國立宜蘭大學食品科學系
Department of Food Science National Ilan University
碩士論文
Master Thesis
微波輔助熱風乾燥處理對金棗 蜜餞製程能源效能與其產品品質之影響
Effect of Microwave-assisted Hot Air Drying on Process Energy Efficiency and Product Quality of Candied Kumquat
指導教授: 余嚴尊 博士
Advisor : Yen-Tsun Yu, Ph. D.
研 究 生: 陳昫寧 撰
Graduate Student: Syu-Ning Chen
中華民國九十九年七月
謝誌
本論文完成首先要感謝余嚴尊老師,不只在實驗上的細心指導與協助,生 活日常上的叮嚀以及關心,以及在百忙中幫忙,於撰寫論文的期間不厭其煩的 校閱斧正,使本研究之論文得以完成,謹此致上最誠摯的感謝之意。文稿初成,
復蒙 陳德昇博士及須文宏博士,百忙中抽空詳加審閱以及指導斧正,並賜予 諸多寶貴意見,使學生受益良多,在此謹致由衷之謝忱。
本試驗研究期間,承蒙阿蘭城新風貌促進會提供原料,特別感謝鄭秀玉小 姐幫忙,使本實驗順利進行,一併誌謝。同時要感謝同學欣吟、采如、韋如、
暐摯、偉博、宏隆、昱甫、筱涵、雅君、宛儒、明雯、芥萍,以及實驗室學妹 鈺珊、宜靜,在課業上互相激勵及在實驗上的幫忙,感謝在我當研究生的過程 中,能認識你們。
最後要感謝我的家人的付出,感謝爸媽他們不斷的支持與鼓勵,也感謝我 的兄長以及關心我的親戚們,在我就學期間不斷的给與我鼓勵與支持,讓我能 夠完成學業。
陳昫寧 謹誌於 國立宜蘭大學食品科學研究所 2010 年 7 月
摘要
本研究以金棗為原料,將微波導入二階段熱風乾燥之金棗蜜餞乾 燥製程,探討其減少乾燥製程所需時間及耗能的可行性,並對其產品 進行色澤、質地及體積收縮率物性分析與感官品評分析,以確認出最 適製程參數。實驗結果顯示,金棗蜜餞以 50℃熱風乾燥條件較適合,
但以一階段熱風乾燥完成,其色澤及感官方面並不佳。以二階段熱風 乾燥方法製作的金棗蜜餞雖有較高的感官接受性,但乾燥製程時間較 一階段熱風乾燥製程增加較 68.2%,耗能亦增加 1.5%。在探討金棗蜜 餞製程中微波導入處理對乾燥時間的影響,當以微波處理移除水分 10 g/kg 金棗時,製程上可節省 52.0%的乾燥時間及 21.3%的電量,其產品 色澤亮度提高,硬度增加 17.8%,體積增加 1.3%。以微波處理移除水 分 100 g/kg 金棗時,製程上可節省 69.2%的時間及 47.0%的電量,其產 品色澤之 L、a、b 值皆顯著提高,而硬度減少 50.1%,體積增加 7.0%。
以微波處理移除水分 200 g/kg 金棗時,製程上節省 72.8%的時間及 50.1%的電量,其產品色澤之 L、a、b 皆顯著下降,硬度減少 49.63%,
體積增加 9.5%。探討微波導入的最適時機方面,以微波處理移除水分 10 g/kg 金棗時,最佳導入製程時間為在 50℃熱風乾燥後 11 小時,製 程上節省 57.6%的時間及 30.5%的電量。以微波處理移除水分 100 g/kg 金棗時,最佳導入製程時間為在 6.5 小時熱風乾燥階段導入微波,製程
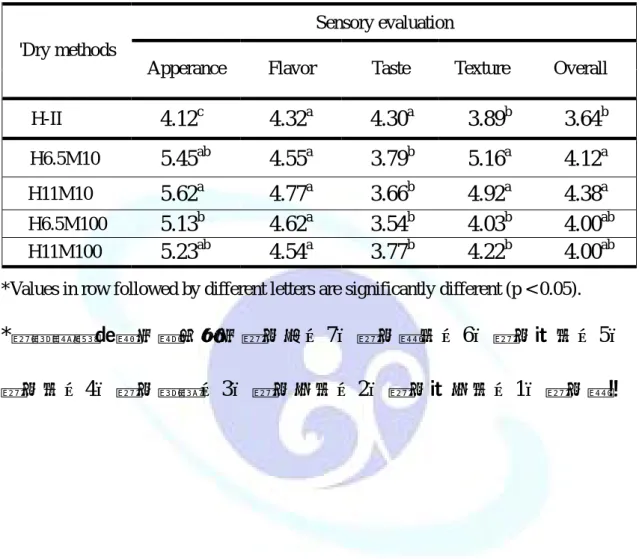
上節省 69.2%的時間及 47.0%的電量。以最適製程之金棗蜜餞進行官能 品評分析,產品在外觀及質地評價上,皆以微波處理移除水分 10 g/kg 金棗之產品有最高接受性,但口感評價方面則仍以二階段熱風乾燥產 品有最高接受性。
關鍵字:金棗、蜜餞、乾燥、微波輔助、能源效能、乾燥時間
Abstract
This aim of this study was to evaluate microwave-assisted hot air drying on process energy efficiency and product quality of candied kumqua.
The drying time and energy consumption and color, texture, volume shrinkage and sensory analysis of product were investigated. The result showed that 50℃ is the best temperature for hot air candied kumqua drying, but its color and sensory evaluation is poor. Candied kumquat by two stage hot air drying had the higher sensory evaluation scores, but its drying time and energy consumption increase 68.2% and 1.5%. 52.0% drying time and 21.3% energy can be saved when removing 10g water /kg kumquat by microwave-assisted drying, and the color (L) of product increase, the hardness increase 17.8%. 69.2% drying time and 47.0% energy can be saved when removing 100g water /kg kumquat by microwave-assisted drying, and the color value (L, a, b) of product increase, the hardness decrease 50.1%, the volume increase 7.0%. 72.8% drying time and 50.1%
energy can be saved when removing 200g water /kg kumquat by microwave-assisted drying, and the color value (L, a, b) of product decrease, the hardness decrease 49.63%, the volume increase 9.5%. After 11 hours hot air drying and then removing 10g water /kg kumquat by microwave-assisted drying, the drying process could save 57.6% drying time and 30.5% energy. After 6.5 hours hot air drying and then removing 100g water /kg kumquat by microwave-assisted drying, the drying process could save 69.2% drying time and 40.7% energy. The candied kumqua removing 10g water /kg kumquat by microwave-assisted hot air drying had
the highest score by two stage hot air drying product.
Key words:kumquat, candied fruit, drying, microwave-assisted, energy efficiency, drying time
目錄
頁次 摘要 ... I Abstract ... III 目錄 ... V 表目錄 ... VIII 圖目錄 ... X 名詞縮寫... XI
壹、前言... 1
貳、文獻回顧... 3
一、金棗的介紹... 3
二、蜜餞的製程... 8
三、乾燥技術及應用... 11
四、乾燥速率曲線的建立... 20
五、食品產業上能源使用的基本概述... 23
參、材料與方法... 31
一、實驗架構... 31
二、實驗材料... 32
三、實驗器材... 32
四、實驗方法... 32
(一) 樣品製備 ... 32
(二) 蜜餞乾燥處理 ... 33
(三) 乾燥時間及耗能分析 ... 34
(四) 物理性質分析 ... 35
1. 糖度的測定 ... 35
2.含水量的測定 ... 35
3. 色澤的測定 ... 36
4. 硬度的測定 ... 36
5. 體積變化的測定 ... 36
(五) 感官品評分析 ... 37
(六) 統計分析 ... 37
肆、結果與討論... 38
一、微波乾燥、一階段與二階段熱風乾燥之金棗蜜餞的物性、感官 品評、耗能及製程時間分析... 38
(一) 在一階段熱風乾燥部分 ... 38
(二) 在二階段熱風乾燥部分 ... 39
(三) 二階段熱風乾燥部分 ... 40 二、金棗蜜餞製程中,微波導入處理時間對蜜餞乾燥製程時間、耗
能及物性分析... 41
(一) 乾燥時間及耗能的分析... 41
(二) 對金棗蜜餞物理性質的影響... 43
三、金棗蜜餞乾燥製程中,導入微波之最適時機的探討 ... 45
(一) 乾燥時間及耗能的分析... 46
(二) 對金棗蜜餞物理性質的影響... 47
四、微波導入之最適製程下,金棗蜜餞的感官品評分析 ... 48
伍、結論... 50
陸、參考文獻... 52
柒、表 ... 59
捌、圖 ... 69
表目錄
頁次
附表一、宜蘭縣各鄉鎮97年度金棗種植概況... 6
附表二、台灣地區各縣市97年度金棗種植面積與收量 ... 7
附表三、不同乾燥方式之比較... 19
附表四、不同製造業歷年用電量... 28
附表五、食品業節能措施效益分析... 29
附表六、食品業常遭遇之能源使用相關問題與相對應之節能措施 ... 30
表一、不同熱風乾燥溫度下之金棗蜜餞物理性質... 59
表二、不同熱風乾燥條件下之金棗蜜餞製程時間及耗能比較 ... 59
表三、不同熱風乾燥條件下之金棗蜜餞物理性質... 60
表四、不同熱風乾燥條件金棗蜜餞品評結果... 60
表五、不同微波功率對乾燥製程時間及耗能影響... 61
表六、不同微波處理條件導入乾燥製程中對金棗蜜餞製程時間之影響 ... 61
表七、不同微波處理時間導入乾燥製程中對金棗蜜餞製程耗能之影響 .. ... 62
表八、不同微波處理條件導入乾燥製程中對金棗蜜餞物理性質之影響 ... 63 表九、不同熱風乾燥時機導入微波處理對金棗蜜餞製程時間之影響
... 64 表十、不同熱風乾燥時機導入微波處理對金棗蜜餞製程耗能之影響
... 65 表十一、不同熱風乾燥時機導入微波處理對金棗蜜餞物理性質之影響
... 66 表十二、不同乾燥方式製程之金棗蜜餞感官品評結果 ... 67
圖目錄
頁次
附圖一、乾燥曲線圖... 22
圖一、不同溫度熱風乾燥處理金棗時,得到的溫度上升圖 ... 68
圖二、不同溫度熱風乾燥對金棗蜜餞製程乾燥曲線比較 ... 69
圖三、熱風乾燥時,金棗蜜餞製程之乾燥速率曲線... 70
圖四、不同熱風乾燥條件下之金棗蜜餞製程乾燥曲線比較 ... 71
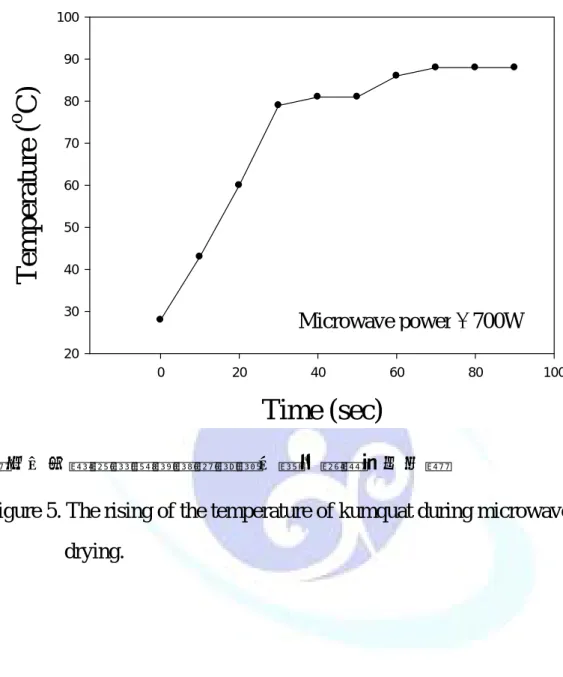
圖五、以微波乾燥處理金棗時,得到的溫度上升圖... 72
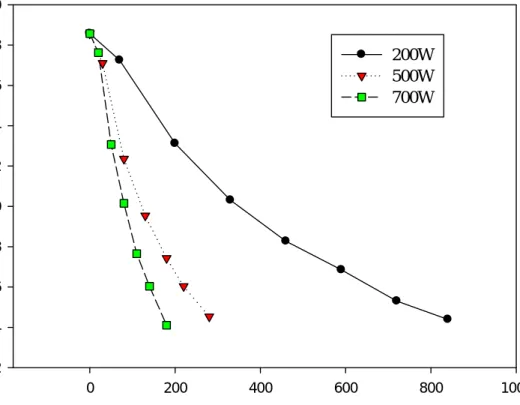
圖六、不同微波功率處理對金棗蜜餞乾燥曲線變化... 73
圖七、不同微波處理條件導入乾燥製程中對乾燥曲線之影響 ... 74
圖八、同前段熱風乾燥時間導入微波處理對產品乾燥曲線之影響 ... 75
名詞縮寫
中文名稱 英文代號
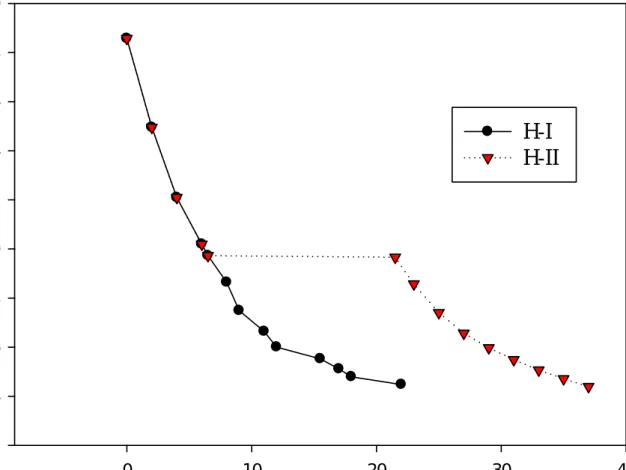
一階段熱風乾燥 (One stage hot air drying) H-I 二階段熱風乾燥 (Two stage hot air drying) H-II
40℃熱風乾燥 H40
50℃熱風乾燥 H50
60℃熱風乾燥 H60
微波移除水分(10g water/kg sample) M10 微波移除水分(100g water/kg sample) M100 微波移除水分(200g water/kg sample) M200 前段熱風乾燥(6.5小時) + 微波移除水分(10g water/kg sample)
+ 後段熱風乾燥(11小時) H6.5M10 前段熱風乾燥(6.5小時) + 微波移除水分(100g water/kg sample)
+ 後段熱風乾燥(4.5小時) H6.5M100 前段熱風乾燥(6.5小時) + 微波移除水分(200g water/kg sample)
+ 後段熱風乾燥(3.5小時) H6.5M200 前段熱風乾燥(7.5小時) + 微波移除水分(10g water/kg sample)
+ 後段熱風乾燥(9.5小時) H7.5M10 前段熱風乾燥(7.5小時) + 微波移除水分(100g water/kg sample)
+ 後段熱風乾燥(5小時) H7.5M100 前段熱風乾燥(9小時) + 微波移除水分(10g water/kg sample)
+ 後段熱風乾燥(7小時) H9M10 前段熱風乾燥(9小時) + 微波移除水分(100g water/kg sample)
+ 後段熱風乾燥(3小時) H9M100 前段熱風乾燥(11小時) + 微波移除水分(10g water/kg sample)
+ 後段熱風乾燥(4.5小時) H11M10 前段熱風乾燥(11小時) + 微波移除水分(100g water/kg sample)
+ 後段熱風乾燥(1小時) H11M100 H – Hot air dry (熱風乾燥)
M – Microwave (微波處理)
壹 、前言
蜜餞是我國傳統食品之一,其特殊風味廣受許多人的喜愛,經常 被人們作為休閒食品食用。由於其製程主要是將不耐儲藏之鮮果作為 原料進行糖漬、乾燥等加工程序,因此可供為非生產季節食用,對於 農產品的產銷調節有很大幫助。傳統蜜餞在加工制程中主要分為三大 步驟:包括前處理、糖漬及乾燥,其中糖漬及乾燥過程皆需要耗費許 多時間及成本。特別是乾燥過程中所消耗的能源佔最高的比重。目前 所使用的能源大多為石化能源,而這些能源使用後會產生廢棄物,對 環境造成不良的影響。因此若能加強製程的能源節約及提高效率,將 除可以減少碳排放,對環保及經濟均有正面幫助。
在過去有關減少蜜餞之製程時間及成本方面的研究,主要在於糖
漬方式的改良及真空糖漬的使用。在傳統的蜜餞乾燥主要是利用熱風 乾燥來達到產品最終含水率,所需要的時間長且並不適合所有蔬果蜜 餞產品,因此有真空、微波及微波熱風等許多乾燥技術陸續被研究開 發出,並將其應用在不同原料蜜餞之製程來縮短製程時間及改善其品 質。唯對製程能源耗損方面的探討闕如。
金棗在台灣的主要栽培地為宜蘭縣,其大多加工成金棗蜜餞。因 此本研究選用金棗作為蜜餞製程之原料,選擇較適當溫度的熱風乾燥 處理,再於乾燥過程中導入不同條件之微波處理加速乾燥,並以傳統
熱風乾燥方法作為對照組,分析在蜜餞乾燥製程中,不同乾燥條件的 電力及時間需求。並分析最終產品其物理性質差異,同時進行感官品 評分析與品質指標之變化進行對照,尋求最低能源及省時最適之金棗 蜜餞加工條件。
貳 、文獻回顧
一、金棗的介紹 (一)品種及栽培地區
金棗,英名 Kumquat,別名又稱金柑或金橘,為金柑屬(Fortunella)
的常綠灌木或小喬木。與柑橘屬同屬於芸香科(Rutaceae)植物。目前 已確認之品種包含:金彈(Fortunella crassifolia Swingle)、長葉金柑
(F. polyandra Tanaka)、長壽金柑(F. obovata Tanaka)、金豆(F. hindsii
Swingle)
、圓金柑(F. japonica Swingle)與羅福(F. margarita Swingle),亦稱長實金柑(朱,1957)。
金棗原產地為中國大陸浙江省山嶺一帶,於1906年由日本引進台 灣栽培(呂,1993)。金棗主要栽培地區為宜蘭縣佔 90%以上,主要 栽培於宜蘭縣海拔 500公尺以下的山坡地。如附表一所示,種植面積 約 280公頃以上,大多分布在礁溪鄉、員山鄉等山麓地區為主,冬山 鄉、三星鄉、宜蘭市及大同鄉則有零星栽植(行政院農業委員會農業 產銷班資訊服務-果樹類產銷資料服務系統,2007)。金棗果實產於春 節前後,年產量超過 3000公噸,而由九十七年資料顯示台灣金棗年產 量為 3,746,515公斤(附表二),其中宜蘭產 3,451,222公斤,佔台灣 地區總生產量的 92%以上。由於獨特的環境及寒涼氣候適合金柑的栽 培,因此產量冠全省,成為宜蘭獨步全省的地區性特產品(李,1997;
呂,1993)。台灣地區栽培品種以長實金柑「Fortunella margarita
Swingle」為主(廖等,1999),此品種果形較長,果皮厚且略帶苦味,
而果肉酸味強,不適於生食,主要供作加工製作蜜餞之原料。
(二)金柑的採收處理
金柑採收期在每年11月上旬至翌年2月中旬,盛產期則在12月上旬 至翌年1月下旬,由於產期集中,除少量供鮮食外,大部分經加工製成 蜜餞、金棗糕、蜜金柑、脫水甜金柑、蜜汁棗、金柑酥及金柑果醬等 多樣產品。宜蘭冬雨多,農民採收金柑時遇雨仍在田間採收,因溼度 高、水氣多,加上人為因素,摘果時果蒂處果皮裂開、果汁外流,採 果容器使用軟布袋或塑膠布袋,互相擠壓,原料果實在第二天便會腐 爛發霉,影響品質甚鉅。採收金柑應選擇晴天,且葉片上不含露水狀 態下進行採收作業,正確採收金柑方法,即利用手指握著果實向右輕 轉一下再摘下,可避免果蒂附近果皮破裂受傷腐爛,採果後放置於硬 質塑膠籮筐內,可避免堆積擠壓果實破損,減少腐爛率。
(三)生理功能
文獻中最早記載金柑於西元1178年韓彥直所著述之橘錄,提及『金 柑在他柑特小,其大者如錢,小者如龍目。色似金,肌理細瑩,圓丹
金柑更小,形色頗類,木高不及尺許,結實繁多,取者多至數升,肉 瓣不分,止一核,味不可食,為宜植之欄檻中,園丁種之鬻於市,亦 名山金柑』(邱,1999);謙倉時代(西元1192-1333)傳至日本,即 被作為藥材使用,在坊間流傳『感冒流行時,金柑暢銷日』之諺語(林,
2000);本草備要解析記述『陳皮,辛能散,苦能躁能瀉,為脾肺氣 分之藥。調中快膈,導滯消痰。利水破癥,宣通五臟,統治百病,接 取其理氣燥失之功』(楊,1999);傳統藥學本草綱目記載『金棗味 甘、性溫和、理氣、化痰、潤肺、止咳、健胃整脾、皮尤佳,甘者潤 肺,酸者聚痰。』,即指出金柑具止咳潤喉、助消化、尤其以果皮的 效果優於果肉,也是柑橘類中唯一可以連皮帶肉整顆食用之果實,傳 統藥學亦有記載金柑對感冒及咳嗽有抑制效果(Yun, 1993)。
附表一、宜蘭縣各鄉鎮97年度金棗種植概況
種植面積 結實面積 每公頃收量 收量
縣市鄉鎮名稱
公頃 公頃 公斤 公斤
宜蘭巿 1.08 1.08 14,716 15,893
頭城鎮 2.00 2.00 10,600 21,200
礁溪鄉 75.42 75.02 8,910 659,502
壯圍鄉 0.10 0.00 0 0
員山鄉 166.22 166.22 14,500 2,410,190
冬山鄉 34.80 34.00 9,000 306,000
五結鄉 0.38 0.38 7,800 2,964
三星鄉 1.00 1.00 8,500 8,500
大同鄉 1.90 1.90 9,270 17,613
南澳鄉 1.30 1.30 7,200 9,360
合 計 284.20 281.90 12,243 3,451,222 (參考資料:行政院農業委員會農業產銷班資訊服務,2008)
附表二、台灣地區各縣市97年度金棗種植面積與收量
種植面積 結實面積 每公頃收量 收量
縣市名稱
公頃 公頃 公斤 公斤
宜蘭巿 284.20 281.90 12,243 3,451,222
彰化縣 14.76 14.55 11,579 168,468
高雄縣 5.59 1.80 17,394 31,310
苗栗縣 4.25 4.25 11,492 48,842
花蓮縣 2.20 2.20 6,825 15,015
新竹縣 1.27 1.27 11,260 14,300
雲林縣 0.62 0.62 14,465 8,968
台東縣 0.60 0.60 6,000 3,600
台北縣 0.43 0.43 8,163 35,10
台中縣 0.25 0.00 0 0
台南縣 0.12 0.12 10,667 1,280
合 計 314.20 307.74 12,174 3,746,515 (參考資料:行政院農業委員會農業產銷班資訊服務,2008)
二、蜜餞的製造
水果或蔬菜在糖液中浸漬、煮熬,使糖分滲透於組織中達高糖度 之具有保存性的製品,即稱為蜜餞(Candied fruit)。雖然蜜餞非人們 日常的必需食品,但因其本身之特色、風味以及悠久的歷史,人們對 蜜餞有著深厚的感情和根深蒂固的喜愛,使得蜜餞成為人們飲食生活 中調劑與點綴的重要角色。傳統蜜餞加工之原理,主要是利用高糖度 高滲透壓及乾燥的處理,造成其水活性降低,而達到抑制微生物之效 果。此外,除了要能達到長時間的保存,同時須使製品具有良好的風 味(李等,2003;汪等,2004)。
蜜餞最先發源於中國,以糖醃藏水果,以供為非生產季節食用。
而羅馬人則以蜂蜜或甜漬醃藏杏子和桃子,成為蜜餞之先驅。今日蜜 餞工業的發展應歸因於在十九世紀中葉,法國和義大利人以葡萄糖漿 加入蜜餞中控制蔗糖之結晶。後經科學方法將其秘訣加以解釋,成為 今日蜜餞工業的技術基礎。而從考古資料中發現,我國西漢以前即有 相當進步且複雜的蜜餞製作法.各類本草中關於果脯(蜜餞)的製作 也多有記載,集至明清之際成為居家必備之書籍,對蜜餞的加工處理 有極清楚的記載當時蜜餞之製造方法。有關蜜餞一般製程概述(劉,
1992)步驟如下:
1. 原料選用
一般而言應採收未完全熟成之水果,因熟成時,其水含量高,質 地變軟,種子堅硬,不利蜜餞品質要求,例如木瓜、芒果或青梅等常 以七分熟,即果皮尚青,果肉未黃,尚堅實時採收;然而桃、棗、鳳 梨等則須較熟成者,以使果實帶有原來較佳之風味。而原料的選用必 須再經過大小選別,如果尺寸相差太大,將造成糖液滲透不均。
2. 洗滌
簡單洗滌,只需以清水或加入適量洗潔劑即可,但須注意採收前 兩星期內不得噴灑農藥。
3. 選別
主要作為剔除損傷或腐敗果,將熟度不適者挑出,並按大小及熟 成分級。
4. 去皮或削邊
依原料種類而不同,如鳳梨去皮,芒果及木瓜須削皮,楊桃須削 邊。而桃、李及橄欖等則須放入旋轉圓桶中,加入食鹽旋轉之,使水 果外皮因互相間及與圓桶間之摩擦而致使其外表蠟質或油胞受到破 壞,以加速醃漬程序。
5. 劃切、切片或針刺
蔬果形狀不一,常需將蔬果進行前處理,縮小其體積增加與溶液 之接觸面積,以加速滲透脫水乾燥之速率。比如:鳳梨、楊桃等因體
積過大須切片,而金柑、青梅等因體積小,但厚度較厚,則需以劃切 或針刺,有助於滲透脫水乾燥之效率。
6. 糖漬
將被針刺過後的金棗放進煮沸之糖液中進行糖煮,或是在真空的 機器中,利用濃縮過的糖水來醃漬。
7. 原料貯藏及前處理
蜜餞原料有產期之限制者,為配合全年加工之需要以及成本考 量,通常於盛產期大量購入,使用適當加工方法加以保存。一般保存 方法如下:
(1) 冷藏法:只能作為短期保存。
(2) 食鹽醃漬:利用食鹽水浸漬或乾鹽直接混合醃漬,用量視蔬果種類 和產品種類、貯存時間而定。
8. 乾燥
其過程可分成兩種,一為必須使之完全乾燥者;另一為只需稍 加乾燥,而仍保持相當濕度者,其乾燥之程度,即視產品種類而定。
乾燥目的為除去果肉之部分水分,以提高糖度及降低水活性,同時 在加溫下使還原糖與胺基酸發生輕微之梅納反應,使產品著色較 深。在乾燥前,有時要用熱水將表面糖液洗除,以便乾燥後較不黏 手。乾燥溫度一般以 50 至 60℃為宜,不宜過高以免著色太深,也不
宜過低,以免費時。
三、乾燥技術及應用 (一) 乾燥定義
乾燥是一種最廣泛使用的食品保存法,其目的是要除去食品中的水 分,達到能安全儲藏的標準,以防止微生物之污染及酵素作用引起之 變質、腐敗(孫,1987;陳,1987)。食品的乾燥主要包括了熱傳及 質傳兩種現象(Brooker, 1974),其原理為由固體或液體的原料,經由 熱量而將食品中的水分變成水蒸氣,並利用通風方式帶走蒸氣,而得 到乾燥的產品,這種利用蒸發除去水分之操作即稱為乾燥。其乾燥機 制可分為表面蒸發及內部擴散兩種(賴等,1992),而在乾燥過程中 所移除之水分大多為自由水。
食品中所含的水分,主要可分為自由水(free water)和結合水
(bound water),其性質功能有所不同(李,1996)。
1. 自由水(free water):係指與一般水分相同,在動力學上能夠 自由運動的水分,此為食品之主要水分。自由水可將可溶性成分 溶解,食品乾燥時容易蒸發去除,且在0℃時會結冰。此自由水與 食品之變質、酵素反應、非酵素性褐變及微生物之繁殖息息相關。
因此,要利用乾燥方法保存食品時,必須去除大量自由水。
2. 結合水(bound water):結合水並無溶劑之功能,微生物不能 利用,加熱不易蒸發,低溫下則不易結冰。此種水分係指與食品 官能基如 OH、NH、NH2、COOH、CONH2等結合之水,故亦稱 為水合水(hydrated water)。食品在乾燥及冷凍時如果影響到束 縛水,則會影響到蛋白質之變性,因而降低食品之質地品質。而 其中有所謂之單分子層水(monolayer water),乃是溶質外圍形 成單層水膜,包含水分子間及水偶極間氫鍵之水。食品中單分子 層水之水活性低,約為0~0.07 之間。幾乎是不凍結,不被微生 物所利用。
(二) 蜜餞乾燥方法
在蜜餞乾燥製程中,如何縮短乾燥時間,即是節省加工成本付出 及提昇蜜餞產量的重點,溫度的提高雖然可縮短乾燥時間,但仍需視 不 同 的 蔬 果 種 類 及 性 質 來 設 定 其 溫 度 ( Doymaz and Pala, 2002;
Kashaninejad and Tabil, 2004;Madamba et al., 1996)。一般而言,蜜餞 乾燥的溫度是利用較低溫度進行,故所需時間較長,但相對地其製品 品質也較佳,不過仍需視產品的種類而定,如使用不當的乾燥條件會 造成產品褐變、皺縮,而影響到成品的品質(汪等,2004)。早期蔬 果乾燥通常利用陽光自然乾燥法,其優點為低成本及低管銷費用,然
而其缺點是生產過程時間太長、產品易致污染和無法控制的天候條件
(Ertekin and Ya ldiz, 2004;Raouza and Saravacos, 1986;Abdelhaq and Labuza, 1987;Kostaropoulos and Saravacos, 1995),目前梅子、無花果、
杏果和葡萄仍然是較多使用陽光自然乾燥的蜜餞類製品(Dincer, 1996;Karathanols and Belessiotis, 1997;Pala et al., 1996;Weitz et al., 1990)。
為了改善乾燥蜜餞之品質,近年來針對脫水乾燥工程改良之研究 諸多,關於蜜餞脫水乾燥方法有三種:
1. 熱風乾燥法
熱風乾燥是目前最普遍的乾燥方式,傳統的方法是將熱風強制地 吹送到被乾燥物上面以進行乾燥。當高溫的熱風吹送至食品時,外界 熱空氣能提高食品溫度,促使水分的蒸發,此時乾燥箱的風扇能吸入 乾燥空氣,排除潮濕的空氣,進而除去食品所含之水分。在進行食品 乾燥時,初期階段時的水分容易被移除,但在末期乾燥速度會減緩,
在乾燥過程中,物質內的水分及水蒸氣會藉著擴散作用,由內部擴散 至外部(Berger and Pei, 1973)。當物質表面的蒸氣壓大於外部環境的 蒸氣壓時,表面的水分會蒸發至環境中,直到物質的含水量達平衡。
在此階段中,水分的傳遞方式主要包括毛細管流動、水分的擴散、蒸 氣的擴散等現象(Majundar 1980;Magee and Wilkinson 1992)。
熱風乾燥是一種經濟適用的加工方法,其優點是生產技術容易掌 握,乾製品耐貯藏,不易腐敗變質(屠和佟,2005;Demir et al., 2004;
Karathanos and Belessiotis, 1997)。其乾燥機結構簡單,製作費用便宜,
而且操作作業單純,可以利用熱風乾燥的食品種類很多,例如水果、
蔬菜、魚貝類等大多利用此法來進行小規模的乾燥,然而依據產品最 終的水活性含量,乾燥時間可能會在10-20小時以上(Potter, 1978)。
此種方法的缺點在於乾燥時間較長、能源消耗大。而在經過熱風乾燥 後的產品,也很容易產生乾縮凹陷的問題。在熱風乾燥過程中,物料 通常是由固體表面逐漸地向內乾燥,而乾燥後的表面通常是多孔質,
因此熱傳導係數會降低,內部的熱傳速度會變慢,導致熱傳速度的減 緩,如提高熱風之溫度,則可提高乾燥速度,但可能會造成食品的品 質劣變 (Mazza and Lemaguer, 1980;Suarez et al., 1980;Igbeka, 1982;
Hutchinson and Otten, 1983;Chiang and Petersen, 1985)。在蜜餞乾燥 製程中,為了避免在乾燥期間糖分結塊及焦糖化,烘乾溫度一般設為 50-70℃,溫度若太高易造成產品受熱不均、外表焦化、流湯等現象 (王,1977;李等 2003)。
2. 真空乾燥法
真空乾燥針對若以較高溫度加熱原料易產生熱變性,及乾燥後所
得製品之色、香、味達不到品質要求者均可利用此一方法。真空乾燥 為利用減壓來促進食品中水分之內部擴散、內部蒸發及表面蒸發的一 種低溫乾燥方法。減壓乾燥的時間較常壓乾燥為短,因此發生表面硬 化的程度較少。肖(2003)以真空乾燥、微波乾燥、熱風乾燥三種不 同乾燥方式,研究生產低糖番茄果脯,微波具有殺菌作用,但對產品 的外觀、色澤和口感帶來負面效果,而熱風乾燥不利於果脯形狀的保 持,相較而言,真空乾燥較能保持產品的品質,但會使原果香味喪失。
3. 微波乾燥法
微波是頻率300MHz~300GHz 的電磁波,一般在食品方面所使用 的頻率為915MHz 及2450MHz。微波具有與光線一樣直進性質,碰到 金屬板即被反射,被水或含水的食品吸收而發熱,不會被空氣、玻璃、
陶器、聚乙烯、聚丙烯等物質所吸收。當食品放置於微波電場時,會 由於食品所含的水等極性分子受電場的力量,發生激烈的動作而產生 熱能。微波加熱與傳統加熱最大的差別在於熱源供應方式不同,傳統 方法是熱源先供應於食品的表面,再經由熱傳方式深入食品內部,而 微波則是瞬間穿透物質(Potter, 1986)。由於微波能瞬間進入物質中 轉變為熱能,所以可在短時間內加熱物質,促使物質升溫並產生水分 蒸發的功能(Datta, 1990)。此外,微波能進入物質內部加熱,所以物
質的中心與表面的溫度差異小,可均勻地加熱,並具有殺菌的效果
(Owusu-Anash, 1991)。
關於微波乾燥的優點主要為下列四項(Gunasekaran, 1999)。
(1) 電磁波瞬間進入物質中,變為熱能,所以可以在短時間內加熱 物質,避免由於長時間加熱引起的品質劣化(Rosenberg and Bogl, 1987)。
(2) 電磁波進入物質的內部而加熱,所以物質的中心與表面的溫差 少,可均勻的加熱,殺菌效果也大。
(3) 由於被加熱食品本身是發熱體,並沒有加熱周圍空氣,而加熱 爐的熱損失也很少,所以可以得到很高的熱效率。
(4) 因使用電磁波,所用裝置的啟動、停止、出力調整都很簡單。
為了能夠有效發揮微波功能,經常會與其他方法結合使用,例如 在低壓下進行微波乾燥(Wadsworth and Koltun, 1986;楊,1993;Kim and Bhowmik, 1994),或利用微波與熱風乾燥結合的方式。而關於熱 風微波乾燥方式的優點,Al-Duri and Mclntyre(1992)曾提出其乾燥機 制,當微波加熱時,食品中心水分會因蒸發而產生內壓,此壓力有助 於水分擴散至食品表面;熱風乾燥則有助於表面水分的移除,因此微 波及熱風方式共同的作用,能使食品乾燥的效率更佳。
過去已有許多文獻探討結合熱風及微波方式進行乾燥,Riva等人
(1991)結合熱風與微波進行洋菇的乾燥,不僅提高乾燥速度,同時 提高乾燥產品的復水性與風味。還有相關研究將微波末段乾燥應用於 乾燥水果上。發現乾燥香蕉(Maskan, 2000)及奇異果(Maskan, 2001)
時,可縮短 40~89 %的乾燥時間,且均可得到好的的復水性。
關於利用微波能源結合熱風乾燥的方式主要可分為三種(Andre´s et al., 2004):
(1) 微波能源應用於最初乾燥過程。在這階段時,產品能快速的加 熱至能夠蒸發之溫度,強制使物料中的水分移除至外部。而其 能夠改善乾燥速率的原因,在於能夠造成物料結構上形成細微 孔隙,使得水份的蒸散較為容易。
(2) 微波能源應用於乾燥速率下降時,由於此時物料的表面已較乾 硬,而水分集中於內部。當將微波應用於此階段,使物料內部 產生熱量,形成的蒸汽使水分強制地向外部擴散,達到除去水 份之目的。
(3) 微波能源應用於最後的減率乾燥期,來完成最後的乾燥步驟。
當以熱風乾燥處理時,食品的組織結構會產生收縮,而限制水 分的擴散,造成乾燥速度的減少。在利用微波協助乾燥時,向
外跑出之蒸氣和蒸氣壓的產生,而能防止組織結構之收縮
(Feng, et al., 2001)。在這邊將微波乾燥應用在最後階段的乾 燥過程,對於產品之束縛水的移除也是很有效率的。
利用微波於蜜餞乾燥已有多篇的研究報告,郭(2003)比較熱風、
微波、真空三種乾燥方法之製作成品比較,經微波乾燥之蘋果果脯的 飽滿度高,且蘋果原有的香味感官品評分數最高,這是因為微波乾燥 果品內外同時受熱,果品在微波作用下,短時間水分迅速汽化,向表 面移動,形成無數的微細孔隙,使組織疏鬆膨化,因此蜜餞外表也就 顯得飽滿。真空乾燥所得成品飽滿度雖高但透明度低,蘋果固有香味 隨水分蒸發而散失,因而成品原果味變淡。黃等(1997)探討微波乾 燥應用對低糖果脯品質的影響,以微波輸出功率恒定及前後期不同的 方式乾燥,在乾燥過程中,發現隨著輸出功率增大,成品出現裂縫、
空隙和焦心的程度也變大。另外,由於微波對成品含水量特別敏感,
因此前期功率稍大有利於水分的快速排出,而後期功率減少,有利於 避免糖的焦化或出現色澤不均的現象。比較微波、恒溫及二者結合之 乾燥方式如附表三,其中以採用微波乾燥和微波與恒溫乾燥相結合的 方式,具有明顯的優越性,乾燥時間縮短了約25小時,微波與恒溫乾 燥相結合方式,也可提高成品品質,但只縮短乾燥時間約7個小時。
附表三、不同乾燥方式之比較
乾燥方法
平均降水率 /g‧min‧kg
乾燥時間/min
微波乾燥 30–35 0.24–0.27
恆溫熱風乾燥 0.32–0.34 24–26
微波與恆溫熱風乾燥結合 1.04–1.4 6–8
(黃等,1997)
四、乾燥速率曲線的建立
Brooker等(1974)認為物體的乾燥主要包括熱傳與質傳兩種現象,
當外界提供能量時,能使物體中的水分蒸發至外界的空氣中。從附圖 一可以看到,在固定乾燥條件下,其樣品水分含量與乾燥時間的關係 圖、乾燥速率曲線圖以及產品的升溫曲線圖。由於食物的組成複雜,
因此有不同形狀的乾燥曲線。
通常乾燥曲線可概分為三個階段:
1. 起始期(initial period)
如附圖一中 A-B段即為起始階段,主要是使乾燥物料與外界 環境的情況達到相同,通常此一時期極短且不易被測量。
2. 恆率乾燥期(constant rate period)
如附圖一中 B-C段,此時物體中的水分能夠迅速地到達表 面,因為內部水分傳遞的速度大於或等於表面水分蒸發的速度,
所以能保持恆定的乾燥速率,由於可供蒸發的水含量大於或等於 蒸發速度的量,所以此一階段的乾燥與內部食品無關,只要探討 表面水分蒸發速度即可,其中 C點的水分含量,稱為臨界水分含 量(critical moisture content)。
Riva 等(1991)指出在熱風乾燥初期時,大部分物料之溫度 會快速地升溫,達到與外界接近的溫度。由於在初期乾燥中,外 界的熱能主要提供作為自由水的蒸發,因此物料的溫度會低於熱 風溫度。
3. 減速期(falling rate period)
。附圖一中 C-D段為減速乾燥期,通常可分為兩個階段,分 別為第一減速乾燥期與第二減速乾燥期,在此階段中,水分移除 速度會減慢,因此乾燥所需時間變長。由於水分不斷的被蒸發,
使物料中的水分越來越少,當低於臨界水分含量(C點)時,內部 水分傳遞的速率小於表面水分蒸發的速率,使乾燥速率逐漸變 慢。第一減速期時,物體表面水分蒸氣壓呈不飽和狀態,在第二 減速期中,表面呈乾燥狀態,內部的水分經由擴散作用到達表面,
供應蒸發所需水分,所以第二減速期之乾燥速率,較第一減速期 更為緩慢。另在後段減速乾燥期中由於自由水的蒸發減少,造成 產品溫度開始快速提升。
B C
A D
附圖一、乾燥曲線圖(Darren, 2002)
五、食品產業上能源使用的基本概述 (一) 能源的定義
能源一般稱作(energy),其定義是做功的能力,即動力的來源
(Borkowski, 1987)。工業革命刺激各國化石類燃料的需求,石油、
天然氣、煤礦已成為人類主要使用的能源。然而,人類在使用此類能 源的同時,面臨產地分布不均、能源耗竭的問題;Goodstein (2004)
更進一步指出,危機不是等到石油耗竭時才出現,而是在油量供應的 高峰期就可能開始出現能源危機。
台灣地質較年輕,缺乏自然條件生成化石類燃料,因此所使用的 能源幾乎都得仰賴進口,國際市場的因素常造成國內能源價格的波 動。此外,近年來環保意識擡頭,世界各國紛紛透過各種國際組織或 會議來傳達永續發展的觀念,積極拓展再生能源,成為一股風潮(于,
2008)。
(二) 能源使用的概況
自從18世紀工業革命之後,人類為了發展經濟活動、提升生活品 質,大量的開發及使用各種化石類燃料(如石油、煤炭等)。但長期 使用下來,各國開始意識到過度使用化石類燃料所造成溫室效應所帶 來的後遺症。其中關於深受各界矚目的京都議定書(Kyoto Protocol)
則於1997年12月在日本京都簽訂,其公約內容旨在以差異性目標,規 範工業先進國家必須在2008-2012年為減量期間,並以此期間各國整體 溫室氣體排放量的平均值為基準,減少至其1990年排放量之一定比例 (全體平均削減值為5.2%)。行政院為因應「京都議定書」規範之溫室氣 體減量目標及期程,由經濟部於 1998年5月26日及27日在台北市國際 會議中心召開「全國能源會議」,重新檢討修訂我國能源政策與產業 政策,以尋求「能源、經濟、環境」(3E) 永續發展(于,2008)。
該次會議重點均以抑制 CO2 排放為前提,由於 CO2 的排放與產業的 生產活動及能源的消費息息相關,故一般的因應對策大多從調整能源 結構、提升能源使用效率、及調整產業結構等方向著手。
依據國際能源總署 IEA/OECD 2006年的統計資料,臺灣人口僅佔 全球的0.35%,但排放之二氧化碳比例卻高達0.96%,在溫室氣體排放 總量佔全世界排序的第22位。臺灣正面臨著諸如全球暖化與水資源匱 乏的全球環境危機,同時也接受著經濟發展衍生環境品質劣化之持續 挑戰。臺灣自產能源貧乏,高度仰賴進口(近99%),近九成的溫室氣 體排放量來自於能源使用所排放之二氧化碳,其年成長率近年來已有 趨緩現象,2008年更是首度呈現負成長(約 - 4.0%)。
(三) 能源使用產生的環境問題
現今地球環境及氣候逐漸惡化,節約能源減輕地球的負荷,成為
今日人類應嚴肅面對的課題之一。現今使用的能源,大多來自煤、石 油、天然氣等石化能源,但這些能源仍有用完之日,尤其這些能源使 用後所產生之廢棄物,對地球環境會產生急性或慢性的不良影響。另 一方面,電廠之廢熱可能改變水棲生態與環境氣候,再加上這些能源 有限量的問題,促使人類在替代能源開發尚未普及之前,投入節約能 源技術的研究與開發省能設備,以減緩過度使用石化能源與降低對環 境的破壞與衝擊。
由世界能源使用趨勢可得知能源中燃油、燃煤比例逐年降低,但 對於能源之需求因增幅較大之故,致使使用量不減反增,以1995年與 1983年比較,石油及煤使用量佔各年使用量降低6%,但實際使用量卻 增加 16%。依不同地區分析發現亞洲地區能源來源以煤最多,佔 30.9%,其次為核能佔24%。而我國能源來源中石油佔53%、煤為27%,
且使用量亦逐年增加。我國1990年二氧化碳氣體排放量約為一億公 噸,其中有 34%來自發電,約佔全世界二氧化碳氣體排放量的1/220。
加強節約能源及提高效率,除了可以減少二氧化碳排放,在經濟及環 保亦有正面之效益。
(四) 食品產業的能源運用與發展
食品業是我國民生工業之重大產業之一,其範圍涵蓋上游的製粉 業、碾榖業、製糖業、製茶業、屠宰業及食鹽業等,中下游的食品飲 料業、乳品製造業、罐頭食品業、冷凍食品業、脫水食品業、醃漬食 品業、糖果業、烘焙食品業、食用油脂業、味精業、醬油業、其他調 味品類、酒類釀造業、啤酒業、不含酒精飲料業、麵條粉調類食品業 等。其關聯產業還包括食品添加物業、食品機械業、食品包裝材料業、
餐飲業、食品運銷業等勞力密集、原料成本高、產品多元和以中小企 業規模為主仍是食品業最大的產業特色。
一般用於衡量工廠能源使用效率為能源密集度,是產業在生產過 程中每創造單位國內生產毛額(GDP)所需耗用之能源(能源消費量/
產值),此可表示該產業單位產值之能源效率。而食品業為低能源密 集度產業,關於其近年來的節約量及節約率,2008年食品業能源消費 量1,248千公秉油當量,較2007年1,289千公秉油當量,減少(3.20%),
2008 年 食 品 業 總 產 值 為 5,559 億 元 , 較 2007 年 5,040 億 元 , 成 長 10.28%。相對2008年食品業能源密集度(能源消費量/產值)為2.24公 升油當量/千元,相較2007年2.56公升油當量/千元,下降(12.22%),
能源效率上升。相較於其他製造產業,食品業有著低能源密集度、高 產值的特性。關於食品業與其他製造業歷年來用電量之比較如附表四
所示,約占整體製造業的 4 %。
在食品產業節能潛力上,由於國內食品工業與歐美日先進國家的 技術水準差異若未能有效改進,將面臨國外產品的競爭壓力。因此現 今多鎖定國內具發展利基的食品,以加強技術水準的提升。在國內有 些食品產業具高附加價值、本土化生產技術及口味需求等特性,受國 外產品衝擊較小,使得這些食品加工及包裝技術與設備的發展受到重 視。在不影響產能的原則下,為了降低其生產成本,食品業能源用戶 大多選擇調降契約容量及採取節約能源措施。附表五為關於食品業節 能潛力分析。食品業的主要節能措施為能源管理、製程設備改善、鍋 爐系統保溫及降低排氣溫度、增加冷凍冷藏效率、能源管理。附表六 為食品業常遭遇之能源使用相關問題與相對應之節能技術或措施。由 於食品業產品種類繁多,量少多樣化,故在生產過程中的節能措施較 不易實施,針對鍋爐、空調、照明、馬達、空壓、電力系統等項目進 行節能潛力分析時,會遭遇許多能源使用之相關問題,其對應方法如 表中所示。
附表四、不同製造業歷年用電量 年份
行業 92 93 94 95 96 97 98
電力及電子機械器材製 191.2 223.0 258.0 284.6 309.8 327.5 315.0 金屬基本工業合計 100.2 109.0 109.9 118.8 121.1 118.9 103.4 化學材料製造業合計 70.62 71.42 68.80 68.06 72.01 68.76 66.27 金屬製品製造業合計 52.49 56.76 57.30 58.91 60.54 59.27 51.26 紡織業合計 72.20 71.02 64.33 62.14 60.61 55.55 49.52 塑膠製品製造業 40.45 42.56 42.15 43.46 45.99 44.39 43.8 非金屬礦物製造業合計 39.5 42.95 46.56 49.62 50.19 48.51 43.42 食品及飲料製造合計 31.90 32.61 33.04 33.21 33.80 33.09 33.25 所有製造業合計 736.9 792.7 825.2 868.7 910.4 912.1 853.0
(參考資料:台灣電力公司全球資訊網 http://www.taipower.com.tw/index.htm)
*電量單位︰億度
附表五、食品業節能潛力分析
節約量 節能措施
投資金額 (千元)
節約電能 (度)
節約燃油 (公秉)
合計 (公秉油當量)
1.製程改善 65,194 1,814,268 597.7 817.55 2.空調系統 8,269 3,850,464 0 367.93 3.空壓系統 4,912 166,523 0 15.91 4.照明系統 2,050 25,210 0 2.41 5.馬達系統 1,580 159,893 0 15.28 6.電力系統 3,460 1,901,397 0 181.69 7.鍋爐系統 5,297 40,338 1,512 1,633.45 8.蒸汽系統 1,286 86,881 389 427.56 9.冷凍冷藏 16,761 4,154,037 0 396.94 10.能源管理 15,597 375,894 143.6 190.69
總計 124,406 12,574,905 2,642.3 4,049.41
(參考資料:陳,2004)
附表六、食品業常遭遇之能源使用相關問題與相對應之節能措施
常遭遇之問題 相對應之節能措施
1.鍋爐排氣溫度過高 建議加裝節熱器,進行廢熱回收。
2.鍋爐含氧量過高 建議將排氣含氧量降低至3%以下。
3.鍋爐多台運轉使用效率低 建議調整鍋爐負載調配,降低鍋爐運轉台 數。
4.蒸汽管路多處洩漏及保溫不良 加強保溫及更換故障之袪水器。
5.空調冷卻水塔風扇未進行控制 風扇加裝溫度控制或變頻控制。
6.冷凍主機多台運轉 建議負載分配調整。
7.冷卻水塔出水溫度過高 建議降低冷卻水塔出水溫度。
8.冰水機出口溫度過低 提高冰水機出口溫度。
9.照明燈具過於老舊 汰舊換新時使用高效率燈具。
10.廠區部份照度過高 建議全般照明與局部照明混合使用。
11.廠區建築未採用採光板 廠房更換採光板利用晝光照明減少照明 電力。
12.廠房牆面、地板反射率過低 採用高反射率之材料增加照度。
13.馬達燒毀時重新繞線 20馬力以下馬達燒毀,建議更換為高效率 馬達。
14.馬達過於老舊,效率低 汰舊換新時採用高效率馬達。
15.馬達以ON-OFF控制轉速 使用變頻器控制轉速,以節省能源。
16.使用過大容量之馬達 汰舊換新時採用適當容量馬達。
17.空壓漏氣嚴重 袪水器故障時,採用無耗氣袪水器。
18.使用往復式空壓機 汰舊換新時採用螺旋式或離心式空壓機。
19.空壓機運轉台數過多 空壓機採用連鎖控制,以減少運轉台數。
20.壓力設定過高 調整空壓機出口壓力合理化。
21.電力系統功率因數過低 裝設功因自動控制器,提高功因。
22.契約容量訂定過高 調整適當之契約容量。
23.變壓器效率過低 變壓器更新時採用非晶質變壓器。
(參考資料:陳,2004)
参、材料與方法
一、實驗架構
金棗
前處理 (針刺、鹽醃)
糖漬處理
乾燥處理
有微波處理導入 無微波處理導入
熱風/微波/熱風乾燥
不同微波水 分移除含量
(10、100、200 g 水分/kg 金棗)
不同微波 導入時機
(熱風 6.5、
7.5、9、11 小時
確認金棗蜜餞之最適省能製程及乾燥品質 最適省能製程之金棗蜜餞與市售產品之官能品評
二階段熱風乾燥 (50℃)
微波乾燥 一階段熱風乾燥
(40、50、60℃) (200、500、700W)
能 源 消 耗 分 析 感
官 品 評 分 析 物性分析
收 縮 率 色
澤 硬 度
乾 燥 時 間 分 析 確認微波 確認最適乾燥溫
度與乾燥曲線建 立
確認目前金棗蜜 餞製程所需時間 及耗能
功率條件
二、實驗材料
1. 金棗:為購自宜蘭縣員山鄉,原料取得後立即經過前處理及糖漬,
完成後密封於夾鍊袋,並保存在 4℃以下冷藏備用。
2. 蔗糖:台灣糖業股份有限公司出品之特砂。
三、實驗器材
1. 微波爐:MRO-DV200T, Hitachi, Taiwan.
共分為五段火力,分為:700W、600W、500W、200W、100W。
2. 熱風乾燥機:DO-60B, Cherng-huei , Taiwan.
3. 色差計:Hunterlab-Colorflex, Hunterlab, USA.
4. 物性測定儀:TA.XT2, Stable Micro Systems, Godalming, Surrey, England.
5. 電子天平:B602-S, Mettler Toledo, Switzerland.
6. 糖度計:PAL-1, ATAGO, Tokyo.
四、實驗方法
(一) 實驗樣品製備 1. 穿刺
將水洗過之金棗原料利用針刺機器,以直徑 1~1.2 mm 之不鏽 鋼針刺金棗果皮並重複 2 次,以助於糖漬過程之速率。
2. 鹽醃
以原料約 1%量之食鹽和已針刺金棗混勻。
3. 殺菁
將原料放入沸水中燙漂約 1~2 分鐘,撈起放置冷卻、滴乾。
4. 糖漬
砂糖採用台灣糖業公司所出品之特砂,糖漬方法採一次煮 糖法(70% 糖度),糖漬時將果實浸在已煮沸之糖液中(糖液:
原料比為 2:1),並混勻至砂糖顆粒完全消失,最後放置數天 待糖度至平衡(約 40%)。
(二) 蜜餞乾燥處理 1. 一階段熱風乾燥
將糖漬完成後之金棗置於熱風烘箱,分別以40、50及60℃溫度 進行熱風乾燥,直至金棗達到產品所要求含水率30%,以確定較適 當之乾燥條件。
2. 二階段熱風乾燥
將糖漬完成後之產品置於熱風烘箱,第一階段先以熱風乾燥進 行處理,接著將其取出放置一段時間使金棗內部水分擴散均勻,接 續第二階段再將金棗置於熱風烘箱以同樣溫度進行乾燥,最後達到
產品要求含水率30%。
3. 微波乾燥
將糖漬完成後之產品取 50 g 樣品,直接以 200、500、700W 功 率之微波處理,乾燥至所要求含水率之最終產品 30%。
4..熱風結合微波乾燥
由上述結果選擇較適當之熱風乾燥溫度,並以微波加熱處理應 用於不同熱風乾燥階段。
(1) 將糖漬完成金棗先以熱風乾燥處理一段時間,接著再以微波乾 燥分別移除每 kg 金棗中約 10 g、100 g、200 g 之水分,最後再以同 樣溫度熱風乾燥進行第二階段乾燥來達到成品最終含水率 30%。
(2) 將糖漬完成金棗分別以熱風進行 6.5、7.5、9 和 11 小時第一階 段乾燥,接著再以微波乾燥分別移除每 kg 金棗中約 10 g 及 100 g 之水分,最後再以同溫度熱風進行第二階段乾燥來達到成品最終含 水率 30%。
(三) 乾燥時間及耗能分析
經過乾燥處理完成的蜜餞,根據使用之熱風乾燥機及微波爐設備 需要的電功率計算乾燥消耗的電量,並同時記錄其乾燥過程時間,以
20 kg 金棗原料量及使用 0.5 w/g 微波強度為設定條件,來換算出整體 乾燥製程需要的時間及電力消耗量。
根據熱風乾燥及微波乾燥處理時間,其電量計算方式:
乾燥製程耗電量=
功率(熱風乾燥機)× 時間(hr)+ 功率(微波爐)× 時間(hr)
(四) 物理性質分析 1. 糖度的測定
金棗糖漬後及蜜餞產品,參考吳(1995)之方法取10 g 之切碎樣 本,加入40 g 蒸餾水後,以果汁機攪打約1分鐘,以 ATAGO 之手持 屈折計測定其糖度值,進行三重複試驗。
實際含糖量值(Brix)= 測得糖度值(Brix)× 5
2.含水量的測定
參考 AOAC(1995)測定方法,將金棗蜜餞精秤約10至20 g,放 置於恆重之秤量瓶中(W),作三重複試驗,其總重為 W1。以烘箱進 行熱風乾燥,將樣品置於 105 ℃ 烘箱乾燥至恆重 W2。
水分含量(%)= [(W1 – W2)/ (W1 – W)] × 100
3. 色澤的測定
參考 AOAC(1995)測定方法,將金棗放置於測試石英杯中,以 色差儀(HunterLab ColorFlex)測定其 L, a, b 值,標準校正色板校正 値為 L = 51.62, a = -26.59, b = 12.52。結果判讀依據 Hunter Lab 系統 測定亮度(L value)、紅色度(a value)與黃色度(b value)。亮度數 值 0~100 越高表示越白亮,數值越低表示色澤越暗褐;紅色度正值表 示紅色,負值表示綠色;黃色度正值為黃色,負值表示藍色,而且數 值越大色澤越深。
4. 硬度的測定
參考蔡等(2000)之方法,取乾燥後金棗蜜餞放置於10 cm2 的載 臺上,採用質地物性測試儀進行硬度測定。採用條件控制如下:使用 之探針直徑為45 mm 之圓柱探針(P/45 adaptor),施力為50 kg,移動 速度為5 mm / sec,破碎率為66%。每一樣品取3份,每份測定三點。求 得之硬度(hardness)以 kg 表示。
5. 體積變化的測定
參考林(2001)之方法,試驗前用水與量筒,量測金棗的體積。
金棗乾燥後體積的測定,是將金棗與放入量筒中,求得金棗蜜餞的體
異數方式分析,比較其各樣品乾燥處理後之差異性。體積的變化則將 以體積指標(%)來探討。
其公式為:體積指標(%)= 乾燥後的體積/ 乾燥前的體積× 100(%)
(五) 感官品評分析
本實驗之品評方式,採用食品官能檢查方法中之 hedonic scale 嗜 好性試驗,由無經驗型品評員,直接測出對最終產品之喜愛程度或接 受程度。評分時將喜歡與否感覺分為七項,即是以七分制之官能品評 法(彭,1991)進行實驗,評分項目包括外觀、風味、口感、質地及 整體接受性,品評員以宜蘭大學食品科學系學生30名進行評分。
(六) 統計分析
將實驗分析所得之數據及喜好性品評分數,利用SAS10.0版套裝軟 體(SAS Institute Inc., Cary , NC, USA),以單因子變異數分析(One-way ANOVA)進行各種成分數據之統計分析。所得之結果以鄧肯氏多變域 測定法(Duncan’s multiple range test),鑑定各樣品間差異是否具有顯 著性(p < 0.05)。
肆、結果與討論
一、微波乾燥、一階段與二階段熱風乾燥之金棗蜜餞的物性、感官品 評、耗能及製程時間分析
(一) 在一階段熱風乾燥部分
圖一為在不同溫度熱風乾燥處理下,金棗溫度的上升趨勢。Riva 等(1991)指出在熱風乾燥初期時,大部分物料之溫度會快速地升溫,
達到與外界接近的溫度。由於在初期乾燥,外界的熱能主要提供作為 自由水的蒸發,因此物料的溫度會低於熱風溫度。
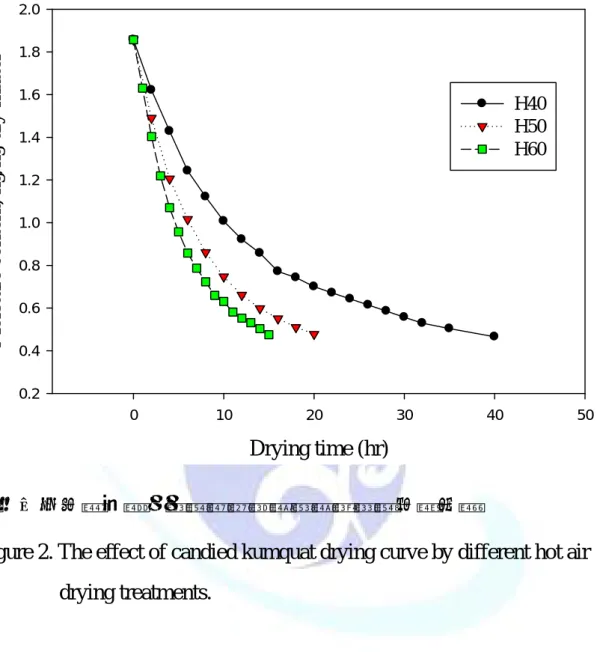
圖二為 40℃、50℃、60℃三種不同溫度熱風乾燥下,金棗蜜餞製 程乾燥曲線之比較。從結果顯示,隨著溫度提高,所需熱風乾燥時間 相對減少。其中在 40℃熱風乾燥時需費 45 小時來達到要求之含水量 30%,而在使用相同之乾燥設備下,50℃熱風乾燥時間為 24 小時;60℃
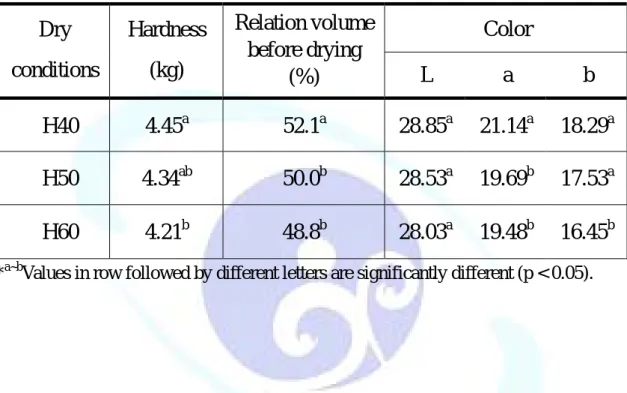
熱風乾燥需費 18 小時。表一為不同熱風乾燥溫度條件下,其金棗蜜餞 色澤物理性質的差異,結果顯示以愈高乾燥溫度處理,其色澤外觀都 相對較差,收縮現象也較明顯。然而在 40℃較低溫度乾燥時,需要的 乾燥時間及消耗能量相對過多,因此在接續實驗中,金棗的熱風乾燥 溫度選擇以 50℃來進行。
圖三為 50℃溫度熱風乾燥下,金棗蜜餞製程乾燥速率曲線。從圖
中可以看到,其乾燥曲線並無明確之恆率期,可能是由於水分擴散會 影響乾燥機制的緣故。在乾燥期間,金棗蜜餞乾燥速率會持續的減緩,
而在含水率達至 50% 時,其乾燥速率有明顯減緩的現象,推測此階段 金棗表面已有硬化現象發生。
(二) 在二階段熱風乾燥部分
為了使金棗蜜餞整體有較佳的外觀、質地、感官品質,現今蜜餞
乾燥製程大多採二階段的熱風乾燥方法。從前面熱風乾燥過程的變化 趨勢圖可得知,金棗蜜餞的主要乾燥過程並非恆率乾燥階段,而是減 率乾燥期。在前期乾燥階段,金棗的乾燥速率會一直隨時間而持續變 慢,直到接近50% 水分階段,其乾燥速率變慢的趨勢漸緩。在此階段 中,金棗表面已有硬化現象發生,其乾燥的速度已明顯變慢,因此本 實驗選擇在此乾燥階段(6.5小時)開始進行二段乾燥。圖四為金棗蜜 餞製程一階段與二階段熱風乾燥條件下之乾燥曲線比較,如圖中所 示,二階段的方式由於會在乾燥途中(6.5小時)取出,將其放置15小 時使金棗達到整體水分均化的作用,使水分由物料內層向外層擴散
(盧,1995)。惟此製程如表二顯示,金棗蜜餞的整體乾燥製程時間 將相對的提高,同時為使其水分產生均化作用必須降溫進行,在取出 降溫之熱量損失及再次乾燥之升溫,會使製程的所需能耗增加。而在
比較金棗蜜餞以一階或二階段乾燥方式之產品,其在物性上的差異如 表三所示,結果顯示二階段的改良乾燥方式,其產品色澤相對一階段 乾燥有顯著性提高。另產品接受性測試如表四所示,結果顯示二階段 乾燥的金棗蜜餞有較高的接受性。
(三) 微波乾燥
圖五為金棗微波時的溫度上升圖,在初期微波產生的熱能促使金 棗快速升溫,而在乾燥後段,溫度的上升速度漸緩,其中可能是經過 微波加熱後,物料本身的溫度大於外界環境的溫度,使物料的熱量散 發至較低溫的空氣中。而另一種可能是在乾燥初期,當達到水分蒸發 溫度後,大部分微波產生的熱能都用於水分蒸發。
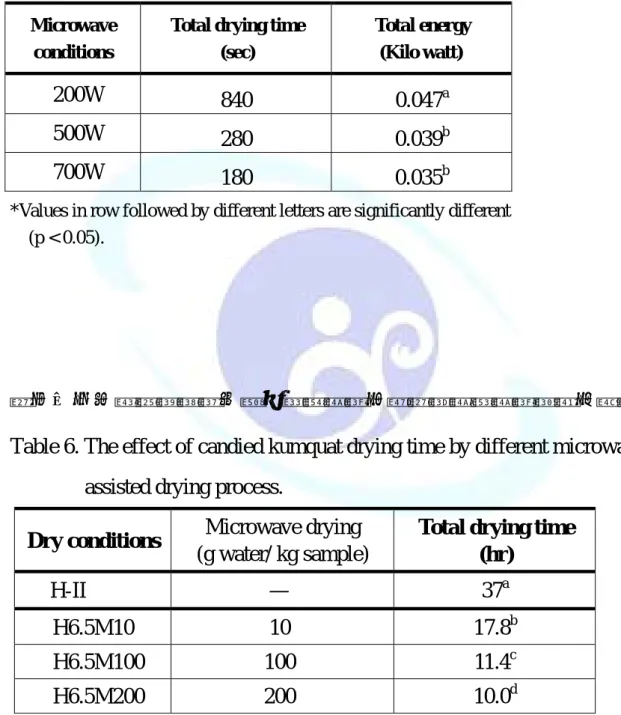
圖六為以不同微波功率(200、500、700 W)加熱處理金棗蜜餞之 乾燥曲線,結果顯示隨著微波功率越大,其乾燥速度也相對越快。另 表五中可知不同微波功率對乾燥製程時間及耗能影響,結果顯示在耗 能效率方面,當微波功率愈高其完成產品乾燥需要電量相對越低,其 中700 W功率相對比200 W功率微波加熱乾燥減少28.6% 耗能。
另經由微波乾燥之產品製程,不論以何種功率的微波乾燥,產品的 外觀會因為糖漬後的金棗仍含有過多的水分,而會造成微波加熱中,
使果實內部汁液的流失。另外過度的微波乾燥處理,也較為容易造成
果皮的焦黑現象,因此不適合直接將微波應用於金棗蜜餞乾燥製程。
二、 金棗蜜餞製程中,微波導入處理時間對蜜餞乾燥製程時間、耗能 及物性分析
本實驗是在熱風乾燥階段中,當金棗需要取出作水分均化時改為使 用微波處理,以提高蜜餞乾燥製程的效率。圖七為不同微波處理條件 對金棗製程乾燥曲線之影響,實驗中先將糖漬完成金棗以 50℃熱風乾 燥處理 6.5 小時,接著再進行微波的處理,而微波條件的設定是根據物 料中水分移除的多寡來決定,當微波處理時間越長,水分的移除相對 越多。實驗中分別移除每 kg 金棗中約 10 g、100 g、200 g 之水分,最 後再以同樣溫度熱風乾燥進行後續乾燥來達到成品最終含水率 30%。
從圖中可以看到當微波處理除去越多水分,其乾燥曲線下降的趨勢會 越明顯。
(一) 乾燥時間及耗能的分析
表六為不同微波處理條件導入乾燥製程中對金棗蜜餞製程時間之 影響,結果顯示隨著微波使用功率的強度提高,整體乾燥需要時間也 會相對下降。在以微波處理移除水分 10 g/kg 金棗(H6.5M10),由於 此步驟主要在於加熱樣品,對於樣品之含水率並無明顯的改變,然而 在後續的熱風乾燥速度有明顯加快,與二階段熱風乾燥製程相比,整
體乾燥時間節省了 52.0%。而當微波處理移除水分 100 g/kg 金棗
(H6.5M100)時,此時除了本身樣品含水率已有下降,其乾燥速度也 有明顯的加快,整體乾燥時間節省了 69.2%。另在以微波處理除去水 分 200 g/kg 金棗(H6.5M200)條件下,其整體乾燥時間節省了 72.8%。
而能夠加速乾燥的原因,可能是由於樣品在微波作用下,短時間內部 水分迅速汽化,向表面移動,形成無數的微細孔隙,使組織疏鬆膨化,
同時使得後續之熱風乾燥速度變快(Kostaropoulos et al., 1995)。
設備的電功率及製程時間是決定用電量的兩大因素。電功率是指 單位時間內的能量轉移或是作功的速率,其單位是瓦(W),因此電 功率通常以瓦數來表示。隨著乾燥設備處理時間越長,製程所消耗的 電量也會越高,因此乾燥處理較短的過程,才能夠減少製程的耗能。
表七為不同微波處理條件導入乾燥製程中對金棗蜜餞製程耗能分析結 果,包括熱風及微波乾燥處理總共需要的電力,並以二階段熱風乾燥 製程產品(H-II)所需耗能來做對照。隨著微波使用強度提高,整體乾 燥 需 要 的 耗 能 也 相 對 下 降 。 當 以 微 波 處 理 移 除 水 分 10 g/kg 金 棗
(H6.5M10),相較於二階段熱風乾燥製程產品(H-II),其製程可減 少 21.3% 的 電 力 ; 而 在 以 微 波 處 理 除 去 水 分 100 g/kg 金 棗
(H6.5M100)、200 g/kg 金棗(H6.5M200),其製程可減少的電力分 別為47.0%、50.1%,兩種乾燥方式的耗電量並無顯著性差異。
(二) 對金棗蜜餞物理性質的影響 1. 色澤的分析
表八可以看到不同微波處理條件導入乾燥製程中對金棗蜜餞之 L、a、b 值變化之影響,結果顯示金棗蜜餞在經過微波乾燥製程處理 後,其色澤(L、a、b 值)皆會改變。相對於二階段熱風乾燥,以微 波處理移除水分 10 g/kg 金棗(H6.5M10),其產品色澤只有亮度(L 值)明顯上升。另在以微波處理移除水分 100g /kg 金棗(H6.5M100),
其產品色澤(L、a、b 值)明顯維持最高,這可能是因為微波處理對 於色澤破壞較低,使得微波處理樣本色澤改變較小。而在以微波移除 水分 200 g/kg 金棗(H6.5M200),其產品色澤(L、a、b 值)反而下 降,推測可能是過度的微波加熱而使色澤受到影響。而從結果顯示,
只要有經過微波處理之樣品其亮度(L 值)皆有提升之現象。
2. 硬度的分析
從前面得到的結果所顯示,二階段熱風乾燥產品由於經過水份均 化的作用,相對於一階段熱風乾燥產品其硬度有明顯的降低(表三)。
從表八可以看到不同微波處理條件導入乾燥製程中對金棗蜜餞硬度之 影響,當以微波移除水分 10 g/kg 金棗(H6.5M10)條件時,其產品硬 度為 4.06 kg,介於一階及二階段熱風乾燥產品之間。而以微波移除水
分 100 g/kg 金棗(H6.5M100)、200 g/kg 金棗(H6.5M200)條件時,
其製作產品之硬度與二階段熱風乾燥產品相比,分別減少了 50.09%、
49.63%。硬度降低的關係可能是由於微波加熱後,使組織遭受破壞較 大,致使樣品軟化(Wang,1995)。當此兩種微波乾燥條件導入金棗 蜜餞製程,兩者製作產品的硬度無顯著性差異,推測可能在一定微波 處理程度下,已能使樣品完全軟化。
3. 體積收縮率的分析
表八可以看到不同微波處理條件導入乾燥製程中對產品體積收縮 之影響,其體積變化以乾燥前之糖漬金棗作為體積基準。根據結果顯 示,二階段熱風乾燥產品其收縮後的體積為乾燥前的 52.5%,而與微波 導入乾燥製程產品相比,以微波移除水分 10g/kg 金棗(H6.5M10)其 體積提高 1.3%,但無顯著性差異;以微波移除水分 100 g/kg 金棗
( H6.5M100 ) 其 體 積 提 高 7% ; 以 微 波 移 除 水 分 200 g/kg 金 棗
(H6.5M200)其體積為乾燥前的 9.5%。從實驗結果可以看到,在經過 微波處理後,原本應有的收縮狀況有一定程度的減少,而隨著微波處 理移除的水分提高,其產品體積也會增加。由於樣品在微波處理時,
水分由內部快速的向外汽化,而使蜜餞產品外表就顯得較飽滿,同時 因為熱風乾燥處理時間相對減少,對產品收縮之影響也同時減少,而