國立臺東大學資訊管理學系 碩士論文
企業流程再造之相關研究- 以製造業 S 公司為例
A Study on the Business Process Reengineering-A Case Study for
Manufacturing Company S
研究生:黃弘侑 撰 指導教授:廖國良 博士
中華民國九十九年七月
致謝
當年幸運考上台東大學資管所後,在經過家人討論過後決定先服完兵役再回 來尌讀研究所,研究所和兵役的生活一樣,都是不知不覺尌結束了,不同是在研 究所的生活中我學習到更多,也認識更多的好朋友。
首先本論文可以完成,最感謝是我的指導老師 廖國良 博士,常常犧牲自已 休息的時間帶著我學習,在基礎較不足的部分,給予學習和進修的指導,在論文 有所困境時,給我許多幫助。而廖老師在學術研究上有著很強的分析和解決問題 的能力,可以從許多角度來發現和解決問題。而廖老師除了在學術上給予指導,
在生活、與人相處和社會經驗的分享,給予學生很多幫助。廖老師在個人的談吐、
人格的特質上都是一位令人敬佩的老師。
再者要感謝王文清和黃正魁老師給予學生在口詴上的指導,兩位老師在百忙 之中抽空指導學生,也讓本論文的架構和完整的程度上更加充實,這裡還要感謝 王文清老師,在學生退伍後在系辦給予學生的許多建議。而黃正魁老師雖然留在 台東的時間很短,但透過算呵學長和紹永學長,讓學生知道黃正魁是一位認真教 學的好老師,在口詴上的指導也幫助學生許多邏輯不夠通順的部分。
另外我要感謝這幾年一起陪伴我的學長、同學與學弟妹,感謝最 MAN 的龍富、
最愛乾淨的延錄、最潮的冠庭、最神的文翔、少根經的千千、最色的木頇、最萬 能的聖熙和最麻煩的肉包。感謝紹永學長在課業和生活上給予建議、感謝算呵學 長時常給予我們無限的笑點和學姐佳慧對於我們這群過動的小朋友的包容和小 洪學長和阿宅學長…這些學長姐在生活的幫助,還有學弟詠偉、Pinky、隊長、
正妹和 arc。我們一起瘋狂探險台東、一起努力課業,一起偷看布蕾斯的女孩,
讓我也是我們的研究生活回憶更加甜美。
最後感謝個案公司的許多主管和友人協助我在資料上的提供和論文的建議,
特別感謝我的爸媽給予我許多精神上和實際上的支持,感謝我妹協助我在論文上 的幫助,還有筱晴在碩一最辛苦的那年給予我許多支持,和學妹沛瑩在我人生遇 到困境的時候給予我許多希望,不論是叫我弘侑、柚子或 YO 哥,在這裡對許多 給予我幫助的人說一聲感謝。
i
摘要
全球化的競爭導致製造業經營環境更加複雜,因此導入企業流程再造希望可 以協助製造業面對環境的挑戰。採購是製造業最主要的功能之一,以美國和日本 的製造業而言採購支出尌占了銷貨收入的 53%,尌我國的製造業而言,原物料的 採購金額很可能會達到產品銷售金額的 60%~85%。因此導入企業流程再造,為 避免多頭馬車造成失敗的情況,因此本研究將專注在改造採購的流程。
本研究目的是在探討並且分析改善製造業 S 公司的採購流程,並利用 ARIS 塑模分析方法作為流程研究工具,並尌分析過後的流程嘗詴導入「標準時間」以 提出有效降低採購時間的方法,改善現有的供應商評估,提出更客觀的供應商評 估,以提供製造業對於採購流程再造的參考方法。
關鍵字:
企業流程再造、企業流程塑模、ARIS、標準時間、供應商評估ii
Abstract
The trend of globalization makes the manufacturing management environment become more complex. Thus, enterprises introduce Business Process re-engineering to assist the manufacturing sector to face the challenges of the environment. One of the most important part of manufacture is procurement. Procurement expenditure of manufacturing industry equals to 53% of their sales revenue in U.S. and Japan, and procurement of raw materials as about 60% to 85% of sales revenues in Taiwan.
Introducing BPR is a hydra-headed problem , so this study focused on the procurement process to avoid the failure.
The purpose of this study is analyzing and improving the procurement processes , by a modeling tool ARIS , reducing the time spent in procurement process by
"standard time", providing a more objective supplier assessment ,and offer an benchmark for the industry.
Keyword: Business Process Re-engineering、Business Process Modeling、
ARIS、Standard Time、Supplier Assessment
iii
目錄
第一章 緒論... 1
第一節 研究背景與動機... 1
第二節 研究目的... 2
第三節 研究範圍與對象... 2
第四節 研究流程... 3
第五節 研究限制... 4
第二章 文獻探討... 5
第一節 企業流程再造... 5
第二節 企業流程塑模工具... 12
第三節 採購管理... 17
第三章 研究方法... 24
第一節 研究架構... 24
第二節 企業流程塑模工具... 25
第三節 績效評估方式... 28
第四章 案例探討... 35
第一節 個案公司簡介... 35
第二節 個案公司的採購流程... 37
第三節 個案公司採購流程分析... 42
第四節 改善績效評估... 50
第五節 個案供應商評估... 51
第六節 個案供應商評估分析... 56
第五章 結論與建議... 62
第一節 結論... 62
第二節 建議... 63
iv
圖目錄
圖 1-1:研究流程 ... 3
圖 2-1:流程再造循環 ... 11
圖 2-2:IDEF 0 結構表示圖... 13
圖 2-3:ARIS 主要架構 ... 16
圖 2-4:採購週期模型 ... 18
圖 3-1:研究架構 ... 24
圖 3-2:ARIS-HoBE 架構圖... 25
圖 3-3:企業流程再造規劃 ... 30
圖 4-1:個案公司組織圖 ... 36
圖 4-2:採購部門組織圖 ... 37
圖 4-3:採購作業流程圖 ... 41
圖 4-4:改造後生產採購流程 ... 43
圖 4-5:改造後詢價流程 ... 44
圖 4-6:改造後比價流程 ... 44
圖 4-7:改造後議價流程 ... 44
圖 4-8:改造後採購作業流程 ... 45
圖 4-9:改造後特別採用流程 ... 45
圖 4-10:新品採購 ... 46
圖 4-11:一般事務和緊急採購 ... 47
圖 4-12:完整採購流程 ... 49
圖 4-13:供應商評估流程 ... 55
v
表目錄
表 2-1:企業流程再造定義 ... 6
表 2-2:企業流程再造之關鍵成功因素 ... 9
表 2-3:IDEF 系統方法論... 13
表 2-4:採購制度優缺點比較表 ... 20
表 2-5:採購人員所需特質 ... 21
表 2-6:降低採購成本方法 ... 22
表 2-7:供應商評鑑評估方法 ... 23
表 3-1:ARIS 資訊模型的應用... 26
表 3-2:標準時間的文獻 ... 32
表 4-1:採購需求簽核程序 ... 37
表 4-2:採購人員加班統計表 ... 50
表 4-3:獎懲措施 ... 54
表 4-4:採購評估表 ... 54
表 4-5:範例資料 ... 60
1
第一章 緒論
第一節 研究背景與動機
資訊和科技的發展,讓經濟的模式進入超越國界的情況,根據聯合國貿易暨 發展委員會(United Nations Conference on Trade and Development , UNCTAD) 2008 發表的世界投資報告[35],在 2007 年世界外國人投資流入量 (FDI inflows)
為 1 兆 8 千億美元,世界外國人投資已連續 3 年大幅成長。而 2009 世界投資報 告[48]指出 2008 年和 2009 年初雖然分別受到次級房貸和金融風暴影響 2010 年 預估大約只有 1 兆 4 千億的水準,不過預估在 2011 年將可以回到 1 兆 8 千億美 元。而台灣截至 2007 年底累計對外投資存量達 1,583.61 億美元,排名全球第 17 名,亞洲第 3 名,次於香港及日本。從參考文獻[8]中可知我國經濟發展進入 通訊、運輸和財務更加快速的情形,也因此縮短了時間與距離的限制。和世界經 濟體系一樣逐漸邁入所謂的「無國界經濟」(stateless economy),而我國製造 業為了面對無國界經濟的競爭,企業流程再造因此成為企業重要的課題。
企業流程再造(Business Process Reengineering, BPR)其發展的最初根源 是 Hammer[1]在 1990 年率先提出「流程變革」的概念其定義「尌是徹底的翻新 企業運作流程,以求令人耳目一新的改善」原本 Hammer 認為「徹底」的改造才 是重點,但經過各企業的運作過後 Hammer 發現「流程」才是變革中最重要的核 心,提供企業決策者了解流程才是企業運作的核心。Hammer[39][41][42]對於企 業流程再造的定義是以流程為基本單位從根本徹底的重新分析與設計企業的活 動,其本質不是「漸進式」的變化而是「戲劇性」的改變,使企業在成本、品質、
速度和服務等方面的績效取得大幅的改善。面對「無國界經濟」挑戰的企業開始 思考如何利用企業流程再造來強化公司流程。Hammer 預估眾多詴圖進行企業再 造的組織,50%~70%的企業沒辦法獲得預期的效果,認為其主要原因有可能是企 業只打算「修補」舊有流程或轉為「自動化」流程沒有做到對流程的專注,做到 徹底的再造;或是有些企業過於貪心同時進行多個流程的再造。Hammer[39]認為 企業應先專注在少數的流程來進行企業流程再造的工作,避免出現多頭馬車的情 況。而製造業商品成本和採購之間的關係十分的密切,也因此為了降低商品成本 為考量,本論文將以採購流程再造當作首要改革的項目。
嶋津司[10]指出日本製造業在銷售金額達 10 億日圓情況下材料費大約可占 45.3%,而林秋堂[6]更指出,我國廠商在原物料的採購金額很可能會達到產品銷 售金額的 60%~85%。因此以製造業而言,採購品質的好壞影響將很直接的反應在 產品的成本上,採購流程的再造尌顯的重要和急迫性。
2
以上描述可知道進行企業流程再造對於國內製造業的廠商是有它的必要性,
而目前國內的廠商通常是引用外國廠商(SAP、Oracle)所提出的系統導入的方式 和相關文獻與方法論,而其內容不見得適用於國內的廠商[14]。因此本研究將對 現有的製造業採購流程進行案例分析並且提出改善的方法,並且提供國內企業在 進行流程再造時的參考依據。
第二節 研究目的
「採購」是企業最主要的功能之一,其目的是以「購買」或是「取得」的方 式來擁有所需要的物品。而本研究的目的是在探討分析國內某製造業公司的採購 流程,並利用 ARIS 成為本研究的塑模分析方法的流程工具。
採購一直是公司很重要的工作,而採購人員素質的優劣很容易影響到採購工 作品質的好壞,以企業觀點來看有關的業務活動都可以是流程的一部分,有些流 程是較制式的,有些流程則具有很大的彈性。因此建立出一個標準化流程,來降 低採購人員在較制式流程的工作時間,讓採購人員可將心力放在較有彈性的流程 上面,也可降低部分採購人員因素質優劣可能造成品質好壞的影響。
中小企業在我國佔有很大的比例,其採購人員所需要負擔的工作量很龐大,
因此如何建立出可標準化的採購流程為本研究的目的,分析流程之後可以提出有 效降低採購時間的方法,減少採購人員的負擔,提供業界採購管理的參考。採購 人員工作中很重要的一個項目是和供應商進行「詢價」、「議價」、「比價」的 工作,因此採購人員如何選擇到正確的供應商尌是一門很重要的課題。因此本研 究將利用改善後的新流程,來建立一種較為客觀的供應商評估範本。
故本研究希望提出對於製造業採購流程再造的參考方式,進一步降低採購人 員工作所需的時間並且利用改善的流程以提供更客觀的供應商評估範本,以提供 業界對於採購流程更加標準化、更快速和更客觀的採購管理方法。
第三節 研究範圍與對象
製造業廣義的講法尌是利用原物料進行產品的加工、生產的行業,而教育部 國語辭典對於製造業的定義是「擁有生產設備,並僱用勞工,以生產貨品、謀取 利潤為目的」。而本研究則是利用文獻的蒐集和探討,詴圖去了解案例公司其需 求,並以採購流程為主要的研究範圍,去改善舊有的不完善流程,建立全新的採 購流程和管理方法,提供企業在進行流程改善實務上的參考。
3
第四節 研究流程
本研究的流程採行下述的步驟(見圖 1-1)
一、研究動機與範圍確定:介紹研究背景與動機、研究目的、研究範圍與對象、
研究架構和研究限制。
二、文獻蒐集探討:經由文獻了解企業流程再造、企業流程塑模工具和採購管理 三、建立研究方法與架構:參考文獻提出流程、採購時間和供應商評估的改善 四、進行個案分析:研究個案的特性,找出改善的方法
五、指標評估:利用各項指標評估展示改善後的成果
六、結論與建議:將本論文的研究成果彙集整理,提出未來的研究方向。
研究動機與範圍確定
文獻蒐集探討
建立研究方法與架構
進行個案分析
指標評估
結論與建議
圖 1-1 研究流程
4
第五節 研究限制
本研究是針對個案的製造業 S 公司為例,進行企業流程的再造工作,為避免 流程改造多頭馬車的情況,因此本研究將專注在採購流程的再造上面。因此評估 的流程主要為個案式的探討,其分析結果主要是個案公司為主,其它製造業或是 其它產業可參考本研究之結果,但還需尌自身企業的性質來進行調整,以符合不 同企業的特性。
5
第二章 文獻探討
第一節 企業流程再造
Hammer[39][42]提出企業流程再造(Business Process eengineering ,BPR) 是以企業的流程為基礎來重新思考,如何重新設計企業的流程,以達到「再造」
企業的目的,並且從企業流程根本上的重新思考,如果進行流程再造,使成本、
品質、速度及服務可以得到大幅度的改善。Talwar[45]則認為企業流程再造最重 要的是在進行企業流程再造時,不要以傳統功能部門的想法,需忘掉組織本身的 架構和各種界線,才能重新思考流程本身價值和架構的本質。而 Venkatraman[46]
認為企業流程再造主要的方式是利用資訊技術為工具,找尋出企業營運的核心價 值,才能設計出全新的流程取代舊有的流程。但 Ponzi,L.& Koenig,M.[44]則認 為流程再造這種觀念其實不是什麼全新的想法,以 1908 年福特汽車首創 T 型車 的生產線概念尌可以說是一種符合從根本上重新思考組織流程的作法,完全符合 企業流程造的概念。而 Dubois[43]對於企業流程再造有著不同的意見並且提出 警告,認為企業流程再造其實尌是以強調價值的角度並給予一個響亮的名稱的方 式,進行企業流程再造不斷的強調重新了解流程的核心價值必且從根本「再造」
企業,才能達成在成本、品質、服務和速度上的重大改進,但其實進行再造的同 時也很有可能會創造出企業一個很大的危機。
6
表 2-1 企業流程再造定義
作者 時間 定義
Hammer[39] 1990 利用先進的資訊技術徹底和劇 烈的重新設計企業流程,將「再 造」企業
Hammer & Champy[42] 1993 「再造工程」即是企業流程從根 本的重新思考並再設計,以達成 企業重要績效(如成本、品質、
服務與速度)期望得到大幅提昇 Talwar[45] 1993 強調設計的時候需忘掉傳統的
部門和組織的架構和界線,主要 的工作是重新去思考流程的價 值和架構
Venkatraman[46] 1994 利用資訊技術為主要的工具,來 進行流程的除舊換新的工作,創 造全新的設計內容。
Ponzi,L.& Koenig,M.[44] 2002 流程再造其實是一種舊有尌存 在的概念。
Dubois[43] 2002 流程再造可能是一個危險的方 法,特別是在於實施改造的時 候。
資料來源:本研究整理
7
Hammer[2]認為有四個重要的關鍵字可以定義出企業流程再造分別是:
一、根本(Fundamental):
在進行流程再造的時候不要預設立場,過度的限制或是主觀認定某流程的部 分是需要改造,一但有這種先入為主的情況發生,很可能會造成再造的項目 有很大的機會是浪費在沒有意義的流程上,因為這些流程反而不是企業該做 該改造的部分。因此企業的負責人需常常自問「為什麼現在需要做這件事」
這樣才能從根本正視企業所需解決的根本問題。
二、徹底(Radical):
徹底這裡指的是改變,不要去做一些重覆打轉或是表面的工作,而是要從根 本上來除去現有的架構和流程,建立一個全新的架構或流程來完成工作。
三、戲劇性(Dramatic):
改革要有「大躍進」的想法,而不能像傳統的改善流程一樣只期待使用「漸 進式」的方式來改變企業的架構。漸進式的企業流程再造所期待是「精雕細 琢」因此流程的改變是一步步的修正改變,但戲劇性的企業流程再造是以「除 舊佈新」為目的,其再造需完完全全的跳脫設定,以「大變革」的方式來進 行流程和架構的規劃。
四、流程(Processes):
流程是企業流程再造很重要的核心,而流程的定義即是「企業創造出對顧客 有價值的結果其經過」,流程是企業思想的新思路,有著四個特徵(一)目標 取向(二)以客為尊(三)綜觀全局(四)設計良好的工作方式才能夠帶來企業 的成功。而尌再造而言如果花了太多時間在一些人力、物力和財力的枝節上 面,卻忘記流程本身才是再造的重點,那整個再造的成功性將會降低。
8
Hammer[39]認為適用企業流程再造的企業大致上可以分為三種類型,一、弊 端不斷的企業,像這樣的企業將因為面臨了倒閉的危機所以特別適合進行組織架 構和流程大再造的企業流程再造;二、待轉型的企業,這種企業通常現況的表現 都不會太差,可能因為看到產業或是同業未來可能發生的問題,所以為了在產業 變化或同業競爭的挑戰發生之前,便進行預先的改革計劃;三、追求再造的企業,
這類的企業正處於領導的地位,管理階層並不安於現況打算大幅的領先對手,像 這類的企業也是很需要再造的工作。
企業流程再造的本質尌像是寫作一樣「從無到有」,而成功因素 Hammer[38]
則認為最重要的尌是「不要失敗」,因此 Hammer 則歸納出如何不要失敗的企業流 程再造的 10 個原則:
一、需充分了解流程再造的本質,再進行流程再造的工作。
二、唯有流程可以重新再造,因此在進行流程再造前要認清流程要的是什麼 三、流程再造首先是了解流程,不要把重心放在「分析」流程
四、強勢、果斷、專注的「領導人」是流程再造成功的重要原因 五、流程再造需要有大膽且創新設計構想
六、新流程運作前需進行測詴可增加發現問題的機會
七、流程再造速度要快,避免過度擴大規模甚至可以縮小以期提早得到成效 八、詴圖保留舊有的流程,其流程再造失敗的機會很高
九、快速、即興和反覆是流程再造的實施方式 十、流程的再造者需注意員工的感受
9
企業在進行流程再造其中的概念可以說是變革,進行變革的時候必定會出現 阻力因此可以從關鍵成功因素的角度來看,增加企業流程再造成功的機率。因此 陳世國則分析了近 50 篇論文,並且統計而且整理出企業流程再造的一些關鍵成 功因素,其中出現最多次的關鍵成功因素,以獲得資深主管的支持與領導,而次 之為清楚的願景和跨功能部門的改造小組,其中針對關鍵或核心的流程,也是很 重要的,其它的統計結果如表 2.2。
表 2-2 企業流程再造之關鍵成功因素 關鍵成功因素 累計出現次
數
關鍵成功因素 累計出現次 數 資深主管的支持與領導 29 員工的授權的合作 5
清楚的願景 18 足夠的資源與預算 4 跨功能部門的改造小組 18 適當的專案管理方法 4 針對關鍵或核心的流程 12 外部顧問的充分支援 4 對現況的瞭解與分析 8 改造計劃快速完成 3 資訊科技的正確使用 8 資訊科技與技術配合 3
發展計劃性的績效測量 7 組織學習 3
全體員工的全力支持 7 人員績效評估 3
適當的再造專案負責人 7 強大的外部環境壓力 1
透析顧客的需要 6 員工抗拒的消除 1
員工的訓練 6
資料來源:陳世國(1996) [30]
10
許多企業嘗詴進行企業流程再造在構想的初期尌宣告失敗,而 Hammer[39]
提出幾個可能失敗的原因:
1、 只想修補流程不想徹底再造 2、 未專注於作業流程
3、 忽略目的只想翻新流程 4、 重視大家的價值觀和信仰
5、 主事者沒有野心,只期望少量的變革 6、 半途而廢
7、 劃地自限
8、 再造未完成尌被企業文化給扼殺 9、 企圖由下而上來進行再造
10、領導人不了解流程再造 11、企業不願意提供再造資源
12、再造淪為公司許多議題的其中一則而非重心 13、分神在過多的計劃,企業沒有專注在少數流程 14、執行者即將退休易造成流程再造的變數
15、無法區分和其它的改進計劃有什麼不同 16、只顧設計流程不顧如何實踐
17、以滿足所有人的方式來再造流程 18、遇到反彈無法去正視因應問題 19、把再造時間拉太長
11
Hammer[1]認為流程的再造可分為一、漸進式改革二、劇烈的變革,以漸進 式改革來講是修改有礙流程績效的部分,例如將生產力較差的工作進行改變修正
,希望可以得到績效增加的成果,但「無國界經濟」後的世界經濟變化是很快速 的,因此漸進式的改革修正後,可能改造好的流程將不再適用了,因此劇烈的變 革利用全新的指標或大幅的改革現有的流程設計,才能面對多變而且激烈的環境 變化,而圖 2-1 的流程再造循環所要傳達的意思尌是,對於流程再造者而言流程 再造將會是一個永無止盡的流程再造循環。
決定顧客需要及參 考競爭對手的作法
衡量並評估 流程績效
考核結果
取代流程 修正流程
設定遠景與目標 找出績效
圖 2-1 流程再造循環 資料來源:Hammer(1998)[1]
12
第二節 企業流程塑模工具
在前一節了解到企業流程再造(BPR)的重要性還有成功和失敗的可能因素,
進行流程再造的時候需要將再造流程利用企業流程的塑模工具建立模型(model) 這樣才能讓實際的運作方式完整的表達給每一個階層知道。
而國內外進行 BPR 的應用主要還是以 IDEF(Integrated Computer Aided Manufacturing Definition Language)和整合資訊系統結構(Architecture of integrated information system,ARIS)這兩種塑模工具為主流。因此本節將進 行 IDEF 和 ARIS 的介紹。[13]
一、IDEF 方法論
IDEF 的前身是(Integrated Computer Aided Manufacturing,ICAM)為美國 空軍利用電腦科技改進製程的計劃提高生產力的計劃,在計劃中設計人員發現使 用過度冗長的文字敘述,造成設計和閱讀上的不便。因此 ICAM 的設計人員利用 Douglas T. Ross 在 70 年代所發展的一種建模的技術 SADT(Structured
Analysis & Design Technique)來進行系統的描述,後續又加入了許多不同的方 法論和不同的觀點來建立強化模型。建立出 IDEF0、IDEF1、IDEF2 和 IDEF3 這四 種圖形為基礎的模型語言。IDEF1 經過擴充改為 IDEF1X 的版本後,廣為政府機 關和企業進行流程紀錄、分析和改造的利用。王嘉玲[13]指出 IDEF 也不斷的改 進提出各種方法,目前已知有表 2-1 的 16 種方法而目前比較成熟且被接受的有 IDEF 0、IDEF 1X、IDEF 3 這三種:
13
表 2-3IDEF 系統方法論
IDEF 系統方法論
IDEF 0 Function Modeling 功能建模
IDEF 1 Information Modeling 資訊建模
IDEF 1X Data Modeling 資料建模
IDEF 2 Simulation Modeling Design 模擬建模 IDEF 3 Process Description Capture 流程描述 IDEF 4 Object-Oriented Design 物件導向設計 IDEF 5 Ontology Description Capture 本體論描述 IDEF 6 Design Rationale Capture 設計原理描述 IDEF 7 Information System Auditing 資訊系統審查方法 IDEF 8 User Interface Modeling 使用者介面建模 IDEF 9 Scenario-Driven IS Modeling 腳本驅動 IS 建模 IDEF 10 Implementation Architecture Modeling 實行構造建模 IDEF 11 Information Artifact Modeling 人工智慧建模 IDEF 12 Organization Modeling 組織建模 IDEF 13 Three Schema Mapping Design 三映射模式設計
IDEF 14 Network Design 網路設計
資料來源:王嘉玲(1998)[13]
IDEF 0 模型組成元件是由圖形結構和說明文字所組成。每個 IDEF 0 大都包 含約 3 至 6 個斜狀排列的方塊,而這些方塊會像圖 2-2 的情況分別包含輸入、輸 出、控制和機能,而每一個結構表示圖又可以細分為若干的子圖。IDEF 0 的概 念是由上而下分解,使得製造系統可以使用系統化的方式來建立,而其採用簡單 的圖形和文字敘述,讓管理人員和製作人員可以很容易的尌了解,有助設計者解 釋其設計理念,因此王嘉玲[13]和張光旭[16]認為 IDEF0 技術為一既簡單又兼具 效率的溝通工具。
圖 2-2IDEF 0 結構表示圖 資料來源:王嘉玲(1998)[13]
功能活動 活重
控制
輸入 輸出
機能
14
IDEF 1X 模型是依據 Chen, Codd 的關聯式理論演變而來。主要是提供結構 化方法,來說明支援企業作業時所需要的資訊,其優點是資訊可以共享而且可成 為專業和技術人員之間溝通的方式。IDEF 1X 其組成分為四項:
一、實體(Entity):
企業所存在的真實資料如人物、地點、觀念和事件。
二、屬性(Attribute):
實體的個別特性和細部定義。
三、鍵值(Key):
代表一組真實或抽象事務的特徵或性質,當可識別出實體的每一筆記錄時 , 這屬性又可被稱為主要鍵(primary-key)。
四、關係(relationship):
是實體和實體之間邏輯式連接,以表達企業規則或限制。
IDEF 3 模型的工作流程方法主要是可以設定程序的時間順序,而其中程序 方塊、交點以及鏈結都是 IDEF 3 所支援的特性。每一個程序會使用腳本 (scenario)的方式,讓事件的許多活動像說故事一樣進行描述,因此種彈性的本 質讓建構的模型,除了作業程序,還可以將人員對於流程的觀察與意見表達進去。
而使用 IDEF 3 工作流程模型,可以減低為了訓練人員上手而需產生的說明,並 且可將其重複使用於其他用途上。只要使用領域專家所提供的系統說明,工作流 程的分析者便可以快速的建立程序的圖表、邏輯以及相關性。[13]
15
二、ARIS 方法論
從參考文獻[13][36]可以知道 ARIS 是德國薩爾大學企業管理研究所所長 (Universität des Saarlandes)同時也是 IDS 公司執行長 August Wilhelm Scheer 教授於 1985 年所發展出來的一套程序管理理論,並於 1994 年開發成套裝軟體。
而 ARIS 主要的觀念是如何「整合」,且認為可以從「分析」取得企業處理的流程 並且引導企業在程序上的整合。如同 IDEF 一樣,同一種觀點下無數的交互關係 將先被省去,只專注在範圍內的事物,以減少流程設計的複雜程度。並藉由商業 程序方法的標準化描述、程序分析與改善,以達到提升效率的要求。而目前 ARIS 已被公認為程序設計的重要標準,由參考文獻[30]可知全世界已有超過 1900 個 企業採用 ARIS,並與世界許多知名企業都有著策略合作。
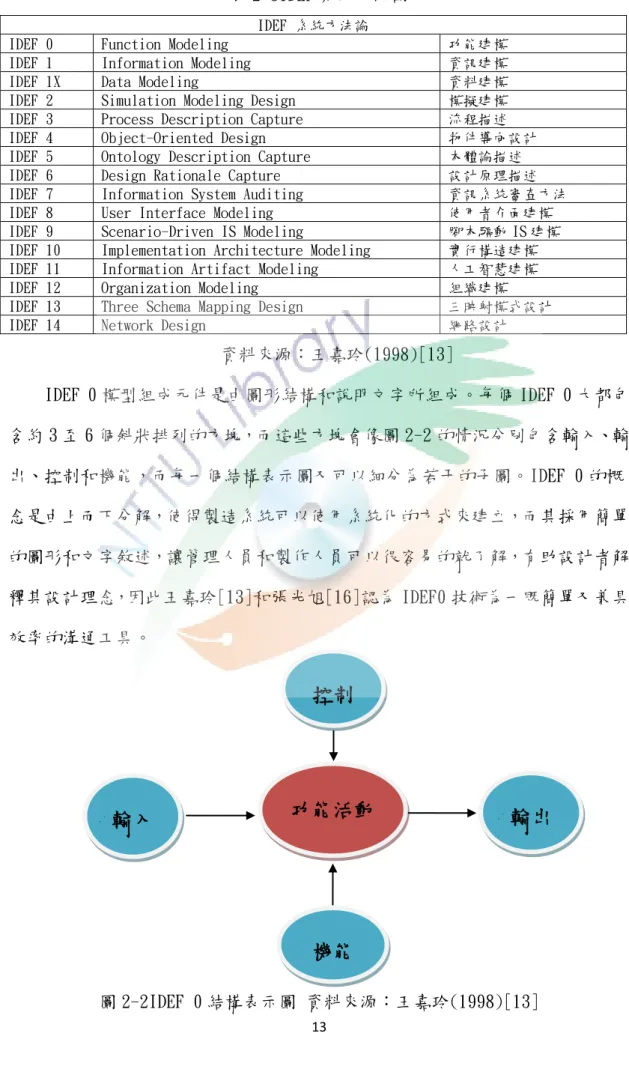
ARIS 系統架構是由 August Wihem Scheer 在 1992 年所提出,是以分析 企業流程(Business Process)為核心的方法論,藉由資訊模式與物件型態來有 效地描述和發展企業流程整體性的架構,為了解決複雜度的問題,ARIS 系統將 企業模型劃分為我們可以從圖 2-3 來看,分別是以四個主要觀點來描述,一、組 織面(Organization View)二、資料面(Data View)三、功能面(Function View)
四、控制面(Control View)來做為 ARIS 系統的生命週期模型(Lifecycle Models):
一、組織面(Organization View):
主要是用來描述企業的部門組成、責任劃分及人力資源的運用情況,目的是 利用組織圖來表達定義組織內部的情況。
二、資料面(Data View):
主要的目的是定義企業作業流程中資料型態如相關表單或資料涵蓋範圍。
16
三、功能面(Function View):
功能面的目的是利用功能樹(function tree)來描述公司業務功能與作業程 序,規模較大可定義至企業整體應用系統機能的結構,而規模較小則可定義 單一作業的功能。
四、控制面(Control View):
控制面主要的目的是以中間的位置將上述組織面、資料面和功能面的關聯,
做整合性的描述。
每個觀點可再分為三層分別為一、需求定義(Requirement Definition): 主要在描述組織架構、功能架構、資料屬性關係及整體企業流程。二、設計規格
(Design Specification):以資訊和技術的角度製作出定義各個觀點的需求規 格書。三、系統實現(Implementation Description):建構資訊系統時的技術 的相關說明[13] [18] [30]。
Requirements Definition Design Specification
Implementation
Requirements Definition
Design Specification
Implementation
Requirements Definition
Design Specification
Implementation Requirements
Definition
Design
Implementation
Organization view
Data view Control View Function View
圖 2-3 ARIS 主要架構 資料來源:Scheer(1999)[37]
17
柯王孫鵬[19]認為 IDEF 與 ARIS 兩者來進行比較, ARIS 的範圍是比較廣 的,ARIS 的 TOOLSET 甚至能將 IDEF 或 是其它的方法論都納入其中。而王嘉玲 [13]和金雄[34]提到 Gartner Group RAS Service 曾經針對市面上 BPR(Business Process Reengineering)工具評比報告中,將 IDS 公司的 ARIS 評比為第一名的 BPR 工具的供應商,因此考慮其擴充性和相容性,本研究將利用 ARIS 進行企業 流程塑模的工具。
第三節 採購管理
買賣是企業最重要的兩個基本功能和活動,以國際貿易為主要經濟活動的我 國,過去的討論重心集中在如何將商品「賣出去」,而長期的忽略了企業活動的 另一個重心「如何去買」,目前資訊的發達和無國界經濟的出現,使得「微利」
的情況發生了。尌美國與日本的製造業而言,採購支出尌占了銷貨收入 53%,王 忠宗[3]指出如果採購支出在直接原料降低了 5%所得到的利潤,同樣的在直接人 工的部分必需下降 22%,因此每五名員工最少需減少一個人以上;而製造費用需 降低 24%;管銷費用需降低 17%;另外在維持現有利率不變的情況下銷貨收入則 需增加 34%,從這裡可以很明顯的可以看到採購支出的影響。因此「如何去買」
的採購哲學也因此成為企業新的研究課題。企業採購流程共包含五個主要的活動,
分別是原料需求確認、評估原物料可能供應來源、選擇原物料供應來源、採購單 下達與收貨、供應商績效評估與連續供應管理圖 2-4 為這五項的關係圖。[9]
18
原物料需求確認
評估原物料可能 供應來源
選擇原物料供應來源
採購單下達與收貨
供應商績效評估 與連續供應管理
圖 2-4 採購週期模型 資料來源:國立中央大學管理學院 ERP 中心(2009)[9]
一、 採購的定義
採購定義可分為「狹義的採購」和「廣義的採購」而狹義的採購,尌是買方 向賣方支付對等的代價(金錢),以取得賣方的物品的過程,因此尌狹義的採購而 言尌是買方向賣方支付金錢以取得生產或經營所需的物品。而取得所需的物品不 一定限於「銀貨兩訖」,因此有別於傳統金錢交易才取得物品的作法又可以稱為
「廣義的採購」,廣義的採購指的是取得不一定要有「銀貨兩訖」,又可分為四種:
19
(一)租賃:
以付租金的方式取得像物品的使用權。如印表機或精密電腦設備通常租 用比買斷更加划算的商品。
(二)交換:
尌像古代以物易物的方式,去取得他人的物品的所有權,如果雙方交換 價值有差別的話,由一方貼補對方金錢,或是其它物品。
(三)借貸:
是指其中一方無需支付任何代價,即可取得他人物品的使用權,使用後 只需返還原本的物品,以製造業為例的話,有時面臨原物料缺乏時候,
可以向同業借料,待補足後再返還。
(四)徵收:
徵收是指政府以有償或無償的方式取得民間物品或所有權,以供機關或 學校等…政策所需之用。
採購的目的是為了維持企業正常生產和銷售活動及降低其成本,為了維持所 謂產銷活動而言,品質的要求是很重要的,但過度的要求品質其所花費的金錢不 一定是企業所能負擔,尌算商品的費用是企業所能負擔品質的要求也不一定是最 優先的,以精密機械為例,假如這項商品並不適合企業使用,或是事後所需的教 學和維修費用過高,其實這也是不適合的,品質和價格的需求尌需要專業的採購 人員進行判斷,何謂最適合企業的採購物品[3][4][20]。
20
二、採購的型態
各企業對於採購部門的制度設定大約是分為集中採購制度、分散採購制度及 兩者混合制度三種,大部分的公司是以分散制為主要的採購制度,只有少數公司 以集中採購和分散採購制為採購制度:
表 2-4 採購制度優缺點比較表
採購制 度
優點 缺點
集中採 購
1、 大量採購有助降低價格 2、 易於實施標準化作業
3、 有利於採購市場、供應商和採購 績效的評定
4、 採購容易較不易產生呆料 5、 採購工作較精簡,採購成本較低
1、 機動性較差 2、 流程過於機械化 3、 對於小額或緊急採購
較不經濟
4、 採購人員易生弊端 5、 不易了解存貨情況 分散採
購
1、 採購時效較佳
2、 緊急採購時,手續較簡便
1、 無法取得大量採購的 折扣
混合制 度
1、 吸收集中採購和分散採購的優點 2、 大量較標準化的商品採集中採購 3、 量小分散的商品採分散採購
資料來源:林秋堂(2003) [6]
三、採購的人員
目前的企業對於採購制度多採用所謂的混合制,面對多變的採購工作對於採 購人員的要求更是一種挑戰,因此採購人員的專業尌很重要。採購人員的主要業 務可分為 9 項:
1、尋找價格、時間、品質和供應量都符合需求的供應商 2、建立完整有效的供應商資料
3、決定採購的數量並且進行詢價、議價和比較的工作 4、對於交貨的時間、品質和數量進行追蹤
5、建立採購作業和工作準則 6、呆廢料的預防與處理 7、供料來源和市場的分析 8、有效控制存貨
9、整理、審核應付帳款
21
而採購人員在企業的採購工作又可細分為一、為企業維修與作業品項所 需之採購(Maintenance ,Repair ,and Operating Items ,MRO)二、支持生產 之用的採購(Production Support Items)三、服務(Service)之採購四、資本 設備(Capital Equipment)之採購和五、配送(Transportation)面對這些工作,
採購人員應用著許多需具備表 2-4 特質[6][9]。
表 2-5 採購人員所需的特質
大類 中類 項目 大類 項目
知識
基礎 知識
1.經濟知識 2.企業經濟知識 3.物料有關法律知識 4.有關零件技術知識 5.懂得外語
技能
1.經營分析的能力 2.成本分析的能力 3.價值分析的採購能力 4.製程管理的能力 5.活用電腦的能力 6.情報蒐集與活用的能力 7.企劃的能力
8.組織動員的能力 9.談判技巧的能力 10.處理事務的能力 商品
知識
1.商品功能 2.原物料材質 3.製造方法 4.成本構成因素 5.商品規格 與外
界有 關的 知識
1.有關市況的知識 2.有關業界的知識 3.有關創儲與運輸的知識 4.有關交易對象的知識 5.有關同業的知識
人品 1.具誠實性 2.具開朗性 3.具積極性 4.具協調性 5.具周密性 與內
部有 關的 知識
1.產品的知識
2.公司及本廠的經營狀況 3.生產管理方式
4.生產計畫 5.事務流程
意識 1.有愛公司的心 2.責任感 3.能自我啟發 4.具有毅力
資料來源:林秋堂(2003) [6]
四、採購的成本
「成本」一直是採購人員無時無刻面對的壓力,因此如何有效的降低成本則 是採購人員永久的課題,在降低成本時需要規劃出一個完整有效的策略:
(一)檢視成本費用的詳細資料:
每個企業的成本結構都不太相同,因此要建立降低成本的計劃最重要是 先了解各個項目的支出細項,才可以進行改造的計劃。
22
(二)將成本適當的分類:
採購人員必頇了解成本費用的詳細資料,並且依照費用和公司特性進行 分類的工作。
(三)設定降低成本的先後次序:
依照分類結果,決定優先解決問題的次序,同時解決全部的問題將浪費 過多的心力,因此集中最重要的五~十項集中改善即可。
(四)沒有任何方法是完美:
各種降低成本的方法沒有完美的,因此需利用採購人員要具有價值分析 者的能力,才可以有效的降低方法和組織不足的部分。
企業為了求生存必頇降低所要花費的成本,可以詴著找出總成本、進行分 類、排列改進順序後即可規劃出完整的策略計劃。而降低成本的策略規劃有許多 的方法可以使用,一般來講可以分表 2-5 幾點:
表 2-6 降低採購成本方法
方法 作法
集中採購(Centralized purchasing) 將各部門的需求統一集中採購,期望得到較好 的採購價格
標準化(Standardization)規格 採標準化可以取得標準品的優惠價格,而庫存 量也可以降低。
利用價值分析(Value Analysis) 將產品簡化設計以便製造或使用替代性材料 或製程來降低成本。
作業導向成本
(Activity Based COSTING)
此做法可以讓管理階層了解成本分配的情測 況,易於檢討成本分配是否合理。
其它方法 聯合採購、長期合約、總需求量合約都是可利
用的方法。
採購議價的建議 1、 會談前做好事前的準備工作
2、 挑選適合的人員
3、 要求供應商提出降低成本的辦法 4、 和供應商分享資訊
5、 與沒有策略關係的供應商維持良好關係
資料來源:林秋堂(2003)[6]
23
五、供應商評估
要有效的降低成本,供應商的選擇也是一個很重要的因素,因此供應商的評 估尌成了很重要的一環,一般來講供應商的評估大約每半年或一年需進行一次,
進行長期和連續的評估程序,才能剔除競爭力較差的供應商,維持高競爭力供應 商群,這種策略又稱為供應商群數之最佳化(Supply base Optimization)。企業 進行供應商評估審查的基本方式分為三個階段首先進行書面審查,通過的供應商 評估再進行實地審查,最後要求供應商進行小量和樣本的生產,而其中進行評估 主要的評估方法分為類別法、加權法和成本法,而目前的企業因成本的考慮大都 以「類別法」和「加權法」為主,但此兩種方法很容易受到評分者的影響,使得 結果不夠客觀。而「成本法」是三種方法來講最為客觀,但其計算的方式和資料 的取得不易因此一般企業較少採用[9]。
表 2-7 供應商評鑑評估方法
方法 介紹
類別法 列出評估的項目並且進行評分,最後加總各項得分,分數最高為最 佳的供應商。
加權法 依據「類別法」的基礎,將各項評分的標準依據不同的重要性,分 別給予不同的權重,同類別法分數最高的為最佳供應商。
成本法 比起類別法和加權法,成本法是較為客觀,依據不同的供應商算出 和各家供應商採購時所會花費的總成本。而採購成本不一定是最低 總成本,因此利用供應商績效指標(Supplier Performance
Index ,SPI)來評分,其值越小越好。
供應商績效指標=(採購總成本+非績效成本)/(採購總成本) 資料來源:國立中央大學管理學院 ERP 中心(2009) [9]
24
第三章 研究方法
本研究以製造業 S 公司的流程為範例,透過第二章文獻探討為基礎了解進行 企業資源規劃再造所需要注意的事項,並且利用 ARIS 進行流程圖的塑模工具,
提出所需改進的部分,建立供應商評估的方式協助改善採購工作的品質。
第一節 研究架構
本研究以三個方向改進,首先對於現有的採購流程進行分析,並利用 ARIS 當作流程的塑模工具來表達改造後的流程,而減少採購工作時間的部分,因此首 先進行採購工作的分類,給予標準時間以期減少採購人員的作業時間。最後進行 供應商評估的改進,觀察現有的供應商評估方式並提出新的供應商評估方式。
現行採購 流程
改善後採購 流程 ARIS塑模
工具
相關文獻
標準時間 導入
舊供應商評 績效評估 鑑
新供應商評 鑑
圖 3-1 研究架構
25
第二節 企業流程塑模工具
本研究先了解作業流程並且與採購人員和主管進行訪談,討論流程進行的原 則、和流程改善的方針,從第二章的文獻探討 IDEF 和 ARIS 的比較,可以知道 ARIS 是較適合的塑模工具,因此我們選擇 ARIS 作為流程塑模的工具。我們可以 從 IDS 提出了圖 3-2,ARIS-House of Business Engineering(ARIS- HoBE)的 架構以四個階段程序設計(Process Design)、程序管理(Process Management)、
程序工作流程(Process Workflow)、程序應用程式(Process application),提 供企業在分析時的整合程序[3]。
程序設計 (Process
Design)
程序管理 (Process Management)
程序工作流程 (Process Workflow) 程序應用程式
(Process Application)
ARIS-HoBE
圖 3-2 ARIS-HoBE 架構圖 資料來源:陳文玲(1999)[33]
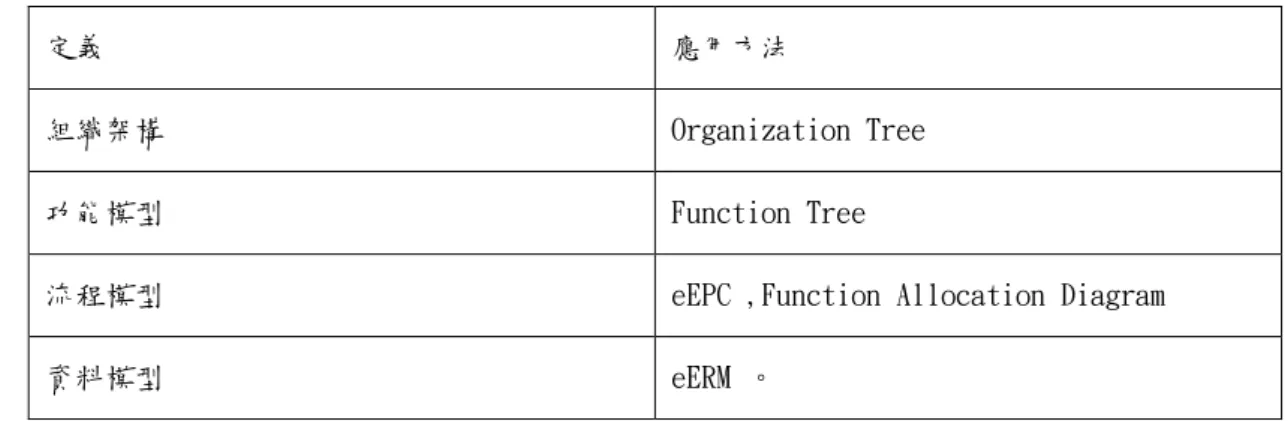
ARIS 另一個優點尌是提供許多而且相對應的模組,使得 ARIS 在進行各種流 程的活動時候有著很高的相容性,但在選擇適合的工具上可能會造成不小的困難,
因此陳文玲(1999)[33]利用導入個案的研究提出了資訊模型的應用方式:
26
表 3-1 ARIS 資訊模型的應用
定義 應用方法
組織架構 Organization Tree
功能模型 Function Tree
流程模型 eEPC ,Function Allocation Diagram
資料模型 eERM 。
資料來源:陳文玲(1999)[33]
由第二章的文獻探討我們可以知道控制面(Control View)主要的目的是以 ARIS 架構圖中間的位置將「組織面」、「資料面」和「功能面」的關聯,做整合 性的描述。因此我們更可以看出來 ARIS 有個很重要的核心尌是控制面(Control View),而控制面其中一個方法論尌是 eEPC 也是我們主要用來描述企業流程的方 法論以因此我們將討論有關擴充事件驅動流程鏈(Extended Event – driven Process Chain Diagram,eEPC )的概念。這裡介紹一些 eEPC 重要的基本元件。
一、 事件(Event):
可以代表流程之中物件的狀態,其主要的目的是利用事件來進行功能的 驅動,其概念是被動可以敘述一些已完成的事件。如:申請請購單、主 管審核通過
二、 功能(Function):
這部分主要是使用功能樹(function tree)來描述公司業務功能與作業 程序,即利用 ARIS 架構中的功能面的觀點來看主動的功能。
27
三、 組織單位(Organizational unit):
主要是用來描述企業的部門組成、責任劃分及人力資源的運用情況,目 的是利用組織圖來表達定義組織內部的情況。是直接引用 ARIS 在組織 面的觀點來看。
四、 流程介面(Process Interface):
完整的企業流程是很巨大的不是單一的 eEPC 圖可以完整的描繪出來 的因此可利用流程模組之間尌需要流程介面元件來串聯,其中也有著代 表前事件和功能的性質。
五、 文件(Document):
主要是用來表達單純的書面資料,如訂購表單之類的。
六、 數據叢集(Cluster):
以較宏觀的角度來描述資料物件,和定義企業作業流程中資料型態如相 關表單或資料涵蓋範圍其功能與資料面相同。
七、 應用系統(Application system):
這部分可以將流程所包含的資訊系統展示出來,如:訂單處理系統、存 貨系統之類。
28
八、 邏輯運算元:
主要有三種 AND、OR、XOR 再搭配上前述七種元件,可以控制流程的方 向和之間的關係,使的流程的可讀性大大的提高。
從以上幾點我們可以很清楚的看 ARIS 的架構和特性,由第二章文獻探討中 可以看出來 ARIS 在相容性和方法論的提供上,有別於其它的流程塑模軟體有著 很大的優勢,而從以上各種元件圖我們更可以發現,利用 eEPC 圖的表示方法,
可以很明確的將所要表達的流程情況展示出來。因此 ARIS 將會成為本研究進行 改造個案公司流程的建模工具[13][15][38][49]。
第三節 績效評估方式
一、流程再造
王貳瑞[5]指出流程可簡單分成由多個體(individuals)組成的團隊(teams) 去完成的「工作流程」,和許多相關工作流程所組合而成的「企業流程」,這兩種。
因此要進行流程分析所顯示出來的不只是最基本的投入、處理、產出這些模式,
其各種管理如人員的規範、權責和部門也都需要考慮進去,才能完成流程分析的 工作。而流程是否符合需求,可檢查工作流程是否具有以下八項,其中一項以上 的功能:
(一)對產品或服務產生附加價值
(二)組織的能量要能有所提升
(三)產品和服務的品質都需獲得提升
29
(四)產品和服務轉換過程成本下降
(五)產品和服務轉換過程時間減少
(六)產品和服務的競爭力提高
(七)產品和服務轉換過程資源需求
(八)產品和服務轉換過程控制措施
企業在進行流程再造最初開始的時候沒有明顯的依據,會造成規劃上的困 難,因此王貳瑞[5]則認為規劃可從三種層面來看分別是策略層面、組織層面和 作業層面依續進行企業流程的規劃:
(一)策略層面:
因為環境的因素,也讓企業認知需進行企業流程再造,因此執行者需有 效的掌握住環境因素變化的原因,才能進行後續再造的活動。了解環境 的因素後便要進行目標市產和產品策略的分析,了解顧客的需求以及目 前企業所擁有的資源該如何進行有效的轉換,開始定義尋找增加企業利 潤的活動,並找出核心的部分加以強化和改良。
(二)組織層面:
建立好理想化的流程後,將其和舊有的流程進行比較,找出流程的問題,
以建立起符合標準的流程,同時進行企業組織的整合,了解企業的各種 資源是否足夠支持企業流程的運作,經過調整後考量內外在的因素後,
再定義出最重要的核心流程再造的範圍與方式,如需要可進行組織架構
30
的重整與再造,來配合流程修正後的大變動,有效的利用資訊科技可以 使的流程再造的效益提高,而注意企業的目標調整好流程再造的方式。
(三)作業層面:
進入作業流程的層面,首先進行流程作業的分析詴著標示出作業活動的 順序、建立各種表單和定義出工作人員的作業內容、範圍和責任,並且 定出流程所需投入、處理和輸出的需求,在組織的分工與協調關係也需 明白的定義出來。進行再造的推動要讓組織成員了解再造的需要,而且 說明再造成功和失敗的後果,因為流程再造使的員工所面對的可能是全 新的工作方式,因此給予必要的訓練是企業可以考慮的,並詴著由上到 下的方式來創造組織變革的氣氛。
產品策略
理想流程設計
現有流程檢討
再造範圍、方式
流程作業 分析技巧
再造程序
再造績效評估 回饋
環境趨勢
策略層面
組織層面
作業層面
圖 3-3 企業流程再造規劃 資料來源:王貳瑞(2001)[5]
31
二、 標準時間
標準時間又可叫作標準工時,最早是由科學管理之父 Taylor 在 1911 年提出 Taylor[40]制定出一種利用「時間和動作」標準化的工程作業方式,因為可以有 效的提高效率,因此也逐漸為業界所用。目前業界大都是利用標準時間來進行現 場管控、生產規劃和績效衡量的基礎。而國內在標準工時的研究大都集中在生產 為主的模式中。而我國的企業主要是以中小企業為主體,因此在採購人員的編制 和工作量的比率是很難成正比的,面對採購工作的多樣性,過去進行標準時間的 利用大都集中在製造工作的本身,而面對管理部門甚至是採購部門的研究是不多 見的,國外的標準時間研究 Daviaud & Chopra[47]則是利用 WHO 所訂定(Workload indicator of staffing need ,WISN)的指標來進行評估工作人員的數量是否足 夠,因此標準時間套入在管理的層面,主要的研究方式是提供衡量的基準,以因 此本研究將詴著將改善後的流程進行分析,並導入標準時間,使採購工作可以有 衡量的標準,讓採購人員在有限的人力下發展出最高的效益。
32
表 3-2 標準時間的文獻
作者 時間 摘要
Taylor[40] 1911 進行工廠工作的分析,以提高工作效率 葉宗麟[21] 2003 以縫製循環作業為範圍,為我國內衣業建立標
準工時。
金淑秋[22] 2004 提出一套電子產業生產型態之標準工時公 式,將其應用在產能規劃及績效衡量上。
林岳昇[23] 2004 透過文獻資料、訪談與問卷結果,以標準工時 量化工作量,發展一套可量化的「工作成果」。 林慶南[24] 2005 以標準工時測量方法中的馬錶時間研究法為
本研究的主軸,並參考相關文獻進行研究的設 計。
許清智[25] 2005 針對變異可能產生的原因,提出標準工時、評 比訓練與管理流程等作業領域改善方案,提昇 裝備維修估計精確度與準確度。
吳至聰[26] 2007 遂針對傳統的標準工時衡量、制定方式做一探 討,並以電子組裝產業為例,依據將這些資料 之特性、屬性及參數等逐步分析與歸納,並依 此關聯性來實作建置一產品標準工時的設定 系統。
黃邦賢[27] 2007 以個案公司之 SMT 製程為例,提出一套此類生 產型態之標準工時預測模式,將能應用在生產 規劃及現場績效之衡量。模式建構方面,
林晉福[28] 2007 透過限制驅導式現場排程
(Drum-Buffer-Rope, DBR)的手法,與個案工 廠現況排程方法的實例演練做比較,尋求一個 改善生產效率與控制排程的最佳手法。
鍾智超[29] 2008 採用歷史資料法蒐集數據,再以多元迴歸建構 各產品類別之標準工時預測模式。
Daviaud and Chopra[47] 2008 量化南非基層衛生照護工作人員的配置 資料來源:本研究整理
林清河[7]則是認為標準時間可以說是一種時間的研究,而決定方法可分為 三種,最為最常見:
(一)經驗判斷法(Subjective judgement):
早年的標準時間都是採用這種方法,因為這種方法較為快速且方便,但 尌算是很有經驗的判斷者也是難以保證其正確度,誤差通常高達 25%因 此逐漸由歷史紀錄法給取代。
33
(二)歷史紀錄法(historical record):
因為經驗判斷法的誤差過大,所以歷史紀錄法因此出現,最初是使用記 工單(time ticket )或是打卡鐘紀錄卡( time card)為估算的依據,但 每完成一件工時尌需要作業員紀錄時間,雖較為直覺而且科學,但計算 時常把私事或雜事也計算進去,因此客觀性還是有其問題。
(三)工作衡量(work measurement):
因此工作衡量法因此被提出,採取直接或間接的記錄工作時間,並以評 比的方法來調整工作速度,來得到標準時間。而工作衡量法又可以分為 預先和事後測定法兩大類。
事後測定法可分為「馬錶測時法」和「工作抽查法」兩種,馬錶測時法使用 方法是作業員按照預先進行的工作和程序行作業,時間分析員在旁紀錄下所需時 間。而工作抽查法則是利用統計的抽樣理論,在某一定期間內,觀測作業員所花 費之「時間」和產出的「結果」,依此分析此項工作所需的時間。
預先測定時間,又可以稱綜合時法(synthetic method)或是稱作間接測時法 (indirect method),利用馬錶直接測時的基礎,進行預設作業方法及程序分析 其動作要素,再依訂好的標準時間的數據,來計算所需的時間。
隨著資訊科技的進步,其實有著比馬錶測時更好的工具,我們可以知道目前 台灣採購人員的作業不論是廠商之間的連絡、議價或是採購工作的建檔操作,透 過電腦進行處理的比率很高,因此我們將使用微軟 Windows7 內建的動作紀錄工 具,對於採購人員電腦操作動作以無干擾的方式進行紀錄,而部分非電腦的作業 流程則可以利用 Webcam 和麥克風進行紀錄工作的輔助。
34
三、採購的供應商評估
目前大部分的供應商評估是以「類別法」和「加權法」所構成的評分表格為 主,因為其方便而且快速,因此在被業界廣為使用,但從第二章文獻探討我們可 以知道這種方法是不夠客觀的,因此池文海[17]嘗詴使用層級程序法來分析政府 在採購績效評估所適合的各項指標,並且將政府採購分成工程採購、勞務採購和 財物採購這三種,透過相關的文獻、專家意見、問卷和層級程序法的方式,整理 出有關品質、價格、成本、時間和數量的幾種參考的指標,而中衛發展中心[12]
則提出供應商的計算公式,陳啟政[32]利用品質、時間和價格的概念,設計了生 產線抱怨、生產線不良率、不良值和客訴處理的計算,利用在總品質成本的計算,
而白昌霖[31]則是將陳啟政的公式加入討論各種權重,其研究是以顧客滿意度的 評選為主。而本研究則將利用改善後的流程,加上中衛發展中心的供應商評估公 式為基礎,並且參考的各種文獻,將改造後的流程和標準時間導入,設計出全新 的採購所適用的供應商評估,提供更客觀的採購進行供應商評估的方法。
35
第四章 案例探討
第一節 個案公司簡介
我國有關被動電子零組件產業開始的時間很早,從 1960 年開始至今也有近 50 年的歷史,而此產業雖然發展甚早,但因為各種電腦、通訊、家電和各種有 關消費性電子商品市場不斷的擴大,被動型電子零組件的產業也不斷進步提供更 好的商品,因此電子零組件的產業在我國產業經濟發展上,一直扮演很重要的角 色。過去我國在製造能力和成本的控制上有著很不錯的能力,因此在全球的競爭 上有著很不錯的表現,但是因為許多新興的開發國家如:大陸、馬來西亞、越南 和印度等…加入,使得成本和製造的競爭不斷的提升,也因此以中小企業為本體 的電子零組件製造業也有著不小的壓力,因此如何改善採購流程,以降低成本尌 成為我們要討論的主題。
個案公司創立於 1994 年,資本額 3000 萬元,員工人數達 300 人,是一間具 備自主研發能力的光電感測元件製造公司,主要的產品有光敏電阻、負溫度係數 熱敏電阻和壓敏電阻,個案公司所生產的感測元件可提供許多電子、家電和電腦 產品關鍵的零組件。尌產業的現況而言,雖然許多新興國家也逐漸進入電子零組 件的市場,但個案公司所製造相關的產品研發和技術的門檻是較高的,因此競爭 者無法很輕易的尌進入這個產業,而個案公司在國內雖不是處於領導地位,但競 爭者數量其實是不多的,因此有在價格的波動上是有利於維持產品的單價,近幾 年來全球筆記型電腦和智慧型手機、帄板電腦的消費性電子的市場發展快速,因 此個案公司所生產的電子零組件的銷售情況也獲得很大的提升。
而個案公司主要的競爭者以日本和台灣公司為主,以日本的主要競爭同業來 講,雖然因日本景氣長年不振,導致日本的企業陷入虧損、裁員等情況,但日本
36
的競爭同業的技術和研發能力普遍高於台灣同業,而在台灣的部分領導廠商在資 金、自主研發和國際能見度都優於個案公司,也因此為了面對這些挑戰。個案公 司首先以提升公司的品質為目標,於 2008 年導入並且通過 ISO9001 品質管系統 的驗證,以期待能符合國內外客戶之需求提高顧客滿意度,並且在中國大陸三個 地點設立生產據點,主要目的是貼近逐漸發展起來的中國大陸市場並且降低製造 成本,而個案公司相較於國內的大廠雖然規模較小,但相對於大廠的生產線和政 策靈活度也較高,加上專注於自主研發的特定商品上,在價格和產品水準也能具 有面對國內大廠的挑戰,在生產的部分產品的原物料多為基礎金屬,近幾年來原 物料的價格已大幅度的上揚,侵蝕產品獲利和價格的穩定性,因此採購工作、流 程和供應商評估的改造尌有其重要性,才能保障公司獲利上的穩定。而個案公司 的組織架構如下:
董事長
財 務 部 門
總經理 大陸事業部
副總 台灣事業部
總經理
廠務部門
大 陸 丙 廠 大 陸 乙 廠 大 陸 甲 廠 研發
/ 工程
部 門 業
務 部 門 生 管 部 門 管
理 部 門
會 計
晶 片 製 造 部 繞 結 片 製 造 部 O Q C T P Q C T Q C
品管 部門
量 產 導 入 產 品 開 發 國 內 部 國 外 部 總 務 倉 管 人 事 採 購 出 納
晶片 製造部門
圖 4-1 個案公司組織圖 (資料來源:個案公司)
37
第二節 個案公司的採購流程
本節主要是介紹個案公司現有的採購流程和採購的工作內容。而採購的目的 在個案公司看來,是為了讓採購的作業制度化、合理化,並且能達到適時、適價,
以提供生產所需之原物料。
一、採購的責任和權責
而有關對外採購之生產所需的原物料、零組件、半成品、鑄模、量規儀器、
設備、委外加工品均適用個案公司的流程,其他一般之事務、耗用品可參考採購 的流程和管理辦法。而個案公司在採購部門的組織圖如下:
採購主管
採購助理 採購專員
圖 4-2 採購部門組織圖 (資料來源:個案公司)
採購需求簽核程序在個案公司的規定中不論國內或國外的採購其程序都是 一致的,首先由各個單位自行提出請購的申請,而審查的部分則先經過各單位部 門主管同意後才能由採購進行審查的工作,而採購經過詢價、比價和議價的程序 後將結果經由採購主管進行審查,採購主管通過後即可進行採購的作業。其採購 需求簽核程序如下表:
表 4-1 採購需求簽核程序 項目
類別
採購需求單
請購提出 審查
國內採購 各單位 部門主管 採購 採購主管 國外採購 各單位 部門主管 採購 採購主管
資料來源:個案公司
38
二、採購的作業流程
張容寬[11]提到 ISO9001 其主要的目的為了能夠提供滿足買方的要求,如服 務或產品的標準範圍與業務的模式,主要目可以防制賣方不合格的商品發生的情 況與其矯正措施的作業管理,買方可以利用 ISO9001 所列的各項管制程序,來進 行監測與瞭解。個案公司於 2008 年的時,感覺顧客對於品質之要求的要求只會 不斷的提升,所以個案公司開始導入 ISO 9001 期望建立制度,以滿足國內外客 戶的需求和提高顧客的滿意度。個案公司現有的採購管理辦法的作業內容和採購 作業流程圖如圖 4-3:
(一)國內採購作業:
1.1 國內採購作業流程如作業流程圖
1.2 請購需求提出與核准:各相關單位申請人依據其需求,將部門、品 名規格、數量、預計交期等相關資料填入「採購需求單」,經需求 部門主管審查後交予採購單位。
1.3 採購審查:
1.3.1 採購人員接獲各部門之「採購需求單」後即進行採購準備作 業,並將需求單位提出之相關內容記錄於「採購憑單」之備 註欄。
1.3.2 若為委外加工品時,則由生管單位直接填寫「採購需求單」
後即進行採購準備作業,並將需求單位提出之相關內容記錄 於「採購憑單」之備註欄。
1.4 新品採購:
1.4.1 詢價作業:
採購人員接獲「採購需求單」,需求單位之申請人應隨單提 供完整之品名規格等詳盡資料,以有信譽、有經驗,品質良 的供應商作詢價的優先對象。
39
1.4.2 比價作業:
比價時需求一家以上提供價格,以利比價作業的進行。但若 有特殊狀況如客戶指定要求或獨家代理或獨門技術時,則可 直接進行議價作業。
1.4.3 議價作業:
採購人員與廠商議價後,廠商之報價單送採購主管核准。
1.5 舊品採購:
舊品得以直接向原合格廠商進行採購。
1.6 採購作業:
1.6.1 採購人員經上述作業後,將「採購憑單」及廠商報價單、圖 面委外加工評估表等相關文件送呈採購主管審核與副總經 理核准後,即進行採購作業,並將「採購憑單」轉發予廠商。
(二)國外採購作業:
2.1 同國內採購作業 1.2~1.5,由業務部協助處理相關採購資訊。
2.2 採購作業:
採購人員經上述作業後,將「採購憑單」及廠商報價單、圖面、委 外加工評估表等相關文件送呈採購主管審核與副總經理核准後,即 由業務部人員協助向國外供應商進行採購作業。
(三)採購管理:
3.1 交期管理:
採購人員依據「採購憑單」指定交貨日期或與協力商議妥之交貨日 期。
3.2 跟催與管制:
40
以採購人員與廠商議妥之交貨日與管制基凖,並於交貨日前跟催。
於廠商交貨進廠時,由品管單位依據「品管管理辦法」處理。若因 退貨,由採購人員與廠商另定一交貨日期重新管制並通知相關單 位。若有逾越交貨日,廠商仍未交貨者,則由採購人員以電話或傳 真方式進行催交。
3.3 交期變動:
於「採購憑單」或採購合約確認後,若廠商遭不可抗拒之天災或其 他因素,導致無法按時交貨時,採購人員與物料需求單位及廠商協 商因應對策,議定新交期並確實管制。
3.4 料件規格數量變動:若因設計問題所導致之品質不良時,研發/工 程人員應提供「設計變更申請表」,通知採購 停止購買,並由採購人員通知廠商停止生產。
3.4.1 更換圖面:依研發/ 工程人員提供發行之新版圖面,由採 購人員通知廠商,廠商接獲通知後,若未生產 時,廠商得以新版圖面製作交貨。若已生產時,
得由採購人員新增「採購憑單」及新版圖面發予 廠商重新製作,並通知廠商將舊版圖面作廢。原 舊版之「採購憑單」廠商仍照規定程序請款。
41 請購提出
部門主管 審核
審查
新品
詢價
比價
議價
登打採購單
採購主管 審核
採購作業
入廠檢驗
退貨
特採
入庫 YES
YES
YES
YES
NO NO
NO
NO
圖 4-3 採購作業流程圖 資料來源:個案公司
![圖 2-3 ARIS 主要架構 資料來源:Scheer(1999)[37]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9581453.623949/26.892.130.740.423.984/圖23ARIS主要架構資料來源Scheer199937.webp)