國
立
交
通
大
學
機械工程學系
碩
士
論
文
射出成型之結構件強度分析與品質改善
The Strength Analysis and Quality Improvement of
Injection Molded Parts
研 究 生:郭瑞昌
指導教授:鄭璧瑩 博士
射出成型之結構件強度分析與品質改善
The Strength Analysis and Quality Improvement of Injection Molded Parts
研 究 生:郭瑞昌 Student: Ruei-Chang Guo
指導教授:鄭璧瑩 博士 Advisor:Dr. Pi-Ying Cheng
國 立 交 通 大 學 機 械 工 程 學 系
碩 士 論 文
A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
In
Mechanical Engineering
July 2010
Hsinchu, Taiwan, Republic of China
射出成型之結構件強度分析與品質改善
學生:郭瑞昌 指導教授:鄭璧瑩博士 國立交通大學機械工程學系(研究所)碩士班 摘 要 塑膠件的結構設計分析往往忽略了加工成型所造成的影響,其中包括射 出成型過程塑膠溫度分佈不均勻所造成的殘留應力、翹曲變形,另外含有 玻璃纖維之塑膠材料在充填時因流動方向的不同而造成不同的纖維排向, 都會產生成型品結構強度上的問題。 本論文使用 Moldex3D 模流分析軟體與 ANSYS 結構分析軟體,由 Moldex3D I2 介面輸出模流分析結果,使殘留熱應力、翹曲量和玻纖排向當 作結構分析的初始邊界條件,再進行分析與探討,達到模流分析與結構分 析的整合,藉此建立連貫式的設計程序,由簡單帄板模型來研究成型問題 與結構強度的關係,進而衍伸至複雜的幾何結構,如卡扣連接件與機器人 腳部零件,達到結構件品質改善目的。 搭配田口實驗方法,找到所希望之最佳參數組合,實驗結果顯示,參數 最佳化之射出成型材料可達到結構強度的改良,在機器人腳部零件案例上 可改善約 37%至 57%,能保持所需結構強度又可減輕材料的重量。本論文以不同於以往單獨使用結構分析軟體的角度設計結構強度,調整 射出成型中的加工參數配置,達到結構強度的增加,還可更準確的預測產 品結構的破壞及內部應力分布,使射出成型產品的可靠度與品質有所提 升。
The Strength Analysis and Quality Improvement of Injection Molded Parts
Student:Ruei-chang Guo Advisor: Dr. Pi-Ying Cheng Department (Institute) of Mechanical Engineering
National Chiao Tung University Abstract
The analysis of injection molded parts often ignore the process influence, including the warpage phenomenon and the residual stress caused by the uneven temperature distribution of injection molding. The material that contains glass fibers is causing the structure issue by the dissimilar fiber orientation in the filling.
This thesis uses the mold-flow simulation software, Moldex3D, and the structure simulation software, ANSYS. We discussed the residual thermal stress, warpage phenomenon and fiber orientation from Moldex3D I2 interface.
Besides, the phenomena of injection molding will be the initial conditions in ANSYS. Integrating mold-flow and structure analysis will establish the coherent design process by researching the relationship between the molding problems and the strength. This study can be extended from a simple flat-panel model to the complex geometries which includes the snap-fit and the part of robot’s feet.
We can effectively reduce the required times of experiments with Taguchi Experimental Methods, and find the optimum parameters. According to the result, the material by injection molding of optimum parameters can reach better structure strength, and it can improved about 37 percent to 57 percent on the robot’s feet case. It can maintain the required strength and reduce the weight.
This thesis improves the strength by adjusting the process parameters, different from the analysis of using just one finite element software to design, and it also predict the residual stress and the failure of product accurately, to improve the Reliability and the quality.
誌 謝 能夠順利完成此篇論文首要感謝的是我的指導教授 鄭璧瑩博士,從碩 士班入學就給予研究方向,使我剛進研究所馬上就進入狀況;另外老師也 積極安排訓練計畫使我們獲益良多,像是讓我有機會到科盛科技公司實習; 而在研究上的指導,不僅是訓練我們紮實的基本功,好讓我們能獨立自主 的發揮,更是適時的給予明確的指導,並且不厭其煩的帶領著我們。老師 在學業之外的叮嚀也讓我有所成長,我想我從老師身上學到的不只是做學 問的方法,更是做人處事的原則。 另外,也要感謝科盛科技公司提供 Moldex3D 軟體作為研究的使用。特 別感謝業務部陳琬琪、李志剛、何芳瑜,不辭辛勞的為我處理問題,以及 技術研發部的蔡政翰、謝宜昇,指導軟體的操作及研究的方法。 也要感謝實驗室中的所有成員,同學軒丞、漢嘉及詵漢,學弟長懋、昱 登、維廷及首余,還有博士班的嗣展,謝謝各位在生活與研究上都給我眾 多的幫忙與協助,陪伴我度過兩年的研究生活。另外,感謝論文口詴委員 徐瑞坤教授與洪景華教授提出的建議與指教,讓論文內容能夠更加完善。 最後,要感謝我的女朋友在學習路上的支持與鼓勵;感謝家人對我辛苦 的栽培,讓我沒有其他金錢的負擔,能專心的在課業研究上,順利完成學 業;對於至今一路走來,幫助過我的所有人,僅在此對各位聊表謝意。 郭瑞昌 謹誌
目 錄 摘 要 ... i ABSTRACT ... iii 致 謝 ... iv 目 錄 ... v 表 目 錄 ... viii 圖 目 錄 ... x 一、 緒論 ... 1 1.1 研究背景 ... 1 1.2 文獻回顧 ... 4 1.3 研究目的 ... 6 二、塑膠概論 ... 8 2.1 基本塑膠介紹 ... 8 2.2 熱塑性材料的結構分類 ... 9 2.2.1 結晶性塑膠 ... 10 2.2.2 非結晶性塑膠 ... 11 2.3 塑膠強化物 ... 13 2.3.1 玻璃纖維強化物 ... 13 三、模流分析理論介紹 ... 16
3.1 模流分析理論 ... 16 3.2 射出成型基本程序 ... 19 3.3 射出成型塑膠材料之相關性質 ... 21 3.4 Moldex3D 與 Moldex3D I2 介紹 ... 23 3.5 Moldex3D I2 輸出方式 ... 26 四、有限元素分析理論介紹 ... 28 4.1 有限元素法簡述 ... 28 4.2 常用元素的種類 ... 32 4.3 有限元素分析基本架構 ... 33 五、實驗架構與研究方法 ... 39 5.1 強化物與結合線對結構強度影響 ... 42 5.1.1 強化物與結合線對結構強度影響結果 ... 44 5.2 殘留熱應力對結構強度影響 ... 50 5.2.1 殘留熱應力對結構強度影響結果 ... 51 5.3 翹曲變形對結構強度影響 ... 53 5.3.1 翹曲變形對結構強度影響結果 ... 54 5.4 模擬分析之成型問題結果歸納 ... 55 六、射出成形結構件品質改善 ... 57 6.1 田口實驗方法 ... 57
6.1.1 田口法簡介 ... 57 6.1.2 直交表的應用 ... 58 6.1.3 品質計量法 ... 60 6.1.4 田口實驗因子 ... 61 6.2 卡扣結構件品質改善 ... 64 6.2.1 卡扣件簡介 ... 64 6.2.2 卡扣件模流分析 ... 65 6.2.3 卡扣件結構分析 ... 68 6.2.4 卡扣件品質改善 ... 73 6.3 機器人腳部零件品質改善 ... 78 6.3.1 機器人腳部零件簡介 ... 78 6.3.2 機器人腳部組件模流分析 ... 80 6.3.3 機器人腳部組件結構分析 ... 82 6.3.4 機器人腳部零件品質改善 ... 85 七、結論與未來研究方向 ... 91 7.1 結論 ... 91 7.2 未來研究方向 ... 93 參考文獻 ... 94 附錄 A 材料玻璃纖維性質 ... 97
表 目 錄 表 4.1 SOLID185 元素之收斂性分析結果 ... 37 表 4.2 SOLID186 元素之收斂性分析結果 ... 38 表 5.1 強化物探討之射出成型加工參數 ... 44 表 5.2 殘留熱應力探討之射出成型加工參數 ... 51 表 5.3 翹曲變形探討之射出成型加工參數 ... 53 表 6.1 L9(34)直交表 ... 59 表 6.2 卡扣件模流分析加工參數 ... 66 表 6.3 卡扣件參數因子組合表 ... 73 表 6.4 扣入過程受力分析結果 ... 74 表 6.5 扣入過程受力之因子反應表 ... 75 表 6.6 扣入後受拉分析結果 ... 76 表 6.7 扣入後受拉之因子反應表 ... 77 表 6.8 扣入後受拉之最佳因子分析結果 ... 77 表 6.9 機器人腳部零件模流分析加工參數 ... 81 表 6.10 壓克力與射出成型材料零件受力比較 ... 85 表 6.11 機器人腳部零件參數因子組合表 ... 86 表 6.12 機器人腳部零件受力分析結果 ... 87 表 6.13 機器人腳部零件之因子應力反應表 ... 87
表 6.14 機器人腳部零件之因子位移反應表 ... 88 表 6.15 機器人腳部零件受力之最佳因子分析結果... 88 表 6.16 機器人腳部零件幾何改良後受力之分析結果 ... 90 表 6.17 機器人腳部零件結構強度改善比較表 ... 90 表 A.1 含 15%玻璃纖維之 PP ... 97 表 A.2 含 30%玻璃纖維之 PP ... 98 表 A.3 含 40%玻璃纖維之 PP ... 98 表 A.4 含 30%玻璃纖維之 PS ... 99 表 A.5 含 30%玻璃纖維之 PC+ABS ... 99
圖 目 錄 圖 1.1 熔膠之噴泉流動示意圖 ... 4 圖 1.2 文獻探討之殘留應力比較 ... 5 圖 1.3 文獻中模流與結構分析流程 ... 6 圖 2.1 熱塑性塑膠之分子鏈 ... 9 圖 2.2 熱固性塑膠之交聯 ... 9 圖 2.3 結晶性塑膠分子鏈 ... 11 圖 2.4 結晶性熱塑性塑膠比容積和溫度的關係 ... 11 圖 2.5 非結晶性塑膠分子鏈 ... 12 圖 2.6 非結晶性熱塑性塑膠比容積和溫度的關係 ... 12 圖 2.7 玻璃纖維之長纖與短纖 ... 14 圖 2.8 含玻璃纖維塑料強度與流動方向之關係 ... 15 圖 2.9 對頭熔接之纖維排向 ... 15 圖 3.1 射出成型基本程序 ... 20 圖 3.2 Moldex3D 軟體 I2 介面 ... 25 圖 3.3 Solid185 元素結構圖 ... 25 圖 3.4 Solid186 元素結構圖 ... 26 圖 3.5 非等向性材料性質表示 ... 27 圖 4.1 有限元素網格 ... 28
圖 4.2 一維桿件之元素 ... 29 圖 4.3 基本元素種類 ... 32 圖 4.4 三角軸對稱元素與矩形軸對稱元素 ... 33 圖 4.5 電腦輔輔助工程分析流程 ... 33 圖 4.6 有限元素分析流程 ... 34 圖 4.7 ANSYS 各模組工作 ... 34 圖 4.8 ANSYS 分析處理作業流程圖... 35 圖 4.9 收斂性分析幾何 ... 37 圖 4.10 收斂性分析邊界條件 ... 37 圖 4.11 收斂性分析結果 ... 38 圖 5.1 實驗架構 ... 39 圖 5.2 實驗模型圖 ... 41 圖 5.3 實驗分析流程 ... 41 圖 5.4 三種不同澆道設計 ... 43 圖 5.5 實驗模型之實體網格 ... 43 圖 5.6 實驗模型之模座水路設置 ... 43 圖 5.7 側邊進澆流動波前 ... 45 圖 5.8 熔膠波前之噴泉流動模擬結果 ... 45 圖 5.9 側邊進澆模擬之玻璃纖維排向 ... 46
圖 5.10 側邊進澆兩種纖維排向受拉力之邊界條件... 46 圖 5.11 無受力時翹曲變形效應圖 ... 47 圖 5.12 兩種纖維排向受拉力之分析位移結果 ... 47 圖 5.13 不同玻纖含量施力方向位移結果 ... 48 圖 5.14 中心進澆模擬之玻璃纖維排向 ... 49 圖 5.15 雙側邊進澆模擬之玻璃纖維排向 ... 49 圖 5.16 不同進澆方式施力方向位移結果 ... 50 圖 5.17 側邊進澆模型與實驗座標定義 ... 51 圖 5.18 不同保壓時間之殘留應力 ... 52 圖 5.19 不同保壓時間之殘留應力受拉力時應力... 53 圖 5.20 不同保壓時間之翹曲變形量 ... 54 圖 5.21 不同保壓時間之翹曲變形受拉力時應力... 55 圖 6.1 結構件品質改善流程 ... 57 圖 6.2 射出成型流率圖 ... 62 圖 6.3 冷卻公式參數示意圖 ... 63 圖 6.4 卡扣件結構 ... 65 圖 6.5 卡扣件模型實體網格 ... 65 圖 6.6 卡扣件模型模座水路設置 ... 66 圖 6.7 卡扣件模流分析之流動波前 ... 67
圖 6.8 卡扣件模流分析之玻纖排向 ... 67 圖 6.9 卡扣件模流分析之殘留熱應力 ... 68 圖 6.10 卡扣件扣入過程邊界條件設定 ... 69 圖 6.11 卡扣件扣入過程之位移結果 ... 70 圖 6.12 卡扣件扣入過程之應力結果 ... 70 圖 6.13 卡扣件扣入後邊界條件設定 ... 71 圖 6.14 卡扣件扣入後受拉位移結果 ... 72 圖 6.15 卡扣件扣入後受拉應力結果 ... 72 圖 6.16 扣入受力之因子反應圖 ... 75 圖 6.17 扣入後受拉之因子反應圖 ... 77 圖 6.18 實驗室過去發展之四足機器人 ... 79 圖 6.19 機器人腳部連桿機構 ... 79 圖 6.20 機器人腳部零件 ... 80 圖 6.21 機器人腳部零件實體網格 ... 81 圖 6.22 機器人腳部零件模座水路設置 ... 81 圖 6.23 機器人腳部零件模流分析之殘留熱應力... 82 圖 6.24 機器人腳部零件受力邊界條件設定 ... 83 圖 6.25 機器人腳部零件有限元素收斂性分析 ... 83 圖 6.26 機器人腳部零件受力位移結果 ... 84
圖 6.27 機器人腳部零件受力應力結果 ... 84
圖 6.28 機器人腳部零件之因子應力反應圖 ... 87
圖 6.29 機器人腳部零件之因子位移反應圖 ... 88
一、 緒論 1.1 研究背景 塑膠材料為現今應用最廣泛的非金屬材料,雖然發展歷史很短,僅在廿 世紀初才被拿來真正的使用,但也由於不斷有需求,持續的創新及進步, 塑膠的種類也就愈來愈多,並且廣泛使用於各種不同的領域。和一般金屬 材料比較起來,最大的優點就是質量輕、具有可塑性、絕緣性和腐蝕抵抗 性佳,即使在強度上,相當多的塑膠材料比較金屬材料也毫不遜色,因此 許多場合都可以看到它的蹤影。以我們日常生活及工程應用而言,熟知的 產品例如:塑膠袋、保特瓶、手機外殼、連接器、壓克力鏡片、電視機外 殼等。[1] 隨著機械、汽車工業、電子等工業的高度發展,對塑膠材料的性能要求 提高,進而開發高性能及多性能的塑膠,塑膠材料的研究已成為近幾年重 要的課題。由於塑膠本身的強度有限,在機械工程上的使用有許多的考量, 近幾年,為了增加塑膠材料在工業上的應用範圍,開始有人在塑膠材料內 添加強化物,如人造纖維,玻璃纖維或是碳纖維等不同纖維和添加劑,來 提昇強度、韌性等性質。[2] 塑膠產品依其製造方式不同可以分為以下幾種成型方式,射出成型法 (injection molding)、押出成型法(extrusion molding)、吹製成型法(blow molding)、共射成型法(co-injection molding)、氣體輔助成型法(gas-assisted
injection molding),應用最廣泛且最具代表性的就是射出成型法,因射出成 型可提供良好的產品精度,不論是複雜機構件或是簡單零組件,另外可大 量生產並且生產效率高,而製造成本低。然後,隨著各產業持續進步,射 出成型的技術也持續的進步突破,漸漸由早期的民生家電、五金業、汽機 車運輸工具業等傳統工業,轉型為以電子資訊、通訊產業為主的科技業, 塑膠應用範圍隨之增廣。 射出成型的過程主要是利用射出機之螺桿的轉動,讓塑膠材料熔化並傳 送,經由傳遞系統,也就是冷澆道或熱澆道,來使塑料進入到模穴之中, 經由充填、保壓、冷卻、脫模之程序,完成射出射出產品的外型;在射出 成型過程中,模穴內各處的壓力、流速、溫度等的變化與其不均勻的分 佈,使成型後的成品具有殘留應力,導致成型品翹曲變形,進而影響成 型品的尺寸穩定性與其機械性質。 傳統上,模具的設計及射出產品的製造,掌握各種不同設計的效應和如 何提升產品品質,大部份都使用詴誤法,或是依循工程人員的經驗,然而 遇到問題則是回頭去嚐詴修改,不僅是花費大量的時間,也耗費人力成本, 因此要有效的提升產品開發效能,必頇依靠的學術的理論,以及科學化的 方式,電腦輔助工程模擬(Computer Aided Engineering)技術,簡稱 CAE 便 因應而生。
診斷與開發複雜之產品與製程,能夠快速的整合產品與模具設計之特性, 材料複雜之流變特性、熱性質、壓力、比容、機械性質等,以及各項操作 之設定。讓設計研發人員可以針對產品設計或模具設計進行解析,也可針 對已有模具進行問題診斷;另外,電腦輔助模擬分析有虛擬實境化的優點, 可讓製程中的物理現象可視化,讓設計研發人員可以適切的了解重要參數 之影響,有效的降低實際需詴模的次數,並降低開發之費用,也可提升產 品效能。[3] 在模流分析商用軟體之中,科盛科技所開發之 Moldex3D 成功將三維實 體分析技術應用於射出成型模流分析,可充分應用於各種類型的塑膠射出 成型產品分析,全三維的模擬突破了以往薄殼理論的分析限制,不論是厚 件產品、厚薄件變化產品、或是難以定義中間面之幾何等複雜結構件,都 可充分展現出製程之模擬,並且在近幾年開發 Moldex3D I2 介面,使得模 流分析軟體可以與結構分析軟體耦合分析,使得模流分析 CAE 的技術應用 面更為廣泛。
1.2 文獻回顧 在模流分析的研究方面,1983 年,Hieber 等人[4]研究射出成型二維的 充填過程,採用有限元素法與有限差分法理論,建立薄帄板模穴模型,並 假設熔膠塑料為冪次流體,經由實驗與模擬的比對,證明出模擬分析的可 靠性,已可以預測塑料流動波前的形狀、熔合線的位置以及模穴內的壓力 分佈。1986 至 1991 年,Mavridis 等人[5-7]利用有限元素法,分別採用牛 頓、非牛頓、泛牛頓模式的假設,來探討射出成型過程中熔膠的噴泉流動 情形,而噴泉流動主要的原因是因為靠近模穴面的地方剪切率較大,速度 梯度較大,導致熔膠中心流動較快如噴泉流動一般,如圖 1.1,經由實驗模 擬流動的情形可以得知分子排列情形,以及壓力與應力的分佈。 圖 1.1 熔膠之噴泉流動示意圖[5] 1993 年,Gupta [8]利用有限元素法,提出了可以模擬短纖維複合材料於 帄板模穴流動之纖維排向,模擬分析結果顯示,纖維在接近模穴表面附近
排列大致與流動方向帄行,靠近模穴中心的部份纖維排列則傾向垂直流動 方向。1999 年,Choi [9]使用三維有限元素分析法探討射出成型件,隨溫度 變化時其殘留應力的改變方式,並探討模擬與實驗的差異,由文獻中殘留 應力的數據,圖 1.2,其探討得知分析模擬的數值在靠近模壁處殘留應力會 比較大,原因是因為在分析上假設模壁之溫度梯度較高,故會有較快的凝 固,造成較大的殘留應力,但實際實驗模壁的溫度會隨高溫之塑料注入而 提高,故此文獻在模擬殘留應力這部份有過度的預測,所以模座與塑件之 間的熱傳行為模擬也開始被重視。 圖 1.2 文獻探討之殘留應力比較[9] 有限元素法的分析方面,早已有許多線性及非線性的應用,而近幾年也 開始有同時應用模流分析軟體與有限元素分析軟體分析的研究,1992 年, Zuber [10]應用C-MOLD模流分析軟體與ABAQUS有限元素分析軟體,考慮 熱塑性塑膠在成型過程中的收縮效應,其因於高壓的充填、或不適當的保
壓設置,來研究熱塑性塑膠高溫黏彈性的潛變特性。同年,Santhanam [11] 利用ABAQUS 分析射出成型後成型品的變形,認為以非等向性材料來模擬 收縮、變形是較正確的選擇。2001 年,Featherston [12]應用有限元素法的 非線性分析,考慮結構較真實之邊界負載情形,對於未受力時即存在的不 完美性結構與挫屈的關聯性做一研究。 2002年,蔡文偉[13]建立模流分軟體C-Mold與結構分析軟體ABAQUS之 間的整合介面程式,使用Visual Basic 程式語言來撰寫,使模流分析與結構 分析可以連接整合,其論文中分析流程圖如圖1.3,應用田口實驗法,控制 參數取為充填時間、射出速度、熔膠溫度、模具溫度,得到最佳化之參數 以取得最小翹曲變形與最大挫曲力之組別。 圖 1.3 文獻中模流與結構分析流程[13] 1.3 研究目的 近幾年電腦設備與科技的進步,使電腦輔助工程已愈來愈重要,不論是 電腦輔助設計、製造,或是電腦輔助模擬技術都日趨完整,本論文將利用
模流分析軟體 Moldex3D 與結構分析軟體 ANSYS 來做論文的研究;因在塑 膠件的產品設計分析上,一般都會容易忽略加工這部分,直接採用設計繪 圖出之模型來做結構分析上的評估,但隨著射出成型的技術進步,許多複 雜外形塑膠件都由射出成型來製造,便在成型這部份是值得注意的,射出 成型雖然可大量生產,且成型週期快,但是成型品品質的好與壞也就只是 在一線之隔,所以希望在結構分析得到預期的強度,就必頇考慮加工成型 所造成的影響,其中包括射出成型過程中塑膠溫度分佈不均勻所造成的殘 留應力、翹曲變形,另外含有玻璃纖維之塑膠材料在充填時因流動方向的 不同而造成不同的纖維排向,都會造成成型品結構上的問題。 本研究將 Moldex3D 軟體的模流分析結果中的纖維排向、翹曲變形、殘 留熱應力,利用 Moldex3D I2 介面,匯入至 ANSYS 做為初始邊界條件,再 進行結構分析與探討,達到模流分析與結構分析的整合,並建立連貫式的 設計流程。希望先由帄板模型來做分析,利用簡單的帄板分析整理出射出 成型加工上的問題對結構件之影響,進而衍伸至複雜的結構件,如塑膠卡 扣連接件與機器人腳部組件,搭配田口實驗法在我們預設參數範圍內,找 到較佳的實驗參數組合,達到精確的結構強度設計。
二、塑膠概論 2.1 基本塑膠介紹 塑膠又稱做聚合物,一般原料是來自於石油或天然氣為原料的石油化學 品,從液態的低分子經過聚合反應而得到固態的高分子聚合物,所謂高分 子材料是以單體化合物,經由聚合反應,所合成的高分子量聚合體。分子 量大於一萬以上者,稱為高分子(Polymer)。而分子量一萬以下至一千以上 稱為準高分子或寡聚合體(Oligomer),一般常用來作成型加工者,分子量在 ~ 之間,分子量低於一萬的寡聚合物,則常用來作紡織用樹脂加工、 油漆、接著劑等用途。[14] 聚合物分為兩大類,熱塑性和熱固性聚合物。 熱塑性聚合物是由具有 線性構造的分子鏈所形成的,如圖 2.1,其分子鏈之間並沒有化學的鍵結; 主要的特性是可以重複加熱而軟化,且在冷卻時硬化,分子是由分子間的 力如凡德瓦爾力(van der Waals' forces)來結合在一起;在成型程序中,當熱 量和壓力施加到熱塑性塑膠上時,分子間的連結會斷裂,且分子會移動而 改變彼此的相對位置。 熱固性聚合物在加工時,分子鏈之間有交聯的化學鍵結,如圖 2.2,並 形成網狀的結構。當其受熱硬化時,分子鏈之間會形成交聯,稱為架橋反 應或聚合反應。當再加熱時,這些交聯的鍵使得個別的分子鍵無法再滑動, 若再加入更多的熱則會產生化學的劣化。 [15]
圖 2.1 熱塑性塑膠之分子鏈[15]
圖 2.2 熱固性塑膠之交聯[15]
2.2 熱塑性材料的結構分類
熱塑性塑膠材料隨其分子鏈排列情形又可以分成為結晶性(Crystalline) 及不定型或稱非結晶型(Amorphous)。[14]
2.2.1 結晶性塑膠 結晶性聚合物的特徵是其分子有順序的緊密結合在一起,高度組織化的 區域顯示出結晶的性質,分子鏈大部份排列整齊,如圖 2.3,使其機械性質 增加,體積減少,但成型程序中很少達到完全的結晶性,都會包含一些非 結晶區域,而結晶區域的百分比則稱之結晶化程度,通常一般需求上來說 35%~85%較常使用。 在光學性質方面,非結晶塑膠材料因分子鍵結較為緊密,所以折射率大, 通常結晶性塑膠都呈現不透明或半透明。在機械性質方面,結晶性高的塑 膠,排列規則,所以密度較高,可以承受外在的負荷較大,但相對的在低 溫下易脆、不耐衝擊,受到撞擊時應力將沿晶面快速傳遞,所以受力時破 裂。熱性質方面,結晶性高的塑膠在相變化時有較明顯的比容變化,因此 將使其在凝固時產生較大的收縮;在熔化時必頇克服結晶熱,凝固時會有 結晶熱釋出。 結晶性塑膠有明顯的熔點(Tm),一般需達到 Tm 點時能量才足夠,使整 個結晶瓦解呈現較低黏度現象而流動,如圖 2.4 示。 一些典型的結晶性聚合物包括:尼龍、聚乙烯(PE)、聚丙烯(PP)、聚酯 (PET、PBT)、聚硫化亞苯(PS)等。
圖 2.3 結晶性塑膠分子鏈[14] 圖 2.4 結晶性熱塑性塑膠比容積和溫度的關係 2.2.2 非結晶性塑膠 當聚合物分子在冷卻時沒有次序的排列或形成亂排時即形成非結晶性 的結構,如圖 2.5;在凝固過程中沒有晶核及晶粒生長過程,僅是自由的高 分子鏈被凍結(frozen)的現象。以巨觀來看,非結晶塑料沒有明顯的相轉移 溫度,熔化過程為一區域而非固定熔點;非結晶塑膠大部分為透明外觀, 其各方向性質差異不大、物理性質較均勻,其結構上具有較高的伸長性及
可撓性,比結晶性塑膠有較高的撞擊性。[3] 非結晶性塑膠熔融時無明顯熔點,在 Tg 點以上時漸漸軟化呈橡膠態, 達 Tm 時可順利流動,但在熔點時並不會有明線的劇烈變化,如圖 2.6 示。 一些典型的非結晶性聚合物包括:丙烯腈-丁二烯-苯乙烯共聚物(ABS)、 苯乙烯-丙烯腈共聚物(SAN)、聚氯乙烯(PVC)、聚碳酸酯(PC)、聚苯乙烯 (PS)。 圖 2.5 非結晶性塑膠分子鏈[14] 圖 2.6 非結晶性熱塑性塑膠比容積和溫度的關係
2.3 塑膠強化物 塑膠強化物顧名思義就是要補強塑膠材料之強度、勁度,或某特定的功 能,作用就譬如人體之骨骼、建築物之鋼筋等具支撐人體肌肉或強化房子 的功能,且忍受外界所加諸之負載。它可改變原本材料的機械性質、物理 性質或化學性質等,其改變量的大小與所使用之強化物種類、類型及用量 有關,類型包括纖維是連續性、非連續性、短纖維、顆粒、或是鬚晶等, 用量少則 10%~20%,多則 60%~70%。強化物的加入,在機械強度之提升 大致上皆有正面的效果。[14] 典型的塑膠材料之強化物包括玻璃纖維、碳纖維等。本論文中所要探討 之複合材料為添加玻璃纖維之塑料,故在以下列出玻璃纖維的介紹。 2.3.1 玻璃纖維強化物 玻璃纖維強化物是由玻璃爐內拉出的細纖維,它們經常塗了聚合物薄膜 以便將玻璃纖維黏在一起,可以分為長纖、短纖、珠粒狀、粉末狀,其在 流動中是無法熔解,易形成單向排列,固化時無法鬆弛回縮。 長玻璃纖維材料如圖 2.7(a)所示,其纖維長度一般約為 10mm 長,和膠 料相混合約有 3mm 直徑,其纖維長度與塑膠顆粒長度一樣長;配向性較大, 在熔膠流動時,分子鏈沿流動方向排列伸展,較容易變形。 短玻璃纖維材料如圖 2.7(b)所示,典型顆粒約 3mm 長度,而纖維的長 度約在 1mm 長左右,配向性較小。
圖 2.7 玻璃纖維之長纖與短纖[13] 玻璃纖維之重要性質列舉如下:[16] 1. 高拉伸強度:玻璃纖維有特異之高拉伸強度,它單位重量所能承受的應 力大小超過許多其他強化纖維,如碳纖維、紡織纖維等。 2. 耐熱及耐火性:因為玻璃纖維是無機化合物,故它不自燃亦不助燃。 3. 耐化學性:對部份化學品,如酸、強鹼、鹽類、油脂類以及有機溶劑等 化學藥品,玻璃纖維有相當優異的耐化學性。 4. 抗濕性:玻璃不吸收水分,它既不膨脹亦不拉長及不分解,玻璃纖維不 會迅速腐壞,在濕的環境下能夠維持機械強度。 5. 熱性質:因玻璃纖維有很低的熱線性膨脹係數,又有高的熱傳導係數, 所以在熱的環境下可表現極優越的功能,如射出成型製程中。 6. 電性:玻璃是非導電性,對於電性絕緣是理想的材料,所製程的產品具 有高介電強度及低介電損失性質。
在塑膠材料添加玻璃纖維的成型重點方面,玻璃纖維含量如果愈多愈不 易成型,若因強度上需要無法改變玻璃纖維含量,一般以升高模溫、升高 塑料溫度、加快射速、提高射壓來提升成型性。另外成型品如有浮纖現象, 可以升高模溫將易浮在表面的纖維下沉,或是提高壓縮壓力將原料緊貼於 模面,減少收縮也有效果。 玻璃纖維塑料在充填時,玻璃纖維大部份都朝向流動方向來排列,少部 份向表層及中心方向流動,故流動方向機械強度較強,如圖 2.8。在成型時 儘量避免對頭熔接,也就是冷接合,如圖 2.9,其抗張強度至少會減少一半。 [14] 圖 2.8 含玻璃纖維塑料強度與流動方向之關係[14] 圖 2.9 對頭熔接之纖維排向[14]
三、模流分析理論介紹 3.1 模流分析理論 目前大部分商業化的模流分析軟體所採用之理論,都是利用Hele-Shaw 流動近似法來簡化問題,而經過多年的驗證可知,其分析結果有不錯的精 準度。基於Hele-Shaw流動的模式,應用非等溫且具壓縮性的非牛頓黏性流 體,描述射出成型加工過程中可壓縮性高分子熔體於充填過程的流動狀態 與流場變化行為。 Hele-Shaw的假設如下:[13] 1. 模穴厚度很薄。 2. 忽略慣性力及重力效應。 3. 忽略厚度方向的對流效應。 4. 只考慮厚度方向的熱傳導效應。 模具內的流動行為可利用以下幾個方程式來描述: (a)連續方程式(Continuity Equation): 塑膠材料在加工的過程中雖然會發生相變化,但其質量不變;故質量守 恆定律以密度在空間中變化的連續方程式如下式: (3.1) 其中: 為密度,t 為時間,u為速度向量。 b)運動方程式(Equation of Motion):
用來描述射出成型加工過程中,壓力與剪切速率的關係,以牛頓運動定 律推導,方程式為: (3.2) 其中: P為壓力, 為黏度, 為剪切速率。 (c)能量方程式(Energy Equation): 描述系統能量轉換間之能量不滅或能量守恆的原則。若以溫度的變化情 形而言,其方程式為: ŕ (3.3) 其中: 為比熱,T為溫度,k為熱傳導係數。 (d)狀態方程式(Equation of State): 為描述帄衡狀態下,壓力、溫度、體積(或密度)的關係,其狀態帄衡 方程式為: (3.4) 其中: V為體積 C=0.0894 , e p , B(T)= 。
(e)本質方程式(Constitutive Equation): 為描述黏度與溫度、壓力及剪切率的關係式,其方程式為: (3.5) 其中: , C、n、B、 、 為材料參數。 利用以上五項方程式聯立並搭配邊界條件求解即可得到射出成型充填 及保壓過程的壓力分佈、溫度分佈及剪切率分佈等。邊界之起始條件例如, 塑料熔膠的入口處要設定入口流量,模壁處塑料應滿足不滑動的邊界條件, 在熔膠波前需滿足動力及運動邊界條件,以決定流動波前的位置。 以上均是用來分析Hele-Shaw流動之理論,也就是2.5D的模型簡化分析; 此分析方法雖然已可以對複雜的模具產品進行準確的分析,但卻僅限於薄 型的塑件,因此近幾年已有許多研究開始針對全三維的流動分析為目標, 利用有限體積法配合疊代法,快速的求解流動方程式,搭配體積追蹤法正 確的求解具有不連續形式的體積分率方程式,達到掌握熔膠流動波前的位 置。而現今已有此功能在商業軟體中出現,如科盛科技所開發之Moldex3D 模流分析軟體Solid模組;全三維的模流分析技術能更準確的預測噴泉流動 (Fountain Flow),強化纖維之排向(Fiber Orientation),及厚度突變區等物理 現象。[17]
3.2 射出成型基本程序 塑膠射出成型程序可分為以下幾個階段:[18] 1. 塑化階段:塑膠固體材料進入射出機台,受熱熔化經由螺桿往前帶動, 在螺桿前端形成熔膠室,目的在於獲得更加均質之塑料,如圖 3.1(a)。 2. 充填階段:熔化之塑料在射出機之螺桿或活塞產生高壓的驅動下,將熔 膠以高速充填模穴並使其填滿模穴各部份,如圖 3.1(b)。 3. 保壓階段:由於熔膠具有彈性且以熔融狀態填滿模穴,在冷凝過程中會 因為比容降低導致體積收縮,為了克服體積收縮之問題,以及依照產品 設計調整成型品重量,充填後螺桿或活塞不會立刻收回,維持模穴內壓 力,等待澆口冷卻凝固後,才回到原來的位置,如圖3.1(c)。 4. 冷卻階段:模具內熔膠受冷卻水路的作用逐漸降溫,必需使成型品之肉 厚中心溫度降低到頂出溫度,以確保有足夠的剛性,如圖 3.1(d)。 5.頂出階段:打開模具,將成型品與模具分離,進行頂出動作,如圖3.1(e)。
3.3 射出成型塑膠材料之相關性質 塑膠產品在模流分析加工製程中,除了許多加工參數需要去控制之外, 材料的特性也必頇有所了解,在此列出一些重要的塑料物理性質:[3] (1)比容(Specific Volume): 比容是密度的倒數,會在加工過程中因為相變化的結果,或隨溫度、壓 力而改變,例如塑料之比容會隨固態或液態而有所不同。一般液態塑料因 為分子鍊活動較為自由,所佔據之體積較大,因此有較大的比容(較小密度); 而固態的塑料因為分子鍊聚集緊密,因此有較小的比容(較大密度)。此液態 與固態間的比容差異,是造成塑膠射出成型後產生收縮的原因之一。 (2)比熱(Specific Heat): 比熱定義為欲將單位塑料溫度提高一度所需的能量,是塑料溫度容易改 變與否的度量。比熱愈高塑料溫度愈不易變化,反之亦然。 (3)PVT 關係(PVT Relationship): 塑料的比容或密度是相狀態、溫度、壓力等的函數,一般而言可利用狀 態方程式(State Equation)加以定量化。ㄧ但模式參數由實驗取得,代入此類 半經驗方程式中即可求得塑料再某一溫度壓力下的比容或密度值。 (4)熱傳導係數(Thermal Conduction): 塑料熱傳導特性的度量。熱傳導細數愈高,熱傳導效果愈佳,塑料於加 工過程中溫度傾向均勻,較不會因局部熱量堆積而有熱點(Hot Spot)產生。
熱傳導係數及比熱攸關塑料之熱傳、冷卻性質,亦影響到冷卻時間長短。 (5)玻璃轉移溫度(Glass Transition Temperature)
玻璃轉移溫度是指塑料的微觀高分子開始具有大鍊節(Segment)運動的 溫度。若應用溫度低於玻璃轉移溫度,分子鍊節運動大部分被凍結(Frozen), 塑料呈現剛性脆硬之玻璃態;若應用溫度高於玻璃轉移溫度,分子鍊節可 自由運動,塑件呈現柔軟繞曲之橡膠態。 (6)黏度(viscosity) 流體流動阻力的度量。黏度愈高,流動阻力愈大,流動愈困難。對一般 熱塑性塑料,黏度是塑料成分、溫度、壓力及剪切率的函數。就溫度效應 而言,熱塑性的黏度一般隨溫度升高而有降低的情形。就剪切率(Shear Rate) 的效率而言,剪切率越高,代表加工變形速率越大,由於高分子鏈被排向 的結果,使大部分的塑料具有黏度隨剪切率升高而下降的切變致稀性 (Shear-Thinning)。 (7)熔膠指數(Melt Index) 熔融指數又稱熔体指數,通常簡稱為 MI 值,指在一定的荷種(Kg)及溫 度(°C)下,10 分鐘所流出的融膠重量;MI 值越大,表示塑膠的流動性越佳; 反之,則流動性越差。其他像是熔融指數(Melt Flow Index)、熔體指數(Melt Volume Rate),都是用來定義塑料流動難易性的一項指標。
3.4 Moldex3D 與 Moldex3D I2 介紹 本論文模流分析研究部份使用到 Moldex3D 模流分析軟體,故在此章節 對軟體架構做個簡單的介紹。[19] Moldex3D 是成功將三維實體分析技術應用於射出成型模流分析之軟 體,可充分應用於各種類型的塑膠射出成型產品分析,全三維的模擬突破 了以往薄殼理論的分析限制,不論是厚件產品、厚薄件變化產品、或是難 以定義中間面之幾何等複雜結構件,都可充分展現出製程之模擬。 Moldex3D 支援帄行計算,大量增進分析計算效能,在最短時間內完成 網格元素數量巨大的複雜模型分析。此一高效帄行計算技術,除可完整進 行充填、保壓、冷卻、翹曲、玻纖排向、反應射出等計算,常可同時支援 多 CPU 與叢集式電腦計算。 I2介面為Moldex3D軟體功能中,與其他有限元素分析軟體連接之管道, 可讓肇因於加工過程產生的性質數據導入結構分析軟體,以實際材料特性 優化塑件結構設計。I2全名為Interfacing function Option,其介面如圖3.1所 示,詳細功能介紹如下: (1) I2 stress solver Moldex3D I2支援許多市面上有限元素分析軟體,可以讓模流分析結果 資訊與有限元素軟體連結運算,其包含ANSYS、ABAQUS、MSC-Nastran、 NENastran、LS-DYNA、MARC各大有限元素分析軟體。 (2) Element type
其網格輸出可選擇兩種元素種類,分別為Solid185為一般六面體元素, 含有8個節點,如圖3.2所示;另外Solid186為高階六面體元素,共含有20個 節點,如圖3.2,其可做較龐大精密的運算,兩元素的運算在下章節收斂性 分析會詳細比較。 (3) Output mesh as Oringinal:可將原始未變形之元素輸出至有限元素分析軟體,或是選擇勾選 Function options中選項,就可以依自己需求將殘留熱應力、初始應變量、保 壓後的溫度分佈、纖維排向輸出。 Deformed:可將射出成型後翹曲變形後之有限元素節點位置匯出。 Mapped:此功能與Original相同,但是可以選擇將輸出資訊映射到另一網格 上,以便在結構分析時不需使用模流分析之龐大數量網格。 另外輸出的資訊還包含模座及澆道的有限元素網格,以便在不同需求分 析時可以使用。
圖 3.2 Moldex3D 軟體 I2 介面
圖3.4 Solid186元素結構圖(資料來源:ANSYS Help) 3.5 Moldex3D I2 輸出方式 上小節說明了 Moldex3D I2 介面的一些輸出資訊的方式,在此要介紹模 流分析後的結果要如何輸出,再匯至別的軟體內來使用。主要輸出的模流 分析結果分別如下: (1)殘留熱應力: 殘留熱應力的結果經由 Moldex3D 的求解器中算出,將每個節點上計算 出的殘留熱應力值輸出,輸出至一有限元素軟體能支援的起始應力檔,如 輸出目標軟體為 ANSYS,則寫成 isfile(initial stress file),便可在有限元素軟 體中讀取此資訊當作初始邊界條件。
(2)翹曲變形:
體可以支援的格式,便可以直接開啟獲得產生變形的網格;第二種方式為 將每個節點上的翹曲變形結果輸出,輸出至一含有初始應變的檔案,直接 由有限元素支援開啟。 (3)玻璃纖維排向: 經由射出成形模流分析的計算,可以將含有玻璃纖維的高分子材料成型 後的纖維排向模擬分析出來,將模流分析結果的每個元素上纖維排向,利 用元素的楊氏係數(Young' s Modulus)表示為一個矩陣型式,如圖 3.5,使其 原本每個元素皆為等向性(isotropic)的材料性質變為非等向性(anisotropic), 此材料性質儲存在要輸出至有限元素軟體裡的網格內,便將玻纖材料性質 匯入。 圖 3.5 非等向性材料性質表示
四、有限元素分析理論介紹 4.1 有限元素法簡述 基本的有限元素法求解處理程序,首先必頇將研究的對象進行離散化 (discretization),也就是將整體分析區域切割成小部份區域分析,而此小部 份定義稱為元素(element),連接元素之間的接點稱為節點(node),元素的分 佈稱為網格(mesh);以圖 4.1 之幾何為例,其整體分析區域被離散為許多三 角形之元素,其連接點即為節點。[20] 圖 4.1 有限元素網格[21] 在有限元素法之中,每個元素都可以推導出一個方程式,整合這些元素 上的各節點方程式可以表現出整體的有限元素方程式,此控制方程式如 下: [K]{A}={B} (4.1)
其中: [K]為剛度矩陣(stiffness matrix) {A}為節點上自由度;在結構分析上為位移,在熱分析上為溫度。 {B}為節點上外力 式子 4.1 中,[K]為奇異矩陣(singular matrix),也就是不可逆矩陣。 為簡單的推導出有限元素法的基本理論,採用一維桿件問題來說明,其 起始長度為 L,並在末端受到一拉伸力,先將此桿件建構為一個元素 (element),以及兩個節點(node),分別為節點 i、節點 j,如圖 4.2 所示。假 設此桿件的位移量 d(x),為沿著桿件長度方向線性變化,可以寫成以下型 式: d(x)= a+bx (4.2) 圖 4.2 一維桿件之元素[21]
在節點 i、節點 j 上之位移量也可以寫成如下: (4.3) (4.4) 其中: 為 i 節點上的 X 方向座標 為 j 節點上的 X 方向座標 由(4.3)式及(4.4)式求解 a、b 值並代入(4.2)可得位移函數: d(x)= (4.5) 或 d(x)= (4.6) 其中 L=( ); 和 為元素的形狀函數(shape function),當桿件受力時 它會呈現一帄衡的位置,而帄衡位置的總位能(π)會最小,總位能又可表示 成應變能(γ)和功(w)的差值,表示如下: π=γ-w (4.7) 在單一桿件元素的情況下,應變能為: γ= (4.8) 由虎克定律(Hooke's law)知應力與應變及楊氏係數的關係( ),將應變能 改寫為: γ= (4.9) 桿件 X 方向的應變 =( )/L,代回(4.9)式得:
γ= (4.10) 寫為矩陣型式如下: γ= [ ] (4.11) 節點上受力做功可表示為: W= = (4.12) 由上述推導已得知γ與 W,故總位能為: π= - (4.13) 由最小總位能原理: π = 0 (4.14) 因此(4.13)式可得: = 0 (4.15) (4.16) 上述為一桿件元素的推導,若要推導分割成多個元素之方程式,其 N 個元 素之總位能可表示成: π= γ (4.17) 由最小總位能原理: π= (4.18)
4.2 常用元素的種類 為了求解工程中的各種問題,如結構力學、彈性力學、流體力學、熱力 學等問題,國內外已經開發出了許多種有限元素法通用的軟體,而其軟體 中所使用之元素種類非常多,少則十多種,多則到達數十種的元素種類。 在分析使用上,會依據不同的問題而使用不同形狀之元素,像是線元素、 面元素、體積元素,如圖 4.3 所示。[20] 線元素使用在建構連接桿、樑、彈簧等幾何之有限元素模型。面元素則 是用來建構二維的實體表面之網格,也就是薄殼元素,形狀為四角形或三 角形。體積元素則是用在建構三維的實體之網格,體積元素又可分為真體 積元素(Solid Element)和以 2D 來模擬 3D 的帄面元素(Plane Element),一般 實體模型做有限元素網格都是使用真體積元素,而帄面元素所探討的包含 帄面應力(Plane Stress)、帄面應變(Plane Strain)、及軸對稱(Axis-symmetry) 等假設特性。軸對稱如三角軸對稱元素和矩形軸對稱元素,圖 4.4。[21]
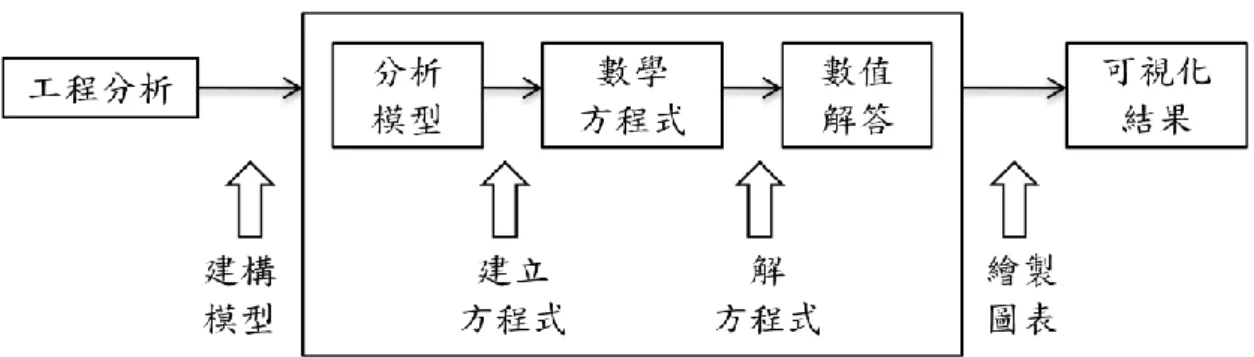
圖 4.4 三角軸對稱元素與矩形軸對稱元素[21] 4.3 有限元素分析基本架構 現代的工程師在進行產品開發設計時,大部分會依照圖 4.5 所描述的步 驟,先對產品進行分析,經由核對電腦之結果,以求得產品設計不斷的精 進改善;計算上,一部份可以由電腦全自動化地來處理,另外有一部份可 以由工程師和電腦互相協助下來進行。這樣的過程我們稱為電腦輔助工程 分析(Computer-aided Engineering Analysis)。
圖 4.5 電腦輔輔助工程分析流程
框線內部代表ㄧ個解工程問題的程式,長久以來發展出許多解工程問題 的方法,譬如說有限元素法、有限差分法、邊界元素法等等。但目前為止 應用最廣泛的是有限元素法(Finite Element Method,FEM)。ANSYS 即是基於 有限元素法發展出來的。 綜合上述,ANSYS 將電腦輔助工程分析分成三個主要步驟︰前處理器、 有限元素分析、及後處理器,如圖 4.6。 圖 4.6 有限元素分析流程 ANSYS 是一個大型的程式,發展初期為了克服主記憶體的限制,將這 個大程式切割幾個獨立程式,如圖 4.7 表示,每個獨立的程式稱為一個模組, 如果你要做特定的工作,必頇先進入這個模組才能執行。 圖 4.7 ANSYS 各模組工作
前處理模組的工作於建立實體模型、建立元素屬性表(元素類別、材料性 質、實體常數、及元素座標系統)、及網格切割後,完成一個 analysis model。 分析模組的工作在於負載描述,完成 analysis model 及負載條件後即可以 去解出答案。後處理模組的工作可以將解出的數值解答畫成圖表,或以文 字的模式輸出[22]。詳細的 ANSYS 軟體分析處理作業流程如圖 4.8。 圖 4.8 ANSYS 分析處理作業流程圖[23]
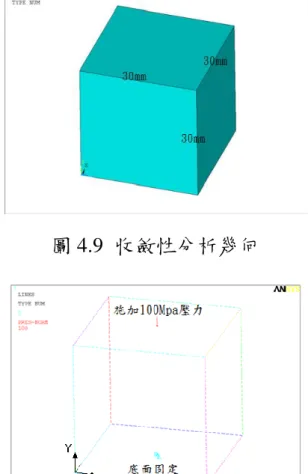
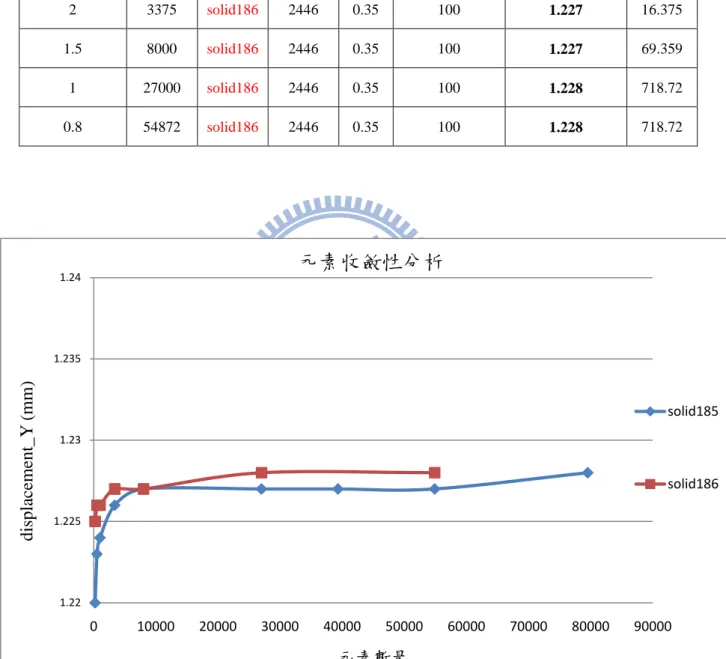
4.4 元素收斂性分析 模擬分析時,網格切割的粗細程度會影響到實驗數據的準確性,太少的 元素會使運算結果不值得信賴,而愈密的網格使元素與節點量變多,求出 來的近似解會更接近實際結果,但是相對的運算時間就會增加,在時間的 經濟考量下,如何在有限的元素量中得到可信賴的結果是非常重要的,所 以在分析之前我們必頇在元素數量上做探討,來找到分析結果與元素數量 的趨勢,也就是元素收斂性分析。 首先建立一個簡單六面體的幾何來做分析如圖 4.9,因 Moldex3D I2 介 面中匯出之元素類型有 Solid185 及 Solid186(圖 3.3 及圖 3.4),在此比較兩種 元素的 Y 方向位移量分析結果,並且各建立不同粗細的網格,在邊界條件 上施與固定端和表面壓力如圖 4.10。Solid185 元素與 Solid186 元素分析結 果分別整理於表 4.1 與表 4.2,Y 方向位移結果之收斂性由圖 4.11 可知, Solid185 元素量在 8000 至 50000 間都維持相同的值,而元素到 79507 時結 果也僅增加了百分之 0.01,也就是分析結果之收斂;Solid186 元素由於是高 階元素,節點數量較多,在元素量 3000 至 8000 左右可便得到一相同結果, 而再往上增加元素量也僅可得出增加百分之 0.01 之結果,但其運算時間將 倍增;故結構分析在選擇元素種類和數量便可參考此收斂性分析結果。
圖 4.9 收斂性分析幾何
圖 4.10 收斂性分析邊界條件
表 4.1 Solid185 元素之收斂性分析結果
元素尺寸(mm) 元素數量 元素種類 楊氏係數 浦松比 施加壓力(Mpa) Y 方向位移(mm) CPU time 5 216 solid185 2446 0.35 100 1.22 0.21875 4 512 solid185 2446 0.35 100 1.223 0.34375 3 1000 solid185 2446 0.35 100 1.224 0.48438 2 3375 solid185 2446 0.35 100 1.226 1.625 1.5 8000 solid185 2446 0.35 100 1.227 5.375 1 27000 solid185 2446 0.35 100 1.227 35.812 0.9 39304 solid185 2446 0.35 100 1.227 68.359 0.8 54872 solid185 2446 0.35 100 1.227 127 0.7 79507 solid185 2446 0.35 100 1.228 246.27
表 4.2 Solid186 元素之收斂性分析結果
元素尺寸(mm) 元素數量 元素種類 楊氏係數 浦松比 施加壓力(Mpa) Y 方向位移(mm) CPU time 5 216 solid186 2446 0.35 100 1.225 0.39062 4 512 solid186 2446 0.35 100 1.226 1.0781 3 1000 solid186 2446 0.35 100 1.226 2.375 2 3375 solid186 2446 0.35 100 1.227 16.375 1.5 8000 solid186 2446 0.35 100 1.227 69.359 1 27000 solid186 2446 0.35 100 1.228 718.72 0.8 54872 solid186 2446 0.35 100 1.228 718.72 圖 4.11 收斂性分析結果 1.22 1.225 1.23 1.235 1.24 0 10000 20000 30000 40000 50000 60000 70000 80000 90000 displ ac ement_Y ( mm ) 元素數量 元素收斂性分析 solid185 solid186
五、實驗架構與研究方法 本論文建立連貫式的產品設計分析流程,從電腦輔助設計產品,再到製 造上射出成型的分析,將射出成型之結果當結構分析軟體的初始條件來探 討強度,實驗架構如圖 5.1,讓塑膠材料的結構件在量產之前做較完整的分 析,並以結構分析之強度做為品質標準的依據,研究增強結構強度需改善 問題。[24] 圖 5.1 實驗架構 射出成型品所遇到強度上的問題,本文將其分成為結構上的問題與成型 上的問題;而詳細說明與實驗設計如下:
(1)結構問題: 材料的結構剛性太弱,就會造成產品所能承受的強度不足,這可以簡單 的由虎克定律(Hooke's law)得知,應力等於應變與結構剛性的乘積,故施與一 定值的應力,結構所產生的應變會隨著剛性愈強而愈小,所以這部分若是 剛性太低導致結構強度不足,可以更改為剛性較強之材料。 產品幾何上的設計如果不良,會造成產品強度不足甚至破壞,所以若是 此類問題就要回到幾何設計去變更模型,這部份要看不同個案而定,比如 說加大尺寸或是加上輔助肋材來增強幾何強度。 (2)成型問題: 成型問題為本論文著重的重點,利用模流分析得到塑膠射出成型品在製 程中的殘留熱應力、翹曲變形量、或是玻璃纖維強化物的排向,由 Moldex3D 的 I2 介面輸出,至結構分析軟體得知結構強度上的影響。 在研究上,希望先建立一簡單之正方形帄板,如圖 5.2,來探討成型問題 對結構強度的影響,利用對稱而基本的模型先歸納出一些特性,之後在延 伸至較複雜幾何;而各成型問題實驗之設計分別於以下小節說明。 將模擬分析的結果整理並探討,分析的流程也就依循實驗架構如圖 5.3, 主要是利用模流分析軟體 Moldex3D 與有限元素分析軟體 ANSYS,以結構 分析出之強度作為品質依據來探討。
圖 5.2 實驗模型圖
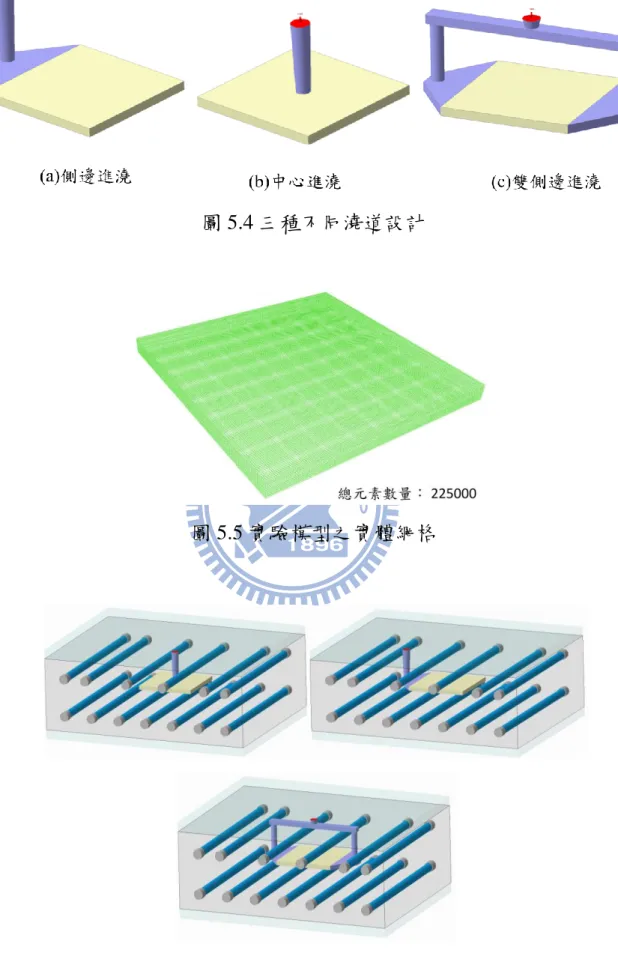
5.1 強化物與結合線對結構強度影響 結合線的問題,通常是因為模具內幾何將流動的熔膠切割所造成,或是 設計不良的澆口位置,在此實驗設計部份,建立出三種不同澆口進澆的方 式,如圖 5.4 對同樣正方形帄板進行射出成型分析,僅以玻纖受流動變化來 探討,不考慮熔膠溫度影響接合。 實體網格製作如圖 5.5 網格總數量為 225000 個;三種流道設計的模座水路設置如圖 5.6 第一部份先利用側邊進澆,圖 5.4(a)的模型來探討玻璃纖維排向之結構 強弱的差異,選用玻纖含量為 15%的 PP 來做為塑料,詳細材料資訊列於附 錄表 A.1,將其成型結果的玻纖排向輸出至 ANSYS 做結構分析,比較帄行 玻璃纖維方向與垂直玻璃纖維方向的強弱差異。 第二部份則使用一樣為側邊進澆的模型,來探討不同玻璃纖維含量的塑 膠材料,分別為 15%、30%、40%的 PP,將其玻璃纖維性質輸出 ANSYS, 比較三種玻璃纖維含量對結構強度上的影響。 第三部份利用三種不同的澆道設計,都使用 15%的 PP 來進行射出成型 模擬,來探討流動上的設計對添加玻璃纖維塑膠材料的影響,輸出不同流 動造成的玻璃纖維排向,比較其強構強度的差別。 以上三部份之射出成型加工參數整理於表 5.1。
圖 5.4 三種不同澆道設計
圖 5.5 實驗模型之實體網格
表 5.1 強化物探討之射出成型加工參數 材料 充填時間 (sec) 保壓時間 (sec) 冷卻時間 (sec) 模溫 (°C) GF(%) Part1 PP ASAHI-P615FG1734 0.15 4 8 40 15 Part2 PP ASAHI-P615FG1734 0.15 4 8 40 15 Part2 PP ASAHI-P630FG0600 0.15 4 8 40 30 Part2 PP ASAHI-P740FG0600 0.15 4 8 40 40 Part3 PP ASAHI-P615FG1734 0.15 4 8 40 15 Part3 PP ASAHI-P615FG1734 0.15 4 8 40 15 Part3 PP ASAHI-P615FG1734 0.15 4 8 40 15 5.1.1 強化物與結合線對結構強度影響結果 第一部份是利用側邊進澆的模型,探討含有玻璃纖維之塑膠材料,在流 動波前方向與其垂直方向的強度差異;射出成型之流動波前於充填分析結 果如圖 5.8,可以看出熔膠在流動時,呈現噴泉流動之情形,造成原因為靠 近模壁處流動阻力較大,溫度梯度也較大,讓模壁處產生一層凝固層,而 使模壁邊熔膠流動較慢。
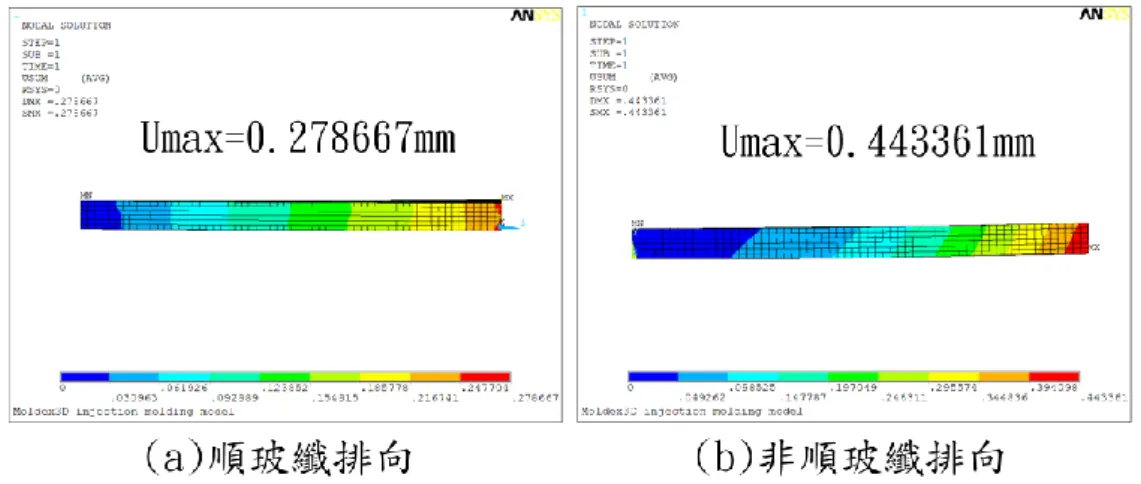
圖 5.7 側邊進澆流動波前 圖 5.8 熔膠波前之噴泉流動模擬結果 玻璃纖維排向模擬結果如圖 5.9,可以看出側邊的進澆能夠造成大部分 較為整齊的纖維排向,使纖維帄行於流向;而沿充填流動方向為帄行玻纖 之方向,反之,垂直充填流動方向則為垂直玻纖之方向;將側邊流動兩種 纖維排向之受拉力比較,邊界條件如圖 5.10,分別對兩種纖維方向給予一 端固定一端施 20N 之力來探討結構強度。先對未施力的模型進行翹曲分析, 如圖 5.11,可以看出無施加力時,模型會有因玻纖而成的些許翹曲,再由 施加力位移分析結果比較,如圖 5.11,可以看出兩種纖維排向受拉力時,
垂直玻纖之方向位移會較大,也就是結構強度較弱,以位移量來評估強度 可知,帄行玻纖方向之結構強度會比垂直玻纖方向強度要好上三倍左右; 另外從位移的變形中可以看出,因為考慮了玻璃纖維排向與翹曲變形的影 響,並且塑膠材料屬性變為非等向性,使結構的位移沿翹曲方向變形。 圖 5.9 側邊進澆模擬之玻璃纖維排向 圖 5.10 側邊進澆兩種纖維排向受拉力之邊界條件
圖 5.11 無受力時翹曲變形效應圖 圖 5.12 兩種纖維排向受拉力之分析位移結果 第二部份是同樣使用側邊進澆模型,比較 PP 材料含不同玻璃纖維含量 對結構的影響,玻璃纖維詳細資訊列於論文後附錄 A,結構分析的邊界條 件給予一端固定一端給予 20N 的力,分析三種玻纖含量在帄行玻纖方向上 受拉力的變形情形,其位移量結果如圖 5.13,可以看出添加的強化玻璃纖 維含量愈高,則位移量愈小,也就是結構強度較強。
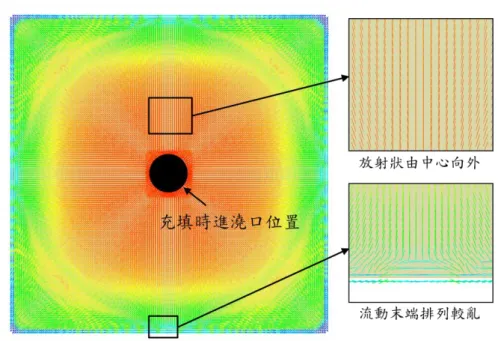
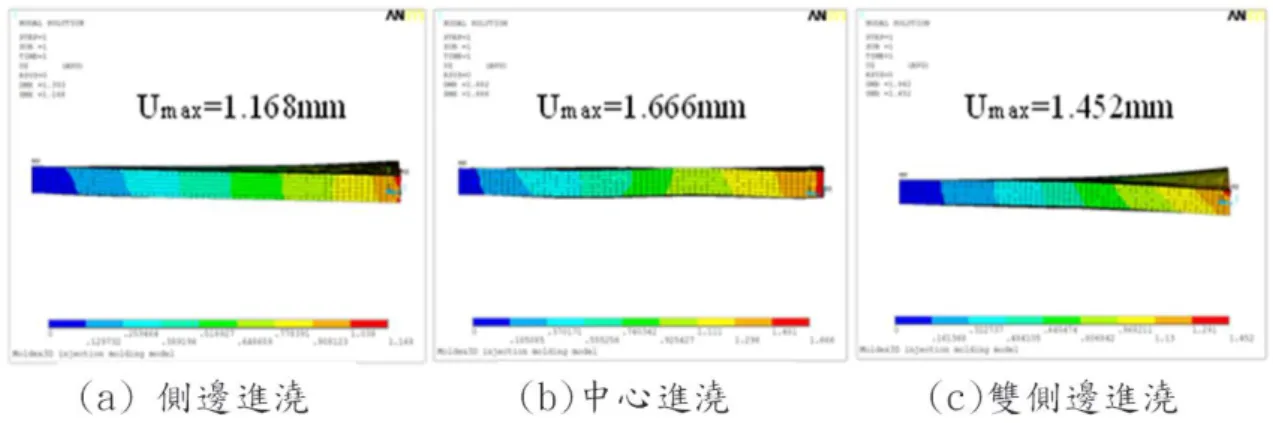
圖 5.13 不同玻纖含量施力方向位移結果 第三部份是採用不同的澆道設計模型,前一章所提到的圖 5.4,比較三 種進澆方式,會對玻璃纖維排向有什麼影響,而又會對結構強度上有什麼 影響;模流分析之玻纖排向結果,於圖 5.9 已表示出側邊進澆之玻纖排向, 另外中心進澆與雙側邊進澆之玻纖排向如圖 5.14、圖 5.15,可以看出中心 進澆為放射狀的流動情形導致玻纖排向為放射狀,故在結構分析上選擇施 力方向上就較不需考慮;在雙側邊進澆的排向則因為流動波前的結合,所 以導致玻璃纖維在對接時,接合處會產生較亂的排列,甚至出現垂直流向 的玻纖排列。在結構的分析設定上,側邊進澆之邊界條件為在流動方向一 端固定一端給 20N 的力,雙側邊進澆之邊界條件也在流動方向一端固定一 端給 20N 的力,中心進澆則任選一方向一端固定一端給 20N 的力;分析結 果如圖 5.16,得知側邊進澆之強度為最強,再來為雙側邊進澆,強度最弱 的為中心進澆,因此若不考慮熔膠溫度影響接合,受力方向有較多帄行排 向的玻纖時,可得較佳結構強度。
圖 5.14 中心進澆模擬之玻璃纖維排向
圖 5.16 不同進澆方式施力方向位移結果 5.2 殘留熱應力對結構強度影響 在殘留熱應力實驗探討這部份,使用側邊進澆的模型來分析,塑料選用 無添加玻纖之 PP,並先定義實驗座標,如圖 5.17,成型加工參數設定上, 分別使用三種不同保壓時間,找出其殘留應力與保壓時間的關係,再將模 流分析的殘留應力輸出至 ANSYS 做結構分析,取 Z 座標的方向上節點數值, 比較其不同殘留應力大小對結構受拉力時的影響,也藉由此分析得知模流 分析時保壓時間對殘留應力的改善以至於結構強度上的改善。其射出成型 加工參數如表 5.2。
圖 5.17 側邊進澆模型與實驗座標定義 表 5.2 殘留熱應力探討之射出成型加工參數 材料 充填時間 (sec) 保壓時間 (sec) 冷卻時間 (sec) 模溫(°C) PP Advanced Composites LA880U 0.15 4 8 40 PP Advanced Composites LA880U 0.15 5 8 40 PP Advanced Composites LA880U 0.15 6 8 40 5.2.1 殘留熱應力對結構強度影響結果 殘留熱應力這部份在模流分析時,加工條件使用不同保壓時間分析結果 如圖 5.18,此結果取自定義之流動方向(Z 座標,圖 5.17)上節點殘留應力值, 可以看出保壓時間 4 秒、5 秒與 6 秒之殘留應力,保壓時間愈長則殘留應力 愈小,原因為增加保壓時間可以降低溫度不均勻的熔膠體積收縮,即可降
低溫度所造成的殘留熱應力。 不同殘留熱應力的結果輸出至結構分析來探討,邊界條件為在流動方向 上一端固定一端給 20N 拉力,結構分析應力結果如圖 5.19,可以看出圖 5.18 中的殘留熱應力有將其趨勢加成在圖 5.19,圖 5.18 中的應力是比較小的。 其中,比較直接使用無射出成型加工條件匯入之模型,可以看出有考慮殘 留應力來做結構分析時,整體分析結構受力會比較大;另外,殘留應力愈 大,結構整體所受的應力就愈大,也因此得知改善結構強度必頇減少殘留 應力,在加工設定上保壓時間可以視經濟考量上增加。 圖 5.18 不同保壓時間之殘留應力 0 10 20 30 40 50 60 0 5 10 15 20 25 30 Th erm al R esid u al V o n M ises St ress( M p a) Z軸座標值(mm) 不同保壓時間之殘留熱應力比較 保壓時間4秒 保壓時間5秒 保壓時間6秒
圖 5.19 不同保壓時間之殘留應力受拉力時應力 5.3 翹曲變形對結構強度影響 在翹曲變形的實驗探討這部份,與殘留熱應力實驗採用相同模型,側邊 進澆之澆道來做實驗,塑料也使用無添加玻纖之 PP 以及分別採用三種不同 保壓時間為加工參數,找出翹曲變形量與保壓時間的關係,輸出至 ANSYS 的資訊則為模流分析的變形量,進而比較不同翹曲變形量對結構受拉力時 的影響,也藉此分析得知模流分析時保壓時間對翹曲變形的改善以至於結 構強度上的改善。其射出成型加工參數如表 5.3。 表 5.3 翹曲變形探討之射出成型加工參數 0 20 40 60 80 100 120 140 160 180 0 5 10 15 20 25 30 V o n M ises St ress( M p a) Z軸座標值(mm) 不同保壓時間之殘留熱應力受拉力 保壓時間4秒 保壓時間5秒 保壓時間6秒 無考慮加工
材料 充填時間 (sec) 保壓時間 (sec) 冷卻時間 (sec) 模溫(°C) PP Advanced Composites LA880U 0.15 4 4 40 PP Advanced Composites LA880U 0.15 5 8 40 PP Advanced Composites LA880U 0.15 6 12 40 5.3.1 翹曲變形對結構強度影響結果 三種不同保壓時間的翹曲變形結果如圖 5.20,保壓時間的增加翹曲變形 會降低;將模流分析翹曲變形結果匯至結構分析軟體,邊界條件與 5.2.1 節 相同,分析結果如圖 5.21,得知翹曲變形的結果愈大也會使結構應力較大。 圖 5.20 不同保壓時間之翹曲變形量
圖 5.21 不同保壓時間之翹曲變形受拉力時應力 5.4 模擬分析之成型問題結果歸納 (1) 塑膠射出成型製程中,添加玻璃纖維可以增加結構強度,並隨著玻璃纖 維含量愈高,則承受結構強度愈強;沿射出成型流動之方向上,因較多 帄行排列之玻璃纖維,故可承受強度較大,若成型品因流動所造成受力 方向上較多垂直排列的玻璃纖維,此時結構強度會較差。 (2) 保壓時間增加可使射出成型品的殘留應力降低,而經由分析結果可知, 側邊進澆在進澆口處殘留應力會最大;殘留應力愈大則會使整體結構受 0 50 100 150 200 250 0 5 10 15 20 25 30 V o n M ises St ress( M p a) Z軸座標值(mm) 不同保壓時間之翹曲變形受拉力 保壓時間4秒 保壓時間5秒 保壓時間6秒 無考慮加工
力時應力增加,可能會較容易導致結構上的破壞。 (3) 保壓時間增加可使射出成型品的翹曲變形降低,翹曲變形愈大時,結構 受力時產生的應力會愈大;故成型品的變形不僅會影響到設計上的精度, 也會影響到結構強度。 (4) 由未考慮加工成型的影響之模型,做結構受力分析時,整體應力與匯入 殘留應力與變形相比較小,得知經模流分析後由 Moldex3D I2 將加工之 影響匯入結構分析,可在設計結構上得到完善的資訊,便可對產品做出 較精確的評估與改良。
六、射出成形結構件品質改善 利用上一章歸納的結果,簡單了解成型問題對射出成形結構件的強度之 影響,此章將整理兩種結構件,分別為卡扣結構件與機器人腳組合件,利 用 Moldex3D 整合 ANSYS 的流程,來進行結構強度的改善,其強度改善的 流程如圖 6.1,將設計出之結構產品幾何由模流分析,得知射出成型加工後 的結果,配合有限元素分析給予成型品成形後會受到的結構行為,有限元 素分析後的結果,配合田口實驗方法來簡化實驗的次數,整理出實驗最佳 參數組合,以達到結構強度的目的。 圖 6.1 結構件品質改善流程 6.1 田口實驗方法 6.1.1 田口法簡介
田口實驗法(Taguchi Experimental Methods):統計實驗法(Statistical Experimental Design)又稱實驗計畫法(Design of Experiment, DOE)原是英國
統計學大師費雪(Ronald Fisher)先生於1920年所創。其分析資料的方法稱作 變異數分析法(Analysis of Variance, ANOVA),原本應用在農產品產量之提 昇作業上。1947年勞博士(Rao, C. R. )建議使用直交表(Orthogonal Array)規 劃具有數個參數的實驗計畫(Experimental Plan)。而到了1949年,日本電信 實驗室的田口玄一博士(Dr.Genichi Taguchi)結合上述的變異數分析法和規 劃實驗的直交表,發展出田口實驗計畫法(田口法),又稱為穩健性設計 (Robust Design)。這套為縮短實驗次數、迅速降低成本、改善品質,而發展 出的一個實驗設計法。由於這個實驗設計法相當好用、且容易找出最優品 質控制的參數,因而廣被應用。而傳統的實驗設計法為了實驗精確,故常 以完全實驗法來進行,一旦當控制因素及各因素的水準值增加,則實驗次 數也跟著成倍數增加。田口式實驗設計法規劃以直交表進行,其目的在於 以較經濟的方式即可進行部份要因實驗,雖然犧牲了小部份因素間交互影 響作用的解析能力,但卻減少許多實驗次數且可達系統最低要求,並且能 夠允許某些程度被外界干擾,同時能保持品質穩定性,且又能對各自身的 影響性作出合理的分析,並找出最優品質控制的參數。[25] 6.1.2 直交表的應用 利用自由度(d.f.)的計算可以選用對應足夠自由度且最少詴驗次數的直 交表,是依據因素數量、每個因素的水準數、以及欲調查的交互作用數量 等加以累加後實驗計畫的自由度來決定的。由於本研究設定的控制因子有
四個,而每種因子又各自具有三種水準。首先必頇求出自由度: 每個三水準因素具有3-1=2的自由度 總自由度d.f.=(4個因素×2 d.f.)=8 d.f. 因此8個自由度是獲得期望資料數量所必頇的自由度,而直交表的自由 度為實驗執行次數減一。 (34) 9 L 直交表為三水準具有8個自由度的實驗計畫, 如表6.1,因此 (34) 9 L 直交表可以滿足該實驗條件。 而在分析完成後,再配合實驗設計法則、品質檢測方式,也就是田口 實驗法則規劃控制因子與配置 (34) 9 L 直交表來求出製程最佳化的參數組合, 以減少產品開發及模具修改等成本考量,進而達成產品的生產效能提升, 提升相關產業的競爭力。 因此根據田口實驗法,本研究採用 (34) 9 L 直交表作為此次實驗計畫法的 表格。所以只要進行9次的模流分析所得到的結果即可取代原本全部實驗所 需的81次;能夠節省相當多花費的分析時間。[26] 表 6.1 L9(34)直交表 Factor No. A B C D 1 1 1 1 1 2 1 2 2 2 3 1 3 3 3 4 2 1 2 3 5 2 2 3 1
6 2 3 1 2 7 3 1 3 2 8 3 2 1 3 9 3 3 2 1 6.1.3 品質計量法 參數設計(Paramter Design)的目的,在於決定產品與製程的參數值,以 求得產品機能的穩定,使其在高水準下運作,而受干擾影響程度為最低。 參數設計在於運用因素非線性與線性的一些關係,找出控制因素與誤 差因素間的交互作用,利用非線性關係減少變異,再利用線性關係提高水 準,使製程或產品達到堅耐性(Robustness)。品質工程的首要步驟就是選定 合適的量測品質特性。[25] 品質特性分為三類: (1)計量特性(Measurable Characteristics):能以連續尺度量測。 (2)計數特性(Attribute Characteristics):不能以連續尺度量測,但能按不連 續分級尺度分類,常依主觀判定。 (3)動態特性(Dynamic Characteristics):是”系統”的機能品質特性,取決 於該系統的投入及其造成的結果 (產出)。 而計量特性又分為三類: (1)望目特性(Nominal-the Best ,N.B.):此特性具有一特定目標值。
(2)望小特性(Smaller the Better ,S.B.):目標極端值是零。 (3)望大特性(Bigger-the Better ,B.B.):目標值為無限大。 由田口實驗出來的結果,可求出因子反應(Mean Response),因子反應的 算法如下,以實驗中 3 個水準為例: 當 n=3 時, (6.1) (6.2) 其中: 為 A 因子的因子反應。 An為 A 因子中的第 n 個水準的結果值。 經由因子反應的結果,可以將每個因子對結果的影響整理出因子反應圖, 再由反應圖的趨勢選出望大或望小的結果,便可有機會再獲得更佳的參數 組合,來達到參數最佳化之目的。 6.1.4 田口實驗因子 論文中將使用 (34) 9 L 直交表(表 6.1)來作參數最佳化,因研究中將選擇四 個因子作為改善調整的目標,而訂定因子的範圍分別如以下說明:[19] (1) 塑料溫度: 塑料溫度的制定方式是依料商提供的加工溫度範圍來設定,通常在業界 各家廠商的產品會有些溫度使用上的準則。在 Moldex3D 材料庫中之摘要有 提供料商建議的加工範圍,以此溫度範圍作設定參考的準則。
(2)保壓時間: 保壓時間的範圍選定,則以分析或實驗中的流率曲線來判定,如圖 6.2, 一般來說,流率降至為零,表示澆口已固化,使後續保壓失效。 故觀察分 析的流率圖,定出保壓時間的因子範圍。 圖 6.2 射出成型流率圖 (3)冷卻時間: 冷卻時間選擇上,一般廠商會有一些工程師經驗的數據,在本實驗則是 採用分析軟體內的冷卻時間估算,利用計算公式得到參考數據,從冷卻的 溫度去判斷是否到達頂出溫度。計算公式如 6.3 式: (6.3) 其中: 為密度(density) 為比熱(heat capacity)
k 為熱傳導率(thermal conductivity) H 為成型品肉厚(part thickness) 為塑料溫度(melt temperature) 為模壁溫度(wall temperature) 為頂出溫度(ejection temperature) 為達頂出溫度( )所需的時間 圖 6.3 冷卻公式參數示意圖 (4)玻璃纖維含量: 玻璃纖維含量則是在前一章得知含量愈高強度是愈強的,但希望得知與 其他因子是否會有關聯性或是交互作用,故選擇不同玻璃纖維含量的塑料 來尋找對結果強度改善有幫助的參數組合。
![圖 2.1 熱塑性塑膠之分子鏈[15]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8422854.180638/25.892.285.662.125.431/圖21熱塑性塑膠之分子鏈15.webp)
![圖 2.3 結晶性塑膠分子鏈[14] 圖 2.4 結晶性熱塑性塑膠比容積和溫度的關係 2.2.2 非結晶性塑膠 當聚合物分子在冷卻時沒有次序的排列或形成亂排時即形成非結晶性 的結構,如圖 2.5;在凝固過程中沒有晶核及晶粒生長過程,僅是自由的高 分子鏈被凍結(frozen)的現象。以巨觀來看,非結晶塑料沒有明顯的相轉移 溫度,熔化過程為一區域而非固定熔點;非結晶塑膠大部分為透明外觀, 其各方向性質差異不大、物理性質較均勻,其結構上具有較高的伸長性及](https://thumb-ap.123doks.com/thumbv2/9libinfo/8422854.180638/27.892.146.798.406.737/當聚合物分子凝固過程有晶是自由為一區域而大部分為透明外觀其各.webp)
![圖 3.1 射出成型基本程序[14]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8422854.180638/36.892.149.781.110.981/圖31射出成型基本程序14.webp)