + 8CS(NH2)2 → 2Cu[CS(NH2)2]4 + ……….... 式2-8 Sn2+ + 2e- → Sn ……….…….. 式2-9 由於置換反應,在基材離子不再溶入鍍液時會自行停止,因此浸鍍 錫的鍍層共面性也很好且厚度均勻約可達0.1~1.5μm左右,不過因為浸 錫過程中容易產生Sn/Cu介金屬化合物降低其表面可銲性的緣故,在維 持其純錫表面的可銲性考量下,維持錫的沉積厚度不低於1.0μm是比 較合適的,此點可藉由提高浸鍍錫之操作溫度在55~65°C 之間,達成 錫鍍層厚度在0.8~1.2μm的結果。 綜合來說,浸鍍錫有鍍層共面性很好、可多次迴銲且在銲接時不會 給銲點帶來其它的金屬成份等優點。缺點則是有晶鬚( Whisker )、多孔
性及儲存壽命短等使用上的疑慮,尤其是存放在高溫高濕的環境下, Sn/Cu介金屬化合物的不斷增長更是無法保證其表面的可銲性,因此浸 鍍錫並非一個可以讓人放心的表面處理法。不過,在近期的新型浸鍍 錫製程( White Tin )下,這些認知則有令人改觀的狀況,其標榜具有較 高的密度及更小的晶粒結構,可有效抑制介金屬化合物之成長、表面 氧化及錫鬚之生成,這些改進使得浸鍍錫塗層的可銲性能保持一年(或 以上),應可提高其後續的應用普遍性 [6-7]。 2.3.7 化學浸鍍銀表面處理 浸鍍銀的表面處理方式是使用化學浸鍍(置換反應)的方法;參考表 2.2可知,銀的電動勢( +0.8V )比銅(+0.34V)還高,因此銀可直接置換銅 而沈積於銅之上,當銅面被銀完全覆蓋後,反應即自行停止,故鍍層 的厚度相當一致,且製程容易控制,鍍層示意圖如圖2.4(f)所示;其反 應如下式2-10所示: Cu + 2Ag+ → Cu2+ + 2Ag ……… 式2-10 然而銀的表面容易被污染( Tarnish ),因此鍍液中需添加有機抑制劑,
浸銀的優點是在兼具平整度特性下亦可同時做為導電接觸的界面,
缺點是當暴露在潮濕的環境下時,銀會在電壓的作用下產生電子遷移、
圖 2.4 銲墊表面處理層示意圖(a)電鍍鎳/電鍍金 (b)無電鍍鎳/浸鍍金 (c) 無電鍍鎳/無電鍍鈀/浸鍍金 (d) 有機保焊膜 (e) 浸鍍錫 (f)浸鍍銀
表 2.2 常用元素之電動勢[6] 元素 電動勢 ( 還原電位) Au +1.40V Pd +0.83V Ag +0.80V Ru +0.45V Cu +0.34V H +0.00V Ni -0.25V
2.4 電子構裝 狹義的電子構裝又稱IC封裝[24],指的是將積體電路晶片固定於承載 襯墊、引出晶片上的電力訊號並使用絕緣膠材將其密封的這個製程; 廣義的電子構裝則泛指將具功能的數個電子元件共同組裝於一個聯線 結構之中,使其成為具備所設計功能的單一電子產品之製程,在此定 義下,則可將電子產品依構裝的先後順序概分為四個階層:(1)IC封裝 為第一階層構裝,成品如單晶片模組( Single Chip Module,SCM ) 與多晶片模組( Multiple Chip Module,MCM )。(2)將數個晶片模 組組裝於電路板上則為第二階層構裝;成品如記憶卡、顯示卡等。(3) 將數個電路板組裝於一電路板上則稱之第三階層構裝;成品如主機板。 (4)組裝外殼、滑鼠等各種配備,成為具功能的產品;成品如個人電腦。 電子構裝分類示意圖可參考圖2.5[25]所示。一個成功的電子構裝需 滿足以下四點功能上的需求:(1)電源的供應(2)訊號的傳輸(3)熱量的排 除(4)元件的支撐與保護,如此,產品方可堪用。 為因應消費性電子產品輕、薄、短、小且功能強大的需求, IC元件
裝方式如( Ball Grid Array, BGA、Chip Size Package,CSP ),圖2.6[26] 為IC元件的發展演進歷程。
目前IC元件的內部設計正朝向系統級封裝( System in Package,SiP ) 與系統單晶片( System on Chip,SoC )發展,分別透過後段封裝技術與 半導體前段製程的電路設計來實現同一晶片中具多種系統功能且縮小 元件尺寸的理想;而與其相對應的聯外接點設計,則以球格狀陣列( Ball Grid Array,BGA )的構裝方式為概念,不斷的縮小構裝錫球的尺寸(如 micro BGA )來增加訊號的I/O數以符合電子產品輕、薄、短、小且功能 強大的需求,圖2.7為SiP技術的產品應用示意圖[26]。
所以,大致上來說,球格狀陣列( BGA )為現今的應用主流是沒錯的。 BGA構裝方式之所以為應用主流的原因有以下三點:
(1) 相較於PGA( Pin Grid Array )與QFP( Quad Flat Package ),其相同構
裝體積的構裝I/O數較高(縮減49﹪體積)。 (2) 以相同I/O 數之BGA取代QFP 引腳,可有效縮短訊號延遲(平均約 為46﹪),並可減少訊號電容及交互電感。 (3) BGA 錫球在迴銲階段所獨具之錫球自動對位( Self-alignment )效果, 可彌補偏離對位誤差(1/2 銲墊以內),有助於提高接合之成功率。 2.4.1 電子構裝常用之加速老化測試 對BGA構裝體而言,高溫劣化、溫度變化與環境濕氣三種環境因素
常為造成產品失效的主因,其中,尤以溫度因素影響銲接點的可靠度 為劇,以下分別介紹與銲錫材料熱性質相關的加速老化測試 [27-28]: (1) 溫度循環測試( Temperature Cycling Test ,TC ) :藉由銅銲墊與BGA
錫球兩者間相異的膨脹係數,製造由低溫至高溫往復的溫度變化, 迫使銲錫結構受到往復的壓縮與伸張應力,可觀察到銲錫材料的熱 疲勞性質。
(2) 熱衝擊測試( Thermal Shock Test,TS ):操作方式與溫度循環測試相 仿,皆為製造由低溫至高溫往復的溫度變化迫使銲錫結構受到往復 的壓縮與伸張應力,以觀察銲錫材料的熱疲勞性質,兩者的差異點 在於熱衝擊測試的高低溫轉換速率較溫度循環測試快,受到的覆變 應力影響較之為大。
(3) 高溫儲存測試( High Temperature Storage Test,HTS ):製造一維持 於高溫的環境,施行此測試可觀察到基材銲墊金屬(Ni或Cu)與BGA 錫球間因擴散形成的介金屬化合物成長,當造成介金屬化合物的厚 度過厚時,易降低其降伏應力。
2.4.2 化鎳鈀金在球格狀陣列構裝銲點上之可靠度評估 由於銲點的可靠度與其本身之介金屬化合物在迴銲後、HTS 測試後 的生成厚度及生成型態有關,而與銲錫材料搭配之銲墊的表面處理又 決定了這些界面生成的介金屬化合物組成、力學性能與微觀結構,因 此,當更換了新的銲墊表面處理方式時,將其與其它的表面處理方式 做銲點可靠度的比較,也就成為了各個文獻中,極欲探討的重點,以 下為 ENEPIG 表面處理在一些文獻中的探討。 Chen[29]在針對 IC 零件組裝於 PCB 板的表面處理搭配研究中,其設 計了分別為 0.3 與 0.5μm 金厚度的 Au/Ni 與鈀厚度為 0.075 與 0.2μm 的 ENEPIG 及 OSP,以上共五種的 IC 零件表面處理去搭配 ENIG 與 OSP 兩種的 PCB 表面處理;組裝成 10 種不同條件的樣品,施以彎板 疲勞測試( Bending Fatigue Life Test )、摔落測試( Drop Test )、溫度循 環測試( TCT )等實驗以比較銲點上的使用壽命和故障模式,以下幾點 為其所得之結果: (1) 以上 5 種 IC 零件的溫度循環測試( TCT )之壽命趨勢排名為,OSP < ENEPIG ( Pd 0.075 μm, Au 0.075μm ) ~ ENEPIG ( Pd 0.2μm, Au 0.075μm ) < Ni/Au ( Au 0.3μm ) < Ni/Au ( Au 0.5μm ),如圖 2.8[29] 所示。 (2) 在以上三種可靠性試驗中, Ni/Au 表面處理的可靠度以 Au 0.5μm 較 Au 0.3μm 表現優秀,且在零件端產生微裂所佔的比例上更少。
但在 ENEPIG 樣品中,Pd 0.2μm 的零件側裂紋卻大於 Pd 0.075μm。 (3) 在溫度循環測試( TCT )後,ENEPIG 樣品的介金屬層厚度增加並不
明顯,如圖 2.9[29]所示。
Lou[30]比較了使用ENEPIG與Ni/Au表面處理的FBGA記憶卡模組在 施行摔落測試( Drop Test )後的可靠度,得到ENEPIG可靠度壽命較長的 結果,如圖2.10[30]所示。 Wu[31]等人針對SAC305搭配ENEPIG迴銲與多次迴銲測試後的界面 介 金 屬 形 貌 、 剪 切 強 度 做 了 研 究 ; 並 比 較 了 不 同 的 Pd(P) 層 厚 度 ( 0~0.2μm )對銲接後之界面反應的影響,得到關於其介金屬組成形貌與 強度之間的幾點研究結果: (1) 迴銲後,主要生長在SAC305和Au/Pd(P)/Ni(P)間的介金屬層種類依
序分別有(Cu,Ni)6Sn5、Ni2SnP、與Ni3P三層,且隨著增加Pd(P)的厚
度( 0~0.2μm ),(Cu,Ni)6Sn5的形貌會變的不連續;多次迴銲後
(Cu,Ni)6Sn5、Ni2SnP,Ni3P層會逐漸變厚。另外,較厚的Pd(P)層
以銲錫與銲墊間的破壞為多;推球強度以第一次迴銲後的樣品最高, 經過多次迴銲後,剪力值有顯著的減少,特別是使用Pd(P)0.2μm銲 接的樣品,如圖2.12[31];其破斷於(Ni,Cu)3Sn4/Ni2SnP的界面,並 且在這兩個相之間可以觀察到一連續的微裂縫,如圖2.13[31]。 (3) 由上述分析的結果推論,適當厚度的Pd(P) 0.1μm,可以提高銲點的 力學性能,太厚則易收反效果。 在Mao[32]的研究中,其研究了SAC105與OSP、Ni/Au、ENEPIG表面 處理之BGA載板多次迴銲後的界面反應,得到之結果為:多次迴銲後, SAC105與Ni/Au、ENEPIG板之界面皆生成(Cu,Ni)3Sn4與(Cu,Ni)6Sn5之 介金屬化合物如圖2.14[32]所示,但其介金屬化合物之厚度比起OSP板 界面間生成之介金屬化合物層薄。 在Fu[33-34]研究SAC305與ENEPIG及Ni/Au銲接後,在多次迴銲與時 效老化的可靠度測試上可知,高速推球測試裡,ENEPIG在破斷面有較 多的銲錫存在,雖然接點強度相較於Ni/Au板低,但其吸收的衝擊能量 卻較高,即其銲點的接合性質較佳。 Lee[35]針對了Sn3.5Ag與SAC105合金搭配ENEPIG板,高速推球測試 後的斷面,做進一步的研究得到以下結果: (1) 雖然因為高銀合金的機械性能優於低銀合金的緣故,導致Sn3.5Ag 的接合強度高於SAC105合金,但ENEPIG搭配SAC105焊錫卻具有
較少的脆性破斷比率。 (2) Sn3.5Ag 銲點與SAC105銲點在高速推球試驗後的脆性斷裂位置是 一 樣 的 , 主 要 位 於 Ni3P 與 Ni3Sn4層 之 間 。 但 因 Sn3.5Ag 焊 錫 在 ENEPIG上,存在較厚的Ni3P,如圖2.15[35]所示,而此層較厚的同 時也會造成Ni3Sn4的介金屬化合物層剝落,因此比起SAC105合金而 言,會具有較多脆性斷裂的發生比率。
圖 2.5 電子構裝技術層次示意圖[25] 圖 2.6 IC 封裝之演化示意圖[26] 第四階層構裝 第一階層構裝 第三階層構裝 晶圓(Wafer) 晶片(Chip) 多晶片模組(MCM) 單晶片模組 第二階層構裝
圖 2.9 熱循環測試後的介金屬化合物層厚度[29]
圖 2.11 SAC305 與化鎳鈀金( ENEPIG )銲接多次迴銲之界面反應觀察 (a-c)一次迴銲後(e-g)十次迴銲後(d)C 圖之 mapping (h)G 圖放大[31]
圖 2.12 (a)剪切強度與低速及高速剪力之位移曲線圖(b)脆性破斷 斷面(c)延性破斷斷面(d)化鎳鈀金之 Pd-P 層厚度在多次迴銲後對 剪切強度的影響[31]
圖 2.13 (a)SAC305 與 Au(0.1μm)/Pd(P)(0.2μm)/Ni(P)/Cu 十次迴銲後 的銲點界面微裂(b)C 圖圈選處之斷面的 μ-ESCA depth profiles (c) 十次迴銲後的樣品在高速剪切測試後之斷面 [31]
圖 2.14 SAC105 與不同表面處理多次迴銲之界面反應 (a)Ni/Au 迴 銲後;(b) Ni/Au 3 次迴銲後;(c) Ni/Au 10 次迴銲後; (d)ENEPIG 迴銲後 (e)ENEPIG 3 次迴銲後;(f)ENEPIG 10 次迴銲後[32]
圖 2.15 EPENIG 多 次 迴 銲 後 之 界 面 反 應 層 (a)Sn3.5Ag ; (b)SAC105[35]
第三章 實驗方法與設備
3.1 實驗流程本研究主要為探討 SAC105 合金與 SAC305 合金迴焊(Reflow)後經
150℃的高溫長時間儲存(High Temperature Storage,HTS) 測試 0 ~
1000 小時之後,與 ENEPIG表面處理基板之銲接反應及其表現出的機
械性質等差異。
實驗方法:將此二合金成份之 BGA 錫球放置於基板上進行迴焊 (reflow),之後取部分試片進行 150℃的 HTS 試驗,進行時間分別為 0、 100、500、1000 小時四組條件;取部分上述處理後之試片,使用掃描 式電子顯微鏡( Scanning Electron Microscope,SEM )與能量散射光譜儀
( Energy Dispersive Spectrometer,EDS ) 做界面反應的分析及顯微組織
的觀察;另取部分以上處理後之試片做推球試驗 (Ball Shear Test)與
高速推球試驗 ( High Speed Solder Ball Shear Test ,HSBS ),並以 SEM
圖 3.1 研究流程圖 SAC305 錫球 SAC105 錫球 植球、迴銲 顯微組織分析 SEM 觀察 EDS 分析 推球試驗 SEM 破斷面分析 SEM 破斷面分析 高溫長時間儲存 ENEPIG 基板 高速推球試驗
3.2. 試片製備 3.2.1 BGA 球迴焊 本研究中,使用昇貿科技股份有限公司所生產的SAC305 與 SAC105 合金成分球徑為 0.3mm 的錫球,所使用的球格狀陣列構裝基板為 BT 材質,銲墊的表面處理方式為 ENEPIG;Au 層厚度約為 0.05μm,Pd 層厚度約為 0.1μm。Ni 層厚度為 7.2μm,基板示意圖請參閱圖 3.2。 迴焊前,先在銲墊表面塗上 RMA 級助銲劑,並將 BGA 球放置在銲 墊上。使用 12 區熱風式迴焊爐,迴焊之溫度曲線如圖 3.3所示。 3.2.2 高溫儲存測試 本研究中為探討溫度對銲錫合金與銲墊之界面反應及銲點強度的影 響。將部分迴焊後的樣品放入熱循環烘箱中,進行 150℃之 HTS 試驗, 儲存的時間分別為 100、500、1000 小時。到達儲存時間後,將樣品由 烘箱中取出,在大氣環境下冷卻至室溫。
圖 3.2 BGA 基板尺寸局部示意圖
圖 3.3 迴焊溫度曲線圖
230μm ψ300μm
3.3 銲點界面反應研究
為探討 SAC105 與 SAC305 合金搭配 ENEPIG 表面處理的銲點在
迴焊後以及 150℃的 HTS 測試後,銲錫合金與 ENEPIG 銲墊間之接合 界面反應。本研究將迴焊(reflow)後與不同 HTS 處理時間之樣品取數片 冷鑲埋於樹脂中並研磨鑲埋,研磨砂紙的號數依序為#180、#320、#1200、
#2000,再以鑽石膏與 SiO2拋光液拋光至 0.06μm 為止。顯微組織的分
析使用 JOEL 公司掃描式電子顯微鏡 ( Scanning Electron Microscope,
SEM,型號 JSM-6360,如圖 3.4 所示。) 進行組織形態和樣貌的觀察,
實驗中為了區別不同組成之顯微結構,皆以背向電子 ( Backscattered
Electrons,BSE) 對試片進行掃描。另以掃描式電子顯微鏡( Scanning
Electron Microscope , SEM )附屬配置的能量散射光譜儀 ( Energy Dispersive Spectrometer, EDS )進行元素成份之定量分析。
3.4. 銲點接合強度測試 3.4.1. 推球測試
為探討SAC105合金與SAC305搭配 ENEPIG 銲點在迴焊(reflow)後
以及 150℃之 HTS 測試後,銲點接合強度的變化。本研究中使用 XYZtec 公司型號 Condar 70-3 桌上型推拉力機,如圖 3.5 所示,依規範 JESD22-B117A[36]進行銲點之推球測試以獲得焊點的剪切強度,測試 時,先將推球行程 2~3 倍距離內的錫球移除,以免影響所得數據的準 確,推球速率固定為 0.0001m/sec,推刀約置於錫球高度的 1/4 處;推 力示意圖如 3.6 所示,每組測試條件之強度值皆取 20 組測試值平均而 得。測試完成後以 SEM 進行破斷型態的觀察;並依 JESD22-B117A 規 範,如表 3.1 所示,將破斷模式分為四種 Type: Type1:破斷於錫球內,屬於延性破壞。 Type2:破斷面位於玻纖基板內,銲墊與基板剝離。 Type3:破斷面可見清楚的銲墊裸露,錫球與銲墊剝離。 Type4:破斷於錫球與介金屬化合物層之間,屬脆性破壞。
強度。測試時,設定推球高度為球高的 1/10;約 30μm,推刀行進速度 為 1m/sec、每組測試條件之強度平均值取 14 組測試值平均而得,測試 完成後以 SEM 進行破斷型態的觀察。由於高速推球測試後的樣品破斷 面擁有較難分類的混合特質,故將其分類為破斷於錫球內、破斷面的 介金屬面大於 50%、介金屬化合物層小於 50%三類,如圖 3.8 所示。 另,在進行測試前需先特別注意的是: 由於刀具的行進行程較長,需 先將欲測試點位前後方整排的錫球全部移除,因此,整片載板所能測 試的點位會呈現交叉的十字型,或是呈現直角的形狀,如圖 3.9 示。
圖 3.7 Dage 400(HS)
第四章 結果與討論
以下將研究結果分為兩部份,第一部份主要為探討使用 SAC105 與 SAC305 合金成分的 BGA 錫球搭配 ENEPIG 表面處理之 IC 載板,在高 溫儲存測試(HTS) 後的界面反應與顯微組織的變化差異。
第二部分為探討使用 SAC105 與 SAC305 合金成分的 BGA 錫球搭配 ENEPIG 表面處理之 IC 載板,施以 HTS 測試後,銲點界面反應層和顯 微組織對接合強度的影響。在接合強度的測試上採推球試驗與高速推 球試驗兩測試法進行比較與分析。
4.1.SAC105 及 SAC305 合金與 ENEPIG 表面處理之界面反應與顯微組
織結果與討論
為研究 SAC105 與 SAC305 之 BGA 錫球與 ENEPIG 表面處理迴銲後
及高溫儲存( HTS )測試後的界面反應、顯微組織及其發生之變化,將 經過迴焊後以及迴焊後經不同高溫儲存測試( HTS )時間之樣品經切片 鑲埋並抛光後,以掃描式電子顯微鏡( SEM )進行界面組織之觀察,並 以能量散佈光譜儀( EDS )進行組織成分之確認。分析中使用背向電子
為 Ag、Sn,原子百分比約為 3:1,與文獻中 Ag3Sn 的組成相近。顏色
較亮的小點則以 EDS 分析到成分為 Au、Pd、Sn 的元素組成,比對文
獻[37-38],其或為 AuSn4與 PdSn4介金屬化合物(或(Au,Pd)Sn4),本圖
中之介金屬相 EDS 分析結果如表 4.1 所示;(Au,Pd)Sn4相由迴銲過程
中 Au/Pd-P/Ni-P ( ENEPIG )基板與融熔銲錫接觸,外層之 Au 與 Pd 原 子快速融入銲錫內生成。Peng[37]在 SAC305 與 ENEPIG 的銲接中確認 了在 220℃持溫 5 秒的反應後,於銲接介面處並無發現 Au 原子的存在,
但可見到(Pd,Ni)Sn4介金屬化合物,反應時間 10 秒後,便再無(Pd,Ni)Sn4
的蹤影,由此說明 Au/Pd-P/Ni-P ( ENEPIG )表面處理層中 Au、Pd 原子 在迴銲過程中溶入銲錫內的速率是極快速的。 圖 4.1(b)~(d)分別為 SAC105 合金時效處理 100、500、1000 小時後的 顯微組織;圖 4.1(b)~(d)中介金屬相之 EDS 分析結果分別如表 4.2~4.4 所示。其中,隨著高溫老化時間的拉長,銲錫內的 Ag3Sn 形貌有聚集 成長且數量減少的現象,以老化時間 100 小時(圖 4.1(b))與 500 小時(圖 4.1(c))間的 Ag3Sn 佔有數量的削減最大,500 小時(圖 4.1(a))與 1000 小 時圖 4.1(d)間則變化不大。
圖 4.2(a)為 SAC305 合金迴銲後的顯微組織,圖中介金屬相之 EDS
分析結果如表 4.5 所示。其銲錫內之介金屬相與 SAC105 合金相似,皆
金中的銀含量大於 SAC105 合金的緣故,因此圖 4.2(a)銲點中的 Ag3Sn 分布數量便較之圖 4.1(a)銲點更多且密集。 圖 4.2(b)~(d) 分別為 SAC105 合金時效處理 100、500、1000 小時後 的顯微組織,圖 4.2(b)~(d)中介金屬相之 EDS 分析結果分別如表 4.6~4.8 所示。其銲錫內的 Ag3Sn 形貌亦隨著 HTS 時間的拉長,而出現聚集粗 大化且數量減少的現象,且更為明顯。如圖 4.2(c)與(d)所示,兩者間的 Ag3Sn 形貌差距不大,顯示反應時間在 500 小時與 1000 小時間的顯微 組織反應,應已達到一定的平衡。 除此之外,在 Sn-Ag-Cu 合金中值得一提的是,在迴銲後的組織中(圖
4.1(a)、圖 4.2(a)),並不易發現一般 Sn-Ag-Cu 合金裡易形成的 Cu6Sn5
相,此點為 Sn-Ag-Cu 合金與鎳基板銲接後的特色,由於 Cu 原子由銲
錫內部往接合介面擴散而與 Ni-P 基板形成(Cu,Ni)6Sn5的緣故,因此在
銲錫基地內便不易見到 Cu6Sn5相,但隨著時效時間的拉長,在圖 4.1(d)、
4.2(d)中則可見到 IMC 層上有(Cu,Ni)6Sn5 顆粒飄入銲錫內部中的跡
的介金屬化合物為 P-rich layer (富 P 層)。其形成之機制為迴銲時,融 熔的錫液與露出 Ni-P 層的基板發生液/固之界面反應,錫液中的 Sn 與 Cu 元素往接合界面擴散,Ni 元素由基板中以固相擴散進入錫液而在接 合處形成(Cu,Ni)6Sn5 介金屬化合物層,另外,由於 Ni-P 層中含有 7~10wt%的 P 元素,因此當 Ni 元素向界面反應層中擴散時 P 元素會殘 留在原處而使其濃度升高,因而在 Ni 層之上形成富 P 層,此化合物機 械性質較為硬脆,在 Lin 等人的多次迴銲研究中[39-41],富 P 層會因 Ni 層中的高 P 含量(13wt%)而在 Ni3P 之上存在多種的相,依序分別為
Ni3P、Ni5P2、Ni12P5、Ni2P,當 Ni2P 形成時,Sn 原子即可能擴散進入
其中而形成 Ni2SnP,在 Sn-Ag-Cu/Ni-P 銲接中,此 Ni-Sn-P 介金屬化合
物層的出現同時也伴隨著(Ni,Cu)3Sn4 介金屬層的剝離與銲點強度的劣
化,但在 Sn-Ag-Cu 與 Au/Pd-P/Ni-P ( ENEPIG )的銲接中,Ni2SnP 相的
形成卻是由 Pd-P 層中的 P 所提供,因為無電鍍製程的關係 Pd 中含了 2~5wt%的 P,在迴銲時,Pd 擴散進入錫液後,存在於 Pd-P 層內的 P 元素便從界面中被分離出來,隨後,P、Sn、Ni 原子在 Ni3P 之上結晶 形成 Ni2SnP[31, 37]。在圖 4.3(a)中,使用 EDS 無法確認富 P 層之上是 否存在 Ni2SnP 相。 圖 4.3(c)~(d)分別為 SAC105 合金高溫時效處理 100、500、1000 小時 後的介面組織,圖中之介金屬相之 EDS 分析結果分別為表 4.10 ~ 表
4.12 所示,圖中可見隨高溫老化時間的增長,界面介金屬化合物層的 厚度變化不大,並無增長的趨勢,與 Chen[29]的研究相符;經時效處 理 100 小時之後,如圖 4.1(c)所示,(Cu,Ni)6Sn5形狀由迴銲後的扇貝狀, 轉趨為平坦而連續的形貌;直至時效處理 1000 小時之後,如圖 4.3(d) 所示,以 SEM 觀察並以 EDS 確認,此處之界面介金屬化合物的組成, 仍為(Cu,Ni)6Sn5。
圖 4.4(a)為 SAC305 合金迴銲後的界面組織,圖中之 EDS 分析結果 如表 4.13 所示。其界面之介金屬相組成與 SAC105 銲點相同,依序分 別為 (Ni,Cu)6Sn5、P-rich 所組成。
圖 4.4(c)~(d)分別為 SAC305 合金高溫時效處理 100、500、1000 小時 後的介面組織,圖中之 EDS 分析結果分別如表 4.14~表 4.16 所示。隨
著 HTS 時間的拉長,界面組織仍維持(Ni,Cu)6Sn5、P-rich的組成、介金
屬的厚度仍無明顯可見的變化,(Ni,Cu)6Sn5、P-rich layer 之間亦無
Sn-Ag-Cu/Ni-P( ENIG )銲接中在 HTS 時間拉長後(HTS 500~1000 小時
相圖做了說明,由於是否生成(Ni,Cu)3Sn4 的關鍵取決於高溫擴散時的
銅濃度,當濃度低於 0.6wt.%,該位置的銅便只足夠生成(Ni,Cu)3Sn4相,
而在 Sn-Ag-Cu /ENEPIG 介面生成的(Ni,Cu)6Sn5相則因為其中參雜了
0.3at.%的 Pd 原子造成晶格扭曲的現象,因而阻礙上方 Cu 原子及下方
Ni 原子間的彼此擴散,使銅原子的濃度維持在 8at.%之上,而不易生成
A (a) (b) B B C A
圖 4.1 SAC105 合金經迴焊後之銲點顯微組織(a)0hr;(b)100hr;(c)500hr; (d)1000hr (c) (d) C B A A B
表 4.1 圖 4.1(a)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Pd Au A 83.42 - 6.56 10.02 (Au,Pd)Sn4 B 26.56 73.44 - - Ag3Sn 表 4.2 圖 4.1(b)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Cu Ni Pd Au A 85.35 - - - 6.85 11.59 (Au,Pd)Sn4 B 27.42 72.58 - - - - Ag3Sn C 47.28 - 31.86 20.86 - - (Cu,Ni)6Sn5 表 4.3 圖 4.1(c)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Pd Au A 80.99 - 12.81 6.2 (Au,Pd)Sn4 B 25.17 74.83 - - Ag3Sn 表 4.4 圖 4.1(d)之顯微組織 EDS 分析表
(b) A (a) B A B
(c) (d) C C A B A B
表 4.5 圖 4.2(a)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Pd Au A 80.85 - 13.89 5.26 (Au,Pd)Sn4 B 28.84 71.16 - - Ag3Sn 表 4.6 圖 4.2(b)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Pd Au A 82.8 - 12.61 4.59 (Au,Pd)Sn4 B 22.55 77.45 - - Ag3Sn 表 4.7 圖 4.2(c)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Cu Ni Pd Au A 80.05 - - - 9.62 10.33 (Au,Pd)Sn4 B 23.33 76.67 - - - - Ag3Sn C 46.33 - 31.17 22.5 - - (Cu,Ni)6Sn5 表 4.8 圖 4.2(d)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Ag Cu Ni Pd Au A 81.58 - - - 5.39 13.03 (Au,Pd)Sn4 B 24.42 75.58 - - - - Ag3Sn C 48.97 - 33.25 17.78 - - (Cu,Ni)6Sn5
A Ni(P) (a) (c) (d) (b) B B Ni(P) Ni(P) B B A A A
表 4.9 圖 4.3(a)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 76.14 23.86 Ni3P B 47.58 30.08 22.34 - (Cu,Ni)6Sn5 表 4.10 圖 4.3(b)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 78.88 21.12 Ni3P B 45.3 31.28 23.42 - (Cu,Ni)6Sn5 表 4.11 圖 4.3(c)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 74.57 25.43 Ni3P B 42.75 32.9 24.35 - (Cu,Ni)6Sn5 表 4.12 圖 4.3(d)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 77.42 22.58 Ni3P B 48.57 29.82 21.61 - (Cu,Ni)6Sn5
(a) (c) (d) (b) B A Ni(P) B A B Ni(P) A A Ni(P) B
表 4.13 圖 4.4(a)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 79.28 20.72 Ni3P B 47.09 29.87 23.04 - (Cu,Ni)6Sn5 表 4.14 圖 4.4(b)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 75.25 24.75 Ni3P B 47.85 28.36 23.78 - (Cu,Ni)6Sn5 表 4.15 圖 4.4(c)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 74.58 25.42 Ni3P B 48.81 29.53 21.66 - (Cu,Ni)6Sn5 表 4.16 圖 4.4(d)之顯微組織 EDS 分析表 量測點 元素含量 At(%) 顯微組織 Sn Cu Ni P A - - 77.67 22.33 Ni3P B 47.96 29.48 22.56 - (Cu,Ni)6Sn5
4.2 推球強度及破斷分析
本研究為探討使用 SAC105 與 SAC305 合金搭配化鎳鈀金( ENEPIG )
銲接後之銲點,經高溫儲存(HTS)測試後,銲點界面反應層和顯微組織 對接合強度的影響。將迴焊(reflow)後以及經過 150℃高溫儲存(HTS) 測試後之銲點,進行推球(Ball shear)與高速推球(HSBS)測試,並與銲點 之顯微組織及試驗後之破斷面進行交互的探討。 4.2.1 慢速推球強度與其破斷分析 (a) 推球強度 圖 4.5 為 SAC105 與 SAC305 合金在迴銲與 HTS 試驗後的推球強度 值,表 4.17 為兩合金在 HTS 試驗後的推球強度衰退比率,其中迴銲後 之 SAC105 銲點,其推球強度均值約為 263 克,經 HTS 試驗 100 小時 之後強度降為 251 克,在 HTS 500 小時之後,繼續下降為 238 克,在 HTS 1000 小時試驗後的剪切強度值持平在 237 克與 HTS 500 小時所得 之剪切強度值無太大差別,推球強度值共約衰退 10%左右。 SAC305 合金迴銲後的銲點剪切強度約為 287 克,經 HTS 100 小時之
一是在任一 HTS 時間之下 SAC305 銲點之剪切強度恆常維持在高於
SAC105 銲點的強度之上,但 SAC305 強度的衰退率大於 SAC105;二
是在 HTS 500 小時之後,兩合金的剪切強度值之衰退皆有鈍化停滯之 現象。 (b) 破斷模式 依據 JESD22-B117A 標準分類,本研究中慢速推球的破斷模式皆為 Type1;破斷於錫球內部,破斷面如圖 4.6 所示,由於此實驗中的推球 速度為 100μm/s,屬於靜態負荷的範疇,且銲錫極軟,故破斷於此處的 物理意義為銲接介面之強度高於銲錫本身之強度,且銲錫以自身的變 形釋放其所接受的應力之意。 在 Sn-Ag-Cu 合金中,Ag 元素之存在,會在銲錫內部化合成 Ag3Sn 介金屬化合物,此相對銲錫合金而言具有散佈強化之效果,因此合金 中 Ag 含量的多寡與合金本身之強度成正比,由於此處的銲點推球之破 斷模式皆位於銲錫內部,因此推知慢速推球實驗所得之剪切強度值受 銲錫合金本身之機械強度影響大,而 SAC305 合金的強度原本就高於 SAC105 合金的強度,故在本研究的推球試驗中所得的銲點剪切強度會 呈現出如此的結果。 另外,關於 HTS 試驗後銲點推球強度下降之部分,在Chuang 等人[44] 的研究中有了解釋,Sn-Ag-Cu 合金在 HTS 試驗後,銲錫基地中的 Ag3Sn
等介金屬化合物粗大化的現象,導致了銲點強度值下降的趨勢。故與 此論點相符,觀察本研究中的圖 4.1(a) ~ (c)與圖 4.2(a) ~ 圖 4.2(c),銲 點內的 Ag3Sn 介金屬化合物形貌轉為粗大化的區間,正恰為 SAC105 與 SAC305 銲點強度下降的區間。而當 HTS 500 小時後,SAC105 及 SAC305 銲點中的 Ag3Sn 形貌與尺寸的變化趨緩,在銲點之剪切強度受 銲點內部的顯微組織形貌所影響之下,表現在剪切強度值的衰退上即 出現了鈍化的現象。 至於 SAC105 與 SAC305 合金,HTS 1000 小時之後的強度衰退幅度
以 SAC305(14%)大於 SAC105(10%)的原因推測應為 SAC305 中的
Ag3Sn 數量多於 SAC105 的緣故,所以其 Ag3Sn 聚集而粗大化的改變 程度會高於 SAC105 的銲點,因此推球強度的衰退程度較之為高。 4.2.2 高速推球強度及破斷分析 銲點接合強度中我們最關心的另外尚有其接合介面的強度表現,尤 其是在高溫儲存( HTS )後的接點強度;由於高溫趨使下,易加快基材 銲墊金屬與 BGA 錫球間因原子擴散形成的介金屬化合物成長,當介金
數值[45],並使銲點破斷於其接合界面,以利於觀察接合介面的品質。 (a) 高速推球強度 圖 4.7 為 SAC105 與 SAC305 合金在迴銲與 HTS 試驗後的高速推球 強度值,其中迴銲後之 SAC105 銲點,其高速推球強度均值約為 609 克,經 HTS 試驗 100 小時之後強度值緩降為 547 克,在 HTS 500 小時 之後續降為 477 克,在 HTS 1000 小時試驗後的高速推球強度便持平在 478 克與 HTS 500 小時所得之強度值無太大差別。 SAC305 合金迴銲後的銲點高速推球強度均值為 621 克,經 HTS 100 小時後之高速推球強度緩降為 553 克,經 HTS 500 小時後之高速推球 強度值繼續緩降為 487 克,在 HTS 1000 小時試驗後的高速推球強度值 持平在 487 克與 HTS 500 小時所得之剪切強度值亦無太大差別。 由於銲錫接點並非單一的材料,其包含了銲錫、介金屬化合物層、 底層金屬基材等,受衝擊力量時,整體的破斷強度與破斷模式會受這 三者個別的結構性質與相結合處的狀況影響,在本研究中 SAC105 與
SAC305 兩合金皆為 Sn-Ag-Cu 銲錫,銲點內之組織皆由β-Sn、Cu6Sn5
與 Ag3Sn 所構成,且兩合金與基板間生成的介金屬相種類與厚度亦相
似,在組織形貌決定銲點強度之下,SAC305 合金因其銲點內 Ag3Sn
含量高於 SAC105 合金的關係,因此其合金之高速剪切強度較高。
圖 4.8 與圖 4.9 分別為 SAC105 及 SAC305 銲點破斷於介金屬化合 物界面的 SEM 照片,圖 4.8(a)為迴銲之後的高速推球破斷面,由圖中 可見到白色的殘錫與黑色的銲墊,隨 HTS 時間的增加,可見到破斷面 上殘錫的散佈由大面積的塊狀,如圖 4.8(a)所示,轉為零星的小點,如 圖 4.8(d)所示。SAC305 銲點的破斷面型態亦與 SAC105 銲點的破斷面 型態相似。 圖 4.10 為 SAC105 與 SAC305 銲點破斷於介金屬化合物界面的比例, 由圖中看來,兩合金的樣品皆隨 HTS 時間的拉長而提高了其銲墊裸露 的比例,但 SAC105 之銲點相較於 SAC305 銲點有較高的殘錫量存在 於破斷面之上,在兩樣品 HTS 500 小時之後,其破斷比例皆有穩定下 來的趨勢,比對 HTS 500 小時之後,兩合金之高速推球剪切強度值與 慢速推球強度同樣出現強度值衰退鈍化的現象,推測此應與銲錫內部 的組織變化趨緩有關。 由兩合金的彈性模數( Young’s modulus )之差異推測,此為兩合金的 破斷比例出現差距的原因,由於 SAC105 與 SAC305 銲錫皆以β-Sn 的
因此相較於 SAC105 的銲接介面處,SAC305 的銲點中之介金屬化合物
層需要承受較大的力量,故破斷於介金屬層的面積會高於 SAC105 合
金的銲點,在 Iyer[4]的研究中亦提出相似的結果,其使用了 ANSYS
模擬 SAC105/ENIG 與 SAC305/ENIG 兩材料的銲點在 Drop test 的過程
中須承受的衝擊應力,因而計算出 SAC305 的銲點在銲接介面處須較 SAC105 的銲點多承受約 15%的應力之結果。 (c) 破斷能量 圖 4.11 為銲點在高速推球測試過程中,儀器根據其所承受之剪力與 其破壞反應時間繪製而出的曲線示意圖;下方註記的能量值為此銲點 在破壞前所吸收之能量。表 4.18 為高速推球試驗之破斷強度及其反應 時間與破斷能量之平均值,圖 4.12 為 SAC105 與 SAC305 銲點破斷能 量的平均值。 由表 4.18 可知,SAC105 銲點之最大剪切強度雖較低,但其完成破 壞所需的時間卻較 SAC305 的銲點長,因此,SAC105 銲點破壞前所吸 收的能量會略高於 SAC305 的銲點,如圖 4.12 所示,且在長時間的 HTS 實驗後,更能看出兩者的差異。在材料中,其破斷的反應時間較久, 代表其抵抗破壞的能力較佳,將圖 4.12 兩合金銲點的破斷能量值與圖 4.10 兩合金破斷於 IMC 介面的比例做對照討論,可總結一結果: SAC105 銲點因含銀量較低,因而在承受應力時,可由銲點吸收較多的
能量,減低銲接介面 IMC 處須承受的應力,避免承受衝擊負載時瞬間 破斷於 IMC 處,因而具有較 SAC305 合金優秀之破壞抵抗能力。
圖 4.5 慢速推球強度
表 4.17 推球強度衰退率
SAC105
HTS Time ( hrs ) Fracture Force ( g ) decay ratio ( % )
0 262.84 —
100 250.92 4.54% 500 238.36 9.31% 1000 236.54 10.00%
SAC305
HTS Time ( hrs ) Fracture Force ( g ) decay ratio ( % )
0 287.13 —
100 255.17 11.13% 500 247.82 13.69% 1000 246.74 14.07%
(a) (b)
(c) (d)
(e) (f)
圖 4.7 高速推球強度
圖 4.8 SAC105 銲點高速推球後破斷於 IMC 界面的 SEM 照片(a) as
reflow;(b) HTS 100hr;(c)HTS 500hr;(d)HTS 1000hr 450 500 550 600 650 0 100 500 1000 HS BS She ar F or ce( g) HTS Time ( hrs ) SAC105 SAC305 (a) (c) (b) (d) Solder Solder Solder Solder
圖 4.9 SAC305 銲點高速推球後破斷於 IMC 界面的 SEM 照片(a) as reflow;(b) HTS 100hr;(c)HTS 500hr;(d)HTS 1000hr (a) (b) (c) (d) Solder Solder Solder Solder
圖 4.10 SAC105& SAC305銲點高速推球後破斷於 IMC 界面面積>50% 的比例 圖 4.11 SAC105& SAC305 高速推球過程之剪力與破斷反應時間示意圖 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 0 100 500 1000 Fr act ion of joi n ts f ai lu re in th e in te rf ace HTS Time ( hrs ) SAC105 SAC305
圖 4.12 SAC105& SAC305 高速推球破斷能量
表 4.18 高速推球試驗之破斷強度及其反應時間與破斷能量之平均值
SAC105
HTS Time ( hrs ) Fracture Force ( g ) Fracture Time ( ms ) Fracture Energy ( mJ )
0 609.25 1.29 1.60
100 546.73 0.52 1.12
500 476.95 0.33 0.77
1000 477.50 0.31 0.74 HTS Time ( hrs ) Fracture Force ( g ) Fracture Time ( ms ) Fracture Energy ( mJ )
0.00 0.20 0.40 0.60 0.80 1.00 1.20 1.40 1.60 1.80 0 100 500 1000 Fr act u re En e rg y ( mJ ) HTS Time ( hrs ) SAC105 SAC305
第五章 結論
本研究主要為探討 SAC105 合金與 SAC305 合金迴焊後經 150℃的 HTS 測試 0~1000 小時下,與 ENEPIG 表面處理基板之界面反應、顯微 組織以及銲點強度、焊點的破斷模式等差異,研究結果如下:
(1) 迴銲後,Sn-Ag-Cu/ENEPIG 的銲點界面生成 CuNi6Sn5/P-rich 的介
金屬化合物層,隨 HTS 時間之增加,銲點內之 Ag3Sn 形貌漸趨粗 大化。 (2) 慢速推球測試中,SAC105 與 SAC305 銲點之破斷模式皆破斷於錫 球內部,隨 HTS 之增加,SAC305 的剪切強度始終高於 SAC105 合 金。 (3) 高速推球測試中,銲點的破壞模式隨 HTS 時間之增加,由銲點內 破斷轉為以介面破斷模式為主,SAC305 合金之高速推球強度始終 高 於 SAC105 合 金 ,但 在延性 破斷 的比 例及破 斷能 量值 上以 SAC105 合金較 SAC305 合金優秀,顯示 SAC105 合金具有較好的 抗衝擊能力。
(4) HTS 時間對銲點顯微組織、推球強度與高速推球強度的影響,在 HTS 500 小時之後,發生鈍化的現象。

![圖 1.1 2005 至 2012 期銀價格曲線圖[2] 無鉛 銲接 工藝 設計 質量與 可靠性 成本 材料 美元(US)/盎司(ounce)](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/18.892.179.802.108.1008/圖期銀價格曲線無鉛銲接工藝設計質量與可靠性成本材料美元US盎司.webp)
![圖 2.1 Cu-Sn 二元相圖[13]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/24.892.184.797.122.934/圖21CuSn二元相圖13.webp)
![圖 2.3 Ni-Sn 二元相圖[13]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/27.892.182.765.118.907/圖23NiSn二元相圖13.webp)
![表 2.1 不同含量的錫銀銅銲錫與鎳基板的界面反應生成物[17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/28.892.173.808.163.927/表21不同含量的錫銀銅銲錫與鎳基板的界面反應生成物17.webp)
![表 2.2 常用元素之電動勢[6] 元素 電動勢 ( 還原電位) Au +1.40V Pd +0.83V Ag +0.80V Ru +0.45V Cu +0.34V H +0.00V Ni -0.25V](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/39.892.204.747.115.904/常用素之電動元素電動勢還原電位AuVPdVAgVRuVCuVHVNiV.webp)
![圖 2.5 電子構裝技術層次示意圖[25] 圖 2.6 IC 封裝之演化示意圖[26] 第四階層構裝 第一階層構裝第三階層構裝晶圓(Wafer)晶片(Chip)多晶片模組(MCM)單晶片模組第二階層構裝](https://thumb-ap.123doks.com/thumbv2/9libinfo/7879476.155158/47.892.190.795.110.1057/封裝之演化示意圖四階層構一階層構裝第三階裝晶Wafer晶片Chip多晶片模.webp)
