國立交通大學
工業工程與管理學系
碩士論文
運用資料包絡法建構具非穩態需求情境下
之產品組合訂定機制 — 以晶圓廠為例
The Construction of Product Mix Setting
Mechanism for the Wafer Fabrication under a
Non-Steady State Environment with Data
Envelopment Analysis
指導教授:鍾淑馨 博士
陳文智 博士
研 究 生:賴志偉
運用資料包絡法建構具非穩態需求情境下之產品組合訂定機制 — 以晶圓廠為例
The Construction of Product Mix Setting Mechanism for the Wafer Fabrication under a Non-Steady State Environment
with Data Envelopment Analysis
研 究 生:賴志偉 Student:Chi-Wei Lai
指導教授:鍾淑馨 博士 Advisor:Dr. Shu-Hsing Chung
陳文智 博士 Dr. Wen-Chih Chen
國 立 交 通 大 學 工 業 工 程 與 管 理 學 系
碩 士 論 文
A Thesis
Submitted to Departmant of Industrial Engineering and Management College of Management
National Chiao Tung University in Partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Industrial Engineering July 2006
Hsin-Chu, Taiwan, Republic of China
運用資料包絡法建構具非穩態需求情境下
之產品組合訂定機制 – 以晶圓廠為例
研究生:賴志偉 指導教授:鍾淑馨、陳文智博士
國立交通大學工業工程與管理學系碩士班
摘 要
現今晶圓市場競爭激烈,如何訂定產品組合(Product Mix Setting)是晶圓製造 廠是否具有競爭力的重要議題,好的產品組合能使晶圓廠之生產系統績效良好, 同時亦能提高獲利能力。本研究提出一個運用資料包絡法的二階段產品組合訂定 評估機制,以作為公司在營運時之中長期生產規劃決策之依據。此二階段產品組 合訂定機制所提供的產品別區間組合表,可使接單決策者明瞭接單後所形成之產 品組合對整體生產系統之績效,以作為其判斷接單與否之依據。同時此組合表的 訂定考量各種績效指標以及需求的環境變動;能檢查所有可能的產品組合,並同 時兼顧計算效率,所以其建議確實可以輔助訂定出能兼顧獲利能力產能且維持生 產績效之平穩度的產品組合,以提升公司之競爭力 關鍵字:晶圓製造廠、產品組合訂定、資料包絡分析法
The Construction of Product Mix Mechanism
for the Wafer Fabrication under a Non-steady State Environment
with Data Envelopment Analysis
Student:Chi-Wei Lai Advisors: Dr. Shu-Hsing Chung Dr. Wen-Chih Chen Department of Industrial Engineering and Management
National Chiao Tung University
Abstract
Under a very competitive market nowadays, the product mix setting is one of critical issues for Wafer fabrication factories towards success. This study presents a two-stage framework for product mix setting utilizing the concepts of data envelopment analysis (DEA) and Malmquist productivity index. This framework not only considers all aspects of the performance criteria for factories and the variation of the market environment, but also examines all possibilities of product mix. Therefore, the provided suggestion is inclusive. In addition, it is computational efficient and can provide useful information for decision makers effectively.
誌謝
我十分感謝鍾老師這五年來的指導與關愛,使我能正式跨足於工工領 域,從大學的時候就在老師熱忱與耐心的教導下,使我不斷茁壯,讓我對 研究的能力有所增加,而老師在日常生活的叮嚀與關心,對我影響深遠, 我會牢記老師的叮嚀。謝謝老師! 我也十分感謝陳老師這一年的嚴格教導,讓我能慢慢將我自己的論文 理出邏輯,我會謹記老師告訴我應該注意的事情,和戒掉壞習慣,謝謝老 師! 謝謝俊穎學長、清貴學長、繼遠、頌翔、自誠、蕙純、進立、哲豪、 宇帆、翊展、柏先、佩青、雅斐、源翌陪伴我一起渡過這兩年研究所,中 間的快樂的時光,以及完成課業和論文的努力,我這輩子 不會忘的。有 了你們,519 和 517 總是充滿了歡樂,和大家一起過了許多快樂的時光。 謝謝學弟妹孟儒、耀陞、文萱、東錡、書銘還有碩一學弟妹們,最後這段 論文衝刺的時間,感謝能幫助我很多事,讓我能及時完成論文。 感謝我的家人,謝謝你們的支持,有你們的支持,才能將學業完成, 尤其是我的媽咪,對我的關懷,使我能積極面對苦悶的論文生活。 歷經這兩年的研究生活,生活週遭所發生的事物讓我有所成長,然而 我在做人處事上,仍須加強和學習,希望能讓自己的壞習慣盡量改掉,使 自己繼續成長。 希望在未來的日子,大家能約出去玩,或是登山喝茶。目錄
摘要... i Abstract ... ii 誌謝... iii 目錄... iv 圖目錄... vii 表目錄... viii 符號一覽表... x 第一章 緒論... 1 第二章 文獻探討... 3 2.1 半導體廠之績效指標 ... 3 2.2 產品組合決策方法 ... 42.2.1 限制理論產品別組合啟發式法則(TOC Product Mix Heuristic) ... 4 2.2.2 數學規劃之方法 ... 5 2.2.3 類神經網路之方法 ... 8 2.2.4 資料包絡法 ... 8 2.2.5 文獻整理 ... 9 第三章 資料包絡法相關研究...11
3.1 生產可能集合(Production Possibility Set)及距離函數與資料包絡 法基本模式 ...11
3.2 無效率資料包絡法 ... 13
3.3 Malmquist 生產力指標... 13
第四章 區間資料之績效評估... 16
4.2 有關區間資料包絡法之圖例說明 ... 18
4.3 Interval-Malmquist Production Index ... 20
4.3.1 先前研究 ... 20
4.3.2 Interval-Malmquist Productivity Index (IMPI) ... 21
4.4 Interval-Inefficiency Data Envelopment Analysis ... 24
第五章 產品組合決策模組... 26 5.1 問題分析與定義 ... 26 5.2 整體邏輯與架構 ... 27 5.3 產品族/優先權組合模組... 29 5.3.1 產品族/優先權組合設計階段 ... 31 5.3.1.1 產品族組合設計... 32 5.3.1.2 訂單優先權等級區間比例組合設計... 32 5.3.1.3 產品族/優先權組合配對 ... 35 5.3.2 產品族/優先權組合限制篩選 ... 35 5.3.2.1 產品族/優先權組合產能限制篩選 ... 36 5.3.2.2 產品族/優先權組合利潤限制篩選 ... 38 5.3.3 產品族/優先權組合績效評估 ... 42 5.4 產品別區間組合模組 ... 45 5.4.1 產品別區間組合設計 ... 47 5.4.2 產品別區間組合篩選 ... 49 5.4.2.1 產品別區間組合產能限制篩選... 49 5.4.2.2 產品別區間組合利潤限制篩選 ... 51 5.4.3 產品別區間組合評估 ... 56 5.4.3.1 無效率產品別區間組合篩選... 56 5.4.3.2 產品別區間組合表績效排序... 57
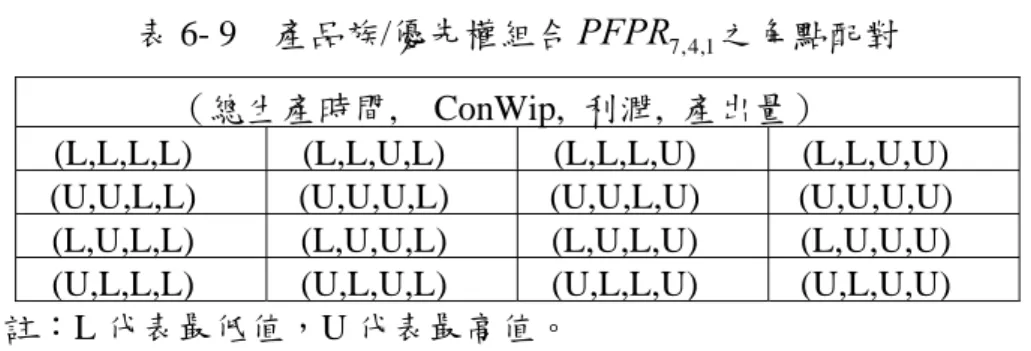
第六章 實例說明... 58 6.1 系統環境說明 ... 58 6.1.1 生產環境說明 ... 58 6.1.2 產品族模組與產品別模組規劃設定 ... 59 6.1.3 生產排程規劃設定 ... 60 6.1.4 產能與成本相關假設 ... 61 6.1.5 資料包絡法相關績效指標訂定 ... 62 6.2 產品族/優先權組合模組進行過程... 62 6.2.1 產品族/優先權組合配對階段 ... 63 6.2.1.1 產品族組合設計... 63 6.2.1.2 訂單優先權等級比例組合設計... 63 6.2.1.3 產品族/優先權組合配對 ... 66 6.2.2 產品族/優先權組合篩選階段 ... 66 6.2.2.1 產品族/優先權組合限制篩選 ... 66 6.2.2.2 產品族/優先權組合利潤限制篩選 ... 68 6.2.3 產品族/優先權組合績效衡量階段 ... 73 6.2.3.1 模擬模式之執行... 73 6.2.3.2 產品族/優先權組合績效評估 ... 74 6.3 產品別區間組合模組 ... 76 6.3.1 產品別區間組合設計階段 ... 76 6.3.2 產品別區間組合篩選階段 ... 80 6.3.2.1 產品別區間組合產能限制篩選... 80 6.3.2.2 產品別區間組合利潤限制篩選... 81 6.3.3 產品族/優先權組合績效衡量階段 ... 84 6.3.3.1 模擬模式之執行... 84
6.3.3.2 無效率產品別區間組合篩選... 85 6.3.3.3 產品別區間組合表績效排序... 85 6.4 接單之產品別區間組合表之使用說明 ... 87 第七章 結論與未來研究方向... 89 7.1 結論 ... 89 7.2 未來研究方向 ... 89 參考文獻... 91 附錄A 產品別製程資料 ... 97 附錄B 工作站相關資料 ... 102 附錄C 產品族/優先權組合 ... 104 附錄D 產能篩選後之產品族/優先權組合...110 附錄E 產能篩選後之產品族/優先權組合之定價關鍵資源分攤運轉成 本(計畫產出利用率 95%)...113 附錄F 產品族/優先權組合之模擬之績效指標數據 ...118
圖目錄
圖 4- 1 Despotis之區間資料包絡法範例之效率前緣及其相關圖形 ... 19 圖 4- 2 Wang之區間資料包絡法範例之效率前緣及其相關圖形... 19 圖 4- 3 IMPI範例之相關圖形... 23 圖 5- 1 邏輯架構圖 ... 27 圖 5- 2 產品族/優先權組合模組之流程圖 ... 30 圖 5- 3 訂單優先權等級比例組合設計之流程 ... 35 圖 5- 4 產品族/優先權組合產能限制篩選 ... 36 圖 5- 5 產品族/優先權組合成本分攤之流程 ... 39 圖 5- 6 產品族/優先權組合利潤限制篩選 ... 41圖 5- 7 產品別區間組合模組 ... 45 圖 5- 8 產品別區間組合產能限制篩選 ... 50 圖 5- 9 產品別區間組合分攤成本 ... 53 圖 5- 10 產品別區間組合利潤篩選 ... 55
表目錄
表 2- 1 產品組合之文獻整理 ... 9 表 4- 1 區間資料包絡法之圖例之各項績效指標資料 ... 18 表 4- 2 IMPI之各項績效指標資料... 23 表 6- 1 產品結構與產能耗用分析表 ... 61 表 6- 2 產品基本成本與價格(美元/批) ... 61 表 6- 3 產品族組合集合P'... 63 表 6- 4 訂單優先權最大範圍數據 ... 63 表 6- 5 訂單優先權等級比例組合集合Pr' ... 65 表 6- 6 各產品族於工作站之平均總加工時間 ... 67 表 6- 7 利潤限制篩選後之產品族/優先權組合集合SPR''... 73 表 6- 8 在各利用率水準下對於各產品族/優先權組合之績效區間值... 74 表 6- 9 產品族/優先權組合PFPR7,4,1之角點配對... 75 表 6- 10 產品族/優先權組合PFPR7,4,1之IMPI值矩陣 ... 75 表 6- 11 產品族/優先權組合之IMPI與 1 之總差距... 76 表 6- 12 各產品別使用瓶頸工作站wk =46之產能情形... 77 表 6- 13 設計之產品別區間組合 ... 80 表 6- 14 產品別區間組合PTPR (1,1,1),4,1之非瓶頸工作站利用率 ... 83 表 6- 15 產品別區間組合之績效指標 ... 84 表 6- 16 產品別區間組合之無效率程度 ... 85表 6- 17 經無效率評估篩選後之產品別區間組合 ... 85 表 6- 18 在瓶頸工作站利用率為 95%時之產品別區間組合之績效排序... 86 表 6- 19 在瓶頸工作站利用率為 95%時之隨機選取組合之比例... 86 表 6- 20 在利用率為 95%時之產品組合表與隨機檢產品組合之績效比較86 表 6- 21 實際產品別區間組合PTPF(2,1,1),4,1顯現給接單人員之比例範圍.. 87 表 6- 22 已接訂單量之資料 ... 87 表 6- 23 訂單A之資料 ... 87 表 6- 24 如果接收訂單A各產品別之數量總和 ... 88 表 6- 25 訂單B之資料... 88 表 6- 26 如果接收訂單B各產品別之數量總和。 ... 88
符號一覽表
符號上下標 S:表觀察之決策單元集合 i :表第 i 項投入項指標; r :表第 r 項投入項指標; j:表第 j 決策單元; k:表第 k 個受評單位; b:表是為第 b 期; t:表是為第 t 期; e:表第 e 組之產品族組合之編號; f:表第 f 種產品族(f=1,…,F,F 為產品族種類數); h:表工件屬緊急工件 r:表工件屬次緊急工件 n:表工件屬一般工件 g :表分割後之緊急訂單等級比例之序數; c:表分割後之次緊急訂單等級比例之序數; wk:表第 wk 個工作站(wk=1,…,WK,WK 為工作站種類數); m:表工作站 wk 中第 m 個機台(m=1,…Mwk,Mwk為工作站 wk 中之機 台種數); u:表預設瓶頸工作站利用率,其在 IMPI 的使用上與 b 一樣; ' u :表預設瓶頸工作站利用率,不包含u,其在 IMPI 的使用上與 t 一樣; p(f):表第 f 種產品族之第 P(f)種產品(p(f)=1,…,P(f),P(f)為屬於 f 產品族 之產品種類數); q:表第 q 組之產品族組合之編號;(q 為 z(p(f))之集合)資料包絡法公式 I:表投入項績效指標集合; R:表產出項績效指標集合; x:表為投入項指標; y:表為產出項指標; β:表為產出項指標; θ:表為效率值; Γ:表生產可能集合; Γ ∂ :表生產可能集合之邊界; ) ~ , ~ (x y :表任一投入-產出組合; S Γˆ :表在S觀察之決策單元集合下之觀察之生產可能集合; ) (w Ω :表為規模報酬型態; ) ~ , ~ (x y D :表任一投入-產出組合(~x,~y)與生產可能集合邊界∂Γ之距離函數 j λ :表為決策單元j之權重 ) , (S k θInef :表在S觀察之決策單元集合之決策單元k之無效率值; b S :表代表b期之觀察 DMU 集合; t S : 代表t期之觀察 DMU 集合; ) , ( t t S x y D t : 代表在t期之決策單元到t期之效率前緣線之距離函數; SIT: 技術改變; CIE: 追趕效率; ) , , , (xb yb xt yt M : 決策單元從b期到t期之生產力改變量; ik x :表為第k 個決策單元之第 i 項投入項績效指標之下限值; ik x :表為第k 個決策單元之第 i 項投入項績效指標之上限值; rk y :表為第k 個決策單元之第 r 項投入項績效指標之下限值; :表為第k 個決策單元之第 r 項投入項績效指標之上限值;
k λ :表為第k 個決策單元之權重; S k θ :表決策單元k在決策單元集合S中之效率值上限; S k θ :表決策單元k在決策單元集合S中之效率值下限; DSItvb(xb,yb):表在b期之決策單元到b期之效率前緣線之距離函數上限值; DItvSb(xb,yb):表在b期之決策單元到b期之效率前緣線之距離函數上限值; ) , ( b b S Itv x y D b :表在b期之決策單元到b期之效率前緣線之距離函數區間值; ) , ( t t S Itv x y D t :表在t 期之決策單元到t 期之效率前緣線之距離函數區間值; ) , ( t t S Itv x y D b :表在t 期之決策單元到b期之效率前緣線之距離函數區間值; ) , ( b b S Itv x y D t :表在b期之決策單元到t 期之效率前緣線之距離函數區間值; b S j C :表在b期之決策單元Sb下各角點集合; t S j C :表在
t
期之決策單元St下各角點集合; ) , , , ( b b t t Itv x y x y M :表 IMPI 上限值; ) , , , ( b b t t Itv x y x y M :表 IMPI 下限值; ) , , , ( b b t t Itv x y x y M :表 IMPI 區間值; ) , (S k II θ :表無效率程度上限值; ) , (S k II θ :表無效率程度下限值; ) , (S k II θ :表無效率程度區間值; 產品族/優先權組合模組 F :產品族集合; P :所有可能之產品族組合; ' e PFMPR : 第e組合下各產品族之生產比例;f e PFM , :第e組合下第 f 產品族之生產比例; f e PFMI, :表第e組合下第 f 產品族之切割NF 份產品族比例之整數比; RH :表給予之緊急訂單比例範圍; RH:表緊急訂單最大範圍比例之下限; RH :表緊急訂單最大範圍比例之上限; RR :表給予之次緊急訂單比例範圍; RR:表次緊急訂單最大範圍比例之上限; RR :表次緊急訂單最大範圍比例之下限; RN :表給予之一般訂單比例範圍; RN :表一般訂單最大範圍比例之下限; RN :表一般訂單最大範圍比例之上限 Npri :表優先權所要劃分之份數 Pr': 表訂單優先權等級區間比例組合之集合; v RO P :表第v個訂單優先權等級區間比例組合; RH v A :表第v個訂單優先權等級區間比例組合之緊急訂單比例; RR v A :表第v個訂單優先權等級區間比例組合之次緊急訂單比例; RN v A :表第v個訂單優先權等級區間比例組合之一般等級比例; RHg:表第g類之緊急訂單區間組合; c RR :表第c類之次緊急訂單區間組合; c g RN , : 表第g類之緊急訂單區間組合及第c類之次緊急訂單區間組合下 之一般訂單區間組合; c g PRO , :表RHg,RRc,RNg,c三者之訂單優先權等級區間比例組合; SPR:表產品族/優先權組合集合; c g e PFPR, , :表第(e, g, c)組之產品族/優先權組合; BN UD :表瓶頸機台利用率;
BN
cap :表瓶頸機台可用產能 T :表總規劃時間
m wk
MTTR , :表工作站wk,第 m 個機台之平均當機時間(mean time to repair);
m wk
MTBF , :表工作站wk,第 m 個機台之平均當機間隔時間(mean time between
failure); m wk MTTPM , :表工作站wk,第 m 個機台之平均預防保養時間(mean time to PM); m wk MTBPM , :表工作站 wk,第 m 個機台之平均預防保養間隔時間(mean time between PM); c g e PFPR , , :表第(e, g, c)組之產品族/優先權組合之上限; c g PRO , :表第(g, c)組之訂單優先權等級區間比例組合之上限; c g e R , , :表在產品族/優先權組合PFPRe,g,c下之計劃產出量上限值; BN bat :表瓶頸機台之批次量; BN f PT , :表在瓶頸工作站中,產品族f 所需生產時間; ) , , (egc wk UE :表在產品族/優先權組合PFPRe,g,c下之工作站wk之利用率上限; wk f PT , :表在工作站wk,產品族 f 所需生產時間; wk bat :表工作站 wk 之載入批量; ' SPR :表產能限制篩選後之產品族/優先權組合集合; c g e PFPR , , :表第(e, g, c)組之產品族/優先權組合之下限; c g PRO , :表第(g, c)組之訂單優先權等級區間比例組合之下限; c g e R , , :表在產品族/優先權組合PFPRe,g,c下之計劃產出量下限值; wk n :第wk工作站之實際可用機台數; op C :表營運成本; wk W :表第wk工作站之成本支出分攤權重; wk c g e CO, ,, :表產品族/優先權組合PFPRe,g,c之第wk工作站之單位時間分攤成 本;
f CostB :表 f 族之基本成本; h f c g e Ct , ,, , :表產品族/優先權組合PFPRe,g,c之 f 族之緊急訂單成本; r f c g e Ct , ,, , :表產品族/優先權組合PFPRe,g,c之 f 族之次緊急訂單成本; n f c g e Ct , ,, , :表產品族/優先權組合PFPRe,g,c之 f 族之一般訂單成本; h f c g e Pt , ,, , :表產品族/優先權組合PFPRe,g,c之 f 族產品族組合緊急訂單之利 潤; r f c g e Pt , , , , :表產品族/優先權組合PFPRe,g,c之 f 族產品族組合次緊急訂單之 利潤; n f c g e Pt , , , , : 表產品族/優先權組合PFPRe,g,c之 f 族產品族組合一般訂單之利 潤; c g e PM , , :表在產品族/優先權組合PFPRe,g,c之邊際獲利; TagP :表目標利潤百分比; c g e P, , :表單位獲利百分比; '' SPR :表利潤限制篩選後之產品族/優先權組合集合; U :表預設瓶頸機台利用率集合; * SPR :表良好之產品族/優先權組合集合; ) (k Eu :表區間效率上限; ) , , , ( ' ' , u u u u Itv mid k x y x y M :表 IMPI 中心值; * *, *,g c e PFPR :表最適產品族/優先權組合; 產品別區間組合模組 NT :表產品別所劃分之份數; f e PFM *, :表產品族 f 之最適生產比例; * *,c g PRO :表最適之訂單優先權等級比例; f P :表產品族 f 下之產品別集合;
SP:表可能之產品別區間組合集合; SPT:表最適訂單等級區間比例PROg*,c*下之產品別區間組合集合; q PTMP :表第q組之產品別區間組合之各產品族下之各產品別的生產比 例; f q PTMPR , :表在產品別區間組合PTMP 之產品族q f 下之各產品別的生產比 例; * *, ,g c q PTPR :表在最適訂單等級比例等級下之第q組產品別區間組合; ) ( f p :表所有產品別p( f),除了產品別pˆ(f); ) ( ˆ f p :表使用瓶頸工作站產能之狀況中最低的產品別; * *, ,g c q PTPR :表產品別區間組合PTPRq,g*,c*之下限比例; * g RH :表最適緊急等級訂單區間比例; * c RR :表最適次緊急等級訂單區間比例; * *,c g RN :表最適一般等級訂單區間比例; *) *, , (qg c wk UE :表在產品別區間組合PTPRq,g*,c*下之wk工作站之利用率 BN q PT , :表在不考量訂單等級情形下之第q組產品別區間組合所需使 用瓶頸機台總時間; * *, ,g c q R :表產品別區間組合之下限PTPRq,g*,c*時之計劃產出量產; wk q PT , :表第q組產品別區間組合在工作站wk所需加工時間; ' SPT :表產能限制篩選後之產品別區間組合集合; * *, ,g c q PTPR :表產品別區間組合PTPRq,g*,c*之上限比例; * *, ,g c q R :表產品別區間組合之上限PTPRq,g*,c*時之計劃產出量產; ) ( ,p f f CostB :表產品族/優先權組合PFPRe,g,*c*之 f 族之第p( f)產品別之基本 成本; h f p f c g e Ct , *,*, , ( ), :表產品族/優先權組合PFPRe,g*,c*之 f 族之緊急訂單成本; r f p f c g e Ct , *,*, , ( ), :表產品族/優先權組合PFPRe,g*,c*之 f 族之次緊急訂單成本; n f p f c g e Ct , *,*, , ( ), :表產品族/優先權組合PFPRe,g*,c*之 f 族之一般訂單成本;
h f p f c g q Pt , *,*, , ( ), :表產品族/優先權組合PFPRe,g*,c*之 f 族之第p( f)產品別緊急訂 單之售價; r f p f c g q Pt , *,*, , ( ),:表產品族/優先權組合PFPRe,g*,c*之 f 族之第p( f)產品別次緊急 訂單之售價; n f p f c g q Pt , *,*, , ( ), :表產品族/優先權組合PFPRe,g*,c*之 f 族之第p( f)產品別一般訂 單之售價; * *, ,g c q PM :表在產品別區間組合PFPRe,g*,c*之每單位產品邊際獲利; * *, ,g c q P : 表在產品別區間組合PFPRe,g*,c*之單位產品獲利百分比; ' ' SPT :表利潤限制篩選後之產品別區間組合集合; ' ' ' SPT :表刪除無效率程度之產品別區間組合之產品別區間組合集合;
第一章 緒論
半導體產業是屬於資本密集之產業,所使用機台設備相當昂貴,如何 有效應用其設備資源一直是業界一重要之議題,而其中產品別組合之訂定 則是解決此議題之關鍵因素之一,其對於半導體廠的生產績效與獲利有顯 著的影響,其影響層面主要有以下兩點: 1. 對晶圓廠生產績效之影響 — 由於晶圓的製程具有再回流加工的特性,且每 一產品對於每一機種所需之再回流加工次數不同,導致在生產時,不同產品 別之產品,或是同一產品別但加工次數不同的產品,皆會發生互奪產能之狀 況。當所訂定之產品別組合若偏重於某一機種之使用,將促使此機種之利用 率提高,並有可能接近瓶頸機種之利用率,而發生瓶頸飄移,進而導致產出 量下滑,生產週期變長,及達交率下降等現象。 2. 對晶圓廠獲利之影響 — 由於不同之產品別,因製程設計、配方及下游應用 產品的價格不同,致使產品價格亦不同。而產品優先權等級(即緊急訂單、 次緊急訂單和一般訂單)之不同,亦造成價格差異。故即使在相同產出量下, 但不同的產品別組合及產品優先權等級組合,將使廠商所獲取之利潤有所不 同。 半導體產業競爭激烈,各廠商為了適應市場各樣產品處於需求變化中,不再 以需求穩定作為生產規劃時之前提,亦不再追求單一生產績效最佳化或單一利潤 最大化為目標,轉而追求在不影響生產績效(如生產週期)的狀況下,提供顧客 產品多樣化且具彈性的服務,希冀爭取更多訂單,以提升公司利潤。 為了提供顧客產品多樣化的服務,半導體廠所需生產之產品種類及數量,將 隨景氣及產品製程技術之開發有所變動,因而有可能導致各規劃期內的產品別組 合及產出目標皆不同。另外跨期需求的振盪亦促使產能利用率發生波動,導致生 產週期時間、達交率及在製品量等生產績效指標隨之變動。所以一個好的產品別 組合,需考量以下三項因素: 1. 因應需求變動,對於不同之產品組合生產績效皆有良好績效:現今所訂定之 產品組合,需能適應產能需求之震盪,使生產系統績效在多個規劃期間,皆 維持良好之表現。 2. 同時擁有生產績效與利潤等多項良好之績效指標:因現今半導體廠商需兼顧 生產系統績效之維持與利潤之獲取,故所訂定之產品別組合,在生產系統績 效與獲利等多項績效指標上,皆要有良好表現。 3. 擁有多組符合預定績效指標之產品別組合:由於訂單需求量及產品別的不確定性,故在短期接單時,業務人員不能僅以唯一最佳產品別組合作為接單之 標的,而需以多組符合預定績效指標之產品別組合,作為接單之考量標的, 以避免大量流失訂單。 因此,本研究將發展一個二階段產品組合訂定機制,使其考量上述三項 要求同時兼顧決策的時效性,以做為接單與否的判斷和生產排程的參考。本 研究所發展之產品別組合訂定與評估機制,可以求得在晶圓需求不斷變動的 環境下,維持顧客服務之水準及達成公司預定之利潤的一系列產品別組合, 而此系列產品別組合,可以輔助總體規劃及主生產排程,縮短接單人員接單 之決策時間,並可瞭解接單後之整體績效。 第二章將就產品組合決策問題作一回顧,第三章介紹資料包絡法(Data Enveliopment Analysis; DEA)及相關議題。接著第四章討論在 DEA 架構下, 如何處理區間型態資料,並以此做為本研究之核心方法論。第五章將提出一 兩階段的產品組合訂定機制,最後在第六章以一模擬案例說明此機制的執行 過程。
第二章 文獻探討
本研究旨在獲取晶圓製造廠於非穩定狀態需求下之可接單產品別組合 表。為保證所獲取之組合表能符合顧客期望服務之績效及達成公司利潤之目 標,本章將對(1)晶圓廠之績效指標和(2)求算產品別組合之方法進行相關文 獻之回顧。2.1 半導體廠之績效指標
產品組合對晶圓廠營運績效一直以來是重大影響因素之一,故求算最佳 的產品組合之方法,一直是產業和學術界所關注之課題。但在探究產品組合 之方法前,在此本論文首先需整理晶圓廠所需之績效指標,以釐定產品組合 方法所追求之目標 [14][32][52][53][55][57]: 1. 產出量(Throughput),即整個半導體廠在一段時間內所生產的總生產量。此 項績效指標,常作為追求最大產出量的目標時使用,所使用的績效指標。 2. 生產週期時間(Production Cycle Time),即從投入材料到產出成品的時間,此時間包含生產製造時間及等候時間。此項績效指標之長短將決定是否符合 顧客所需之期望交期。 3. 在製品量(Work-in-process),即是整個所有存在在生產系統的材料及半成品 的數量。此項指標與生產週期有強烈的交互影響,另外在製品量之高低亦是 決定瓶頸機台的利用率及生產量上之因素之一,而過多的在製品也會造成過 多的資金積壓。 4. 所耗用之工作站可用產能(Workstation Capacity),即產品別組合針對此一工 作站所需的工作時間。此項績效指標在是否能盡量避免價格昂貴的機種閒置 過多之問題上,扮演極為重要角色。
站,一般會盡量讓瓶頸工作站為最昂貴的機台,以達到有效控管,而在半導 體廠內一般以步進機台為瓶頸機台。此項績效指標將影響總產出數量。 6. 良率(Yield),即是產出之成品不會成為報廢品或是需重加工的比率,由於晶 圓製造時,許多步驟有時間的限制,如果在製品量過高將會造成半成品在生 產系統某些製程步驟,將會停滯過久,因而使產品產生瑕疵,因此本項亦是 一個極為重要的績效指標。
7. 邊際利潤或是邊際成本(Marginal Profit or Marginal Cost),即由生產出的產 品依據產品種類及優先權所獲得收益及成本所計算出來,由於企業是以追求 利潤為最主要考量,所以此一績效指標,則是一般最常使用的指標。
2.2 產品組合決策方法
針對產品組合問題之研究,學者們莫不以不同的方法及觀點,求算產品別組 合問題,期能求得在所訂定之績效目標下之最佳或最適的產品別組合。以下各小 節將概述各決策方法。2.2.1 限制理論產品別組合啟發式法則(TOC Product Mix
Heuristic)
產品別組合啟發式法則(Product Mix Heuristic)是限制理論,用於求解產 品別組合問題的方法,並可決定最佳產品別組合,使生產系統產出量最大化 且同時使存貨和營運成本最小化 [16]。 產品別組合啟發式法則係依據限制理論的前兩步驟所發展出來的,其應 用略述如下 [23]: 步驟一:計算下述三項參數,以確認系統限制 (a) 每項資源之產能 (b) 每項資源之負荷 (c) 系統瓶頸資源之限制
步驟二:充分利用系統限制
(a) 計算每個產品的邊際貢獻(Contribution Margin; CM),亦即: 售價減去原物料成本(Row Material;RM)。 (b) 計算每個產品之 CM 與每個產品在瓶頸資源上所花加工時間 (Bottleneck Time)之比率 CM/BNT。 (c) 依降冪排列各產品的 CM/BNT 值,規劃各產品之訂單順位, 直到瓶頸資源的產能耗盡為止。 (d) 若有不須在瓶頸資源上加工之產品,則依其 CM 值,由大至小 來規劃其生產之訂單順位 (Free Product)。 上述方法能決定出最佳之產品別組合,讓公司之淨利達到最大化。但執 行產品別組合啟發式法則,需一些基本的假設:(1)所有產品有共同交期, (2)CM 值已知,(3)因產品具不連續性而須有整數解,(4)產品需求有限或符 合需求的產能供給有限,(5)短期內不增加瓶頸資源。 但Plenert[40]提出傳統之限制理論,在多重限制資源情況下,使產品組 合啟發式法則之限制式增加過多,致使求解過程易形成迴圈,而無法求解最 佳解,甚至亦不能提供可行解。故學者們以限制理論為基礎,在求解階段則 另以其他之啟發式解法,以求解最佳產品別組合,亦或近似最佳之產品別組 合。
2.2.2 數學規劃之方法
此方法是最為常用於求算產品組合之方法,以單一目標式或是加權後 的多目標式以及依據研究者所設置的績效指標設定限制式,來求算出最佳或 是最適的產品組合。由於在計算過程中如果限制式過多,求取最佳解相當耗 時或是不易求解,所以會搭配啟發式解法加以輔助求解。Kuroda和Kawada[34]提出的Inverse queuing network analysis (IQNA) 之方法,用於在跨期間之產品組合變動情況下,控制在製品數量,以便有效 預測整個生產系統之狀況。此方法結合數學規劃與模擬退火法,追求三項目 標最小化(真實產出量與需求產出量之間的差異、所有產品的前置時間及某
一期間之在製品量與前一期之在製品量間之差異量),在合理之計算時間 內,求解出最佳在製品數量。雖然IQNA所求算之最佳在製品數量,在生產 規劃幅度長之情況下,與模擬之結果接近,但在規劃幅度短之情況下,IQNA 所求算之最佳在製品數量與模擬結果之間卻有誤差,而且生產規劃幅度越 短,誤差越大,因此IQNA較不適用於短期產品組合變化之情況,而是適用 於長期產品組合變化之情況。 Witte[47]則提出另一個觀點:在半導體廠環境下,以靜態產能配置模 式,快速提供不同之產品別組合之最大可能產出量,以供決策人員參考。此 模式計算步驟:(1)求算每天機台資源可用時數,(2) 求算符合生產排程上每 日產品產出平均所需表所需資源時數,和(3) 求算資源利用率。此方法雖能 在運算上不需過多時間,即能求算出產品別組合改變後之最大粗估產出量, 但由於考量因素僅以資源利用率為主,並未對半導體產業特性多加考量,因 此計算時間雖短,但是所求得之最大產出量之準確度卻不高。 由於Kuroda和Kawada[34]及Witte[47]所提方法所考量之績效指標過 少,使所推估之產品組合在實際生產系統上並非是最適之產品組合,對此 Hung和Leachman[27]提出以動態流程時間(Dynamic flow time)為主軸,利 用模擬系統所估計的流程時間,經由數學規劃之演算法求得投料順序,並將 此投料法則再輸入模擬系統中,修正出一個新的流程時間,而後又將此新的 流程時間投入數學規劃的演算法,重複上述步驟,直至所求出之流程時間不 再變動。運作方式可見 圖 2- 1。 圖 2- 1 Hung和Leachman[27]之產品組合求算流程 Hung和Leachman[27]結合模擬與數學規劃之方法,針對產品別組合改 變,能求算出較精準之生產流程時間,並可求得精確之生產計劃,以彌平因 產品別組合改變所造成產能負荷改變而產生整個生產流程時間之變異,降低
交期延誤之發生機率,故此方法能求得一較佳之產品別組合。但此方法在構 建模擬環境時,相當複雜及耗時,如資料不精確,將影響此方法之準確性。
Chou and Hong[8]提出以時間柵欄(Time Bucket)為主軸,並考量產能 配置及瓶頸工作站,使用混合整數規劃來求算最佳產品組合。所謂時間柵 欄,就是每次釋放訂單量到生產系統中之間隔時間。 時間柵欄的決定對於在晶圓製造廠之產品組合問題上有二個重要影 響,分別為:第一,由於製造途程過長(即生產流程時間過長),故當規劃 之時間柵欄小於流程時間,將增加估算工作站負荷,且所求算之工作站之負 荷之精確度將會下降。第二,時間柵欄如訂的過長的長短,將掩蓋警訊系統 之瓶頸飄移之警訊。 故如何選取時間柵欄長度,使所選出之時間柵欄,既不致時間柵欄過長 而造成瓶頸工作站飄移而不自知,亦不會因時間柵欄過短而造成估算工作站 負荷不精準。 雖此方法可主動求出產品別組合,但是對於期間的長度之設定甚為敏 感,不適合作為規劃長期之產品別組合。 李氏 [52]針對需求不穩定狀態下,將多組可行產品別組合的因素納入考 量,然產品別組合有成千上萬種變化,如將每一種可行組合皆納入考量,將 耗費大量無效時間。故以各產品別之組合比例值,分成高(H)低(L)兩範圍, 並搭配二因子實驗設計方法,及以數學規劃作為篩選之方法,以產能限制和 生產週期時間等二因素作為限制,來設計多組產品組合比例,期能使此產品 組合表之所有產品組合之生產週期能符合市場生產週期指標且表中之組合 亦不會超出產能之限制,進而增加訂單量,以維持公司營運。 然此方法對於所設計之組合,並未考量多項項績效指標,故未能確保所 設計之產品組合,能否滿足於顧客之要求,同時亦未能區分各組合整體績效 (包含生產系統績效和利潤等)之優劣,故此組合表僅有被動接單之能,而 未有主動評核接單後狀態之力。
2.2.3 類神經網路之方法
馮氏 [57]和梁氏 [55]提出以類神經網路方式來求算產品組合比例。此方 法利用確定性產能模式,產生類神經網路學習,反饋產品組合與機器利用率 間之關係參數。並依此找出一最佳產品別組合能滿足所需的機台期望利用率 及在製品量。根據模擬結果,發現其解與實際差異極小。。此方法可以快速 且準確求算出合適的產品組合。 然馮氏 [57]和梁氏 [55]之類神經網路所算出之產品組合代入模擬系統所 模擬出的機台利用率與在製品量,與原先輸入的機台利用率與在製品量相 比,在產品別組合計算上相當精準且所需時間短,但建構類神經網路時需有 精確環境參數,且建構時之學習時間過長。2.2.4 資料包絡法
前面所述皆為給定某一績效指標下求取最佳產品組合比例。但是事實 上,在現今晶圓製造環境中,係追求 2.1 節所述之多項指標之生產環境,李 氏 [53]利用資料包絡分析法(Data Enveloment Analysis, DEA)來分析在追 求多指標下之最佳產品組合。其所考量的績效指標包含生產週期時間、在製 品量、瓶頸機台在製品量、產出量、瓶頸利用率和邊際利潤。 對於上述六項指標分析九項產品組合比例在五種目標產出量下,來求 算最佳產品組合比例。雖然對於產品組合所考慮績效指標,相當完善,然而 在產品組合的求算上屬於被動(將產品組合比例作為輸入變數),而不能主 動(將產品組合比例作為輸出變數)求算出產品組合比例,且由於所要收集 的資料過多,且限於所輸入的產品組合比例的範圍,因此只能是局部最佳, 而非全體最佳。 而後李氏等人 [11]又考量了跨期需求變動和多項績效指標等因素,以產 品族組合的觀點,運用資料包絡法之視窗分析(此方法用於比較多個受評單 位於不同時期之績效),求出一最適產品族組合,以因應半導體廠之長期營 運。此法雖能求算出產品族組合,但未能直接用於短期之產品別組合之接單 決策上,係其為完備之處。2.2.5 文獻整理
針對前述之產品組合方法,其整理如下: 表 2- 1 產品組合之文獻整理 作者 求 算 產 品 組 合 的 演 算法 是 否 求 算 值 為產品組合 適 用 規 劃長度 績效指標 求 算 時 間長短 是否需跑模 擬環境 是否加入其 他方法 Kuroda 和 Kawada (1995) 線性規劃 否 長期 在製品量 長 否 模擬退火法 Witte (1996) 線性規劃 否 短期 可用產能 極短 否 無 Hung 和 Leachman (1996) 線性規劃 否 短期 1. 利 潤 2. 工 作 站 可 用 產 能 3. 生產週期時間 4. 在製品量 稍短 是 無 Chou and Hong(2000) 線性規劃 是 適 當 長 度 1. 利 潤 2. 工 作 站 可 用 產 能 3. 產出量 4. 瓶頸機台利用率 短 否 無 李幸娥 (2002) 線性規劃 是 中短期 1. 工作站可用產能 2. 產出量 短 否 BBCT-MP 馮堯欽(1998)和梁 勝銓(1998) 類 神 經 網 路 是 中短期 1. 機台利用率 2. 在製品量 稍長 是 無 李欣怡(2004) 資 料 包 絡 法 否 中長期 1. 在製品量 2. 瓶頸工作站在製品量 3. 產 出 量 4. 瓶 頸 利 用 率 5. 邊際利潤 6. 生產週期時間 長 是 無
由文獻整理表可知,之前針對產品組合之研究著重於追求單一目標,故 方法大多以限制理論及數學規劃為主,而後由於所觸及問題之環境過於複 雜,因此限制式的增加,造成求解計算負擔不斷加大,故而引入啟發式解法, 以減少時間,然而對於追求目標仍是單一目標,然而從李式 [53]之研究可以 得知,現今求解產品組合問題,不再是追求單一目標即能滿足,而是需滿足 多項績效指標。而資料包絡法即是用來解決追求多項績效指標問題之方法之 一,同時資料包絡法比其他解決追求多項績效指標問題之方法要有一個優 勢,即是對於每一項績效指標之權重,不需事先給予,故能避免主觀人為因 素,另外資料包絡法,針對不同情況之問題,亦有不同模式來解決。所以本 文將以資料包絡法為主軸,來求算在需求非穩態環境下之產品組合。
第三章 資料包絡法相關研究
本章將資料包絡法及其相關模式做一介紹。
3.1 生產可能集合(Production Possibility Set)及距離函數
與資料包絡法基本模式
任何一系統都可視為將資源投入轉換成產出之過程。此過程的績效優劣 在於是否能將最少資源轉換為最大產出。吾人首先定義有關於資料包絡法基 本符號。假設投入集合為I,產出集合 R,投入項績效指標為x I + ℜ ∈ ,而產出項績效指標為y∈ℜ+R,則生產可能集合(Production Possibility Set,PPS) Γ 可定義為:
{
(x,y):xcan producey}
≡ Γ (3- 1) 其生產可能集合之邊界可定義為:{
( , ):( , )∉Γ, <1}
≡ Γ ∂ x y βx y β (3- 2) 對於任一投入-產出組合(~x,~y)與生產可能集合邊界∂Γ之距離函數可定 義為 [42]: ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ∈Γ ≡ ,~) ~ ( : sup ) ~ , ~ (x y x y D α α (3- 3) ) ~ , ~ (x y D 表示如何將x~各項等量移動,以使其可移動至 PPS 的邊界上。 在現實中,生產可能集合無從得知。在給定之一系列觀察之決策單元 (Decision Making Unit,DMU)之集合S,{
(
x1,y1) (
,x2,y2)
,...,(xS,yS)}
,(
x ,ρ yρ)
,S ∈ ρ ,代表觀察所得之投入-產出向量。所謂 DMU,即是代表將接受績效 衡量之受評單位。 吾人可用下列假設來推估實際的生產可能集合Γ : 1. 自由處置(Free Disposal):(x',y')∈Γ if (x,y)∈Γ,x'≥ x,y'≤ y,即若 某一
( )
x,y 可行,則用更多的投入,來產生更少的產出亦為可行。2. 凸 集 合 (Convexity) :
( )
x,y ∈Γ,( )
x,'y' ∈Γ⇒λ( ) ( )( )
x,y +1−λ x,'y' ∈Γ 1 0 for ≤λ≤ 。即任二已知可行的投入-產出向量之 convex 結合亦 可行。 因此,由這群可觀察之決策單元所構成之觀察生產可能集合(Empirical Production Possibility Set,EPPS)可被定義如下:( )
⎭ ⎬ ⎫ ⎩ ⎨ ⎧ Ω ∈ ≥ ≤ ≡ Γ∑
∑
∈ ∈ j S j j j S j j j S x y x x y y w ) ( ; ; : , ˆ λ λ λ (3- 4) 其中Ω(w) 為規模報酬型態。規模報酬描述因生產規模改變而產生的投入-產出間的對應關係,主要有以下型態: S crs) 0 ( =ℜ Ω :固定規模報酬,假定增加投入項α 倍,α ≥0,必定增加 產出項α 倍,α ≥0。 ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ < ℜ = Ω∑
∈S j j S drs) : 1 ( 0 λ :遞增規模報酬,假定增加越多投入項,則產 出項增加的倍數將會越增越多。 ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ > ℜ = Ω∑
∈S j j S drs) : 1 ( 0 λ :遞減規模報酬,假定投入越多,則產出之倍 數將會不斷減少。 ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ = ℜ = Ω∑
∈S j j S vrs) : 1 ( 0 λ :變動規模報酬,則是由固定規模報酬、遞增 規模報酬及遞減規模報酬等三部分所組成。 因此,根據觀察之DMU集合S所推估的所Γˆ ,(3- 3)中之S D(~x,~y)可以 ) ~ , ~ (x y DS 估計:[
]
⎭ ⎬ ⎫ ⎩ ⎨ ⎧ Ω ∈ ≥ ≤ ≡∑
∑
∈ ∈ − S j j j j S j j j S x y x x y y w D (~,~) min : ~ ; ~ ; ( ) , 1 λ λ θ λ θ λ θ (3- 5) 事 實 上 , 若 (x~,y~)∈S , 即 (~x,~y)∈Γ , 則[
DS(~x,~y)]
−1亦 可 解 釋 為 Debreu-Farrell[20]所提之技術效率,在Ω(w)=Ω(vrs) 的情況下,為常用之 VRS之DEA模型 [2]: ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ≥ = ∈ ≥ ≤ ≡∑
∑
∈ ∈ 0 ; 1 ; ; ~ ; ~ : min , j S j j k j j S j k j j S k θ x λ θ x y λ y j S λ λ θ λ θ (3- 6) 若Ω(w)=Ω(crs),則 (3- 6)可改寫為 (3- 7),即為另一常用的CRS模 型:⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ≥ ∈ ≥ ≤ ≡
∑
∑
∈ ∈ 0 ; ; ~ ; ~ : min , j S j k j j S j k j j S k θ x λ θ x y λ y j S λ θ λ θ (3- 7)3.2 無效率資料包絡法
無效率資料包絡法為Yamada等人 [47][48]所提出的,為了要解決評估決 策單元之績效無效率情況,因此認為資料包絡法之所有有效率的決策單元構 成效率前緣線,那相對的,所有無效率之決策單元亦可構成無效率前緣線, 而在此前緣線之決策單元皆為完全無效率。 例如無效率資料包絡法,如下所示: ⎪⎭ ⎪ ⎬ ⎫ ⎪⎩ ⎪ ⎨ ⎧ ∈ Ω ∈ ≤ ≥ ≡∑
∑
∈ ∈ S k w y y x x k S θInef( , ) max :j S j j k;j S j j k; ( ); 1 , λ λ θ λ θ λ θ (3- 8) ) , (S k θInef 為被評估效率之決策單元k之無效率值, 無效率值θInef(S,k)值越大,代表越無效率。3.3 Malmquist 生產力指標
Malmquist生產力指數 (Malmquist Productivity Index, MPI),最早是假設 企業每期表現皆為為完全效率下,用以兩兩比較,例如:(1)在不同的兩個 時間點同一企業,或是(2)同一時間點兩個不同的企業,或是(3)在不同的兩 個時間點之兩個不同的企業之兩者比較之生產力指數 [5]。 Färe[18]等人依據原MPI求算公式,利用資料包絡法為基礎,進一步擴 展成評估對象不需在完全效率的假設下,求算MPI值,使要評估之對象即使 其績效未達到完全效率,亦可評估出其不同環境下之生產力改變。 令S 及b S 分別代表t b期及t 期之觀察 DMU 集合, Sb Γˆ 和ΓˆSt分別代表用 b 期 及t 期 之 觀 察 資 料 估 計 而 得 的 觀 察 生 產 可 能 集 合 ( EPPS ), 並 b S b b y x , )∈ ˆΓ ( 及(xt,yt)∈ ˆΓSt。 故吾人可定義上述兩期之距離函數:
{
b}
t b b b b S S x y x y D ( , )≡maxθ :( θ, )∈Γˆ (3- 9){
t}
t t t t t S S x y x y D ( , )≡maxθ:( θ, )∈Γˆ (3- 10)其中DSb(xb,yb)和DSt(xt,yt)為分別量測從(xb,yb)和(xt,yt)到∂ΓSb及 t S Γ ∂ 之距離。 令投影於 EPPS 之邊界上之點分別為:
(
b b Sb b b)
Sb b b y x y D x y x ,~ )≡ , / ( , ) ∈∂Γ ~ ( (3- 11)(
t t St t t)
St t t y x y D x y x ,~ )≡ , / ( , ) ∈∂Γ ~ ( (3- 12) 由於(~xb,~yb)及(x~t,~yt)分別落在ΓSb和ΓSt之邊界上,故為完全效率。 而(~xb,~yb)到∂ΓSt之距離,即為∂ΓSb到∂ΓSt之距離,可表示為:{
b}
t b b b b S y x ∈Γ ≡max :(~ ,~ ) ) y ~ , x ~ ( DS θ θ (3- 13) 相同地,從(~xt,~yt)到∂ΓSb之距離,即為∂ΓSt到∂ΓSb之距離,可表示為:{
t}
b t t t t S S x y x y D (~ ,~ )≡maxθ :(~ θ,~ )∈Γ (3- 14) 如果(3-14)所推得之DSb(x~t,~yt)>1時,則表示(~xt,~yt)∉ΓSb,換句話說, 此時(x~t,~yt)的表現比S 中的所有點來的更好,因此當b S 期所有點比t S 期的b 好,則意味有所改善,而此時DSt(~xb,~yb)<1而DSt(~xt,~yt)>1。 因此DSt(x~b,~yb)和DSb(x~t,~yt)皆為∂ΓSb和∂ΓSt 之距離,考量方向性的 不同,取[
S t t]
1 ) y ~ , x ~ ( D b − 代表∂ΓSb和∂ΓSt之距離,則兩者之幾何平均即代表 真正∂ΓSb和∂ΓSt之距離,而此距離即為技術改變,即是用於量測在∂ΓSb到 t S Γ ∂ 之移動(Shift in Technology,SIT)。 故技術改變可表示為:[
]
2 1 1 t t S ) , ( ) , ( ) , ( ) , ( ) y ~ , x ~ ( D ) ~ , ~ ( 2 1 ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ = = − y x D y x D y x D y x D y x D SIT t t S t t S b b S b b S b b S t b t b b t (3- 15) 其中,第二個等式來自於 (3- 11)和 (3- 12)。 SIT 值可用以衡量之b期與t 期之生產環境水準變動之值。當SIT >1 時,則代表從b期與t 期的整體環境技術水準有所成長,而SIT <1則是技術 有所下降。為評估對象從b期與t 期之效率改變,Färe[18]定義量測追趕效率 (Catching-up in Effciency,CIE),用以表達效率改變之程度,其式為: ) , ( ) , ( b b S t t S y x D y x D CIE b t = (3- 16) 當CIE<1時,代表評估對象之效率從b期與t 期,呈現下滑。當CIE >1, 則代表評估對象之效率從b期與t 期,有所改善而提升。
而Färe[18]等人將SIT與CIE相乘,求得MPI值M(xb,yb,xt,yt),其意為 隨著不同環境下,真實生產力改變程度。由於每期之決策單元之效率求算, 是相對於該期之其他所有決策單元而定,故當評斷兩不同期同一決策單元之 效率值改變程度,如僅以CIE值評判,有欠周慮,並不能完全反應真實生產 力改變程度,而需應該將b期到t 期其他決策單元的進步與退步考慮進去, 才算完善,故將CIE乘上SIT,才為兩期之真實生產力改變程度。 2 1 ) , ( ) , ( ) , ( ) , ( ) , ( ) , ( ) , , , ( ⎥ ⎥ ⎦ ⎤ ⎢ ⎢ ⎣ ⎡ = ⋅ = t t S t t S b b S t t S b b S t t S t t b b y x D y x D y x D y x D y x D y x D SIT CIE y x y x M b t t b b t (3- 17) 當M(xb,yb,xt,yt)>1,則代表從b期到t 期之此決策單元,生產力有所 成長,而M(xb,yb,xt,yt)<1,則代表從b期到t 期之此決策單元,生產力有 所衰退。
第四章 區間資料之績效評估
資料包絡法中績效指標之資料型態皆以明確資料為主,然而現實應用 上,除了明確資料外,因為不確定性、無法準確估計,或是無法直接以數值 表示等資料型式,因此形成不明確資料型態,例如區間資料(Interval data), 而使資料包絡法在評估含有不明確資料之評估對象,造成不便。本章將說 明,在區間資料的情況下,如何以 DEA 分析效率及生產力,故於 4.1 節將 先介紹以往求算有關區間資料之不明確資料包絡法之方式,4.2 節將針對適 用於區間資料之 Malmquist 生產指標,為 Interval Malmquist 生產指標,4.3 節 則 是 針 對 適 用 於 區 間 資 料 之 Inefficiency 資 料 包 絡 法 , 為 Interval-Inefficiency 資料包絡法。4.1 區間資料之資料包絡法
資料包絡法所評估之資料,必須是明確資料。然而實際應用時,卻有許 多情況所獲得之資料並非是明確資料;例如區間資料,本節將就處理區間資 料之 DEA 方法做一說明和文獻回顧。 所謂區間資料,即是資料呈現浮動狀態,或因資料缺漏無法獲得精確數 字,或因預測未來狀況,無法準確得知精確數據,故用區間數值表示之,以 示考量包含最佳情況及最壞情況之完整區間 [14]。即任一觀察k∈S之投入 項指標i ,i∈I為xik∈[
xik,xik]
,而產出項指標r ,r∈ 為R[
rk]
rk rk y y y ∈ , 。 學者們為了解決區間資料所帶來非線性的難題,紛紛以不同手法將此非 線性的難題加以轉換成線性之問題。最早由Cooper等人 [14]在 1999 年提出, 其方法是利用”規模轉換”,及”變數轉換”等兩步驟,來將區間資料作轉換, 以利計算。規模轉換是將所有決策單元中之產出項資料及投入項資料之最大 值作為分母,以相除之方式,將所有區間資料上限值及下限值轉換成 0 到 1 之間之數字。變數轉換則將每項產出項資料及投入項資料之規模轉換後所得 0 到 1 之間之數字乘上該項資料最大值,形成每一決策單元之投入項及產出 項之限制式,此時沒有變數與變數相乘之問題,故可將原先為非線性之問題 轉為線性問題。然而轉換時,如果假設某一決策單元本身為某項指標之最大值之決策單 元,但其資料型態是區間資料,則會無法對此決策單元產生限制式,因此 Cooper等人 [14] 所提之轉換步驟,不能用於所有資料之型態皆為區間資 料,即僅以用於所有決策單元之每項投入項資料及產出項資料中最大值之資 料型態為明確資料之情境。且此方法除資料型態不能全為區間資料之限制 外,對於效率之求算,僅能求得效率上限值,未能求算效率下限值。 Zhu[50]延續上述方法之研究,並簡化Cooper等人 [14]所提之轉換步驟, 但未仍改善上述方法不能運用於全為區間資料之限制和僅能求得效率上限 值等兩限制。 Despotis等人 [14]在 2002 年以效率應有範圍值之觀點,由DEA之比例模 式展開一系列推導,分別求算某評估對象之效率值上下限。 針對某決策單元k∈S,其效率值上限,Despotis等人 [14]以k之最佳狀 態(最少投入x ,ik i∈I ,最多產出y ,rk r∈ )與其他單元之最差狀態相R 比(投入之上限與產出下限),其效率值可由下式求出: ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ≥ ≤ + ≥ +
∑
∑
∈ ∈ 0 ; ; : min } \{ } \{ ,λ θ λ λ θ λ λ λ θ k S j k k k j j k S j k k k j j x x y y y x (4- 1) 相同的,k之效率值下限,可由k之最差狀態(最多投入x ,ik i∈I,最 少產出 rk y ,r∈ )與其他單元之最佳狀態相比,如下所示: R ⎭ ⎬ ⎫ ⎩ ⎨ ⎧ ≥ ≤ + ≥ +∑
∑
∈ ∈ 0 ; ; : min } \{ } \{ ,λ θ λ λ θ λ λ λ θ j S k j j k k k k S j j j k k k y y y x x x (4- 2) 而後Jahanshahloo等人 [28]依上述求算上下限效率值模式,探討區間資 料之決策單元敏感度分析,並延伸至BCC模式 [30]。 Entani等人 [16]提出與Despotis等人 [14]相似之觀點,對於區間資料,分 開求算其效率值上限及下限,且求算時所代入的投入項及產出項資料之設定 方法亦相同。Entani等人 [16]與Despotis等人 [14]所提方法最大不同點在於求 算效率值下限時,選擇投入項權重與產出項權重之方式有所不同。Despotis 等人 [14]選擇之權重是對自己最有利之權重,然而Entani等人 [16]所選擇之 權重是選擇對自己最不利權重。雖然Despotis等人 [14]和Entani等人 [16]所提方法皆可解決Cooper等人 [14]所提方法之限制 – 不能用於所有資料皆為區間資料之情境以及只能求
算效率值上限。但卻有一缺漏,即所求得之效率值無法比較。原因在求算效 率值時,用以比較的效率前緣線不盡相同。因為,前緣線是由 (4- 1)及 (4- 2) 之左式所決定,但對不同受評單位k,其 (4- 1)及 (4- 2)的左式值不盡相同, 也因此有不同之比較標準。 為修正此缺失,Wang等人 [46]在 2005 年提出以所有決策單元的最佳狀 況,作為比較標準。其方法同 (4- 1)及 (4- 2),僅在不等式左邊有所不同,如 下所示: ⎪⎭ ⎪ ⎬ ⎫ ⎪⎩ ⎪ ⎨ ⎧ ∈ ≥ ≤ ≥ ≡
∑
∑
∈ ∈ S j y y x x θ j S j k j j S j k j j S k min : ; ; 0; ,λ θ λ θ λ λ θ (4- 3) ⎪⎭ ⎪ ⎬ ⎫ ⎪⎩ ⎪ ⎨ ⎧ ∈ ≥ ≤ ≥ ≡∑
∑
∈ ∈ S j y y x θ j S j k j j S j k j j S k minθ,λ θ: λ θx ; λ ;λ 0; (4- 4) 因此決策單元k和其他決策單元集合S相比之相對效率值θkS,如 (4- 5) 所示:[
S]
k S k S kθ
θ
θ
=
,
(4- 5)4.2 有關區間資料包絡法之圖例說明
本小節為了以圖例來說明 Despotis 及 Wang 分別提出兩種不同之區間資 料包絡法。 假定以四決策單元 A、B、C 及 D,和兩投入項績效指標X1及X2, 和一產出項績效指標Y為例,其中投入項績效指標之資料型態為區間 型態,而產出項績效指標之資料型態為明確值,即y= y =1。其資料如 表 4-1: 表 4- 1 區間資料包絡法之圖例之各項績效指標資料 決策單元 X1 X2 Y A B C D [1,2] [4,5] [6,7] [3,4] [5,6] [2,3] [1,2] [4,5] 1 1 1 1圖 4- 1 Despotis 之區間資料包絡法範例之效率前緣及其相關圖形 圖 4.1 用以說明Despotis等人 [15]所提之方法,其決策單元A、B、C及D 之資料列於表 4.1 中。首先,因A、B、C及D為區間資料,因此其可能投入 值實為一矩形:而各矩形之左下角(A1,B1,C1,D1),即為最小投入之組合
(
x1, x2)
,若依據Despotis等人 [14]所提之方法,以求算各決策單元之效率上 限值為例,則對A、B、C及D而言,其比較之效率前緣線,分別為SL2 (A1B3C3 )、SL (3 A3B1C3 )、SL4(A3D1B3C3)SL1(A3C1),觀察此四條 效率前緣線,可知在求取各決策單元之效率值時,其所比較之效率前緣線皆 不同,故無法比較其之間效率值優劣。 圖 4- 2 Wang 之區間資料包絡法範例之效率前緣及其相關圖形 圖 4.2 表示Wang等人 [46]所提之方法。若依Wang等人 [46]所提,將各 決策單元之最佳狀況來形成效率前緣線作為比較基準,則對A、B、C及D四個決策單元而言,其共同前緣線為A1B1C1,如圖 4.2 所示,其中D1則因為 效率太差而無法成為在效率前緣線上之一員。 此外,對各決策單元,如A,效率值應該不是僅僅以最佳狀況A1來表示, 因此Wang等人 [46]先設定A1B1C1此效率前緣線作為比較標準,再分別以A 之最佳狀況
( )
A1 ,或是最差狀況( )
A ,套入(4-3)及(4-4)來加以求算,以求得3 決策單元A之效率值之上下限;其他決策單元亦是如此。4.3 Interval-Malmquist Production Index
本節將對設在區間資料型態下估計 Malmquist Productivity Index (MPI) 值的方法,此模式稱之為 Interval-Malmquist Productivity Index(IMPI)。
![圖 4- 1 Despotis 之區間資料包絡法範例之效率前緣及其相關圖形 圖 4.1 用以說明Despotis等人 [15]所提之方法,其決策單元A、B、C及D 之資料列於表 4.1 中。首先,因A、B、C及D為區間資料,因此其可能投入 值實為一矩形:而各矩形之左下角( A 1 , B 1 , C 1 , D 1 ),即為最小投入之組合 ( x 1 , x 2 ) ,若依據Despotis等人 [14]所提之方法,以求算各決策單元之效率上 限值為例,則對A、B、C及D而言,其比較之效率前緣線,分別為](https://thumb-ap.123doks.com/thumbv2/9libinfo/8741441.204274/38.892.215.666.110.408/為一矩形而形之左下角BCD即為最小投入之組合若依據等人別為.webp)
![表 4- 2 IMPI 之各項績效指標資料 第一期 X 1 X 2 Y A B C D [1,2] [4,5] [6,7] [ 3,4] [5,6] [2,3] [1,2] [4,5] 1 1 1 1 第二期 X 1 X 2 Y A B C D [4,5] [5,6] [8,9] [6,7] [8,9] [5,6] [4,5] [7,8] 1 1 1 1 由表 4.2 及依據 X 1 及 Y 1 作為兩座標軸,可畫出圖 4.2,同時為了表達區 間資料對於兩](https://thumb-ap.123doks.com/thumbv2/9libinfo/8741441.204274/42.892.251.645.113.348/二期XYBCD由表及依作為兩座標軸可畫出圖時為了表達區於兩.webp)
![表 6- 7 利潤限制篩選後之產品族/優先權組合集合 SPR '' e g c 產品族/優先權組合 PFPR e , g , c = 4e g = 4 c = 5 (0.4, 0.6) ([0.03,0.04],[0.14,0.15],[0.81,0.83]) = 5e g = 4 c = 5 (0.5, 0.5) ([0.03,0.04],[0.14,0.15],[0.81,0.83]) = 5e g = 5 c = 2 (0.5, 0.5) ([0.04,0.05],[0.11,0.12](https://thumb-ap.123doks.com/thumbv2/9libinfo/8741441.204274/92.892.131.763.134.736/限制產品產品族優先權組合=========.webp)

![表 6- 13 設計之產品別區間組合 產品別區間組 合 最適訂單優先權等級比例為 ([0.03,0.04],[0.1,0.11],[0.85,0.87]) 產品別 A 產品別 B 產品別 C 產品別 D 產品別 E 1,4),1,1,1PTPR( [0.4667, 0.7] [ 0 ,0.2333] [0.1,0.3] [ 0 ,0.1] [ 0 ,0.1] 1,4),2,1,1PTPR( [0.4667, 0.7] [ 0 ,0.2333] [ 0 ,0.2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8741441.204274/99.892.104.767.155.412/間組合最適訂單優先權等級比例產品產品別產品別產品別產品別PTPR.webp)

![表 6- 24 如果接收訂單 A 各產品別之數量總和 產品別 A 產品別 B 產品別 C 產品別 D 產品別 E 比例 範圍 Hot 159 208 52 53 54 0.032 [0.03,0.04] Rush 524 683 181 181 176 0.107 [0.1,0.11] Normal 4247 5610 1408 1411 1383 0.861 [0.85,0.87] 比例 0.302 0.398 0.1005 0.1007 0.098](https://thumb-ap.123doks.com/thumbv2/9libinfo/8741441.204274/107.892.144.747.147.263/品別之數量總產品別產品別產品別產品別產品別比例範圍HotRush比例.webp)
