國 立 交 通 大 學
交通運輸研究所
博士論文
No.057
筆記型電腦產業營運模式分析與供應鏈設計
Operation Model Analysis and Supply Chain
Design for Notebook-Computer Industry
研 究 生 : 陳其華
指導教授 : 馮正民 博士
筆記型電腦產業營運模式分析與供應鏈設計
Operation Model Analysis and Supply Chain Design for
Notebook-Computer Industry
研 究 生 : 陳其華 Student : Chi-Hwa Chern
指導教授 : 馮正民 博士 Advisor : Dr. Cheng-Min Feng
國 立 交 通 大 學
交 通 運 輸 研 究 所
博 士 論 文
A Dissertation
Submitted to Institute of Traffic and Transportation
College of Management
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of Doctor of Philosophy
in
Management
September 2008
Taipei, Taiwan, Republic of China
中 華 民 國 九 十 七 年 九 月
誌 謝
謹將此論文獻給我親愛的父母、美智、亮伃、致鋼及所有關心我的親
朋好友,誠摯地感謝大家
攻讀博士學位六年期間,承蒙恩師 馮教授正民的悉心指導,不論是 在研究方向的或觀念的啟發等方面,均使我獲益良多,也因為有恩師的教 誨,本論文才能得以順利完成。博士論文計畫書口試期間,承蒙黃教授台 生、許教授鉅秉等師長惠予詳加細審並不吝提供寶貴意見;論文學位口試 時,陳教授武正、徐教授淵靜、關貿網路陳總經理振楠、黃教授台生、許 教授鉅秉等師長的指導並惠賜諸多指正意見,均使本論文更臻嚴謹,在此 謹深致謝忱。 求學期間,由衷感謝黃教授承傳、徐教授淵靜、黃教授台生、汪教授 進財、藍教授武王、陳教授穆臻及邱教授裕鈞等師長的授業與解惑。此外, 更要感謝交研所辦公室洪櫻櫻小姐及何玉鳳小姐的各項協助(從碩士到博士 求學期間)。而博班同學益三、奕文、慧娟、孟佑以及學弟彥蘅、易詩與沛 儒等不論是在學業上的相互砥礪或生活上的相互關懷,均讓我感到彌足珍 貴。 能夠以在職身份拿到博士學位更要感謝工作上的長官,包括交通部運 輸研究所 黃所長德治、吳副所長玉珍、林主任繼國、林組長國顯、王組 長穆衡、黃組長運貴、蘇副組長振維、張副組長贊育、黃副組長新薰、許 秘書蕙蘭以及運管組同仁一平、習平、佩棻、世龍、立欽、欽同、美娟、 銘韻、幸敏,由於有大家的支持、體諒與協助,我才能夠在工作之餘進入 博士班繼續深造。特別感謝運研所長官給我各種歷練與成長的舞台,並讓 我得以在工作之餘順利完成學業。 博士論文撰寫期間,我最敬愛的父母親給予永恆不變的殷殷關懷與生 活上的扶持;岳父及岳母(雖然您在天堂,願藉此告慰慈祥的您)在精神上支 持與鼓勵;美智在我碩士班時相識與結合,更進而督促我取得博士學位, 無怨無悔的操持所有家務,照顧亮伃、致鋼,使我在修業期間無後顧之憂, 能夠與摯愛家人一起分享這些成果,本論文的完成也才有真正的意義。 最後願將此論文獻給我親愛的家人以及時時關心我的親朋好友!陳其華
謹誌
民國九十七年九月
Acknowledgements
The immense gratitude is given to my doctoral adviser, professor Cheng-Min Feng, for his patient instruction and endless encouragement. Special thanks are also given to the committee during my dissertation defense, without their penetrating and helpful opinions, this dissertation can not be completed. Moreover, I appreciate all the professors in the doctoral program, due to their edifying tuition; the research abilities of mine can hence be improved. And finally, I would like to appreciate my parents and wife, owing to all your support and love to give me a fulfilled Ph.D. study life.
Chi-Hwa Chern
National Chiao Tung University Taipei, Taiwan September, 2008
筆記型電腦產業營運模式分析與供應鏈設計
學生 : 陳其華 指導教授 : 馮正民 博士
國立交通大學 交通運輸研究所
摘要
國內筆記型電腦產業在全球市場中佔有重要地位,長久以來為各國際品牌 廠商重要的生產代工夥伴,憑藉優異的產品品質、設計能力及快速因應市場變化 之作業彈性,在全球筆記型電腦供應鏈益發扮演舉足輕重之角色,從過去僅為供 應鏈製造商逐步轉變為提供國際品牌廠商全面性供應鏈解決方案之事業夥伴。筆 記型電腦產業之全球供應鏈營運模式係由商業模式(OEM/ODM)及流程模式 (BTF/BTO/CTO)所構成,本研究首先針對不同營運模式加以分析,透過國內領導 廠商調查作業與深度訪談,藉以瞭解不同營運模式之共通特性與差異性。調查內 容主要針對供應鏈內涵設計「供應鏈營運目標」、「供應鏈管理效率」、「關聯產業 策略聯盟」及「物流設施區位選擇」等四個層面之重要影響要素,針對各要素重 要程度調查結果透過灰關聯分析定義現行各種不同營運模式之關鍵要素群並建 立其對應之參考模式,進一步探討其特性異同點,透過營運模式探討與分析,將 有助於供應鏈佈局之策略應用。 全球筆記型電腦競爭非常激烈,為縮短產品供應之前置時間及快速回應市 場差異化需求以因應市場挑戰,國際品牌廠商與國內代工廠商將更著重於建立更 加整合與協調之營運模式。為了爭取國際品牌廠商穩定的訂單,驅使國內代工製 造商努力重新建構其供應鏈體系,俾取得競爭優勢且充分支援國際品牌廠商面對 市場挑戰,其中如何妥適進行供應鏈佈局為國內代工製造商所面臨之重要課題之 一。供應鏈規劃模式可區分為策略面規劃模式及營運面規劃模式二大類,過去相 關文獻中針對此二類模式均有相當的探討與觀點提出,惟僅少部分文獻針對策略 面與營運面規劃關係進行概念性探討,在規劃模式的整合上則較少觸及。本研究 將以國內筆記型電腦產業支援國際品牌廠商之供應鏈營運特性與發展趨勢分析 為基礎,藉由策略與營運互動關係探討,提出整合型多目標供應鏈設計模式概 念,同時於模式中考量策略面規劃與營運面規劃課題,充分反映在供應鏈設計上 策略面與規劃面之相互影響關係。供應鏈各環節之不確定性對企業而言為一必須正視之關鍵課題,對於實務 供應鏈管理績效分析上亦產生相當的影響,在供應鏈設計之規劃作業上應予納入 考量,本研究於模式建構中引用彈性之概念,以反映製造商吸收生產與市場需求 不確定性之能力。該供應鏈設計模式係以探討策略面規劃決策與營運面規劃決策 間之權衡關係為基礎,藉以尋求合理之供應鏈佈局型態,並透過多目標決策分析 方法建立一多面向之供應鏈績效(包括供應鏈成本、顧客服務水準、生產彈性與 配送彈性等)衡量系統。本研究提出之供應鏈設計模式將有助於國內代工筆記型 電腦廠商進行有效率及彈性之供應鏈佈局,並可應用於選擇及評估不同之供應鏈 佈局方案。 關鍵詞 : 灰關聯分析、供應鏈設計、筆記型電腦產業、多目標決策分析
Operation Model Analysis and Supply Chain Design for
Notebook-Computer Industry
Student: Chi-Hwa Chern Advisors: Dr. Cheng-Min Feng
Institute of Traffic and Transportation
National Chiao Tung University
ABSTRACT
The operational models of global supply chain primarily include the business model (OEM/ODM) and the process model (BTF/BTO/CTO). This research aims to understand the specific characteristics within different operational models used to achieve firm operational targets. An empirical study in Taiwan is illustrated through the questionnaires and depth-interviews. The Data were collected by means of in-depth interviews with senior managers in the relevant area in 12 notebook computer manufacturers in Taiwan. In the Interviews we asked the managers in terms of 4 dimensions inclusive of “supply chain targets”, “supply chain management efficiency”, “strategic alliance” and “logistics facility locations”, totally there are 64 initial factors, which they used to analyze and compare each of six main operational models, and thus to help them decide whether or not they should use the model in their attempts to achieve their various targets. Grey Relation Analysis (GRA) method is used to identify the key factors in global supply chain; different factors stresses in different operational models are chosen and comprise reference models reflecting practical global operations. These reference models provide more concrete description of the differences in global operational decisions. The hidden knowledge of the cooperative relationship between manufacturers and multinational brand companies can then be systematically described. These findings could be helpful to further strategic analysis.
More integrated and coordinated operations are necessary for contract manufacturers and multinational Brands in shortening lead-time and quickly responding to customers’ needs. These challenges drive Taiwanese manufacturers to make efforts to redesign the supply chain for the purpose of gaining successive advantages in global operations. Supply chain can be divided into strategic level and operational level. Models had been developed for optimizing supply chain operations at these two levels. Supply chain literature reveals a gap in the integration of strategic and operational supply chain models. Strategic and operational considerations have not been extensively discussed and integrated in a comprehensive way of thinking and
model formulation. In this research, the characteristics and developments in different supply chain models are introduced based on the coordination between contract manufacturers and multinational brand companies. Based on the key factors selected from different operational models, we further explore the interactive activities and developing trend in global operations in a comprehensive way of thinking. Concepts of an integrated multi-objective supply chain design model are developed for simultaneously considering strategic-level and operational-level planning. Decisions in strategic-level planning have direct impacts on operational-level planning, and vice versa.
As an extremely challenging but significant issue in SCM, uncertainty represents a primary difficulty in the practical analysis of supply chain performance. Supply chain planning should address flexibility, reflecting the ability to absorb uncertainty from randomness in material/product supply and market demand. This research proposes a supply chain design model based on the decisions tradeoffs in strategic-level and operational-level planning. Multi-objective decision analysis is performed so that a performance measurement system based on cost, customer service levels (fill rates), and Flexibility (volume or delivery) can be adopted. This measurement system provides more comprehensive measurement of supply chain system performance. The proposed model herein helps in (1) the design of efficient, effective, and flexible supply chain systems and (2) the evaluation of competing supply chain for the notebook-computer industry.
Keywords: Grey Relational Analysis (GRA), Supply Chain Design,
TABLE OF CONTENT
Chapter 1 Introduction ………..
11.1 Research Background……… 1
1.2 Motivation and Objectives……… 2
1.3 Problem Analysis and Research Issues………. 4
1.4 Dissertation Framework……… 5
Chapter 2 Literature Review ……….
7
2.1 Grey Relational Analysis Method………. 7
2.2 Supply Chain Flexibility………... 8
2.3 Supply Chain Models……… 9
2.4 Review Comments……… 11
Chapter 3 Operational Characteristics of Taiwanese
Notebook-Computer Industry ………..
133.1 The Role of Taiwanese Notebook-Computer Industry in Global Market………... 13
3.2 Characteristics of Different Operational Models……….. 14
3.3 Development in Supply Chain Model………... 18
3.4 Supply Chain Configuration in Notebook-computer Industry…….. 19
Chapter 4 Key Factors Used by Notebook-Computer Contact
Manufacturers ………..
224.1 Conceptual Framework………. 22
4.2 Key Factors Selected from Each Dimension in Different Models… 25 4.3 Conclusion Remarks………. 30
Chapter 5 Conceptual Framework in Supply Chain Design …….
325.1 Scope and Assumptions………. 32
5.2 Tradeoffs in Strategic-level and Operational-level Planning……… 33
5.3 Critical Issues in Conceptual Model Structure……….. 35
Chapter 6 Modeling and Application in Supply Chain Design ….
39 6.1 The Strategic-level Planning Model……….. 396.2 The Operational-level Planning Model………. 42
6.4 Numerical Example and Model Performance………... 52
Chapter 7 Conclusions and Suggestions ………...
587.1 Research Findings………. 58
7.2 Managerial Implications and Suggestions……… 60
BIBLIOGRAPHY ……….
62Appendix A : Questionnaire ………..
Ap-1LIST OF FIGURES
Figure 1.1 Flow-Chart of Dissertation………... 6 Figure 3.1 Relationship between Materials and Distribution Management….. 15 Figure 3.2 Process in Different Operational Models………. 17 Figure 3.3 Progressive Track in Supply Chain Operational Models…………. 19 Figure 3.4 Supply Chain Configuration in BTO Model……… 20 Figure 3.5 Supply Chain Configuration in CTO+TDS Specific Model……… 20 Figure 3.6 Supply Chain Configuration in BTO/CTO General Mode………... 20 Figure 3.7 Supply Chain Configuration in BTO/CTO+DS Model……… 21 Figure 4.1 Conceptual Framework for Analyzing Key Factors in
Notebook-computer Manufacturers………. 22 Figure 4.2 Factor Set in Different Dimensions……….. 23 Figure 4.3 Key Factors Relational Structures in Different Operational Models 27 Figure 5.1 Conceptual Framework of NB Supply Chain………... 32 Figure 5.2 Tradeoffs between Strategic-level and Operational-level Planning. 34 Figure 5.3 Conceptual Structure in Strategic-level Planning Model…………. 36 Figure 5.4 Interactive Relationships between Each Control Sub-model……... 37 Figure 6.1 Interactive Relationships in Operational Parameters……… 50 Figure 6.2 The Strategic-Operational Optimization Solution Algorithm……... 51 Figure 6.3 The Total Cost - Volume Flexibility Index Curve……… 54 Figure 6.4 The Total Cost - Customer Service Index Curve………. 55 Figure 6.5 The Total Cost - Delivery Flexibility Index Curve……….. 55
LIST OF TABLES
Table 3.1 Global Market Share of Taiwanese Notebook-computer
Manufacturers……… 14
Table 3.2 Activities Involved in Various Operational Models………... 17
Table 3.3 Differences in BTF, BTO and CTO Models in Taiwan……….. 18
Table 4.1 Operational Model Classifications in Taiwan……… 25
Table 4.2 Weighted Value of Each Factor in The Dimension of “Supply Chain Targets”……… 26
Table 4.3 Common Factors and Different Factors Stressed in Different OEM models……… 28
Table 4.4 Common Factors and Different Factors Stressed in Different ODM models……… 29
Table 6.1 Notations for Strategic-level Planning Model……… 41
Table 6.2 Notations for Operational-level Planning Model………... 44
Table 6.3 The Performance Index and SC Configuration for The Example Scenarios……… 52
Table 6.4 Numerical Example Summary Results (Sensitivity Analysis)……... 53
Chapter 1 Introduction
1.1 Research Background
Modern enterprises face almost unpredictable impacts from globalization, technology innovation, short product lifecycle, high operational cost and market demand diversity. Such impacts force enterprises to involve in a highly competitive environment. Product supply speed and product quality have become the critical competences in the need of global operations. The operational targets of enterprises commonly refer to right product in the right time and right place delivered to right customer. That means a successful modern business model must depend on the cooperation and coordination in different regional markets, and even vertical and horizontal integration in relative industries. Enterprises need to establish a flexible, speed-oriented and competitive operational model for the purposes of reducing the operational risk and cost through the whole supply chain. The abilities in logistics management and supply chain management have become critical in global competiveness.
The notebook-computer industry is one of the high-tech industries in Taiwan. Innovative global supply chain management operations are critical for Taiwanese manufacturers aspiring to work in multinational business activities. However, the multinational brand companies play the leading roles in the global market of notebook-computer. Taiwanese contract manufacturers are extremely advantageous on OEM and ODM business model in supporting brands’ global operations. The proportion of made-in-Taiwan notebook-computers keeps increasing in global market share. Taiwanese contract manufacturers have been the brands’ most important partners in global supply chain operations. In addition, the contract manufacturers’ process model also changes from Build-to-Forecast, Build-to-Order and Configuration-to-order following the brand’s global operational strategies. With this tendency, contract manufacturers need to alter and establish a competitive global supply chain structure for the purpose of responding clients’ needs/requirements quickly and achieving superior global supply chain management performance.
OEM/ODM contract manufacturing is the major business model in Taiwanese notebook-computer industry. The functionalities of contract manufacturers are not only in constructing supply-production system, but also extending to production-distribution and inventory-distribution systems. The role of Taiwanese manufacturers in global supply chain changes from contract manufacturing to total
solution provider because that the multinational brands pay much more attentions on marketing and customer-relationship management. The logistics activities in procurement, production and distribution have to rely on the efficient and flexible supply chain structure established by Taiwanese leading contract manufacturers.
Different business model combined with various process models form different operational models. It is very important for decision makers to clearly identify the supply chain structure and operational performance in satisfying and supporting multinational brands’ global operations. In the face of globalization, decision makers of contract manufacturers need to understand the key characteristics within the existing operational models. Such understanding will equip them to make effective managerial decisions regarding global operations and accommodate themselves to the dynamically changing business environment. On the other hand, any decision in strategic level will have direct impacts in operational level from the views of practical operations. Therefore, there exists the trade-off relationship between supply chain structure and supply chain performance.
In the future, global notebook-computer market will be dominated by multinational brands as usual. OEM/ODM contract manufacturing is still the major business model. However, following the tendency of brands much focusing on the aspects of potential market exploitation, brand marketing and customer-relationship management, the contract manufacturers must have the ability to dominate the whole supply chain. The relationship between Taiwanese contract manufacturers and multinational brands must be more closely. The design of better supply chain configuration consider the operational performance simultaneously would be beneficial to the development of Taiwanese notebook-computer contract manufacturers for keep receiving multinational brands’ contract manufacturing orders.
1.2 Motivation and Objectives
Global competition, short product life cycle, assets concentration and demand diversification are major challenges to notebook-computer industry. Multinational Brands keep playing the leading roles in global market. Supply chain configurations also keep changing in last decades for the purpose of quick response to customers’ needs and cost reduction. Such tendency makes contract manufacturers in Taiwan to pay more contribution in global supply chain operations. To build competitive advantages in supply chain process control and efficient logistics infrastructure
configuration, contract manufacturers can keep gaining the Brands’ orders.
In the past, “Build To Forecast (BTF)” model make these contract manufacturers have excellent OEM/ODM abilities and win the growing global market share. Now, most of leading Taiwanese notebook-computer manufacturers has been developing “Build To Order (BTO)” model and actively extend it into “Configure To Order (CTO)” model. There exists intensively cooperation and coordination in supporting multinational Brands’ global operations. The nature of supply chain management (SCM) is pursuing the cooperative efficiency and effectiveness. In recent years, Brand Companies focus on the achievements of “zero touch” and “one-stop shopping” for lead-time shortening and cost reduction. That means contract manufacturers are authorized to products final configuration and distribution instead of original contract manufacturing. They will predominate over the process and activities of procurement, production and distribution under the cooperation with multinational Brands.
In order to meet the dynamic changing business environment, decision makers of contract manufacturers are required to understand what are the key factors and characteristics within existing operation models of supply chain management. It is often not easy to obtain complete business data to explore the different operation models and the factors that affecting the choice of these models. This study will conduct survey and to identify the reference model in which a set of factors and their effects could be obtained from the respondents in Taiwanese leading contract manufacturers. The reference model could provide valuable information to decision makers to make quick and wise decision in the changeable business environment.
Uncertainty is one of the most challenging but important problems in SCM. It is a primary difficulty in the practical analysis of supply chain performance. Supply chain flexibility, reflecting the ability to absorb uncertainty from randomness in material/product supply and market demand should be taken into consideration in supply chain planning. In this study, the concepts of an integrated multi-objective supply chain model are further developed based on the analysis of previous reference models. Then a supply chain design model that facilitates simultaneous strategic and operational planning is proposed. This model incorporates production, delivery, and demand uncertainty, and provides a suitable performance measure by using a multi-objective analysis for the entire SC network. The proposed model will be valuable for designing efficient, effective, and flexible supply chains and for assessing competing SC networks.
1.3 Problem Analysis and Research Issues
Excellent process control and products quality make Taiwanese contract manufacturers enable continuing growth in global notebook-computer market share via cooperation with multinational brands. More integrated and coordinated operations are required in shortening lead-time and responding quickly to customers’ needs. These challenges motivate Taiwanese manufacturers to make efforts to redesign the supply chain in order to gain successive advantages in global operations and satisfy the multinational brands needs.
Supply-production, production-distribution, and inventory-distribution systems have been examined for many years with most studies focusing only on a single component of the overall supply-production-distribution system, such as procurement, production, transportation, or scheduling. Limited progress has been made towards integrating these components in a single supply chain. Supply chain management (SCM) can be divided into strategic and operational levels. Models have been presented for optimizing supply chain operations at each of these levels. Strategic optimization models determine the most cost-effective location of facilities, flow of goods throughout the supply chain, and assignment of customers to distribution centers. Operational optimization models focus on determining the safety stock for every product at each location, the size and frequency of the product batches that are replenished or assembled, the replenishment transport and production lead times, and the customer service levels. However, these strategic optimization models do not attempt to identify the impacts in operational parameters such as required inventory levels, and customer service levels. Based on the purpose of exploring the influential factors in supply chain design and developing a integrated model for Taiwanese notebook-computer contract manufacturers, the research issues are included in the following:
Issue 1: To explorer and analyze the key factors emphasized by different operation model. The operation models of supply chain mainly include the business model (OEM/ODM) and the process model (BTF/BTO/CTO). The reference model of different operation model is developed to represent the critical factors’ structure in each aspect of supply chain activities.
Issue 2: To develop a conceptual framework in supply chain design, based on the tradeoffs identification between the decisions in strategic-level planning and operational-level planning. Such concepts are established in the views of notebook-computer contract manufacturers.
model. Multi-objective decision analysis is performed so that a performance measurement system based on cost, customer service level (fill rate), and flexibility (volume or delivery) can be adopted.
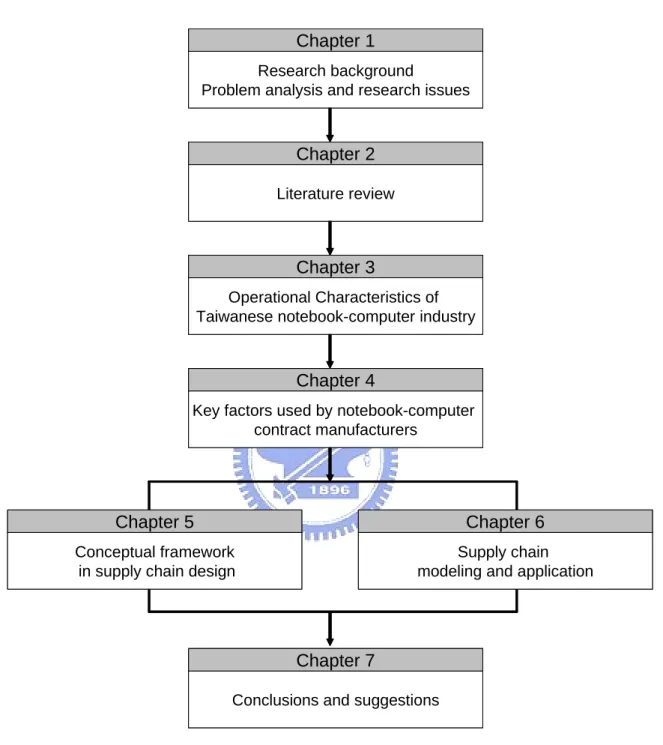
1.4 Dissertation Framework
This dissertation is organized as follows. Chapter 1 is the introduction, which gives an overview of this research in terms of background, motivation and objectives, problem analysis and research issues, and the framework of this dissertation. Chapter 2 contains a briefly review of past researches for grey relational analysis method, supply chain flexibility, and supply chain models. Chapter 3 explores the operational characteristics of Taiwanese notebook-computer industry, the developments in supply chain model, and supply chain configuration in different operational model. Chapter 4 analyzes key factors used by notebook-computer contract manufacturers with reference to different operational model. In Chapter 5, a conceptual framework in supply chain design is developed to represent how the decision in strategic-level gives direct impacts in operational-level. Chapter 6 focuses on supply chain modeling and application. An integrated multi-objective supply chain design model is proposed to clearly define the impacts in operational performance from reconfiguration in the supply chain. The final chapter concludes the research and provides suggestions for future empirical studies. The flow chart of this dissertation is shown in Figure 1.1.
Figure 1.1 Flow-chart of Dissertation Chapter 1
Research background
Problem analysis and research issues
Chapter 2
Literature review
Chapter 3
Operational Characteristics of Taiwanese notebook-computer industry
Chapter 4
Key factors used by notebook-computer contract manufacturers
Chapter 5
Conceptual framework in supply chain design
Chapter 6
Supply chain modeling and application
Chapter 7
Conclusions and suggestions
Chapter 1
Research background
Problem analysis and research issues
Chapter 2
Literature review
Chapter 3
Operational Characteristics of Taiwanese notebook-computer industry
Chapter 4
Key factors used by notebook-computer contract manufacturers
Chapter 5
Conceptual framework in supply chain design
Chapter 6
Supply chain modeling and application
Chapter 7
Chapter 2 Literature Review
2.1 Grey Relational Analysis Method
Grey theory, proposed by Deng in 1982, is an effective mathematical means to deal with systems analysis characterized by incomplete information. Grey relation refers to the uncertain relations among things, among elements of systems, or among elements and behaviors. The relational analysis in the grey system theory is a kind of quantitative analysis for the evaluation of alternatives. Grey theory is widely applied in fields such as systems analysis, data processing, modeling and prediction, as well as control and decision-making (Deng, 1989; Fu et al., 2001; Liang, 1999).
Due to the presence of incomplete information and uncertain relations in a system, it is difficult to analyze it by using ordinary methods. On the other hand, grey system theory presents a grey relation space, and a series of nonfunctional type models are established in this space so as to overcome the obstacles of needing a massive amount of samples in general statistical methods, or the typical distribution and large amount of calculation work. The mathematics of GRA is derived from space theory by Deng (1988). The purpose of grey relational analysis is to measure the relative influence of the compared series on the reference series. In other words, the calculation of GRA reveals the relationship between two discrete series in a grey space. According to the definition of grey theory, the grey relational grade must satisfy four axioms, including norm interval, duality symmetric, wholeness and approachability (Feng and Wang, 2000; Wang et al., 2004; Lin et al., 2007).
Let X be a decision factor set of grey relations, x0∈X the referential sequence,
and xi ∈X the comparative sequence, with x0
( )
k and xi( )
k representing,respectively, the numerals at point k for x and 0 x . If i γ
(
x0( ) ( )
k ,xi k)
and(
x ,0 xi)
γ are real numbers, and satisfy the given four grey axioms, then we call
( ) ( )
(
x0 k ,xi k)
γ the grey relation coefficient of these factors in point k, and the grade of grey relation γ
(
x ,0 xi)
is the average value of γ(
x0( ) ( )
k ,xi k)
. Deng alsoproposed a mathematical equation, which satisfies the four axioms of grey relation, and for the grey relation coefficient is expressed as
( ) ( )
(
)
( )
( )
( )
( )
( )
( )
( )
( )
, max max max max min min , 0 0 0 0 0 k x k x k x k x k x k x k x k x k x k x i k i i i k i i k i i − + − − + − = ς ς γ (1) Where x0( )
k −xi( )
k =∆i( )
k ,And ς is the distinguished coefficient
(
ς∈[ ]
0,1)
. 1. Norm interval(
x xi)
≤ ∀k(
x xi)
= iff x = xi < 0 , 1, ; 0 , 1, 0 0 γ γ ; (2)(
)
φγ x0 ,xi =0, iff x0 ,xi ∈ Where φ is an empty set. (3) 2. Duality symmetric
(
x y) (
y x)
iff X{
x y}
X y x, ∈ ⇒ γ , =γ , , = , . (4) 3. Wholeness(
xi , xj) (
≠γ xj , xi)
, iff X ={
xi i=0,1,2,...,n}
, n>2 γ . (5) 4. Approachability( ) ( )
(
x0 k ,xi k)
γ decreasing along with
(
x0( )
k −xi( )
k)
increasing.(6) GRA calculations compare the geometric relationships between time series data in the relational space. In other words, the grey relational grade represents the relative variations between one major factor and all other factors in a given system. If the relative variations between two factors are basically consistent during their development process, then the grey relational grade is large and vice versa. Thus, the relational grade between two sequences can be expressed by dividing the relational coefficient by its average value, in order to show the whole relationship for the system.
2.2 Supply Chain Flexibility
Each of the preceding supply chain models is deterministic, but in reality, Supply chain lie in an uncertain environment. Uncertainty is associated with customer demand, and internal and external supply deliveries throughout the SC. The following literatures try to capture the uncertainty of the supply chain environment based on the flexibility consideration.
competitiveness in such a complex and turbulent marketplace (Upton, 1994). Flexibility becomes particularly relevant when the whole supply chain is considered, consisting of a network of supply, production, and delivering firms (Christopher, 1992). In this case, many sources of uncertainty have to be handled, such as market demand, supplier lead time, product quality, and information delay (Giannoccaro et al., 2003). Flexibility allows to switch production among different plants and suppliers, so that management can cope with internal and external variability (Chen et al., 1994).
Flexibility is a complex and multidimensional concept, difficult to summarize (Upton, 1994; Gupta and Buzacott, 1996). According to a broad definition, flexibility reflects the ability of a system to properly and rapidly respond to changes, coming from inside as well as outside the system. Referring to the several papers which have proposed useful taxonomies, different aspects of flexibility can be outlined, such as functional aspects, i.e. flexibility in operations, marketing, logistics, etc. (Kim, 1991), hierarchical aspects, i.e. flexibility at shop, plant or company level (Gupta, 1993; Koste and Malhotra, 1999), strategic aspects, centered on the strategic relevance of flexibility (Gerwin, 1993). From an operational perspective, however, the most interesting aspect of flexibility is probably the one concerning the object of change, i.e. flexibility of product, mix, volume, etc. (Vokurka and O’Leary-Kelly, 2000).
2.3 Supply Chain Models
The supply chain (SC) has been viewed as a network of facilities that performs the procurement of raw material, the transformation of raw material to intermediate and end products, and the distribution of finished products to customers. These facilities consist of production plants, distribution centers, and end-product stockpiles. They are integrated in an interactive network that a change in any one of them affects the performance of others. Substantial studies have been done in the field of optimal SC control. Various SC strategies and different aspects of SCM have been illustrated in the literature.
A. Deterministic Supply Chain Models
The production/distribution model (PILOT) of Cohen and Lee (1987) is global, deterministic, periodic, mixed integer mathematical program with a nonlinear objective function. This model extends the classic, multi-commodity distribution system model of Geoffrion et al. (1978). PILOT is concerned with the global supply
distribution centers, material (raw material, intermediate, and finished products) flows, plant production volumes, and the allocation of customers to distribution centers. Cohen and Moon (1990, 1991) use PILOT to investigate the effects of certain variables (unit transport costs and plant fixed cost) on the optimal supply chain structure. The objective function minimizes total cost subject to constraints on demand, raw material supply, production and distribution center (DC) capacities, production- distribution network structure, and customer location.
Cohen and Lee (1988) introduce a deterministic, non-linear model that uses a cost objective that considers before- and after-tax profitability. The authors also add trades balance constraint to the model because in some countries where exist a minimum level of manufacturing inside these countries for gaining entry into their markets. The major contribution of this model is the inclusion of fixed vendor costs and trade balance constraints. Robinson et al. (1993) develop a mixed-integer programming, cost function model for a two-echelon un-capacitated distribution location problem. The authors provide sensitivity, cost-service tradeoffs, and what-if analyses to clarify all major costs and service tradeoffs. A fixed-charge network programming technique is used to determine the best shipment routings and shipment size through the distribution system.
Camm et al. (1996) provide an interactive tool for re-engineering P&G's North American product sourcing and distribution system. The authors use a decomposition approach to divide the overall SC problem into two easily-solved sub-models: an ordinary un-capacitated distribution location mix integer model and transportation linear model. Near-optimal solutions are generated to help in coupling the two sub-models. Voudouris (1996) presents a mixed integer linear programming model to streamline operations and improve the scheduling process, while avoiding material stock-out or resource violation for a formulation and packaging chemical plant. The objective function is formulated to maximize flexibility, which is represented by capacity slacks, to absorb unexpected demand.
B. Stochastic Supply Chain Model
Cohen et al. (1986) presented a non-linear, stochastic, multi-echelon inventory model to identify the optimal stocking policy for a spare parts stocking system, based on accomplishing an optimal trade-off between holding costs and transportation costs, subject to response time constraints. Among the unique features of this service system include low demand rates, a complex echelon structure, and the existence of emergency shipments to comply with unforeseen demand. Cohen
and Lee (1988) presented a stochastic optimization supply chain model that applies raw material, production, inventory, and distribution sub-models. All locations utilize (s, S) or (Q, R) control policies. A decomposition approach is adopted to optimize each sub-model individually. These sub-models are linked together by target fill rates, but these sub-models are not optimized simultaneously. In this work, the network in this study is restricted to a single manufacturing site.
Lee and Billington (1993) presented a stochastic heuristic model for managing material flows in decentralized supply chains by determining either stock levels subject to a target service level (the fill rate) or the service level performance in given stock levels. The authors assume a pull-type, periodic base stock inventory system and a normally distributed demand pattern. Newhart et al. (1993) presented a two-phase design model to help access various production/inventory location strategies. The first phase employs mathematical programming and heuristic techniques to minimize the number of product types. The second phase employs a spreadsheet inventory model to estimate the minimum safety stock based on the service level, demand level, lead-time, demand variability, lead-time variability, and product size flexibility. Finally, capital investment and competitors' strategies are also addressed before finally recommending the best strategy.
Lee and Feitzinger (1995) examined the impacts of postponement strategy on SC cost. They presented a simplified analytical model to locate the optimal decoupling point, which means the point of product differentiation, by minimizing the cost function. The problem addresses a supply chain with one factory serving multiple distribution centers (DC). The authors concluded, from the case example, that the inventory level is the main factor in locating the product configuration (decoupling) point, dwarfing the fixed costs of enhancing DC postponement capabilities.
2.4 Review Comments
The existing SC literature identifies a gap in the development of comprehensive supply chain models. Models that assume that demand is stochastic (Cohen et al.,1986; Lee and Billington, 1993; Lee and Feitzinger, 1995) either consider only two echelons or consider the operational level of the supply chain exclusively. Other models that deal with larger networks at the strategic level do not consider supply chain uncertainty. Other important observations that can be obtained from the existing literature review are:
represented by capacity slacks of operational resources, although these slacks are the only performance measure used.
All strategic-level models are deterministic (Cohen and Lee, 1987; Cohen and Moon, 1990, 1991; Geoffrion et al., 1978 and Robinson et al., 1993). All deterministic models have been established either for optimizing SC cost alone or maximizing profitability. Other performance measures are not considered.
Strategic and operational considerations have not been extensively discussed and integrated in a comprehensive way of thinking and model formulation.
Despite flexibility and SC management have been among the leading concerns of operations managers for several years, there are not many specific studies on the SC flexibility in the literature.
Chapter 3 Operational Characteristics of Taiwanese
Notebook-Computer Industry
3.1 The Role of Taiwanese Notebook Industry in Global Market
Excellent process control in manufacturing and products quality is the most important competitive advantages for Taiwanese firms in the global notebook-computer market. These characteristics have driven the continue growth of Taiwanese notebook firms and helped them achieve a 74.7% global market share through cooperation with major international brands such as HPQ, Dell, IBM, Fujitsu, NEC, Sony, Acer, Apple, and Gateway which together have a combined market share of 80%. OEM/ODM (OEM is an abbreviation of “Original Equipment Manufacturing” and ODM is an abbreviation of “Original Design Manufacturing”) are the main business models in Taiwan and together account for 94% of domestic production volume. Table 3.1 shows the global market share of Taiwanese notebook-computer manufacturers. Such manufacturers play an important role in supporting multinational brands in their global logistics operations due to their flexibility, efficiency and quality.
Facing a changeable and competitive global market, Taiwanese notebook-computer manufacturers must establish strong competences to satisfy the different requirements of multinational brands in terms of global logistics. Simultaneously, how to reduce the costs associated with purchasing, manufacturing, assembling, warehousing and marketing is also important. Differentiated strategies need to be implemented to integrate and support the global supply chain operations of global brands. This study attempts to distinguish the key factors involved in different dimensions of global operations by using this complicated system. Nevertheless, factors respected by decision makers among global supply chain operations involve intricate interrelations. Thus, an empirical study of 12 notebook-computer manufacturers located in Taiwan is illustrated through the questionnaires and depth-interviews to gain more comprehensive information. Additionally, a conceptual reference model based on factor relational structure is formulated to identify the links with global supply chain operations.
Table 3.1 Global Market Share of Taiwanese Notebook-Computer Manufacturers Unit: 1,000 items Years 1998 1999 2000 2001 2002 2003 2004 2005 Production Volume in Taiwan 6,088 9,710 12,707 14,161 18,380 25,240 34,654 41,779 Global Market Demand 15,610 19,816 24,437 25,747 30,033 37,857 47,372 55,907 Global Market Share of Taiwan 39.0% 49.0% 52.0% 55,0% 61.2% 66.7% 73.1% 74.7%
Source: Market Intelligence Center, http://mic.iii.org.tw/index.asp
3.2 Characteristics of Different Operational Models
Based on the in-depth interviews with key managers, this section summarizes the characteristics of existing operational models. The various operational models adopted by notebook-computer manufacturers are characterized using their business and process models. The business model reflects the relationship focused on creating value-added activities between manufacturers and multinational brand companies. OEM and ODM are the main business models adopted by notebook-computer manufacturers in Taiwan. In the case of the OEM model, manufacturer production planning is conducted based on brand company directions such as material selection, product specifications and processing control to satisfy customer needs. Generally, OEM manufacturers are generally not involved in marketing. The advantages of OEM manufacturers derive from low manufacturing cost and flexibility in mass customization. ODM manufacturers are responsible for new product design and manufacturing according to brand company needs and requirements. After receiving orders from brand companies, the process of procurement, manufacturing, assembling and delivering is re-arranged and re-integrated. The advantages of ODM firms derive from their abilities in product design and process integration, but these R&D investments are characterized by high risk.
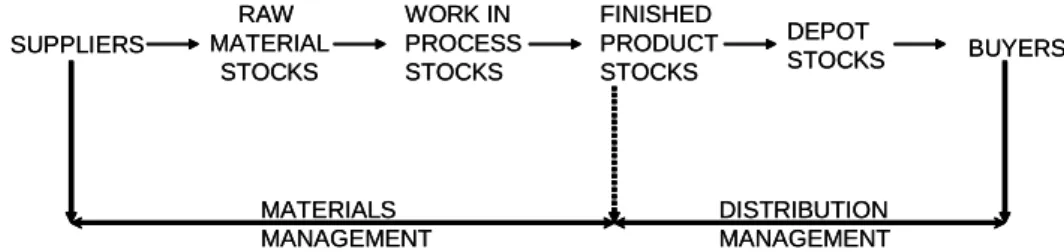
Process model types are strongly connected to the relationship between materials management based on MRP (material requirements planning) and distribution management activity based on DRP (distribution requirements planning). Figure 3.1 represents relationship between materials and distribution management.
The buffer between the two functions is a major stock point. Downstream (to the right) no further stock besides demand would be held and upstream (to the left) stock would be held only if it is economically justified to do so. Distribution activity is frequently driven by brand company orders, while materials management activity is driven by a demand forecast. The major stock point can be termed the decoupling point, since it decouples order and forecast driven activity. The decoupling point can
also change depending upon market requirements/needs and product characteristics/features. Market requirements/needs dictate delivery times and required reliability, while product characteristics dictate throughput time during production and distribution. The different positions of major stock points result in different process models.
Figure 3.1 Relationship between Materials and Distribution Management
Process models are characterized by process arrangements and integrations. These models can be seen as manufacturer’s internally operational control. Process control efficiency results in competitive advantages in the dimensions of cost, quality, speed and flexibility. BTF (Build To Forecast), BTO (Build To Order) and CTO (Configure To Order) are the main process models employed in Taiwan. Manufacturers implementing the BTF model directly deliver products to buyers from finished-product stock point, the position of decoupling point, after receiving orders. Manufacturers perform material purchasing and production process planning based on market forecasts to increase production efficiency and reduce inventory costs. Finished products are produced and delivered to stock. Manufacturers implementing the BTO model activate the production process after receiving buyer orders. First purchase partial materials according to buyer demand forecasts and then purchase other materials and components after confirming those orders. All products are manufactured according to buyer requirements/needs. Only raw materials and components based on MRP are held in stock. Upon receiving brand company orders, products are manufactured and then shipped. No stock of finished products is held. Manufacturers implementing the CTO model emphasize the differentiate components being finally configured to buyers’ orders. The stocks are held during work in process. No finished product stock is held. The manufacturing process can be separated into two parts. First, general types of semi-products and components are produced in advance. Second, key components that satisfy different end customer needs are purchased and assembled into final products. The first part resembles a BTF model. Meanwhile, the second part resembles the BTO model. Final products are assembled to buyer requirements/needs.
SUPPLIERS RAW MATERIAL STOCKS WORK IN PROCESS STOCKS FINISHED PRODUCT STOCKS DEPOT STOCKS BUYERS MATERIALS MANAGEMENT DISTRIBUTION MANAGEMENT SUPPLIERS RAW MATERIAL STOCKS WORK IN PROCESS STOCKS FINISHED PRODUCT STOCKS DEPOT STOCKS BUYERS MATERIALS MANAGEMENT DISTRIBUTION MANAGEMENT
Process models adopted by manufacturers depend on order driven activity being decoupled from forecast driven activity. These two types of activity differ essentially. Order driven activity is based on the known requirements of brand companies, meaning that manufacturers are managing certainty. In contrast, forecast driven activity involves an attempt to manage uncertainty. Manufacturers pay more attention to this uncertain part of the manufacturing process. The position of decoupling point in the supply chain strongly influences process model selection. It depends on considerations of inventory holding, resource requirements and time limitations.
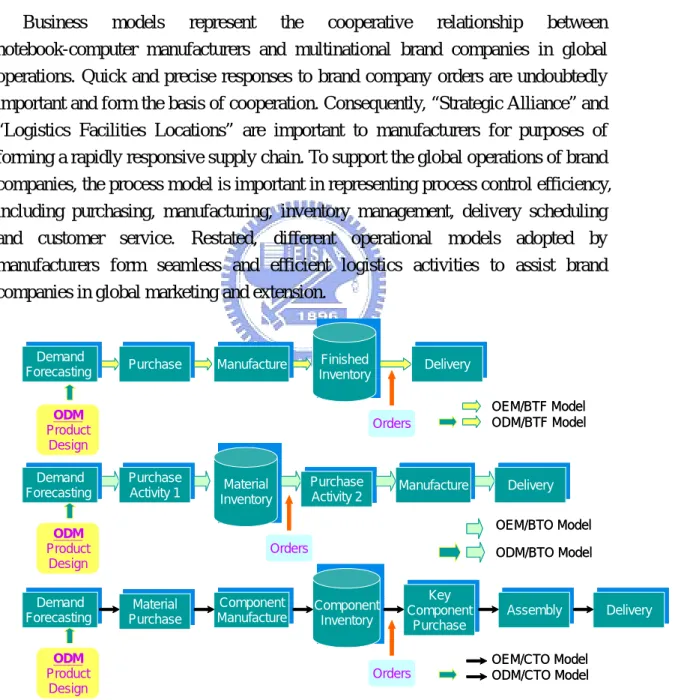
Six operational models can be derived from the combination of business models (OEM/ODM) and process models (BTF/BTO/CTO). Based on the above discussion, the relevant activities in different operational models can be summarized in Table 3.2. Only ODM with BTF/BTO/CTO models participate in product design under the requirements of brand companies. For all operational models, “Demand Forecast”, “Purchase”, “Manufacture” and “Delivery” are general activities. Such activities differ from the relationship between manufacturers and brand companies. The OEM/CTO and ODM/ CTO models focus on customization following essential assembly activity. Stock points and types vary with different operational models. According to the process diagram shown in Figure 3.2, finished product inventory is possessed in OEM/BTF and ODM/BTF models, material inventory is possessed in OEM/BTO and ODM/BTO models, as well as component inventory is possessed in OEM/CTO and ODM/CTO models. Furthermore, purchase activity is divided into two steps in the OEM/BTO and ODM/BTO models. Manufacturers purchase partial materials based on demand forecast. After receiving orders from brand companies, purchase materials again and then manufacture products to meet those orders. Customization is the core competence in the OEM/CTO and ODM/CTO models. The manufacturing process comprises two parts. The first part is component manufacturing for differentiated product configuration. Meanwhile, the second part is driven by the orders from brand companies. Manufacturers start purchasing differentiated key components and assembling final products to satisfy custom-made orders.
TYPE Product Design
Demand
Forecast Purchase Manufacture Assembly Delivery
Material Stock Semi- Product Stock Finished Product Stock OEM/BTF -- ◎ ◎ ◎ -- ◎ -- -- ◎ OEM/BTO -- ◎ ◎ ◎ -- ◎ ◎ -- -- OEM/CTO -- ◎ ◎ ◎ ◎ ◎ -- ◎ -- ODM/BTF ◎ ◎ ◎ ◎ -- ◎ -- -- ◎ ODM/BTO ◎ ◎ ◎ ◎ -- ◎ ◎ -- -- ODM/CTO ◎ ◎ ◎ ◎ ◎ ◎ -- ◎ --
Note: ◎ means having this activity
Table 3.2 Activities Involved in Various Operational Models
Business models represent the cooperative relationship between notebook-computer manufacturers and multinational brand companies in global operations. Quick and precise responses to brand company orders are undoubtedly important and form the basis of cooperation. Consequently, “Strategic Alliance” and “Logistics Facilities Locations” are important to manufacturers for purposes of forming a rapidly responsive supply chain. To support the global operations of brand companies, the process model is important in representing process control efficiency, including purchasing, manufacturing, inventory management, delivery scheduling and customer service. Restated, different operational models adopted by manufacturers form seamless and efficient logistics activities to assist brand companies in global marketing and extension.
Figure 3.2 Process in Different Operational Models
Demand Forecasting Demand
Forecasting PurchasePurchase ManufactureManufacture
Finished Inventory Finished Inventory Delivery Delivery Orders Demand Forecasting Demand Forecasting Purchase Activity 1 Purchase Activity 1 Material Inventory Material Inventory Purchase Activity 2 Purchase Activity 2 Manufacture
Manufacture DeliveryDelivery
Orders Demand Forecasting Demand Forecasting Material Purchase Material Purchase Component Inventory Component Inventory Key Component Purchase Key Component Purchase Component Manufacture Component
Manufacture DeliveryDelivery
Orders Assembly Assembly ODM Product Design ODM Product Design ODM Product Design OEM/BTF Model ODM/BTF Model OEM/BTO Model ODM/BTO Model OEM/CTO Model ODM/CTO Model Demand Forecasting Demand
Forecasting PurchasePurchase ManufactureManufacture
Finished Inventory Finished Inventory Delivery Delivery Orders Demand Forecasting Demand Forecasting Purchase Activity 1 Purchase Activity 1 Material Inventory Material Inventory Purchase Activity 2 Purchase Activity 2 Manufacture
Manufacture DeliveryDelivery
Orders Demand Forecasting Demand Forecasting Material Purchase Material Purchase Component Inventory Component Inventory Key Component Purchase Key Component Purchase Component Manufacture Component
Manufacture DeliveryDelivery
Orders Assembly Assembly ODM Product Design ODM Product Design ODM Product Design OEM/BTF Model ODM/BTF Model OEM/BTO Model ODM/BTO Model OEM/CTO Model ODM/CTO Model
3.3 Development in Supply Chain Model
In the early stage of contract manufacturing, Taiwanese notebook-computer manufacturers (NBMs) were responsible for low-level module assembly based on the BTF operational model, and Brand Companies focused on key-components final configuration and full-set distribution. Brands had to bear high risk in financial affairs and supply chain uncertainty. For the purpose of quickly responding to market demand diversity and transferring global operational risks, “global logistics” comes to prevail over the whole notebook-computer industry. BTO/CTO has been becoming the major type of operational model instead of BTF model.
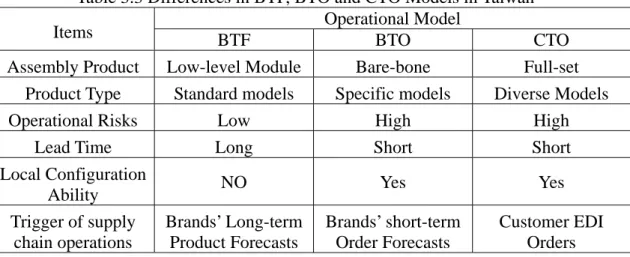
The differences in BTF, BTO and CTO model in Taiwan are shown as Table 3.3. BTF model focuses on low-level module assembly comparing with bare-bone assembly in BTO model and full-set assembly in CTO model. BTF model also accompanies with low operational risks, but BTO/CTO model face high operational risks due to the fulfillment requirements from Brand Companies. BTO/CTO models bring impacts to manufacturers having the local configuration ability under the consideration of quick response to regional markets. The trigger of supply chain operations comes from Brands’ long-term product forecasts in BTF model, Brands short-term order forecasts in BTO model, and customer EDI orders via internet in CTO model.
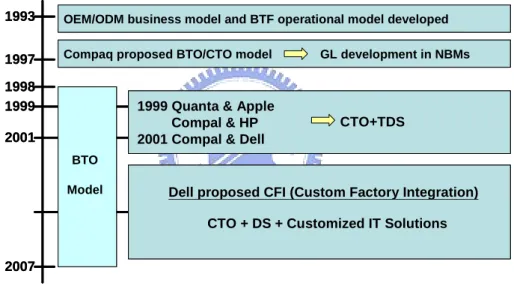
Following the progressive track in supply chain operational models, as shown is Figure 3.3, it could be found that OEM/ODM business model and BTF operational model were developed in 1993, referring to multinational Brands started to move their manufacturing bases to South-East Asia. Notebook-manufacturers in Taiwan began to receive OEM/ODM orders from Brands.
Table 3.3 Differences in BTF, BTO and CTO Models in Taiwan Operational Model
Items BTF BTO CTO
Assembly Product Low-level Module Bare-bone Full-set Product Type Standard models Specific models Diverse Models
Operational Risks Low High High
Lead Time Long Short Short
Local Configuration
Ability NO Yes Yes
Trigger of supply chain operations Brands’ Long-term Product Forecasts Brands’ short-term Order Forecasts Customer EDI Orders Compaq proposed BTO/CTO model in 1997, it made Taiwanese contract
manufacturers innovated their ability in manufacturing and SCM, and globally extended logistics facilities to meet Brands’ requirements and needs. Such innovation also speeded up the development of global logistics in NBMs.
BTO model has been commonly adopted by Taiwanese NBMs since 1998. Based on the excellent performance in BTO operations, Brands begin to cooperate with leading NBMs for constructing the CTO+TDS (CTO and Taiwan Direct Shipment ) model, such as Quanta/Apple, Compal/HP in 1999 and Compal/Dell in 2001. In recent years, Dell proposed custom factory integration (CFI) model in desktop computer, it cooperates with powerful contract manufacturers to construct CTO+DS (Direct Shipment) +Customized IT Solutions operational model. Focus on providing customers one-stop shopping services and building closer customer-relationship management by shortening the supply chain.
Figure 3.3 Progressive Track in Supply Chain Operational Models
3.4 Supply Chain Configuration in Notebook-computer Industry
According to depth-interview in notebook-computer industry and papers review, the supply chain configurations about different operational models are sketched as Figure 3.4 to Figure 3.7. Figure 3.4 shows the earlier configuration in BTO model, NBMs assembled the general components (GC) into bare-bone and then delivered to configuration hub which runs by Brand Company. Brands were responsible for the full-set final configuration and distribution to customer zones.
1993
1997
OEM/ODM business model and BTF operational model developed Compaq proposed BTO/CTO model GL development in NBMs
1998
2007
BTO Model
1999 1999 Quanta & Apple Compal & HP 2001 Compal & Dell
CTO+TDS 2001
Dell proposed CFI (Custom Factory Integration) CTO + DS + Customized IT Solutions 1993
1997
OEM/ODM business model and BTF operational model developed Compaq proposed BTO/CTO model GL development in NBMs
1998
2007
BTO Model
1999 1999 Quanta & Apple Compal & HP 2001 Compal & Dell
CTO+TDS 2001
Dell proposed CFI (Custom Factory Integration) CTO + DS + Customized IT Solutions
Figure 3.4 Supply Chain Configuration in BTO Model
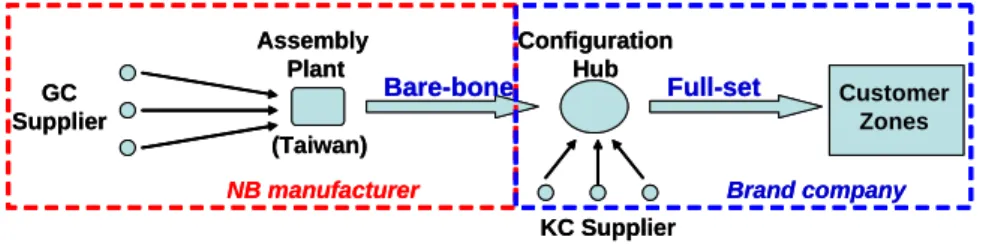
The specific CTO+TDS model in Taiwan is shown in Figure 3.5. NBM’s receive full-set orders from Brands. Full-sets final configurations are finished in their assembly plant in Taiwan. Based on the requirements of 2 or 3 days duration in products assembling, it’s necessary to setup supplier hub with vendor management inventory (VMI) operations for precisely controlling the supply of different general components (GC) and key components (KC). Air transport is also essential for quick delivering products to customers in different regional markets. Such model makes the total lead-time reduced to 5 to 7 days.
Figure 3.5 Supply Chain Configuration in CTO+TDS Specific Model
BTO/CTO general model is commonly adopted by leading NBMs in Taiwan, as shown in Figure 3.6. Based on excellent SCM abilities and global facilities networks, such as assembly plants in South-East Asia, Mainland China, and South America followed extensive connections with regional configuration hubs, NBMs deal with full-set orders during the process of GC procurement, bare-bone assembly and full-set configuration. KC modules are designated by Brand Companies. Such model establishes a quick-responsive network in supporting Brands’ global operations.
Figure 3.6 Supply Chain Configuration in BTO/CTO General Model GC Supplier Assembly Plant (Taiwan) Bare-bone Configuration Hub KC Supplier Full-set Customer Zones
NB manufacturer Brand company
GC Supplier Assembly Plant (Taiwan) Bare-bone Configuration Hub KC Supplier Full-set Customer Zones
NB manufacturer Brand company
GC Supplier Assembly Plant (Taiwan) KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub GC Supplier Assembly Plant (Taiwan) KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub GC Supplier Assembly Plant (South-East Asia) (Mainland China) (South America) Bare-bone Regional Configuration Hub KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub Supplier Hub GC Supplier Assembly Plant (South-East Asia) (Mainland China) (South America) Bare-bone Regional Configuration Hub KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub Supplier Hub
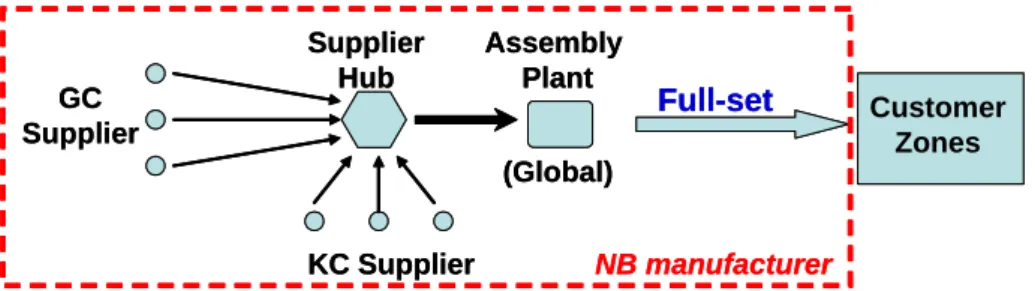
Dell has been proposed the BTO/CTO+DS model, as shown in Figure 3.7, in desktop computer industry. It would be extended to notebook-computer industry in the near future. Powerful notebook-computer contract manufacturers are going to be responsible for full-set final configuration and total IT solution provision via the global network of regional assembly plants and strong linkages with well-integrated GC-suppliers and KC-suppliers.
Figure 3.7 Supply Chain Configuration in BTO/CTO+DS Model
BTO/CTO model emphasizes short lead-time, use of supplier Hub (VMI), quick transportation mode and IT applications are necessary. BTO/CTO general model and CTO+TDS specific model is commonly adopted by Taiwanese NBMs in the past few years. Following the trend of manufacturing base moving to Mainland China, CTO+CDS model has been developed in recent years.
CTO+TDS model brings US$30-US$50 profit per NB, accompanying increasing CTO orders with higher assembly cost, transportation cost and low NB price tendencies, the profit and competitive advantages are challenged. Reconsidering the global supply chain configuration is going to be one of the critical issues. Taiwanese NBMs need to copy the BTO/CTO executive experience to global operations for satisfying Brands requirements in the near future.
GC Supplier Assembly Plant (Global) KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub GC Supplier Assembly Plant (Global) KC Supplier Full-set Customer Zones NB manufacturer Supplier Hub
Chapter 4 Key Factors Used by Notebook-Computer
Contract Manufacturers
4.1 Conceptual Framework
Flexibility, efficiency, quality and cost control are the main competitive advantages of Taiwanese notebook-computer manufacturers. These advantages provide close cooperation that assist multinational firms compete. Such competences also help ensure a steady inflow of OEM/ODM orders. Figure 4.1 shows the conceptual framework of this study.
Figure 4.1 Conceptual Framework for Analyzing Key Factors in Notebook-Computer Manufacturers
To sustain long-term and profitable cooperation with brand companies, manufacturers set supply chain targets. Achieving these targets demonstrates firm abilities to support global operations. Furthermore, the operational model adopted to establish an effective supply chain framework is a critical point. It is necessary to identify the key factors for describing the operational characteristics of different operational models.
For this study, the questionnaire was developed based on grey relational analysis method to collect data of expert judgments. The content of questionnaire was confirmed through an intensive literature review and significant discussions with some experts. The questionnaire contains two major parts. Part A is the overall basic data collections including “general information of your company”, “market segmentation and facility locations”, “business model and process model” and
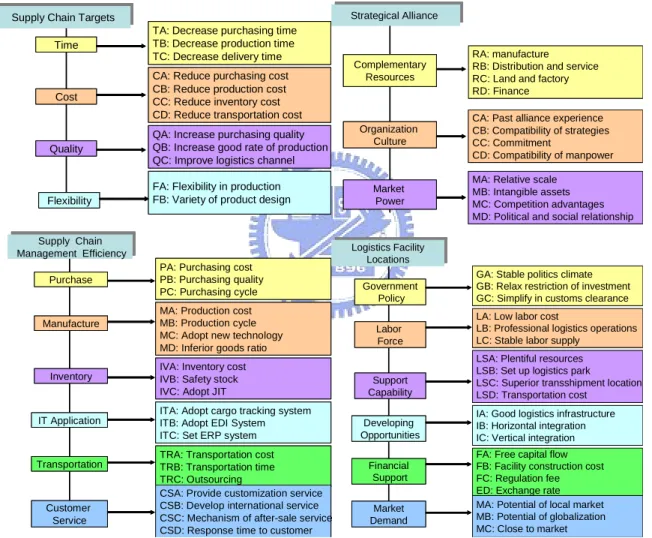
“objectives of your company”. Part B investigates the different factors with reference to global supply chain operations. This study summarizes the possible factors obtained from literature review and depth-interview survey into the following dimensions: “Supply Chain Targets”, “Supply Chain Management Efficiency”, “Strategic Alliance” and “Logistics Facility Locations”. There are some questions in four classified dimensions, reflecting the important factors within each dimension among different kind of operation models. Data were collected through the nominal scale with the values (from 1 to 5) representing the significance level in different factors shown in each dimension. Figure 4.2 shows the factors set in different dimensions.
Time
Supply Chain Targets
Supply Chain Targets
Cost
Quality
Flexibility
TA: Decrease purchasing time TB: Decrease production time TC: Decrease delivery time CA: Reduce purchasing cost CB: Reduce production cost CC: Reduce inventory cost CD: Reduce transportation cost QA: Increase purchasing quality QB: Increase good rate of production QC: Improve logistics channel FA: Flexibility in production FB: Variety of product design Time
Supply Chain Targets
Supply Chain Targets
Cost
Quality
Flexibility
TA: Decrease purchasing time TB: Decrease production time TC: Decrease delivery time CA: Reduce purchasing cost CB: Reduce production cost CC: Reduce inventory cost CD: Reduce transportation cost QA: Increase purchasing quality QB: Increase good rate of production QC: Improve logistics channel FA: Flexibility in production FB: Variety of product design
Purchase
Supply Chain Management EfficiencySupply Chain
Management Efficiency
Manufacture
Inventory
IT Application
PA: Purchasing cost PB: Purchasing quality PC: Purchasing cycle MA: Production cost MB: Production cycle MC: Adopt new technology MD: Inferior goods ratio IVA: Inventory cost IVB: Safety stock IVC: Adopt JIT
ITA: Adopt cargo tracking system ITB: Adopt EDI System ITC: Set ERP system Transportation TRA: Transportation cost TRB: Transportation time
TRC: Outsourcing
CSA: Provide customization service CSB: Develop international service CSC: Mechanism of after-sale service CSD: Response time to customer Customer
Service Purchase
Supply Chain Management EfficiencySupply Chain
Management Efficiency
Manufacture
Inventory
IT Application
PA: Purchasing cost PB: Purchasing quality PC: Purchasing cycle MA: Production cost MB: Production cycle MC: Adopt new technology MD: Inferior goods ratio IVA: Inventory cost IVB: Safety stock IVC: Adopt JIT
ITA: Adopt cargo tracking system ITB: Adopt EDI System ITC: Set ERP system Transportation TRA: Transportation cost TRB: Transportation time
TRC: Outsourcing
CSA: Provide customization service CSB: Develop international service CSC: Mechanism of after-sale service CSD: Response time to customer Customer Service Government Policy Logistics Facility Locations Logistics Facility Locations Labor Force Support Capability Developing Opportunities
GA: Stable politics climate GB: Relax restriction of investment GC: Simplify in customs clearance LA: Low labor cost
LB: Professional logistics operations LC: Stable labor supply
LSA: Plentiful resources LSB: Set up logistics park
LSC: Superior transshipment location LSD: Transportation cost
IA: Good logistics infrastructure IB: Horizontal integration IC: Vertical integration Financial
Support
FA: Free capital flow FB: Facility construction cost FC: Regulation fee ED: Exchange rate MA: Potential of local market MB: Potential of globalization MC: Close to market Market Demand Government Policy Logistics Facility Locations Logistics Facility Locations Labor Force Support Capability Developing Opportunities
GA: Stable politics climate GB: Relax restriction of investment GC: Simplify in customs clearance LA: Low labor cost
LB: Professional logistics operations LC: Stable labor supply
LSA: Plentiful resources LSB: Set up logistics park
LSC: Superior transshipment location LSD: Transportation cost
IA: Good logistics infrastructure IB: Horizontal integration IC: Vertical integration Financial
Support
FA: Free capital flow FB: Facility construction cost FC: Regulation fee ED: Exchange rate MA: Potential of local market MB: Potential of globalization MC: Close to market Market Demand Complementary Resources Strategical Alliance Strategical Alliance Organization Culture Market Power RA: manufacture RB: Distribution and service RC: Land and factory RD: Finance
CA: Past alliance experience CB: Compatibility of strategies CC: Commitment
CD: Compatibility of manpower MA: Relative scale
MB: Intangible assets MC: Competition advantages MD: Political and social relationship Complementary Resources Strategical Alliance Strategical Alliance Organization Culture Market Power RA: manufacture RB: Distribution and service RC: Land and factory RD: Finance
CA: Past alliance experience CB: Compatibility of strategies CC: Commitment
CD: Compatibility of manpower MA: Relative scale
MB: Intangible assets MC: Competition advantages MD: Political and social relationship
Figure 4.2 Factor Sets in Different Dimensions
The Dimension “Supply Chain Targets” is quoted as being representative of the optimization of global operations regarding the issues the satisfying brand company requirements, coordinating distribution channels, control costs and risks, and shortening lead-times. Twelve factors were introduced and classified into four sub-dimensions of time, cost, quality, and flexibility. The partnership was motivated